KR20170096577A - 압력 검출 유닛 및 이것을 사용한 압력 센서, 및 압력 검출 유닛의 제조 방법 - Google Patents
압력 검출 유닛 및 이것을 사용한 압력 센서, 및 압력 검출 유닛의 제조 방법 Download PDFInfo
- Publication number
- KR20170096577A KR20170096577A KR1020160182321A KR20160182321A KR20170096577A KR 20170096577 A KR20170096577 A KR 20170096577A KR 1020160182321 A KR1020160182321 A KR 1020160182321A KR 20160182321 A KR20160182321 A KR 20160182321A KR 20170096577 A KR20170096577 A KR 20170096577A
- Authority
- KR
- South Korea
- Prior art keywords
- base
- pressure detecting
- detecting unit
- pressure
- diaphragm
- Prior art date
Links
Images

Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L9/00—Measuring steady of quasi-steady pressure of fluid or fluent solid material by electric or magnetic pressure-sensitive elements; Transmitting or indicating the displacement of mechanical pressure-sensitive elements, used to measure the steady or quasi-steady pressure of a fluid or fluent solid material, by electric or magnetic means
- G01L9/0041—Transmitting or indicating the displacement of flexible diaphragms
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L19/00—Details of, or accessories for, apparatus for measuring steady or quasi-steady pressure of a fluent medium insofar as such details or accessories are not special to particular types of pressure gauges
- G01L19/0061—Electrical connection means
- G01L19/0069—Electrical connection means from the sensor to its support
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L9/00—Measuring steady of quasi-steady pressure of fluid or fluent solid material by electric or magnetic pressure-sensitive elements; Transmitting or indicating the displacement of mechanical pressure-sensitive elements, used to measure the steady or quasi-steady pressure of a fluid or fluent solid material, by electric or magnetic means
- G01L9/0041—Transmitting or indicating the displacement of flexible diaphragms
- G01L9/0051—Transmitting or indicating the displacement of flexible diaphragms using variations in ohmic resistance
- G01L9/0052—Transmitting or indicating the displacement of flexible diaphragms using variations in ohmic resistance of piezoresistive elements
- G01L9/0054—Transmitting or indicating the displacement of flexible diaphragms using variations in ohmic resistance of piezoresistive elements integral with a semiconducting diaphragm
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01D—MEASURING NOT SPECIALLY ADAPTED FOR A SPECIFIC VARIABLE; ARRANGEMENTS FOR MEASURING TWO OR MORE VARIABLES NOT COVERED IN A SINGLE OTHER SUBCLASS; TARIFF METERING APPARATUS; MEASURING OR TESTING NOT OTHERWISE PROVIDED FOR
- G01D11/00—Component parts of measuring arrangements not specially adapted for a specific variable
- G01D11/24—Housings ; Casings for instruments
- G01D11/245—Housings for sensors
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L19/00—Details of, or accessories for, apparatus for measuring steady or quasi-steady pressure of a fluent medium insofar as such details or accessories are not special to particular types of pressure gauges
- G01L19/06—Means for preventing overload or deleterious influence of the measured medium on the measuring device or vice versa
- G01L19/0627—Protection against aggressive medium in general
- G01L19/0645—Protection against aggressive medium in general using isolation membranes, specially adapted for protection
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L19/00—Details of, or accessories for, apparatus for measuring steady or quasi-steady pressure of a fluent medium insofar as such details or accessories are not special to particular types of pressure gauges
- G01L19/06—Means for preventing overload or deleterious influence of the measured medium on the measuring device or vice versa
- G01L19/0672—Leakage or rupture protection or detection
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L19/00—Details of, or accessories for, apparatus for measuring steady or quasi-steady pressure of a fluent medium insofar as such details or accessories are not special to particular types of pressure gauges
- G01L19/14—Housings
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L19/00—Details of, or accessories for, apparatus for measuring steady or quasi-steady pressure of a fluent medium insofar as such details or accessories are not special to particular types of pressure gauges
- G01L19/14—Housings
- G01L19/142—Multiple part housings
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L27/00—Testing or calibrating of apparatus for measuring fluid pressure
- G01L27/002—Calibrating, i.e. establishing true relation between transducer output value and value to be measured, zeroing, linearising or span error determination
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L9/00—Measuring steady of quasi-steady pressure of fluid or fluent solid material by electric or magnetic pressure-sensitive elements; Transmitting or indicating the displacement of mechanical pressure-sensitive elements, used to measure the steady or quasi-steady pressure of a fluid or fluent solid material, by electric or magnetic means
- G01L9/0041—Transmitting or indicating the displacement of flexible diaphragms
- G01L9/0042—Constructional details associated with semiconductive diaphragm sensors, e.g. etching, or constructional details of non-semiconductive diaphragms
Abstract
[과제]
간단한 구조이면서 조립 작업 중에 트리밍 작업을 행할 수가 있음과 함께, 반도체형 압력 검출 장치의 검출 정밀도의 저하를 경감할 수 있는 압력 검출 유닛 및 이것을 사용한 압력 센서를 제공한다.
[해결 수단]
덮개형상으로 형성된 세라믹스제의 베이스와, 접시형상으로 형성된 받이부재와, 상기 베이스 및 상기 받이부재의 사이에 끼여진 다이어프램과, 상기 베이스에서의 상기 다이어프램의 사이에 형성된 수압 공간측에 부착된 반도체형 압력 검출 장치와, 상기 반도체형 압력 검출 장치에 전기적으로 접속됨과 함께 상기 베이스를 관통하는 3개의 단자 핀을 구비하고, 상기 3개의 단자 핀은, 어스용 단자 핀과 전원 입력용 단자 핀과 신호 출력용 단자 핀으로 구성된 압력 검출 유닛.
간단한 구조이면서 조립 작업 중에 트리밍 작업을 행할 수가 있음과 함께, 반도체형 압력 검출 장치의 검출 정밀도의 저하를 경감할 수 있는 압력 검출 유닛 및 이것을 사용한 압력 센서를 제공한다.
[해결 수단]
덮개형상으로 형성된 세라믹스제의 베이스와, 접시형상으로 형성된 받이부재와, 상기 베이스 및 상기 받이부재의 사이에 끼여진 다이어프램과, 상기 베이스에서의 상기 다이어프램의 사이에 형성된 수압 공간측에 부착된 반도체형 압력 검출 장치와, 상기 반도체형 압력 검출 장치에 전기적으로 접속됨과 함께 상기 베이스를 관통하는 3개의 단자 핀을 구비하고, 상기 3개의 단자 핀은, 어스용 단자 핀과 전원 입력용 단자 핀과 신호 출력용 단자 핀으로 구성된 압력 검출 유닛.
Description
본 발명은, 압력 센서에 관한 것으로, 특히, 반도체형 압력 검출 장치를 수용한 액 봉입식(液封入式)의 압력 검출 유닛 및 이것을 사용한 압력 센서에 관한 것이다.
종래, 다이어프램으로 구획되어 오일이 봉입된 수압실(受壓室) 내에 반도체형 압력 검출 장치를 수용한 액 봉입식의 압력 센서는, 냉동 냉장 장치나 공조 장치에 장비되어 냉매 압력을 검지하거나, 자동차의 연료 공급 장치에 장비되어 공급되는 오일 압력의 검지에 사용되고 있다.
반도체형 압력 검출 장치는, 상기 수압실 내에 배치되고, 수압 공간 내의 압력 변화를 전기 신호로 변환하고, 중계 기판 및 리드선을 통하여 외부에 출력하는 기능을 갖고 있다.
이와 같은 압력 센서는, 설치되는 환경이나 장치의 사용 상황에 의해서는, 외부로부터 센서 내부에 물 등의 액체가 침입하여 버려, 반도체형 압력 검출 장치에 부적합함이 생기는 일이 있다.
그래서, 반도체형 압력 검출 장치가 수용되어 있는 베이스에 커버를 부착하여, 당해 커버 내부에 접착제를 봉입하여 수밀성을 높인 압력 센서가 알려져 있다(특허 문헌 1 참조).
