KR20170097169A - 개선된 밀봉을 갖는 진공 단열 패널 - Google Patents
개선된 밀봉을 갖는 진공 단열 패널 Download PDFInfo
- Publication number
- KR20170097169A KR20170097169A KR1020177020200A KR20177020200A KR20170097169A KR 20170097169 A KR20170097169 A KR 20170097169A KR 1020177020200 A KR1020177020200 A KR 1020177020200A KR 20177020200 A KR20177020200 A KR 20177020200A KR 20170097169 A KR20170097169 A KR 20170097169A
- Authority
- KR
- South Korea
- Prior art keywords
- section
- sealing
- less
- panel according
- thickness
- Prior art date
Links
- 238000009413 insulation Methods 0.000 title claims abstract description 14
- 238000007789 sealing Methods 0.000 claims abstract description 47
- 239000011162 core material Substances 0.000 claims abstract description 31
- 230000004888 barrier function Effects 0.000 claims abstract description 29
- 230000002093 peripheral effect Effects 0.000 claims abstract description 19
- 229920000642 polymer Polymers 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 10
- 230000001052 transient effect Effects 0.000 claims description 4
- 239000000565 sealant Substances 0.000 claims description 2
- 239000007789 gas Substances 0.000 description 40
- 208000031481 Pathologic Constriction Diseases 0.000 description 27
- 230000036262 stenosis Effects 0.000 description 26
- 208000037804 stenosis Diseases 0.000 description 26
- 230000002966 stenotic effect Effects 0.000 description 18
- 238000009792 diffusion process Methods 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 239000000463 material Substances 0.000 description 7
- 230000035699 permeability Effects 0.000 description 7
- 230000006835 compression Effects 0.000 description 6
- 238000007906 compression Methods 0.000 description 6
- 230000004927 fusion Effects 0.000 description 6
- 230000001681 protective effect Effects 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 239000012528 membrane Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000006731 degradation reaction Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 239000007783 nanoporous material Substances 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000003795 desorption Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000001595 flow curve Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000011491 glass wool Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000012774 insulation material Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000002952 polymeric resin Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 235000019353 potassium silicate Nutrition 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 230000000153 supplemental effect Effects 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/263—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer having non-uniform thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/04—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by at least one layer folded at the edge, e.g. over another layer ; characterised by at least one layer enveloping or enclosing a material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/06—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions for securing layers together; for attaching the product to another member, e.g. to a support, or to another product, e.g. groove/tongue, interlocking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B1/78—Heat insulating elements
- E04B1/80—Heat insulating elements slab-shaped
- E04B1/803—Heat insulating elements slab-shaped with vacuum spaces included in the slab
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/304—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2607/00—Walls, panels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A30/00—Adapting or protecting infrastructure or their operation
- Y02A30/24—Structural elements or technologies for improving thermal insulation
- Y02A30/242—Slab shaped vacuum insulation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B80/00—Architectural or constructional elements improving the thermal performance of buildings
- Y02B80/10—Insulation, e.g. vacuum or aerogel insulation
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Acoustics & Sound (AREA)
- Electromagnetism (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Laminated Bodies (AREA)
- Thermal Insulation (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
본 발명은 진공 단열 패널(vacuum insulation panel)(30, 40)로서, 각각 적어도 기체 장벽층(35, 45) 및 밀봉층(34, 44)을 갖는 두 개의 적층 필름(33, 43), 밀봉층(34, 44)이 서로 대향할 수 있도록 배치된 두 적층 필름(33, 43) 사이에 저압으로 밀봉된 코어 물질, 두 적층 필름(33, 43)의 내부 주변 에지로부터 외부 주변 에지까지 연장되어 접합부 너비를 형성하는 밀봉 접합부(31, 41)를 포함하고, 상기 밀봉층(34, 44)은 코어 물질의 전체 둘레를 둘러싸도록 서로 융착되고, 밀봉 접합부(31, 41)는 본질적으로 에지에 평행하게 연장되는 협착되지 않은 융착 밀봉층(34, 44)의 두께보다 작은 융착 밀봉층(34, 44) 두께를 갖는 적어도 하나의 협착된 구획(37, 47)을 가지며, 협착된 구획(들)(37, 47)은 두 적층 필름(33, 43)의 외부 주변 에지 및/또는 내부 주변 에지에 배열되는 것을 특징으로 하는 진공 단열 패널에 관한 것이다.
Description
본 발명은 개선된 밀봉(sealing)을 갖는 진공 단열 패널(VIP)에 관한 것이다.
증가하는 에너지 비용과 에너지 효율 규제는 건물 부문에서 개선된 단열을 추동하는 주요 요인이다. 발포체 및 섬유에 기반한 종래의 단열 물질 외에 진공 단열 패널(VIP-부재) 또한 이러한 목적으로 이용가능하다.
VIP-부재는 상당히 더 높은 단열 특성을 제공하고, 따라서 동일한 내열성을 갖는 종래의 단열 물질과 비교하여 더 적은 두께를 제공하지만, 이러한 이점에는 더 높은 생산 필요성 및 비용, 및 기계적 손상에 대한 취약성과 같은 몇 가지 잘 알려진 단점이 있다.
일반적으로, VIP 부재는 기체 장벽 특성을 갖는 층에 의해 둘러싸인 다공성 물질의 코어 물질을 포함한다. 일반적으로, 백(bag) 부재는 둘러싸는 재료로부터 형성하며, 이후 중공을 코어 물질로 채우고, 존재하는 공기 또는 기체를 10-3 bar 미만의 압력 수준으로 배기시키고, 최종적으로 백 부재를 진공 조건 하에 밀봉하고, 제품을 가공 진공 챔버로부터 방출한다. 전형적인 코어 물질은 특히 유기 바인더의 분해에 의한 VIP 부재의 진공 내부의 열화를 방지하기 위해 실리카 분말 등과 같은 나노-다공성 물질 또는 바인더-무함유(binder-free) 섬유 재료이다.