특허 문헌 1에 개시되어 있는 압력 센서에서는, 통상, 베이스의 내면측의 중앙부에 반도체형 압력 검출 장치를 부착한 후에, 당해 베이스, 다이어프램 및 받이부재를 맞겹쳐서 둘레용접(周鎔接)하여 일체화함에 의해, 압력 검출부가 구성되어 있다.
이때, 이들의 부재는, 각각 스테인리스강 등의 금속재료로 형성되어 있기 때문에, 베이스에 부착된 반도체형 압력 검출 장치는, 상기 둘레용접을 행할 때의 열 이력으로 베이스에 팽창 또는 수축에 의한 왜곡을 검출 대상의 압력 변동으로서 검출해 버린다.
또한, 압력 센서가 사용되는 온도 환경에 의해서는, 베이스의 팽창 또는 수축의 변동을 반도체형 압력 검출 장치가 검출하기 때문에 예를 들면 사용 환경에서의 한난차(寒暖差)가 큰 경우는, 압력 센서 전체의 온도 보정(트리밍)이 필요해진다.
그리고, 이와 같은 트리밍 작업은, 압력 검출부 또는 압력 센서 전체의 조립 작업의 후에 소정의 온도 환경하에서 행할 필요가 있어서, 당해 온도 환경을 준비하기 위한 장치 등이 별도 필요해진다.
한편, 압력 검출부 또는 압력 센서의 조립 작업 후에 트리밍 작업을 행하기 위해, 압력 검출부에는, 베이스를 관통하여 반도체형 압력 검출 장치에 접속되는 조정용의 단자 핀(리드 핀)을 마련할 필요가 있고, 당해 단자 핀을 마련하는 공정이나 추가의 재료 등도 필요하게 된다.
그리고, 압력 센서의 상기 유체 도입관이 접속되는 배관계 등으로부터는, 압력 센서를 설치한 장치로부터의 저주파의 전기적 노이즈, 이른바 「커먼 모드 노이즈」가 전달되는 일이 있고, 단자 핀의 갯수가 많을수록, 이와 같은 노이즈가 압력 검출부를 통하여 반도체형 압력 검출 장치에 전달하여 버려, 검출 정밀도의 저하를 초래할 우려가 있다.
그래서, 본 발명의 목적은, 간단한 구조이면서 조립 작업 중에 트리밍 작업을 행할 수가 있음과 함께, 반도체형 압력 검출 장치의 검출 정밀도의 저하를 경감할 수 있는 압력 검출 유닛 및 이것을 사용한 압력 센서를 제공하는 것이다.
상기 목적을 달성하기 위해, 본 발명에 의한 압력 검출 유닛은, 덮개형상(蓋狀)으로 형성된 세라믹스제의 베이스와, 접시형상(皿狀)으로 형성된 받이부재와, 상기 베이스 및 상기 받이부재의 사이에 끼여진 다이어프램과, 상기 베이스에서의 상기 다이어프램의 사이에 형성된 수압 공간측에 부착된 반도체형 압력 검출 장치와, 상기 반도체형 압력 검출 장치에 전기적으로 접속됨과 함께 상기 베이스를 관통하는 3개의 단자 핀을 구비하고, 상기 3개의 단자 핀은, 어스용 단자 핀과 전원 입력용 단자 핀과 신호 출력용 단자 핀으로 구성되어 있다.
본 발명의 한 실시례에 의한 압력 검출 유닛은, 상기 베이스와 상기 3개의 단자 핀과의 사이에 제1의 솔더링부가 형성되어 있다. 이때, 상기 베이스와 상기 제1의 솔더링부와의 사이에 메탈라이즈층이 또한 형성되어도 좋다.
또한, 상기 베이스와 상기 받이부재를, 외주측부터 코킹 일체화하는 코킹 부재를 또한 구비한다.
본 발명의 한 실시례에 의한 압력 검출 유닛은, 상기 베이스와 상기 다이어프램과의 사이에, 링 부재가 또한 끼워 넣어져 있다.
이때, 상기 베이스와 상기 링 부재와의 사이에 제2의 솔더링부가 형성되어 있고, 또한 상기 베이스와 상기 제2의 솔더링부와의 사이에 메탈라이즈층이 또한 형성되어도 좋다.
본 발명에 의한 압력 검출 유닛은, 상기 압력 검출 유닛에 부착되는 커버와, 일단이 상기 압력 검출 유닛의 단자 핀에 전기적으로 접속됨과 함께 타단이 상기 커버의 외부에 돌출하는 리드선을 구비한 압력 센서의 일부로서 사용할 수 있다.
본 발명의 한 실시례에 의한 압력 검출 유닛의 제조 방법은, 덮개형상으로 형성된 세라믹스제의 베이스에, 상기 베이스를 관통하는 3개의 단자 핀을 부착하는 단자 핀 부착 공정과,
상기 베이스의 중앙부에 반도체형 압력 검출 장치를 부착함과 함께, 상기 3개의 단자 핀을 상기 반도체형 압력 검출 장치에 각각 전기적으로 접속하는 전기 접속 공정과, 상기 베이스 및 접시형상으로 형성된 받이부재의 사이에 다이어프램을 끼워넣은 상태에서 일체화하는 일체화 공정을 포함한다.
본 발명에 의한 압력 검출 유닛 및 이것을 사용한 압력 센서에 의하면, 간단한 구조이면서 조립 작업 중에 트리밍 작업을 행할 수가 있음과 함께, 커먼 모드 노이즈 등에 의한 반도체형 압력 검출 장치의 검출 정밀도의 저하를 경감할 수 있다.
또한, 본 발명에 의한 압력 검출 유닛 및 이것을 사용한 압력 센서는, 온도 환경의 변화에 의한 베이스의 팽창 또는 수축의 영향이 작기 때문에, 온도 환경의 변화에 의한 검출 정밀도의 저하를 억제할 수 있다.
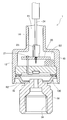
도 1은 본 발명의 실시례 1에 의한 압력 검출 유닛의 개략을 도시하는 도면이고, (a)는 압력 검출 유닛의 상면도를 도시하고, (b)는 (a)의 A-A선에서의 단면을 측면시한 것을 도시하는 도면.
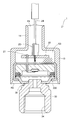
도 2는 본 발명의 실시례 2에 의한 압력 검출 유닛을 부착한 압력 센서의 종단면도.
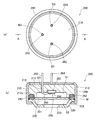
도 3은 본 발명의 실시례 2에 의한 압력 검출 유닛의 개략을 도시하는 도면이고, (a)는 압력 검출 유닛의 상면도를 도시하고, (b)는 (a)의 A-A선에서의 단면을 측면시한 것을 도시하는 도면.
도 4는 본 발명의 실시례 2에 의한 압력 검출 유닛을 부착한 압력 센서의 종단면도.
도 2는 본 발명의 실시례 2에 의한 압력 검출 유닛을 부착한 압력 센서의 종단면도.
도 3은 본 발명의 실시례 2에 의한 압력 검출 유닛의 개략을 도시하는 도면이고, (a)는 압력 검출 유닛의 상면도를 도시하고, (b)는 (a)의 A-A선에서의 단면을 측면시한 것을 도시하는 도면.
도 4는 본 발명의 실시례 2에 의한 압력 검출 유닛을 부착한 압력 센서의 종단면도.
<실시례 1>
도 1은, 본 발명의 실시례 1에 의한 압력 검출 유닛의 개략을 도시하고 있고, (a)는 압력 검출 유닛의 상면도를 도시하고, (b)는 (a)의 A-A선에서의 단면을 측면시(側面視)한 것을 도시하고 있다.
도 1에 도시하는 바와 같이, 본 발명의 실시례 1에 의한 압력 검출 유닛(100)은, 세라믹스로 이루어지는 베이스(110)와, 당해 베이스(110)에 대향하는 받이부재(120)와, 베이스(110) 및 받이부재(120)의 사이에 끼여진 다이어프램(130) 및 링 부재(140)를 포함한다.
베이스(110)는, 상면시(上面視) 원형의 덮개형상의 부재이고, 도 1(b)에 도시하는 바와 같이, 외주부(112)와 당해 외주부(112)보다 두께가 작은 내측부(114)가 일체가 된, 절연성을 갖는 세라믹스 재료로 구성되어 있다. 즉, 베이스(110)는, 후술하는 수압 공간(S1)이 형성되도록, 그 중앙부가 패여진 형상으로 되어 있다.
베이스(110)를 구성하는 세라믹스 재료로서는, 예를 들면, 알루미나나 지로코니아 등의 산화물, 탄화규소 등의 탄화물, 질화규소 등의 질화물을 비롯한 일반적으로 주지의 것을 사용할 수 있다.
베이스(110)의 내측부(114)와 다이어프램(130)과의 사이에는, 밀폐된 수압(受壓) 공간(S1)이 형성되고, 오일 등의 절연성의 액상 매질이 충전된다.
또한, 베이스(110)의 내측부(114)에서의 수압 공간(S1)측의 중앙부에는, 후술하는 반도체형 압력 검출 장치(150)가 부착되어 있다.
도 1(a)에 도시하는 바와 같이, 베이스(110)에서의 상기 반도체형 압력 검출 장치(150)의 주위 위치에는, 3개의 단자 핀(160, 162, 164)이 삽입되는 복수의 관통구멍(도 1(b)의 부호 116 참조)이 형성되어 있다.
그리고, 3개의 단자 핀(160, 162, 164)은, 상기 복수의 관통구멍(116)에 삽통시켜짐으로써 베이스(110)를 관통함과 함께, 그 일단이 상기 반도체형 압력 검출 장치(150)와 전기적으로 접속된다.
받이부재(120)는, 예를 들면 스테인리스강판 등의 금속재료로 형성되고, 중앙부가 패여지도록 프레스 성형된 접시형상의 부재이고, 바닥이 있는 통형상의 통부(筒部)(121)와, 당해 통부(121)의 상단에 형성된 플랜지부(122)를 갖는다(또한, 받이부재(120)는, 프레스 성형 이외의 절삭 가공 등에 의해 형성되어도 좋다).
통부(121)의 저면에는, 후술하는 유체 유입관을 부착하는 개구부(123)가 형성되어 있고, 플랜지부(122)의 상면에는, 다이어프램(130)이 접합되어 있다.
이와 같은 구조에 의해, 받이부재(120)와 다이어프램(130)과의 사이에는, 검출 대상인 유체가 유입하는 가압 공간(S2)이 형성된다.
다이어프램(130)은, 예를 들면 스테인리스강 등의 금속재료로 이루어지는 원판형상의 박판 부재로서 형성되어 있고, 링 부재(140)는, 예를 들면 스테인리스강 등의 금속재료로 이루어지는 환형상(環狀) 부재로서 형성되어 있다.
그리고, 다이어프램(130)은, 받이부재(120)와 링 부재(140)와의 사이에 끼여지는 양태로, 예를 들면 레이저 용접 등에 의해 둘레용접(周鎔接)되어 있다. 이에 의해, 받이부재(120)와 다이어프램(130)과 링 부재(140)가 일체화되어 수압 구조체를 구성한다.
반도체형 압력 검출 장치(150)는, 베이스(110)의 중앙부에 접착 등에 의해 다이 본딩된다. 반도체형 압력 검출 장치(150)는, 유리제의 지지 기판(152)과 그것에 접합된 압력 검출 소자(반도체 칩)(154)로 이루어진다.
압력 검출 소자(154)는, 그 한 예로서, 예를 들면 8개의 본딩 패드(전극)를 구비하고, 그 중의 3개는 출력 신호용의 전원 입력 패드, 어스 패드 및 신호 출력용 패드이고, 나머지 5개는 신호 조정용 패드이다.
베이스(110)에는, 도 1(a)에 도시하는 바와 같이, 어스용 단자 핀(160)과, 전원 입력용 단자 핀(162)과, 신호 출력용 단자 핀(164)이, 솔더링에 의해 베이스(110)를 관통하여 부착된다.
어스용 단자 핀(160), 전원 입력용 단자 핀(162) 및 신호 출력용 단자 핀(164)은, 상술한 반도체형 압력 검출 장치(150)의 어스 패드, 전원 입력 패드 및 신호 출력용 패드에 각각 본딩 와이어(166)를 통하여 전기적으로 접속된다.
그리고, 베이스(110)에 부착되어 3개의 단자 핀(160, 162, 164)과 전기적으로 접속된 반도체형 압력 검출 장치(150)에는, 상술한 8개의 패드에 각각 통전용의 프로브를 접촉시켜서 온도 보정 작업(트리밍 작업)이 행하여진다.
본 발명의 실시례 1에 의한 압력 검출 유닛(100)을 조립하는 순서의 한 예로서는, 우선 베이스(110)에 형성된 관통구멍(116)에 어스용 단자 핀(160), 전원 입력용 단자 핀(162) 및 신호 출력용 단자 핀(164)을 각각 삽통하고, 3개의 단자 핀(160, 162, 164)과 베이스(110)를 솔더링함에 의해, 제1의 솔더링부(도 1(a)의 부호 B1 참조)를 형성하여 접합 고정한다(단자 핀 부착 공정).
즉, 베이스(110)에 형성된 관통구멍(116)과 단자 핀(160, 162, 164)과의 사이에, 각각 은(銀) 솔더 등의 솔더재를 개재시킨 상태에서 소정의 온도로 가열함에 의해, 베이스(110)의 세라믹스와 단자 핀(160, 162, 164)의 금속과의 사이에 제1의 솔더링부(B1)를 형성한다.
이때, 솔더링 작업을 행하기 전에, 베이스(110)의 상기 솔더재와 접촉하는 면에 미리 메탈라이즈층(예를 들면 Mo-Mn층 등)을 형성하여 둠에 의해, 세라믹스 재료와 솔더재와의 젖음성을 높일 수 있다.
계속해서, 링 부재(140)의 상면(다이어프램(130)을 용접한 면과는 반대측의 면)에, 베이스(110)를 제2의 솔더링부(도 1(a)의 부호 B2 참조)에 의해 접합한다(링 부재 접합 공정).
링 부재 접합 공정에서는, 베이스(110)와 링 부재(140)와의 사이에, 예를 들면 은(銀) 솔더 등의 솔더재를 개재시킨 상태에서 소정의 온도로 가열함에 의해, 베이스(110)의 세라믹스 재료와 링 부재(140)의 금속재료와의 사이에 제2의 솔더링부(B2)를 형성한다.
이때, 솔더링 작업을 행하기 전에, 베이스(110)의 솔더재와 접촉하는 면에 미리 메탈라이즈층(예를 들면 Mo-Mn층 등)을 형성하여 둠에 의해, 세라믹스 재료와 솔더재와의 젖음성을 높일 수 있다.
계속해서, 베이스(110)의 중앙부에, 반도체형 압력 검출 장치(150)를 다이 본딩 한다.
그 후, 반도체형 압력 검출 장치(150)의 어스 패드, 전원 입력 패드 및 신호 출력용 패드와 상기한 3개의 단자 핀(160, 162, 164)의 일단을, 각각 본딩 와이어(166)를 통하여 전기적으로 접속한다(전기 접속 공정).
계속해서, 베이스(110) 내에 노출한 반도체형 압력 검출 장치(150)의 압력 검출 소자(154)에서의 상술한 8개의 패드에 각각 통전용의 프로브를 접촉시켜, 압력 검출 소자(154)의 온도 보정 작업(트리밍 작업)을 행한다(온도 보정 공정).
즉, 기준이 되는 온도(예를 들면 실온)하에서 압력 검출 소자(154)에 하중을 부하한 상태에서, 신호 출력용 패드 또는 조정용 패드로부터 출력되는 신호의 강도를 판독하고, 소정의 하중마다의 신호의 강도치와의 상관을 취득하여 보정 계수를 설정한다.
최후에, 받이부재(120)와 링 부재(140)와의 사이에 다이어프램(130)을 끼워 넣고, 베이스(110)와 다이어프램(130)과의 사이에 형성되는 수압 공간(S1)에 액상 매질을 충전한 상태에서, 상기한 바와 같이, 받이부재(120)와 링 부재(140)와의 맞겹침부를 외주 방향부터 연속적으로 둘레용접하여 일체화한다(일체화 공정).