VIP-부재는 또한 스테인리스 강으로 둘러싸인 것으로 제안되었지만, 이들 부재는 기계적 손상에 대한 낮은 취약성에도 불구하고 측면의 열교(heat bridging)에 의해 열화되는 단열 특성 때문에 시장에서 성공하지 못했다.
열교 효과를 극복하기 위해, 그 동안 일반적으로 둘러싸는 재료로서 적층 필름이 사용되었다. 이들 적층 필름은 저밀도 폴리에틸렌 등과 같은 열가소성 플라스틱 수지로 제조된 밀봉층인 최내층으로 이루어질 수 있다. 밀봉층에는 금속층, 예를 들어, 알루미늄 포일 또는 알루미늄 퇴적 층과 같은 장벽 물질로 제조된 기체 장벽층이 부착된다. 일반적으로 이들은 기체 장벽층을 기계적 및/또는 화학적 손상으로부터 보호하기 위해 대기에 노출된 외부면 상에 보호 커버층을 더 포함한다. 두 개의 적층 필름을 밀봉층이 서로 대향할 수 있도록 배치하고, 밀봉층을 열가소성 융착 온도보다는 높지만 기체 장벽층 및 보호 커버층의 융착 온도보다는 낮은 온도로 압착 가열(press heating)함으로써 서로 융착시켜 기밀성(gas-tight) 밀봉 접합부를 형성한다. 그러한 삼층 적층 필름 외에, 중합체 층에 의해 분리된 수 개의 기체 장벽층을 갖는 다층 적층체 또한 이용가능하다.
적용된 층 구조 및 밀봉 방법으로 인해, (금속성) 기체 장벽층들의 직접 접촉이 회피되고 따라서 열교가 크게 감소한다. 그러나, 이러한 둘러싸기 방법의 결과로서, 특정 두께 및 접합부 너비의 길이를 갖는 기체 장벽층이 없고 밀봉 물질로만 이루어진 단면이 조금 남아있기 때문에, VIP-코어는 기체 장벽 물질에 의해 완전히 둘러싸이지 않는다. 그러나, 이러한 단면의 크기는 VIP 부재의 기체 장벽층의 전체 표면보다 10의 몇 승 크기 수준으로 더 작다.
건물 부문의 필수 요구사항은 제품 특성의 허용가능한 감소가 수반되는 긴 수명이며, 이것은 단열의 경우 약 30년 정도로 길 수 있다. VIP 부재의 경우, 긴 수명은 VIP 부재 내부로의 기체 및/또는 증기의 확산으로 인한 내부 압력의 필연적 증가, 즉, 진공의 열화를 늦추는 부재의 능력에 직접적으로 연관된다. 기체 및 증기는 막을 통해, 즉, 기체 장벽층을 통해 또는 밀봉 접합부를 통해 VIP 내부로 침투할 수 있다.
그러한 적층체의 넓은 표면을 통한 기체 장벽 특성의 계속적인 개선은 그를 구비하는 VIP 부재의 수명을 연장시켰다; 따라서, 기체 장벽 표면과 기체 장벽층이 없는 단면의 크기 관계에도 불구하고, 접합부를 통한, 즉, 접합부를 채우는 중합체 물질을 통한 VIP 코어 내부로의 확산이 더욱 중요해졌다.
WO2006077599는 접합부의 외부 에지를 감싸는 보충막(supplemental membrane)의 추가를 제안한다. 에지 주변의 접합부에 그러한 보충막을 접착하는 것(추가 제조 단계를 요함)이 어렵다는 점 외에도, 보충막은 열교를 증가시키고 따라서 VIP 열 성능에 부정적인 영향을 줄 수 있다.
다른 층을 추가하지 않고 접합부 기밀성을 강화하기 위한 또 다른 방법은 밀봉의 기하학적 구조를 변형하는 것이다. JP S82-141190U는 밀봉 물질의 중합체 매트릭스를 통한 VIP 코어로의 기체 확산을 늦추도록 의도된 사다리꼴의 대칭적 협착부(constriction)를 갖는 열 밀봉 접합부를 개시한다(도 1 참조). 압착 조건에 따른 협착부의 모양 또는 밀봉 지그(jig)의 디자인 및 협착 영역의 중합체의 필연적 퍼짐(spreading)은 협착부의 코너에서 크랙(crack) 형성을 야기할 수 있는 적층체의 마모 증가 문제를 일으킬 수 있다.
협착부 형성 공정에서 기체 장벽층의 잠재적 손상 문제를 극복하기 위해, EP2224159는 비대칭적 협착부를 가지며 공정 동안 적층체의 마모가 감소된 접합부를 개시한다. 비대칭적 협착부는 밀봉부에서의 열 융착 및 압착 공정에 의해 형성되고, 협착되지 않은 영역(소위 두꺼운 벽부)가 개재된 수 개의 협착 영역(소위 얇은 벽부)을 포함한다(도 2 참고). 협착부에서 중합체 두께의 연속적이지만 부드러운 증가 및 감소로 인해, 협착부는 마모 및 특히 크랙 형성의 위험 없이 얇은 벽부에서 좁아질 수 있다. 따라서, 복수의 얇은 벽부에 있어서, 두 인접한 얇은 벽부 사이에서 서로 대향하는 모든 밀봉층은, 두께 방향으로 압축된 인접 적층부의 밀봉층을 구성하기 위한 수지 일부가 두께 방향으로 압축되지 않은 인접 적층 필름부의 밀봉층으로 이동하도록 가열되고 융착된다. 따라서, 한 적층체의 표면뿐 아니라 다른 적층체의 표면 또한 요철 모양(convexo-concave shape)을 갖지만, 두 요철 모양은 바람직하게는 서로 반대되지 않는다. EP2224159의 개시내용은 그 전체가 본원에 참조로 포함된다.