이때, 둘레용접의 수법으로서는, 레이저 용접이나 아크 용접 등의 용융 용접, 또는 심 용접 등의 저항 용접을 적용하는 것이 가능하지만, 용접에 의한 변형의 저감 등을 고려하면, 입열(入熱)이 작은 레이저 용접이나 전자 빔 용접 등을 적용하는 것이 바람직하다.
도 2는, 도 1에 도시하는 본 발명의 실시례 1에 의한 압력 검출 유닛을 부착한 압력 센서의 종단면도이다.
도 2에 도시하는 바와 같이, 압력 센서(1)는, 도 1에서 예시한 본 발명의 실시례 1에 의한 압력 검출 유닛(100)과, 당해 압력 검출 유닛(100)에 부착되는 원통형상의 커버(10)와, 상기 압력 검출 유닛(100)으로부터 돌출하는 3개의 단자 핀(160, 162, 164)의 일단이 부착되는 중계 기판(20)과, 중계 기판(20)에 부착되는 커넥터(22)와, 커넥터(22)에 접속되어 외부의 기기와의 사이에서 전기 신호 등을 송수하는 리드선(24)과, 압력 검출 유닛(100)의 받이부재(120)에 부착되는 유체 유입관(30)을 포함한다.
커버(10)는, 대경부(12)와 소경부(14)를 포함하는 단(段)이 붙은 원통형상을 갖는 부재로서, 대경부(12)가 상기 압력 검출 유닛(100)의 외주부를 위요(圍繞)하는 양태로, 압력 검출 유닛(100)에 베이스(110)측부터 부착된다.
도 2에 도시하는 바와 같이, 커버(10)의 내측에는, 베이스(110)를 저면으로 하는 내부 공간(S3)이 형성되어 있고, 당해 내부 공간(S3)에는, 후술하는 중계 기판(20)과 커넥터(22)가 수용되어 있다.
커버(10)의 내측에 형성된 내부 공간(S3)에는 수지(R1)가 충전, 고화되어 있고, 대경부(12)의 개구단측에도 압력 검출 유닛(100)을 덮는 상태로 수지(R2)가 충전, 고화되어 있다.
이들의 수지(R1 및 R2)는, 커버(10)의 내부에 수분 등이 들어가는 것을 방지하고, 중계 기판(20) 등의 전기계를 보호한다.
중계 기판(20)은, 베이클라이트 기판이나 유리 에폭시 기판, 세라믹스 기판 또는 플렉시블 기판으로서 형성되고, 그 중앙부에 커넥터(22)의 일단이 부착되어 있고, 당해 커넥터(22)의 부착 위치의 주위에 비아 전극 및 금속 배선층(도시 생략)을 갖는다.
커넥터(22)는, 일단이 중계 기판(20)에 부착됨과 함께, 타단에는 커버(10)의 외부로 늘어나는 리드선(24)이 부착된다.
또한, 중계 기판(20)의 비아 전극에는, 압력 검출 유닛(100)의 베이스(110)로부터 돌출하는 3개의 단자 핀(160, 162, 164)의 일단이 각각 관통하여 고착되어 있다. 이때, 3개의 단자 핀(160, 162, 164)은, 비아 전극과 예를 들면 솔더링 등으로 전기적으로 고착 접속된다.
유체 유입관(30)은, 예를 들면 구리합금이나 알루미늄합금 등의 금속재료로 이루어지는 관형상 부재로서, 상기 압력 검출 유닛(100)의 받이부재(120)에 부착되는 부착부(32)와, 압력 검출 대상의 유체가 흐르는 배관에 접속되는 접속부(34)를 갖는다.
부착부(32)는, 도 1에 도시한 받이부재(120)의 개구부(123)에, 용접, 접착 또는 기계적 체결 등의 임의의 수법으로 부착된다.
도 2에 도시하는 압력 센서(1)를 조립할 때에는, 우선 압력 검출 유닛(100)의 베이스(110)로부터 돌출하는 3개의 단자 핀(160, 162, 164)의 일단에, 커넥터(22)를 부착한 중계 기판(20)을 고착한다.
한편, 압력 검출 유닛(100)의 받이부재(120)의 개구부(123)에, 유체 유입관(30)의 부착부(32)를 부착 고정한다.
계속해서, 리드선(24)을 대경부(12)로부터 삽입하여 소경부(14)를 통하여 외부에 노출하도록, 압력 검출 유닛(100)을 커버(10)의 대경부(12)에 삽입한다.
그 후, 커버(10)의 소경부(14)측의 개구부로부터 수지(R1)를 충전, 고화하여 내부 공간(S3)을 봉지한다.
마찬가지로, 대경부(12)측의 개구단부터 수지(R2)를 충전, 고화하여 압력 검출 유닛(100)을 커버(10) 내에 고정한다.
도 2에 도시하는 압력 센서(1)에서, 유체 유입관(30)에 도입되는 압력 검출 대상의 유체는, 압력 검출 유닛(100)의 가압 공간(S2)에 들어가고, 그 압력으로 다이어프램(130)을 변형시킨다.
다이어프램(130)이 변형하면, 수압 공간(S1) 내의 액상 매질이 가압되어, 다이어프램(130)을 변형시킨 압력이 반도체형 압력 검출 장치(150)의 압력 검출 소자(154)에 전달된다.
압력 검출 소자(154)는, 상기 전달된 압력의 변동을 검지하여 전기 신호로 변환하고, 신호 출력용 단자 핀(164)을 통하여 전기 신호를 중계 기판(20)에 출력한다.
그리고, 상기 전기 신호는 중계 기판(20)의 배선층에 전달되고, 또한 커넥터(22) 및 리드선(24)을 통하여 외부의 기기에 출력된다.
이들의 구성을 구비함에 의해, 본 발명의 한 실시례에 의한 압력 검출 유닛(100) 및 이것을 적용한 압력 센서(1)는, 반도체형 압력 검출 장치(150)를 부착하는 베이스(110)를 열팽창 계수가 작은 세라믹스 재료로 형성하였기 때문에, 압력 검출 유닛(100)의 조립 제조시나 압력 센서(1)의 사용 온도 환경의 변화 등에 의해 베이스(110)가 팽창 또는 수축하는 것을 억제할 수 있다.
따라서 반도체형 압력 검출 장치(150)를 베이스(110)에 부착한 단계에서 트리밍 작업을 행하여도, 그 후의 조립 작업의 솔더링 등의 입열로의 베이스(110)의 팽창 또는 수축을 무시할 수 있기 때문에, 간단한 구조이면서 베이스 접합 공정 전의 조립 작업 중에 트리밍 작업을 행할 수가 있다.
그리고, 베이스(110)를 열팽창 계수가 작은 세라믹스 재료로 형성하여 단자 핀(160, 162, 164)의 개수를 3개로 함에 의해, 배관 등으로부터 전달한 커먼 모드 노이즈의 전달 경로를 극소화할 수 있기 때문에, 반도체형 압력 검출 장치(150)가 노이즈를 검출함에 의한 검출 정밀도의 저하를 경감할 수 있다.
또한, 베이스(110)를 열팽창 계수가 작은 세라믹스 재료로 형성함에 의해, 종래의 금속재료로 베이스를 형성한 것에 비하여, 고온 또는 저온의 엄한 사용 환경에 노출된 경우라도 베이스(110)의 형상이나 치수의 변동이 작아지기 때문에, 반도체형 압력 검출 장치(150)의 온도 환경에 의한 검출 정밀도의 저하를 억제할 수 있다.
그리고, 베이스(110)를 세라믹스 재료로 형성함에 의해, 종래형의 압력 검출 유닛으로 베이스에 단자 핀을 매입할 때에 사용된 유리제의 허메틱 실을 솔더링부로 대체할 수 있기 때문에, 취약한 허메틱 실이 파손되어 수압 공간에 봉입한 액상 매질이 리크되는 것을 방지할 수 있다.