EP2224159는 비대칭적 협착부의 밀봉부 구획으로부터의 대기 기체 투과성(permeability)을 얇은 벽부의 밀봉층의 동일한 적층 및 동일한 두께 및 얇은 벽부의 동일한 개수(4)에 대해 JP S82-141190U에 따른 대칭적 협착부와 비교한다. 정상 상태에서, 기체 투과성은 양 디자인에 대해 동일하지만, 대칭적 디자인은 적층체 열화의 경향을 나타낸다.
작은 크기의 부재를 제조하기 위한 예외적인 경우에서, EP2224159는 밀봉 구획의 외부 원주 측에서의 적층 필름의 컷-오프(cut-off)에 의해 두꺼운 벽부가 새로운 최외곽 원주측을 형성하는 것을 예상하지만, 일반적으로는 협착된 구획이 접합부 구획 너비의 중앙에, 즉, JP S82-141190U와 같이 접합부의 내부 원주 측으로부터 및 접합부의 외부 원주 측으로부터 거리를 두고 배열되는 것을 교시한다.
이러한 종래기술에서, 본 발명의 목적은 추가적으로 기체 확산을 줄이고 따라서 VIP 부재의 수명을 늘리는 개선된 밀봉 접합부 디자인을 갖는 VIP 부재를 제공하는 것이다.
이러한 목적을 달성하기 위해, 본 발명에 따른 진공 단열 패널은 각각이 적어도 기체 장벽층 및 밀봉층을 갖는 두 적층 필름, 밀봉층이 서로 대향할 수 있도록 배치된 두 적층 필름 사이에서 저압으로 밀봉된 코어 물질, 및 두 적층 필름의 내부 주변 에지로부터 외부 주변 에지까지 연장되는 접합부 너비를 형성하는 밀봉 접합부를 포함하고, 밀봉층은 코어 물질의 전체 둘레를 둘러싸도록 서로 융착되며, 밀봉 접합부는 본질적으로 에지에 평행하게 연장되는 협착되지 않은 융착 밀봉층의 두께보다 작은 융착 밀봉층의 두께를 갖는 하나 이상의 협착된 구획을 갖고, 협착된 구획(들)은 두 적층 필름의 외부 주변 에지 및/또는 내부 주변 에지에 배열된다.
중합체 매트릭스를 통한 기체 투과는 외부 대기로 배향된 외부 주변 에지의 기체 장벽층이 없는 단면에서 중합체 매트릭스에서의 기체 흡수, 중합체 내에서의 확산, VIP 코어로 배향된 내부 주변 에지의 기체 장벽층이 없는 단면에서의 탈착의 단계를 포함한다.
EP2224159의 상이한 협착부 디자인의 비교에 이미 개시된 바와 같이, 좁아진 얇은 벽 구획의 전체 협착 길이 및 그 두께가 동일한 한, 기체 투과성은 특정 디자인과 독립적으로 정상 상태에서 동일하지만, 본 발명자들은 협착부의 위치가 과도 단계 동안, 즉, 정상 상태를 얻기 위한 기체 투과에 요구되는 시간 동안 특정한 효과를 갖는다는 것을 인식했다.
바람직한 실시예에서, 협착된 구획(들)의 두께는 협착되지 않은 융착 밀봉층의 두께의 50% 이하, 특히 25% 이하, 바람직하게는 15% 이하, 특히 10% 이하이다. 협착되지 않은 밀봉층의 두께에 대한 협착된 구획(들)의 두께의 비는 또한 협착비(constriction ratio)라고 지칭된다.
바람직하게는, 협착된 구획(들)의 총 길이는 접합부 너비의 5% 이상, 바람직하게는 10% 이상, 특히 25% 이상이다. 협착된 구획의 전체 길이는 기체 투과성, 및 따라서 VIP 코어로 들어가는 질량 유량을 바람직하게 감소시킨다. 전체 길이의 증가가 기체 투과성을 감소시키지만, 열 압착 및 융착 동안 중합체 수지의 필연적 이동은 적층체, 특히 기체 장벽층에 특정 마모를 유발한다. 공정 동안 상기 마모를 최소화하기 위해, 협착 구획(들)의 전체 길이는 접합부 너비의 75% 이하, 바람직하게는 50% 이하인 것이 바람직하다.
밀봉 접합부는 협착된 구획을 더 포함하는 것이 바람직하다. 두 협착된 구획들 사이에는 협착되지 않은 구획이 있다. 이들 협착되지 않은 구획은 협착된 구획(들)으로부터 협착되지 않은 구획(들)로의 중합체 이동으로 인해 가열되고 융착되는 두 중합체 층의 두께 합보다 큰 두께를 갖는 영역을 포함할 수 있다.
본 발명에 따른 바람직한 실시예에서, 협착 구획(들)은 일정한 두께의 영역을 가질 수 있다. 그러한 실시예에서, 협착된 구획의 일정한 두께의 영역으로부터 협착되지 않은 접합부 구획까지의 과도 영역은 아크 형태로 오목할 수 있거나 원뿔 형태를 가질 수 있다. 대안적으로, 협착된 구획의 일정한 두께의 영역 및 협착되지 않은 접합부 구획은 또한 반턱(ship-lapped) 형태를 가질 수 있다. 그러나, 형성 지그(forming jig)의 날카로운 에지 디자인으로 인한 마모 증가로 인해, 이러한 대안은 아크 형태 또는 원뿔 형태와 비교하여 덜 바람직하다.
본 발명의 바람직한 실시예에 따르면, 협착된 구획은 비대칭적 단면, 특히 요철 단면을 갖는다. 비대칭적 단면 디자인은 적층체 상의 마모를 감소시키고 따라서 제조 동안 불량률을 감소시킴으로써 공정 안전을 제공할 수 있다. 비대칭적 단면은 바람직하게는 협착되지 않은 영역 즉 두꺼운 벽부에 의해 이격된 수 개의 개별 협착 영역 즉 얇은 벽부를 알맞게 디자인된 형성 지그에 의해 하나의 가열 및 융착 공정에서 인-시츄(in-situ)로 실현한다.
바람직한 실시예에서, 적층 필름은 중합체 층에 의해 분리된 수 개의 기체 장벽층을 갖는 다층 적층체이다.
이제 도면을 참조하여 본 발명의 바람직한 실시예를 설명할 것이다.
도 1은 JP S82-141190U에 개시된 종래기술에 따른 밀봉 접합부의 단면도이고,
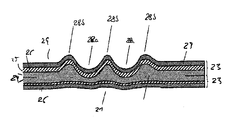
도 2는 EP2224159에 개시된 종래기술에 따른 밀봉 접합부의 상세 단면도이고,
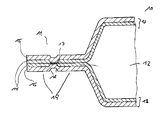
도 3은 본 발명에 따른 제1 실시예의 단면도이고,
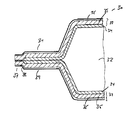
도 4는 본 발명에 따른 제2 실시예의 단면도이고,
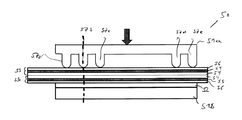
도 5는 도 4에 따른 본 발명의 제2 실시예의 접합부를 제조하는 형성 지그이고,
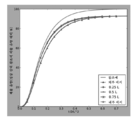
도 6a, 6b는 접합부의 상이한 위치의 협착부에 대한 VIP 코어로 들어가는 정규화된 질량 유량을 협착비의 함수로서 도시하는 두 그래프이고,
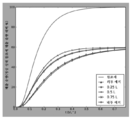
도 7a, 7b는 접합부의 협착부의 상이한 길이에 대한 VIP 코어로 들어가는 정규화된 질량 유량을 협착비의 함수로서 도시하는 두 그래프이고,
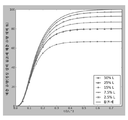
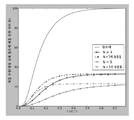
도 8a, 8b는 접합부의 협착부의 상이한 개수에 대한 VIP 코어로 들어가는 정규화된 질량 유량을 협착비의 함수로서 도시하는 두 그래프이다.
도 1은 JP S82-141190U에 개시된 종래기술에 따른 밀봉 접합부의 단면도이고,
도 2는 EP2224159에 개시된 종래기술에 따른 밀봉 접합부의 상세 단면도이고,
도 3은 본 발명에 따른 제1 실시예의 단면도이고,
도 4는 본 발명에 따른 제2 실시예의 단면도이고,
도 5는 도 4에 따른 본 발명의 제2 실시예의 접합부를 제조하는 형성 지그이고,
도 6a, 6b는 접합부의 상이한 위치의 협착부에 대한 VIP 코어로 들어가는 정규화된 질량 유량을 협착비의 함수로서 도시하는 두 그래프이고,
도 7a, 7b는 접합부의 협착부의 상이한 길이에 대한 VIP 코어로 들어가는 정규화된 질량 유량을 협착비의 함수로서 도시하는 두 그래프이고,
도 8a, 8b는 접합부의 협착부의 상이한 개수에 대한 VIP 코어로 들어가는 정규화된 질량 유량을 협착비의 함수로서 도시하는 두 그래프이다.
도 1은 JP S82-141190U에 개시된 종래기술에 따른 밀봉 접합부의 단면을 도시한다. 진공 단열 패널(10)은 접합부 구획(11), 코어 물질(도시되지 않음)로 채워지고 기체 장벽층(15)이 부착된 밀봉층(14)으로 구성된 두 적층체(13)에 의해 매립된 VIP 코어(12)를 포함한다. 두 적층 필름(13)은 밀봉층(14)이 서로 대향하도록 배치되고, 밀봉층(14)은 밀봉층 중합체 물질의 융착 온도 초과의 온도로 가열 압착됨으로써 밀폐 밀봉 접합부를 형성하도록 서로 융착된다. 접합부 구획(11)의 중앙에는 협착된 구획(17)의 일정한 두께의 영역으로부터 협착되지 않은 접합부 구획(19)으로 연장되는 과도 영역(18)을 갖는 원뿔형 또는 사다리꼴의 협착된 구획(17)이 있다.