또한, 본 발명의 한 실시례에 의한 압력 검출 유닛(100) 및 이것을 적용한 압력 센서(1)는, 미리 받이부재(120)와 링 부재(140)와의 사이에 다이어프램(130)을 끼워서 일체화한 수압 구조체를 형성하고, 당해 수압 구조체의 링 부재(140)에 베이스(110)를 접합하는 구조로 하였기 때문에, 박판으로 비교적 약한 다이어프램(130)을 받이부재(120) 및 링 부재(140)로 보강할 수 있다.
또한, 베이스(110)를 수압 구조체와 접합할 때에, 베이스(110)와 링 부재(140)를 위치 결정할 뿐으로 좋기 때문에, 접합 작업이 간략화됨과 함께, 압력 검출 유닛(100)의 형상 정밀도를 향상시킬 수도 있다.
<실시례 2>
도 3은, 본 발명의 실시례 2에 의한 압력 검출 유닛의 개략을 도시하고 있고, (a)는 압력 검출 유닛의 상면도를 도시하고, (b)는 (a)의 A-A선에서의 단면을 측면시한 것을 도시하고 있다.
도 3에 도시하는 바와 같이, 본 발명의 실시례 2에 의한 압력 검출 유닛(200)은, 세라믹스로 이루어지는 베이스(210)와, 당해 베이스(210)에 대향하는 받이부재(220)와, 베이스(210) 및 받이부재(220)의 사이에 끼여진 다이어프램(230) 및 링 부재(240)와, 베이스(210) 및 받이부재(220)를 외주측부터 일체 고정하는 코킹 부재(280)를 포함한다.
베이스(210)는, 실시례 1과 마찬가지로, 상면시 원형의 덮개형상의 부재이고, 도 3(b)에 도시하는 바와 같이, 외주부(212)와 당해 외주부(212)보다 두께가 작은 내측부(214)가 일체가 된, 절연성을 갖는 세라믹스 재료로 구성되어 있다. 즉, 베이스(210)는, 후술하는 수압 공간(S1)이 형성되도록, 그 중앙부가 패여진 형상으로 되어 있다.
또한, 외주부(212)의 하단에는, 외주 방향을 향하여 개방하는 환형상의 노치부(212a)가 형성되어 있고, 당해 노치부(212a)에는, 후술하는 O링 등의 봉지 부재(282)가 부착된다.
베이스(210)의 내측부(214)와 다이어프램(230)과의 사이에는, 밀폐된 수압 공간(S1)이 형성되고, 오일 등의 절연성의 액상 매질이 충전된다.
또한, 베이스(210)의 내측부(214)에서의 수압 공간(S1)측의 중앙부에는, 후술하는 반도체형 압력 검출 장치(250)가 부착되어 있다.
도 3(a)에 도시하는 바와 같이, 베이스(210)에서의 상기 반도체형 압력 검출 장치(250)의 주위 위치에는, 3개의 단자 핀(260, 262, 264)이 삽입되는 복수의 관통구멍(도 3(b)의 부호 216 참조)이 형성되어 있다.
그리고, 3개의 단자 핀(260, 262, 264)은, 상기 복수의 관통구멍(216)에 삽통시켜짐으로써 베이스(210)를 관통함과 함께, 그 일단이 상기 반도체형 압력 검출 장치(250)와 전기적으로 접속된다.
받이부재(220)는, 실시례 1과 마찬가지로, 예를 들면 스테인리스강판 등의 금속재료로 형성되고, 중앙부가 패여지도록 프레스 성형된 접시형상의 부재이고, 바닥이 있는 통형상의 통부(221)와, 당해 통부(221)의 상단에 형성된 플랜지부(222)를 갖는다(또한, 받이부재(220)는, 프레스 성형 이외의 절삭 가공 등에 의해 형성되어도 좋다).
통부(221)의 저면에는, 유체 유입관을 부착하는 개구부(223)가 형성되어 있고, 플랜지부(222)의 상면에는, 다이어프램(230)이 접합되어 있다.
이와 같은 구조에 의해, 받이부재(220)와 다이어프램(230)과의 사이에는, 검출 대상인 유체가 유입하는 가압 공간(S2)이 형성된다.
다이어프램(230)은, 실시례 1과 마찬가지로, 금속재료로 이루어지는 원판형상의 박판 부재로서 형성되어 있고, 링 부재(240)는, 금속재료로 이루어지는 환형상 부재로서 형성되어 있다.
그리고, 다이어프램(230)은, 받이부재(220)와 링 부재(240)와의 사이에 끼여지는 양태로 둘레용접됨에 의해, 받이부재(220)와 다이어프램(230)과 링 부재(240)가 일체화되어 수압 구조체를 구성한다.
반도체형 압력 검출 장치(250)는, 실시례 1과 마찬가지로, 유리제의 지지 기판(252)과 그것에 접합된 압력 검출 소자(반도체 칩)(254)로 이루어지고, 베이스(210)의 중앙부에 접착 등에 의해 다이 본딩된다.
압력 검출 소자(154)는, 실시례 1과 같은 출력 신호용의 전원 입력 패드, 어스 패드, 신호 출력용 패드, 및 신호 조정용 패드를 구비하고 있다.
베이스(210)에는, 도 3(a)에 도시하는 바와 같이, 어스용 단자 핀(260)과, 전원 입력용 단자 핀(262)과, 신호 출력용 단자 핀(264)이, 솔더링에 의해 베이스(210)를 관통하여 부착된다.
어스용 단자 핀(260), 전원 입력용 단자 핀(262) 및 신호 출력용 단자 핀(264)은, 상술한 반도체형 압력 검출 장치(250)의 어스 패드, 전원 입력 패드 및 신호 출력용 패드에 각각 본딩 와이어(266)를 통하여 전기적으로 접속된다.
그리고, 베이스(210)에 부착되어 3개의 단자 핀(260, 262, 264)과 전기적으로 접속된 반도체형 압력 검출 장치(250)에는, 상술한 압력 검출 소자(154)의 패드에 각각 통전용의 프로브를 접촉시켜서 온도 보정 작업(트리밍 작업)이 행하여진다.
코킹 부재(280)는, 예를 들면 금속재료로 이루어지는 환형상의 부재이고, 베이스(210)와 받이부재(220)를 맞겹친 상태에서 이들의 외주를 둘러싸도록 배치되고, 그 상단부 및 하단부를 도시하지 않은 코킹 장치로 내주측으로 소성(塑性) 변형됨에 의해 일체 고정한다.
이와 같은 구성을 채용함에 의해, 베이스(210)와 받이부재(220)(또는 링 부재(240))와의 밀착도가 향상함과 함께, 이들의 맞겹침부의 외주측을 둘러싸는 구조이기 때문에, 보다 높은 기밀 또는 수밀성을 확보할 수 있다.
본 발명의 실시례 2에 의한 압력 검출 유닛(200)을 조립하는 순서의 한 예로서는, 우선 베이스(210)에 형성된 관통구멍(216)에 어스용 단자 핀(260), 전원 입력용 단자 핀(262) 및 신호 출력용 단자 핀(264)을 각각 삽통하고, 3개의 단자 핀(260, 262, 264)과 베이스(210)를 솔더링함에 의해, 솔더링부(도 3(a)의 부호 B3 참조)를 형성하여 접합 고정한다(단자 핀 부착 공정).
즉, 실시례 1과 마찬가지로, 베이스(210)에 형성된 관통구멍(216)과 단자 핀(260, 262, 264)과의 사이에, 각각 은(銀) 솔더 등의 솔더재를 개재시킨 상태에서 소정의 온도로 가열함에 의해, 베이스(210)의 세라믹스와 단자 핀(260, 262, 264)의 금속과의 사이에 솔더링부(B3)를 형성한다.
이때, 솔더링 작업을 행하기 전에, 베이스(210)의 상기 솔더재와 접촉하는 면에 미리 메탈라이즈층(예를 들면 Mo-Mn층 등)을 형성하고 있어도 좋다.
계속해서, 베이스(210)의 중앙부에, 반도체형 압력 검출 장치(250)를 다이 본딩 한다.
그 후, 반도체형 압력 검출 장치(250)의 어스 패드, 전원 입력 패드 및 신호 출력용 패드와 상기한 3개의 단자 핀(260, 262, 264)의 일단을, 각각 본딩 와이어(266)를 통하여 전기적으로 접속한다(전기 접속 공정).
계속해서, 베이스(210) 내에 노출한 반도체형 압력 검출 장치(250)의 압력 검출 소자(254)에서의 상술한 8개의 패드에 각각 통전용의 프로브를 접촉시켜, 압력 검출 소자(254)의 온도 보정 작업(트리밍 작업)을 행한다(온도 보정 공정).
즉, 기준이 되는 온도(예를 들면 실온)하에서 압력 검출 소자(254)에 하중을 부하한 상태에서, 신호 출력용 패드 또는 조정용 패드로부터 출력된 신호의 강도를 판독하고, 소정의 하중마다의 신호의 강도치와의 상관을 취득하고 보정 계수를 설정한다.
계속해서, 받이부재(220)와 링 부재(240)와의 사이에 다이어프램(230)을 끼워 넣고, 베이스(210)와 다이어프램(230)과의 사이에 형성되는 수압 공간(S1)에 액상 매질을 충전한 상태에서, 상기한 바와 같이, 받이부재(220)와 링 부재(240)와의 맞겹침부를 외주 방향부터 연속적으로 둘레용접한다(둘레용접 공정).
이때, 둘레용접의 수법으로서는, 레이저 용접이나 아크 용접 등의 용융 용접, 또는 심 용접 등의 저항 용접을 적용하는 것이 가능하지만, 용접에 의한 변형의 저감 등을 고려하면, 입열이 작은 레이저 용접이나 전자 빔 용접 등을 적용하는 것이 바람직하다.
최후에, 베이스(210)의 외주부(212)의 하단에 형성된 노치부(212a)에, 예를 들면 O링 등의 봉지 부재(282)를 부착한 상태에서, 받이부재(220)에 둘레용접된 링 부재(240)의 상면에 베이스(210)를 맞겹치고, 코킹 부재(280)에 의해 코킹 고정하여 일체화한다(일체화 공정).
이때, 봉지 부재(282)의 높이 및 폭은, 베이스(210)에 형성된 노치부(212a)의 높이 및 폭보다 약간 큰 치수가 되도록 선택된다. 이에 의해, 코킹 고정시에 노치부(212a)의 내부에서 상하 방향 및 좌우 방향에서 압축되기 때문에, 확실한 기밀성 및 수밀성을 확보할 수 있다.
도 4는, 도 3에 도시하는 본 발명의 실시례 1에 의한 압력 검출 유닛을 부착한 압력 센서의 종단면도이다.
도 4에 도시하는 바와 같이, 압력 센서(1)는, 도 3에서 예시한 본 발명의 실시례 2에 의한 압력 검출 유닛(200)과, 당해 압력 검출 유닛(200)에 부착되는 원통형상의 커버(10)와, 상기 압력 검출 유닛(200)으로부터 돌출하는 3개의 단자 핀(260, 262, 264)의 일단이 부착되는 중계 기판(20)과, 중계 기판(20)에 부착되는 커넥터(22)와, 커넥터(22)에 접속되어 외부의 기기와의 사이에서 전기 신호 등을 송수하는 리드선(24)과, 압력 검출 유닛(200)의 받이부재(220)에 부착되는 유체 유입관(30)을 포함한다.
커버(10)는, 실시례 1과 마찬가지로, 대경부(12)와 소경부(14)를 포함하는 단이 붙은 원통형상을 갖는 부재로서, 대경부(12)가 상기 압력 검출 유닛(200)의 코킹 부재(280)를 위요하는 양태로, 압력 검출 유닛(200)에 베이스(210)측부터 부착된다.
도 4에 도시하는 바와 같이, 커버(10)의 내측에는, 베이스(210)를 저면으로 하는 내부 공간(S3)이 형성되어 있고, 당해 내부 공간(S3)에는, 후술하는 중계 기판(20)과 커넥터(22)가 수용되어 있다.
커버(10)의 내측에 형성된 내부 공간(S3)에는 수지(R1)가 충전, 고화되어 있고, 대경부(12)의 개구단측에도 압력 검출 유닛(200)을 덮는 상태로 수지(R2)가 충전, 고화되어 있다.
이들의 수지(R1 및 R2)는, 커버(10)의 내부에 수분 등이 들어가는 것을 방지하고, 중계 기판(20) 등의 전기계를 보호한다.
중계 기판(20)은, 실시례 1과 마찬가지로, 베이클라이트 기판이나 유리 에폭시 기판, 세라믹스 기판 또는 플렉시블 기판으로서 형성되고, 그 중앙부에 커넥터(22)의 일단이 부착되어 있고, 커넥터(22)는, 일단이 중계 기판(20)에 부착됨과 함께, 타단에는 커버(10)의 외부로 늘어나는 리드선(24)이 부착된다.
또한, 중계 기판(20)의 비아 전극에는, 압력 검출 유닛(200)의 베이스(210)로부터 돌출하는 3개의 단자 핀(260, 262, 264)의 일단이 각각 관통하여 고착되어 있다.
유체 유입관(30)은, 실시례 1과 마찬가지로, 금속재료로 이루어지는 관형상 부재로서, 상기 압력 검출 유닛(200)의 받이부재(220)에 부착되는 부착부(32)와, 압력 검출 대상의 유체가 흐르는 배관에 접속되는 접속부(34)를 갖는다.
부착부(32)는, 도 3에 도시한 받이부재(220)의 개구부(223)에, 용접, 접착 또는 기계적 체결 등의 임의의 수법으로 부착된다.
도 4에 도시하는 압력 센서(1)를 조립할 때에는, 우선 압력 검출 유닛(200)의 베이스(210)로부터 돌출하는 3개의 단자 핀(260, 262, 264)의 일단에, 커넥터(22)를 부착한 중계 기판(20)을 고착한다.
한편, 압력 검출 유닛(200)의 받이부재(220)의 개구부(223)에, 유체 유입관(30)의 부착부(32)를 부착 고정한다.
계속해서, 리드선(24)을 대경부(12)로부터 삽입하여 소경부(14)를 통하여 외부에 노출하도록, 압력 검출 유닛(200)을 커버(10)의 대경부(12)에 삽입한 후, 커버(10)의 소경부(14)측의 개구부로부터 수지(R1)를 충전, 고화하여 내부 공간(S3)을 봉지한다.
마찬가지로, 대경부(12)측의 개구단부터 수지(R2)를 충전, 고화하여 압력 검출 유닛(200)을 커버(10) 내에 고정한다.
이들의 구성을 구비함에 의해, 본 발명의 실시례 2에 의한 압력 검출 유닛(200) 및 이것을 적용한 압력 센서(1)는, 실시례 1에서 나타낸 효과에 더하여, 베이스(210)와 받이부재(220)를 코킹 부재(280)를 사용하여 외주측부터 코킹 고정하여 일체화함에 의해, 베이스(210)와 받이부재(220)(또는 링 부재(240))와의 맞겹침부가 노출하지 않기 때문에, 압력 검출 유닛(200)의 보다 확실한 기밀성 또는 수밀성을 확보할 수 있다.
또한, 베이스(210)와 링 부재(240)를 솔더링할 필요가 없는, 즉 베이스(210)와는 별개로, 받이부재(220)와 링 부재(240)와의 사이에 다이어프램(230)을 끼워 넣고 둘레용접할 수 있기 때문에, 당해 둘레용접을 위한 설비를 소형화할 수 있음과 함께 치수 정밀도를 향상시킬 수 있다.
또한, 본 발명은 상기한 각 실시례로 한정되는 것이 아니고, 여러 가지의 개변(改變)을 시행할 수 있다.
예를 들면, 실시례 1에서, 제1의 솔더링부(B1)를 형성한 후에 제2의 솔더링부(B2)를 형성하는 경우를 예시하였지만, 이들의 솔더링부를 형성하기 위한 솔더재가 동일 또는 거의 동일한 용융 온도를 갖는 것이면, 제1의 솔더링부(B1)와 제2의 솔더링부(B2)를 동일한 공정에서 형성하여도 좋다.
이에 의해, 압력 센서의 제조에 필요로 하는 시간을 대폭적으로 단축할 수 있다.
또한, 실시례 1 및 실시례 2에서, 다이어프램(130)(230) 및 링 부재(140)(240)를 베이스(110)(210)와 받이부재(120)(220)와의 사이에 끼워넣은 것을 예시하였지만, 세라믹스 재료로 이루어지는 베이스(110)(210)와 금속재료로 이루어지는 다이어프램(130)(230)과의 사이에서의 알맞은 접합 기술을 선택함에 의해, 링 부재(140)(240)를 개재하지 않고, 베이스(110)(210)와 받이부재(120)(220)와의 사이에 직접 다이어프램(130)(230)를 끼워 넣는 구조로 하여도 좋다.
이에 의해, 링 부재(140)(240)의 제조 비용 및 재료를 삭감할 수 있음과 함께, 압력 검출 유닛(100)(200) 전체의 경량화를 도모할 수도 있다.
또한, 실시례 1 및 실시례 2에서는, 베이스(110)(210)와 다이어프램(130)(230)과의 사이에 형성되는 수압 공간(S1)에 액상 매질을 충전한 상태에서, 베이스(110)(210)와 링 부재(140)(240)를 솔더링하는 경우를 예시하였지만, 베이스(110)(210)와 링 부재(140)(240)를 솔더링한 후에, 베이스(110)(210)에 형성된 유입구멍으로부터 액상 매질을 주입한 후, 당해 유입구멍의 입구에 볼을 용접하여 봉지하도록 구성하여도 좋다.
이때, 예를 들면 베이스(110)(200)의 외면의 상기 유입구멍의 부근에 메탈라이즈층을 형성하여 두고, 당해 메탈라이즈층과 볼을 저항 용접함에 의해, 부착할 수 있다.
또한, 실시례 2에서 코킹 부재를 사용하여 압력 검출부를 일체 고정하는 경우를 예시하였지만, 당해 코킹 부재의 구성에 대신하여, 받이부재(220)의 가압 공간(S2)에 압력 검출 대상이 되는 유체를 도입하는 유체 유입관(30)의 외주부에, 상기 압력 검출 유닛(200) 및 커버(10)를 코킹 고정하는 코킹부를 형성하고, 압력 검출 유닛(200) 및 커버(10)의 외주를 통합하여 외주측부터 일체 고정하도록 구성하여도 좋다. 이와 같은 구성을 채용함에 의해, 수지(R2)를 충전, 고화하는 공정을 삭감할 수 있음과 함께, 압력 검출 유닛(200)을 커버(10) 및 유체 유입관(30)의 내부에 완전히 수용할 수 있기 때문에, 수밀성을 더욱 향상시킬 수 있다.
1 : 압력 센서
10 : 커버
20 : 중계 기판
22 : 커넥터
24 : 리드선
30 : 유체 유입관
100, 200 : 압력 검출 유닛
110, 210 : 베이스
112, 212 : 외주부
114, 214 : 내측부
120, 220 : 받이부재
121, 221 : 통부
122, 222 : 플랜지부
123, 223 : 개구부
130, 230 : 다이어프램
140, 240 : 링 부재
150, 250 : 반도체형 압력 검출 장치
152, 252 : 지지 기판
154, 254 : 압력 검출 소자
160, 260 : 어스용 단자 핀
162, 262 : 전원 입력용 단자 핀
164, 264 : 신호 출력용 단자 핀
166, 266 : 본딩 와이어
280 : 코킹 부재
282 : 봉지 부재
10 : 커버
20 : 중계 기판
22 : 커넥터
24 : 리드선
30 : 유체 유입관
100, 200 : 압력 검출 유닛
110, 210 : 베이스
112, 212 : 외주부
114, 214 : 내측부
120, 220 : 받이부재
121, 221 : 통부
122, 222 : 플랜지부
123, 223 : 개구부
130, 230 : 다이어프램
140, 240 : 링 부재
150, 250 : 반도체형 압력 검출 장치
152, 252 : 지지 기판
154, 254 : 압력 검출 소자
160, 260 : 어스용 단자 핀
162, 262 : 전원 입력용 단자 핀
164, 264 : 신호 출력용 단자 핀
166, 266 : 본딩 와이어
280 : 코킹 부재
282 : 봉지 부재
Claims (17)
- 덮개형상으로 형성된 세라믹스제의 베이스와,
접시형상으로 형성된 받이부재와,
상기 베이스 및 상기 받이부재의 사이에 끼여진 다이어프램과,
상기 베이스에서의 상기 다이어프램의 사이에 형성된 수압 공간측에 부착된 반도체형 압력 검출 장치와,
상기 반도체형 압력 검출 장치에 전기적으로 접속됨과 함께 상기 베이스를 관통하는 3개의 단자 핀을 구비하고,
상기 3개의 단자 핀은, 어스용 단자 핀과 전원 입력용 단자 핀과 신호 출력용 단자 핀으로 구성된 것을 특징으로 하는 압력 검출 유닛. - 제1항에 있어서,
상기 베이스와 상기 3개의 단자 핀과의 사이에 제1의 솔더링부가 형성되어 있는 것을 특징으로 하는 압력 검출 유닛. - 제2항에 있어서,
상기 베이스와 상기 제1의 솔더링부와의 사이에 메탈라이즈층이 또한 형성되어 있는 것을 특징으로 하는 압력 검출 유닛. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 베이스와 상기 다이어프램과의 사이에, 링 부재가 또한 끼워 넣어져 있는 것을 특징으로 하는 압력 검출 유닛. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 베이스와 상기 받이부재를, 외주측부터 코킹 일체화하는 코킹 부재를 또한 구비하는 것을 특징으로 하는 압력 검출 유닛. - 제4항에 있어서,
상기 베이스와 상기 링 부재와의 사이에 제2의 솔더링부가 형성되어 있는 것을 특징으로 하는 압력 검출 유닛. - 제6항에 있어서,
상기 베이스와 상기 제2의 솔더링부와의 사이에 메탈라이즈층이 또한 형성되어 있는 것을 특징으로 하는 압력 검출 유닛. - 제1항 내지 제7항 중 어느 한 항에 기재된 압력 검출 유닛과, 상기 압력 검출 유닛을 외주측부터 감싸도록 부착되는 커버와, 일단이 상기 압력 검출 유닛의 단자 핀에 전기적으로 접속됨과 함께 타단이 상기 커버의 외부에 돌출하는 리드선과, 상기 압력 검출 유닛의 받이부재에 부착되는 유체 유입관을 구비한 것을 특징으로 하는 압력 센서.
- 덮개형상으로 형성된 세라믹스제의 베이스에, 상기 베이스를 관통하는 3개의 단자 핀을 부착하는 단자 핀 부착 공정과,
상기 베이스의 중앙부에 반도체형 압력 검출 장치를 부착함과 함께, 상기 3개의 단자 핀을 상기 반도체형 압력 검출 장치에 각각 전기적으로 접속하는 전기 접속 공정과,
상기 베이스 및 접시형상으로 형성된 받이부재의 사이에 다이어프램을 끼워넣은 상태에서 일체화하는 일체화 공정을 포함하는 것을 특징으로 하는 압력 검출 유닛의 제조 방법. - 제9항에 있어서,
상기 단자 핀 부착 공정에서, 상기 베이스와 상기 3개의 단자 핀과의 사이를 솔더링 처리로 접합하는 것을 특징으로 하는 압력 검출 유닛의 제조 방법. - 제10항에 있어서,
상기 단자 핀 부착 공정에서, 상기 베이스에 대해 링 부재를 상기 솔더링 처리에 의해 동시에 부착하는 것을 특징으로 하는 압력 검출 유닛의 제조 방법. - 제10항 또는 제11항에 있어서,
상기 단자 핀 부착 공정에서, 상기 솔더링 처리 전에 메탈라이즈 처리를 행하는 것을 특징으로 하는 압력 검출 유닛의 제조 방법. - 제11에 있어서,
상기 일체화 공정에서, 상기 링 부재와 상기 다이어프램과 상기 받이부재를 솔더링에 의해 일체화하는 것을 특징으로 하는 압력 검출 유닛의 제조 방법. - 제13항에 있어서,
상기 솔더링은, 레이저 용접 또는 전자 빔 용접인 것을 특징으로 하는 압력 검출 유닛의 제조 방법. - 제9항 또는 제10항에 있어서,
상기 일체화 공정에서, 상기 베이스와 상기 받이부재를, 외주측부터 코킹 부재에 의해 코킹 가공하여 일체화하는 것을 특징으로 하는 압력 검출 유닛의 제조 방법. - 제15항에 있어서,
상기 코킹 가공 전에, 상기 베이스와 상기 다이어프램과의 사이에 링 부재를 또한 끼워 넣는 것을 특징으로 하는 압력 검출 유닛의 제조 방법. - 제9항 내지 제16항 중 어느 한 항에 있어서,
상기 전기 접속 공정과 상기 일체화 공정과의 사이에, 상기 반도체형 압력 검출 장치의 온도 보정 처리를 행하는 온도 보정 공정을 또한 포함하는 것을 특징으로 하는 압력 검출 유닛의 제조 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2016-026701 | 2016-02-16 | ||
| JP2016026701A JP2017146137A (ja) | 2016-02-16 | 2016-02-16 | 圧力検出ユニット及びこれを用いた圧力センサ、並びに圧力検出ユニットの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170096577A true KR20170096577A (ko) | 2017-08-24 |
Family
ID=58056982
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160182321A KR20170096577A (ko) | 2016-02-16 | 2016-12-29 | 압력 검출 유닛 및 이것을 사용한 압력 센서, 및 압력 검출 유닛의 제조 방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10260979B2 (ko) |
| EP (1) | EP3208590A1 (ko) |
| JP (1) | JP2017146137A (ko) |
| KR (1) | KR20170096577A (ko) |
| CN (1) | CN107084814A (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6624966B2 (ja) * | 2016-02-16 | 2019-12-25 | 株式会社不二工機 | 圧力検出ユニット及びこれを用いた圧力センサ |
| JP2018163074A (ja) * | 2017-03-27 | 2018-10-18 | 日本電産トーソク株式会社 | 油圧センサ取付構造 |
| CN107782356B (zh) * | 2017-11-15 | 2024-03-15 | 四川理工学院 | 一种室外通用型无线传感器节点 |
| JP2020008306A (ja) * | 2018-07-03 | 2020-01-16 | 株式会社不二工機 | 圧力検出ユニット及びこれを用いた圧力センサ |
| US11262771B2 (en) * | 2019-09-23 | 2022-03-01 | Rosemount Inc. | High pressure capsule and header for process fluid pressure transmitter |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58168931A (ja) * | 1982-03-30 | 1983-10-05 | Hitachi Ltd | 圧力検出器 |
| JPS595931A (ja) * | 1982-07-02 | 1984-01-12 | Nippon Denso Co Ltd | 半導体圧力センサ |
| IT1285025B1 (it) * | 1996-03-22 | 1998-06-03 | Bitron Spa | Sensore di pressione e procedimento per la sua fabbricazione. |
| JP2003287472A (ja) * | 2002-03-28 | 2003-10-10 | Fuji Koki Corp | 圧力センサ |
| JP2004045216A (ja) * | 2002-07-11 | 2004-02-12 | Toyoda Mach Works Ltd | 圧力センサ |
| JP4007116B2 (ja) * | 2002-08-09 | 2007-11-14 | 株式会社ジェイテクト | 圧力センサ及びその製造方法 |
| DE10308820B4 (de) * | 2003-02-27 | 2006-10-12 | Ifm Electronic Gmbh | Sensor, Meßzelle zur Verwendung in einem Sensor und Verfahren zur Herstellung einer Meßzelle |
| US7077008B2 (en) * | 2004-07-02 | 2006-07-18 | Honeywell International Inc. | Differential pressure measurement using backside sensing and a single ASIC |
| DE102009003178A1 (de) | 2009-05-18 | 2010-11-25 | Endress + Hauser Gmbh + Co. Kg | Keramisches Bauteil mit mindestens einer elektrischen Durchführung, Verfahren zu dessen Herstellung und Drucksensor mit einem solchen Bauteil |
| JP5888843B2 (ja) * | 2010-09-22 | 2016-03-22 | 株式会社不二工機 | 圧力センサ |
| JP5833835B2 (ja) * | 2011-05-11 | 2015-12-16 | 株式会社不二工機 | 圧力センサ |
| JP5973357B2 (ja) * | 2013-02-05 | 2016-08-23 | 株式会社鷺宮製作所 | 圧力検知ユニット及び圧力検知ユニットの製造方法 |
| JP2014211389A (ja) * | 2013-04-19 | 2014-11-13 | 日本精機株式会社 | 圧力検出装置 |
| JP6241116B2 (ja) * | 2013-08-01 | 2017-12-06 | 株式会社デンソー | センサ装置 |
| JP6293562B2 (ja) * | 2014-04-17 | 2018-03-14 | 株式会社不二工機 | 圧力センサ |
| JP6703850B2 (ja) * | 2016-02-16 | 2020-06-03 | 株式会社不二工機 | 圧力検出ユニット及びこれを用いた圧力センサ |
| JP6624966B2 (ja) * | 2016-02-16 | 2019-12-25 | 株式会社不二工機 | 圧力検出ユニット及びこれを用いた圧力センサ |
-
2016
- 2016-02-16 JP JP2016026701A patent/JP2017146137A/ja active Pending
- 2016-12-29 KR KR1020160182321A patent/KR20170096577A/ko unknown
-
2017
- 2017-02-10 US US15/429,504 patent/US10260979B2/en not_active Expired - Fee Related
- 2017-02-15 EP EP17156181.4A patent/EP3208590A1/en not_active Withdrawn
- 2017-02-15 CN CN201710081345.8A patent/CN107084814A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP3208590A1 (en) | 2017-08-23 |
| JP2017146137A (ja) | 2017-08-24 |
| US10260979B2 (en) | 2019-04-16 |
| US20170234750A1 (en) | 2017-08-17 |
| CN107084814A (zh) | 2017-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170096574A (ko) | 압력 검출 유닛 및 이것을 이용한 압력 센서 | |
| KR20170096577A (ko) | 압력 검출 유닛 및 이것을 사용한 압력 센서, 및 압력 검출 유닛의 제조 방법 | |
| US7231830B2 (en) | Pressure sensor with processing circuit covered by sensor chip | |
| US7152483B2 (en) | High pressure sensor comprising silicon membrane and solder layer | |
| JP3987386B2 (ja) | 圧力センサ | |
| KR20170096575A (ko) | 압력 검출 유닛 및 이것을 사용한 압력 센서 | |
| US6745633B2 (en) | Pressure sensor with electrically conductive spring bodies for connecting and fixing connector case and pads | |
| US20200011754A1 (en) | Pressure detection unit and pressure sensor using same | |
| JP6628261B1 (ja) | 圧力検出ユニット、これを用いた圧力センサ及び圧力検出ユニットの製造方法 | |
| JP2020008396A (ja) | 圧力センサ | |
| JP2006208087A (ja) | 圧力センサ | |
| JP2020169954A (ja) | 圧力検出ユニット及びこれを用いた圧力センサ | |
| JP7079485B2 (ja) | 圧力検出ユニット、その製造方法、および圧力検出ユニットを用いた圧力センサ並びにその製造方法 | |
| JP2004045076A (ja) | 圧力センサ | |
| JP6688512B2 (ja) | 圧力検出ユニット及びこれを用いた圧力センサ | |
| CN110672260A (zh) | 压力检测单元和使用该压力检测单元的压力传感器 | |
| JP2020060384A (ja) | 圧力検出ユニット及びこれを備えた圧力センサ | |
| JP4118729B2 (ja) | 圧力センサ | |
| JP2020008394A (ja) | 圧力センサ及び圧力センサの製造方法 | |
| JP2021060306A (ja) | 圧力センサ | |
| CN111465831A (zh) | 压力传感器 | |
| JP2006184075A (ja) | 圧力センサ |