도 2는 EP2224159에 개시된 종래기술에 따른 밀봉 접합부(21)의 상세 단면을 도시한다. 상세 단면은 VIP 코어의 측면으로 연장되지 않는 밀봉 접합부만을 도시한다. VIP 코어 물질(도시되지 않음)을 매립하는 두 적층체(23)는 도 1과 같이 배열되고 밀봉층(24) 및 기체 장벽층(25)으로 구성된다. 또한 적층체는 기계적 및/또는 화학적 손상에 대해 적층 기체 장벽층(25)을 보호하기 위해 외부 면에 배열되는 보호 커버층(26)을 더 포함한다. 도 1과 같이, 접합부 구획(21)의 중간 지점에 배열된, 두 얇은 벽부(28a) 및 세 두꺼운 벽부(28b)를 갖는 요철 모양의 비대칭적 단면을 갖는 협착된 구획(27)이 있다. 도 2에서 볼 수 있듯이, 얇은 벽부(28a)는 협착되지 않은 접합부 구획과 비교하여 두께가 작은 반면, 두꺼운 벽부(28b)는 압착 성형 및 융착 동안 중합체 이동의 결과로 인해 두께가 크다.
도 3은 본 발명에 따른 제1 실시예를 도시한다. 진공 단열 패널(30)은 접합부 구획(31), 코어 물질(도시되지 않음)로 채워지고 밀봉층(34), 기체 장벽층(35) 및 보호 커버층(36)으로 구성된 두 적층체(33)에 의해 매립된 VIP 코어(32)를 포함한다. 도 1 및 2에 도시된 종래기술의 실시예와 달리, 협착된 구획(37)은 접합부(31)의 중앙에 배열되지 않고, 협착된 구획(37)이 외부 대기와 직접 접촉하도록 접합부(31)의 외부 주변 에지에 배열된다. 협착부(37)의 형태는 도 1과 동일하다. 즉, 협착된 구획(37)의 일정한 두께의 영역은 원뿔 모양을 갖는 과도 영역(38)에 의해 협착되지 않은 접합부(39)의 영역에 연결된다.
도 4는 본 발명에 따른 제2 실시예를 도시한다. 진공 단열 패널(40)은 접합부 구획(41), 코어 물질(도시되지 않음)로 채워지고 밀봉층(44), 기체 장벽층(45) 및 보호 커버층(46)을 갖는 두 적층체(43)에 의해 매립된 VIP 코어(42)를 포함한다. 접합부 구획(41)은 두 개의 협착된 구획(47a 및 47b)를 갖고, 제1 협착된 구획(47a)은 (도 3에 도시된 실시예에서와 같이) 접합부의 외부 주변 에지에 배열된다. 제2 협착된 구획(47b)는 VIP 코어(42)에 대해 "경계"를 형성하도록 두 적층 필름(43)의 내부 주변 에지에 위치한다. 협착되지 않은 구획(49)은 접합부의 중심부에 배열된다. 설명을 위해, 도 4는 실제 축척에 맞게 도시되지 않았다. 협착된 구획(47a, 47b) 모두는 얇은 벽부(48a) 및 두꺼운 벽부(48b)를 갖는 비대칭 요철 모양이다.
본 발명에 따른 실시예에서(도 3 및 4), 밀봉층(34, 44)의 두께는 50 ㎛이고, 이에 따라 협착되지 않은 접합부(39, 49)의 두께는 100 ㎛이다. 일정한 두께의 협착된 구획(37)의 두께 및 얇은 벽부(48a)의 두께는 10 ㎛, 즉, 협착비 90%로 설정된다. 3 cm의 접합부 융착 너비에 대해, 협착부(37)의 너비는 약 1 cm이고, 협착된 구획(47a, 47b)의 너비는 각각 10 mm이다. 협착된 구획(47a, 47b)의 더 넓은 너비는 양 협착된 구획(47a, 47b)에서 두꺼운 벽부(48b)를 보상하기 위함이다.
VIP 코어(32, 42)는 당업자에게 알려진 임의의 적당한 물질로 채워질 수 있다. 바람직한 물질은 VIP 부재의 진공 내부의 열화를 피하기 위한, 실리카 분말 등과 같은 나노-다공성 물질 또는 바인더-무함유 섬유 매트, 더욱 상세하게는 바인더-무함유 유리솜(glass wool)이다. 선택적으로, 예를 들어 물유리(water glass)와 같은 무기 바인더에 결합된 섬유 매트 또한 사용될 수 있다.
협착된 구획을 접합부의 외부 주변 에지에 배치하는 것은 과대 치수로 제조된 협착된 구획을 통한 압착 가열 및 융착 단계 후의 치수 맞춤 절단에 의해 쉽게 달성될 수 있다. 즉, 적층체의 과대한 부분은 협착된 구획 내부에서 절단에 의해 제거된다.
협착된 구획을 내부 주변 에지에 배치하는 것은 적절히 디자인된 형성 지그에 의해 달성될 수 있다. 그러한 형성 지그는 상기 도 4에 도시되고 설명된 바와 같은 본 발명의 실시예에 따른 접합부의 열 융착 압축용으로 도 5에 도시되어 있다.
각각 밀봉층(54), 기체 장벽층(55) 및 보호 커버층(56)을 갖는 두 적층체(53)는 상부 및 하부 가열 및 압축 지그(51a, 51b)를 포함하는 형성 지그(50) 사이에서 밀봉층(54)이 서로 대향하도록 위치한다. 하부 지그(51b) 상에는 비대칭적 요철 모양의 대향면을 형성하는 하중 분배 요소로 기능하는 실리콘 고무 시트(52)가 위치한다.
돌출부(57)는 적층(53)을 향해 배향된 상부 가열 및 압축 지그(51a)의 저면에 배열된다. 두 돌출부(57)를 갖는 우측에서 최우측의 돌출부(57e)는 돌출부(57e) 우측의 밀봉층이 직접 압착 접촉에 의해 가열되지 않도록 상부 지그(51a)의 외부 에지에 배열된다는 점을 주목하라. 우측은 도 4에서 볼 수 있는 바와 같이 VIP 코어(42)를 향해 배향된다.
좌측, 즉, 대기 및 상부 지그(51a)를 향해 배향된 쪽은 세 개의 돌출부(57a, 57b, 57c)를 갖고, 또한 형성 지그(51a)의 기저 구획뿐만 아니라 하부 지그(51b) 최좌측 돌출부(57a)의 위치를 지나 연장되고 따라서 돌출부(57a)의 좌측의 적층체(53)도 가열한다.
열 융착 압착 공정이 종결되면, 형성 지그(51a, 51b)를 제거하고, 이렇게 형성된 비대칭적 협착부를 점선(58)으로 표시된 위치에서 절단하여 도 4에 도시된 바와 같이 압착된 구획의 얇은 벽부를 형성한다. 또한, 형성 지그(51a, 51b)는 별도의 절단 장치에서 VIP 부재의 접합부 각각을 정렬하지 않고 절단하는 것을 허용하는 일체형 절단 도구를 구비할 수 있다.
도 5에 도시된 형성 지그에서 돌출부(57d, 57e)를 제거한 단순화된 디자인은 외부 주변 에지에만 배열된 비대칭적 협착부를 갖는 디자인으로 이어지고, 반대로 좌측의 돌출부(57a, 57b, 57c)를 제거함으로써 단순화된 디자인은 내부 주변 에지의 비대칭적 협착부 배치로 이어질 것임은 자명하다. 둥근 돌출부(57a-e)를 직사각형 또는 다른 모양의 돌출부로 대체함으로써, 다양한 접합부 협착부 디자인, 특히 위치설정, 길이 및 압축비의 접합부 협착부 디자인을 형성할 수 있다.
도 6a 및 6b는 접합부의 다른 위치에서 각각 50%, 90%의 협착비를 갖는 협착부에 대해 VIP 코어로 들어가는 정규화된 질량 유량을 모델링한 결과를 나타낸다. 다른 위치의 협착부에 대해 계산된 질량 유량을 도 3에 나타낸 협착부 유형(사다리꼴)에 대해 협착되지 않은 참조예의 질량 유량에 의해 정규화하고, 이를 수직축에 에지에서의 위치(x)의 함수로서 확산계수(D) 및 접합부 구획의 너비(L)에 의해 정규화된 시간 경과에 따른 값으로서 도시하였다(L은 에지의 전체 너비이고, 선형 좌표(x) 값은 에지축을 따른 위치를 정의하며, 에지의 외부측이 x=0이고, 에지의 내부측이 x=L임). 협착되지 않은 두께의 각각 50%(도 6a), 90%(도 6b)의 협착비를 갖는 하나의 협착 구획을 접합부의 다섯 위치, 즉, 외부 에지, 접합부 너비의 25%, 50%(중앙), 75% 지점 및 내부 에지에 배치하였다.
도 6a 및 6b 모두에서, 특정 시간 후 협착부 위치와 독립적으로 정규화 질량 유량은 협착되지 않은 참조예보다 낮은, 동일한 정상 상태를 달성함을 알 수 있다. 정상 상태에서의 질량 유량은 오직 협착비에만 의존하고 더 큰 협착비일 때 감소한다.
그러나, 정상 상태에 도달하기까지 과도기 동안, 협착된 구획의 위치는 위치에 대해 대칭성을 나타내는 질량 유량 커브 모양에 크게 영향을 미친다. 접합부 중앙(50%)에서의 위치는 최고 유량을 갖는 커브로 이어지고 외부 또는 내부 에지에서의 위치는 최저 기울기를 갖는 커브를 산출한다. 접합부 너비의 각각 25%, 75%에서의 협착부 위치는 중앙 위치 및 내부/외부 에지 위치라는 두 극단 사이의 커브를 산출한다. VIP 코어로 들어가는 전체 질량 유량은 (정규화된) 시간에 따른 통합(정규화된) 질량 유량에 상응하기 때문에, 협착부를 가능한 한 접합부 에지에 가깝게 배치하여 이상적으로는 협착된 구획이 대기 쪽 또는 VIP 코어 쪽으로 각각 외부 또는 내부 단면을 형성하도록 하는 것이 분명히 유리하다.
도 7a 및 7b는 각각 50%(도 7a), 90%(도 7b)의 협착비를 갖는 하나의 협착부에 대해 VIP 코어로 들어가는 정규화된 질량 유량을 모델링한 결과로서 협착부 길이의 영향을 나타낸다. 도 6에서와 같이, 상이한 위치의 협착부에 대한 계산된 질량 유량은 도 3에 나타낸 협착부 유형에 대한 협착되지 않은 참조예의 질량 유량에 의해 정규화되고, 접합부 구획의 확산계수(D) 및 너비(L)에 의해 정규화된 시간 경과에 따른 값으로 수직축에 도시된다. 비교를 위해, 협착된 구획은 접합부 구획의 중앙, 즉, 도 1에 도시된 위치에 배열된다.
협착부 길이에 대한 민감성은 협착비에 크게 의존하며, 협착부가 얇을수록 또는 협착비가 클수록 그의 길이 증가는 더욱 효과적이다. 도 7a, 7b에서, 협착된 구획의 길이가 더 길 때 정상상태에 더 일찍 도달됨을 알 수 있다. 그러나, 정규화된 정상 상태 유속이 현저히 더 낮기 때문에, 협착부의 길이를 연장하는 것이 분명히 유리하다.
도 8a 및 8b는 각각 50%(도 8a), 90%(도 8b)의 협착비를 갖는 하나의 협착부에 대해 VIP 코어로 들어가는 정규화된 질량 유량을 모델링한 결과로서 협착 영역의 수의 영향을 나타낸다. 각각 접합부 구획의 너비(W)의 7.5%로 연장되는 직사각형 모양의 세 개 또는 다섯 개의 협착된 영역을 접합부 너비의 중심에, 동일하게 연장되는 협착되지 않은 영역으로 이격된 상태로 위치시킨다. 비교를 위해, 상기 세 개 또는 다섯 개의 협착 영역의 전체 길이, 즉, 22.5% 및 37.5%의 길이를 갖는 하나의 협착부를 도 8a, 8b에 추가하였다.
과도 상태 동안의 개선 외에, 도 8a, 8b는 정상 상태에 대해 표 1에서 비대칭적 얇은 벽부 형태의 협착 영역 수의 증가에 따른 기체 투과성의 감소를 나타내는 EP2224159의 개시내용에 따른다.
도 8a, 8b에서 볼 수 있듯이, 다중 협착부는 과도기 동안 정규화된 유속을 감소시키기에 매우 효율적이다. 따라서, 동일한 전체 길이를 갖는 한 협착부와 비교하여 다중 협착부를 갖는 것이 분명히 유리하다.
협착부의 위치, 그의 (전체) 길이 및 협착부/얇은 벽부의 개수는 본질적으로 서로 독립적이고, 최적 디자인 및 따라서 긴 수명 성능은 모든 구성을 조합함으로써 달성될 수 있다.
접합부의 너비, 협착비 및 확산 계수에 따라, 본 발명에 따른 VIP 부재의 수명 증가는 과도 상태 동안의 감소된 통합 질량 유량 및 이에 따라 기체 투과성의 정상 상태에 들어갈 때의 VIP의 더 낮은 내부 압력에 의해 수 년에서 심지어 수십 년일 수 있다.
Claims (10)
- 진공 단열 패널(vacuum insulation panel)(30, 40)로서, 각각 적어도 기체 장벽층(35, 45) 및 밀봉층(34, 44)을 갖는 두 개의 적층 필름(33, 43), 밀봉층(34, 44)이 서로 대향할 수 있도록 배치된 두 적층 필름(33, 43) 사이에 저압으로 밀봉된 코어 물질, 두 적층 필름(33, 43)의 내부 주변 에지로부터 외부 주변 에지까지 연장되어 접합부 너비를 형성하는 밀봉 접합부(31, 41)를 포함하고, 상기 밀봉층(34, 44)은 코어 물질의 전체 둘레를 둘러싸도록 서로 융착되고, 밀봉 접합부(31, 41)는 본질적으로 에지에 평행하게 연장되는 협착되지 않은 융착 밀봉층(34, 44)의 두께보다 작은 융착 밀봉층(34, 44) 두께를 갖는 적어도 하나의 협착된 구획(37, 47)을 가지며, 협착된 구획(들)(37, 47)은 두 적층 필름(33, 43)의 외부 주변 에지 및/또는 내부 주변 에지에 배열되는 것을 특징으로 하는 진공 단열 패널.
- 제1항에 있어서, 협착된 구획(들)(37, 47)의 전체 길이는 접합부 너비의 75% 이하, 바람직하게는 50% 이하인 진공 단열 패널.
- 제1항 또는 제2항에 있어서, 협착된 구획(들)(37, 47)의 전체 길이는 접합부 너비의 5% 이상, 바람직하게는 10% 이상, 특히 25% 이상인 진공 단열 패널.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 협착된 구획(들)(37, 47)의 두께는 협착되지 않은 융착 밀봉층 두께의 50% 이하, 특히 25% 이하, 바람직하게는 15% 이하, 특히 10% 이하인 진공 단열 패널.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 밀봉 접합부는 협착된 구획(37, 47)을 더 포함하는 진공 단열 패널.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 협착된 구획(들)(37)은 일정한 두께의 영역을 갖는 진공 단열 패널.
- 제6항에 있어서, 협착된 구획(37)의 일정한 두께의 영역에서 협착되지 않은 접합부 구획까지의 과도 영역(transient area)(38)은 아크 형태로 오목하거나 원뿔 형태를 갖는 진공 단열 패널.
- 제6항에 있어서, 협착된 구획(37)의 일정한 두께의 영역 및 협착되지 않은 접합부 구획은 반턱(ship-lapped) 형태를 갖는 진공 단열 패널.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 협착된 구획(47)은 비대칭 단면, 특히 요철 단면을 갖는 진공 단열 패널.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 적층 필름(33, 43)은 중합체 층에 의해 분리된 수 개의 기체 장벽층(35, 45)을 갖는 다층 적층체인 진공 단열 패널.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1463241 | 2014-12-23 | ||
| FR1463241A FR3030353B1 (fr) | 2014-12-23 | 2014-12-23 | Panneau isolant sous vide avec joint d'etancheite ameliore |
| PCT/FR2015/053493 WO2016102811A1 (fr) | 2014-12-23 | 2015-12-14 | Panneau d'isolation sous vide avec joint d'étanchéité amélioré |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170097169A true KR20170097169A (ko) | 2017-08-25 |
Family
ID=53039528
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177020200A KR20170097169A (ko) | 2014-12-23 | 2015-12-14 | 개선된 밀봉을 갖는 진공 단열 패널 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20170368799A1 (ko) |
| EP (1) | EP3237201A1 (ko) |
| JP (2) | JP2018502259A (ko) |
| KR (1) | KR20170097169A (ko) |
| CN (1) | CN107107557A (ko) |
| FR (1) | FR3030353B1 (ko) |
| WO (1) | WO2016102811A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11247369B2 (en) | 2015-12-30 | 2022-02-15 | Whirlpool Corporation | Method of fabricating 3D vacuum insulated refrigerator structure having core material |
| US10632708B2 (en) * | 2016-02-29 | 2020-04-28 | Alienus Film Llc | Insulating film |
| JP7241919B2 (ja) * | 2019-12-20 | 2023-03-17 | 三菱電機株式会社 | 真空断熱材及び断熱箱 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6023261Y2 (ja) | 1981-03-02 | 1985-07-10 | 株式会社 三ケ島製作所 | 自転車ペダルのトウクリツプ取付構造 |
| JPS62141190U (ko) * | 1986-02-28 | 1987-09-05 | ||
| JP3563729B2 (ja) * | 2002-04-25 | 2004-09-08 | 松下冷機株式会社 | 真空断熱材、並びに真空断熱材を用いた冷凍機器及び冷温機器 |
| JP2004099060A (ja) * | 2002-09-05 | 2004-04-02 | Nisshinbo Ind Inc | 真空断熱材用包装袋の製造方法及びその包装袋を用いた真空断熱材 |
| US20060019568A1 (en) * | 2004-07-26 | 2006-01-26 | Toas Murray S | Insulation board with air/rain barrier covering and water-repellent covering |
| AU2006207179A1 (en) | 2005-01-24 | 2006-07-27 | Thermovac Ltd | Evacuated thermal insulation panel |
| JP4701882B2 (ja) * | 2005-07-08 | 2011-06-15 | パナソニック株式会社 | 真空断熱材 |
| KR20100090707A (ko) * | 2007-11-27 | 2010-08-16 | 아사히 화이바 구라스 가부시키가이샤 | 단열 패널 및 단열 구조 |
| JP5333038B2 (ja) * | 2008-09-10 | 2013-11-06 | パナソニック株式会社 | 真空断熱材とその製造方法 |
| JP5040881B2 (ja) * | 2008-09-10 | 2012-10-03 | パナソニック株式会社 | 真空断熱材 |
| JP2010255805A (ja) * | 2009-04-28 | 2010-11-11 | Panasonic Corp | 真空断熱材 |
| CN103538300A (zh) * | 2012-07-16 | 2014-01-29 | 苏州维艾普新材料有限公司 | 一种热封复合阻隔膜及其制备方法 |
| CN104746752A (zh) * | 2013-12-25 | 2015-07-01 | 戴长虹 | 密封条封边的金属真空复合绝热板及其制备方法 |
-
2014
- 2014-12-23 FR FR1463241A patent/FR3030353B1/fr not_active Expired - Fee Related
-
2015
- 2015-12-14 EP EP15830797.5A patent/EP3237201A1/fr not_active Withdrawn
- 2015-12-14 WO PCT/FR2015/053493 patent/WO2016102811A1/fr active Application Filing
- 2015-12-14 US US15/535,187 patent/US20170368799A1/en not_active Abandoned
- 2015-12-14 JP JP2017533866A patent/JP2018502259A/ja active Pending
- 2015-12-14 CN CN201580070403.6A patent/CN107107557A/zh active Pending
- 2015-12-14 KR KR1020177020200A patent/KR20170097169A/ko not_active Application Discontinuation
-
2021
- 2021-04-08 JP JP2021001303U patent/JP3234649U/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN107107557A (zh) | 2017-08-29 |
| US20170368799A1 (en) | 2017-12-28 |
| JP2018502259A (ja) | 2018-01-25 |
| JP3234649U (ja) | 2021-10-28 |
| FR3030353B1 (fr) | 2021-02-12 |
| EP3237201A1 (fr) | 2017-11-01 |
| WO2016102811A1 (fr) | 2016-06-30 |
| FR3030353A1 (ko) | 2016-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3234649U (ja) | 改良されたシーリングジョイントを有する真空絶縁パネル | |
| US9770882B2 (en) | Honeycomb structure element | |
| JP5333038B2 (ja) | 真空断熱材とその製造方法 | |
| TWI457233B (zh) | 槽狀真空絕熱材料及其製造方法 | |
| KR101296751B1 (ko) | 진공 절연 보드 및 그 제조 방법 | |
| JP5040881B2 (ja) | 真空断熱材 | |
| JP2010255805A (ja) | 真空断熱材 | |
| JP4380607B2 (ja) | 断熱パネル | |
| JP2007138976A (ja) | 真空断熱材及びその製造方法 | |
| JP4944567B2 (ja) | 真空断熱物品及びその製造方法 | |
| JP2007155083A (ja) | 真空断熱材 | |
| JP2010139006A (ja) | 真空断熱材 | |
| JP2011094637A (ja) | 真空断熱材 | |
| JP4741320B2 (ja) | 断熱ボード | |
| JP4654840B2 (ja) | 真空断熱材と複合断熱材 | |
| KR101407487B1 (ko) | 진공단열재 및 그 제조방법 | |
| KR101943255B1 (ko) | 진공 단열재 | |
| JP5496264B2 (ja) | 真空断熱パネル | |
| JP2010174997A (ja) | 真空断熱材 | |
| JP2008157300A (ja) | 断熱シートおよび断熱シート複合体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |