KR20170066833A - 철근용 커플러 및 이의 제조방법 - Google Patents
철근용 커플러 및 이의 제조방법 Download PDFInfo
- Publication number
- KR20170066833A KR20170066833A KR1020150172980A KR20150172980A KR20170066833A KR 20170066833 A KR20170066833 A KR 20170066833A KR 1020150172980 A KR1020150172980 A KR 1020150172980A KR 20150172980 A KR20150172980 A KR 20150172980A KR 20170066833 A KR20170066833 A KR 20170066833A
- Authority
- KR
- South Korea
- Prior art keywords
- compression ring
- reinforcing
- flange portion
- reinforcing bar
- reinforcing bars
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title abstract description 20
- 229910000831 Steel Inorganic materials 0.000 title description 7
- 239000010959 steel Substances 0.000 title description 7
- 230000002787 reinforcement Effects 0.000 title description 3
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 131
- 230000006835 compression Effects 0.000 claims abstract description 75
- 238000007906 compression Methods 0.000 claims abstract description 75
- 238000000034 method Methods 0.000 claims abstract description 35
- 239000000463 material Substances 0.000 claims abstract description 25
- 239000000945 filler Substances 0.000 claims abstract description 21
- 238000005304 joining Methods 0.000 claims abstract description 11
- 238000010438 heat treatment Methods 0.000 claims abstract description 9
- 230000008878 coupling Effects 0.000 claims description 11
- 238000010168 coupling process Methods 0.000 claims description 11
- 238000005859 coupling reaction Methods 0.000 claims description 11
- 238000005452 bending Methods 0.000 claims description 7
- 238000005219 brazing Methods 0.000 claims description 7
- 238000003780 insertion Methods 0.000 claims description 6
- 230000037431 insertion Effects 0.000 claims description 6
- 239000002184 metal Substances 0.000 claims description 3
- 230000002093 peripheral effect Effects 0.000 claims 2
- 230000000149 penetrating effect Effects 0.000 abstract description 3
- 239000011150 reinforced concrete Substances 0.000 description 5
- 239000004567 concrete Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 238000005245 sintering Methods 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000000546 pharmaceutical excipient Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
Images






Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C5/00—Reinforcing elements, e.g. for concrete; Auxiliary elements therefor
- E04C5/16—Auxiliary parts for reinforcements, e.g. connectors, spacers, stirrups
- E04C5/162—Connectors or means for connecting parts for reinforcements
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C5/00—Reinforcing elements, e.g. for concrete; Auxiliary elements therefor
- E04C5/16—Auxiliary parts for reinforcements, e.g. connectors, spacers, stirrups
- E04C5/162—Connectors or means for connecting parts for reinforcements
- E04C5/163—Connectors or means for connecting parts for reinforcements the reinforcements running in one single direction
- E04C5/165—Coaxial connection by means of sleeves
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C5/00—Reinforcing elements, e.g. for concrete; Auxiliary elements therefor
- E04C5/16—Auxiliary parts for reinforcements, e.g. connectors, spacers, stirrups
- E04C5/162—Connectors or means for connecting parts for reinforcements
- E04C5/166—Connectors or means for connecting parts for reinforcements the reinforcements running in different directions
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B7/00—Connections of rods or tubes, e.g. of non-circular section, mutually, including resilient connections
- F16B7/04—Clamping or clipping connections
- F16B7/0406—Clamping or clipping connections for rods or tubes being coaxial
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B7/00—Connections of rods or tubes, e.g. of non-circular section, mutually, including resilient connections
- F16B7/04—Clamping or clipping connections
- F16B7/044—Clamping or clipping connections for rods or tubes being in angled relationship
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- General Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Reinforcement Elements For Buildings (AREA)
Abstract
본 발명은 내부를 관통하는 체결홀이 형성되고, 체결홀의 일 측에서 제1철근이 삽입되는 제1바디부와, 체결홀의 타 측에서 제2철근이 삽입되는 제2바디부가 일체로 형성되어 제1철근과 제2철근을 연결하는 몸체 및 상기 체결홀에 삽입되어 상기 제1철근과 제2철근을 몸체 상에서 각각 고정시키는 복수개의 압축링을 포함하는 것을 특징으로 하는 철근용 커플러를 제공한다.
또한 본 발명은 원통 형상의 몸체 내부에 형성된 체결홀 내주면에 용가재를 인입하는 단계; 상기 몸체 양 측에 각각 형성된 제1바디부와 제2바디부에 삽입되어 철근을 고정시키는 압축링을 제조하는 단계; 상기 체결홀 상에 복수개의 압축링을 삽입하는 단계 및 가열수단에 의해 용가재가 용융되는 온도로 가열하여 몸체와 압축링을 접합하는 단계를 포함하는 것을 특징으로 하는 철근용 커플러의 제조방법을 제공한다.
또한 본 발명은 원통 형상의 몸체 내부에 형성된 체결홀 내주면에 용가재를 인입하는 단계; 상기 몸체 양 측에 각각 형성된 제1바디부와 제2바디부에 삽입되어 철근을 고정시키는 압축링을 제조하는 단계; 상기 체결홀 상에 복수개의 압축링을 삽입하는 단계 및 가열수단에 의해 용가재가 용융되는 온도로 가열하여 몸체와 압축링을 접합하는 단계를 포함하는 것을 특징으로 하는 철근용 커플러의 제조방법을 제공한다.
Description
본 발명은 철근용 커플러 및 이의 제조방법에 관한 것으로서, 철근과 철근을 길이방향으로 서로 연결하여 가용 길이를 연장할 수 있는 철근용 커플러 및 이의 제조방법에 관한 것이다.
철근 콘크리트 구조물은 일반적으로 철근과 콘크리트의 각각의 장점 및 단점이 서로 보완될 수 있도록 일체시켜 구성한 것으로, 인장응력이 작용하는 부분에 철근을 배치하여 외력에 저항할 수 있도록 하는 구조물이다.
여기서 콘크리트는 압력응력에 대한 저항력 및 압력강도에 비해 인장응력(引長應力)에 대한 저항력 즉, 인장강도가 현저히 약하므로 소정의 인장응력으로도 균열이 생겨 파괴된다. 따라서 철근 콘크리트 구조물은 콘크리트에는 압력응력이, 철근에는 인장응력이 각각 작용하도록 함으로써 외력이 작용하는 경우 내구성을 향상시킬 수 있게 된다.
최근에는 철근 콘크리트 구조물의 대형화 및 고층화로 인하여 콘크리트 내부에 내입되는 철근의 길이도 상대적으로 연장되게 되는데, 철근의 경우 일정길이의 규격품으로 그 길이가 한정되어 제작되기 때문에 구조물의 높이에 맞게 다수개의 철근을 서로 연결시켜주는 연결 작업이 필수적이다.
한편 상기한 연결 작업은 두 개의 철근을 서로 겹치게 한다음 묶어서 연결하는 겹이음, 가스 압접이음, 그리고 기계적 이음 등 여러 가지 방법으로 실시되고 있다.
그러나 겹이음은 내구성이 떨어지므로 구조물이 고층일 경우 적용하는데 위험성이 있으며, 가스압점이음은 가열된 부분의 열 변형으로 인하여 균열이 발생되어 안정적이지 못한 문제점이 지적되고 있다.
따라서 최근에는 상기한 겹이음 및 가스압접의 단점인 내구성이 확보되며 시공이 간편한 기계적 이음을 주로 사용되고 있으며, 기계적 이음의 대표적인 예인 철근 연결 장치는 많은 개발과 연구가 진행되어 다양하게 시판되고 있는 실정이다.
그러나 최근 개발된 기계적 이음 방식의 철근 연결장치는 연결될 철근의 단부에 수나사를 형성하고, 연결 장치의 내주면에 암나사를 형성하여 철근 또는 연결 장치를 회전시킴으로써 연결시키는 구조로, 철근의 무게나 굵기가 늘어남에 따라서 시공성이 저하되고, 이를 연결하는 작업시간이 증대되는 문제점이 있다.
본 발명은 이와 같은 문제점을 해결하기 위한 것으로서, 보다 상세하게는 커플러를 중심으로 철근과 철근을 원터치 방식으로 서로 연결하여 가용 길이를 용이하게 연장할 수 있는 철근용 커플러 및 이의 제조방법을 제공하는데 그 목적이 있다.
이와 같은 목적을 달성하기 위한 본 발명은 내부를 관통하는 체결홀이 형성되고, 체결홀의 일 측에서 제1철근이 삽입되는 제1바디부와, 체결홀의 타 측에서 제2철근이 삽입되는 제2바디부가 일체로 형성되어 제1철근과 제2철근을 연결하는 몸체 및 상기 체결홀에 삽입되어 상기 제1철근과 제2철근을 몸체 상에서 각각 고정시키는 복수개의 압축링을 포함하는 것을 특징으로 하는 철근용 커플러를 제공한다.
상기 철근용 커플러는 상기 몸체 중심부분에서 체결홀을 일부 또는 전부를 차폐하도록 배치되어 제1철근 또는 제2철근의 삽입 깊이를 제한하는 스토퍼를 더 포함할 수 있다.
상기 압축링은 상기 몸체의 내주면에 접합되는 플랜지부와, 상기 플랜지부의 내측으로 돌출되어 제1철근 또는 제2철근과 탄력적으로 접촉하는 복수개의 탄성 블레이드를 포함할 수 있다.
상기 압축링은 상기 몸체의 내주면에 인접하게 배치되는 플랜지부와, 상기 플랜지부를 몸체의 내주면 상에서 탄력적으로 고정시키는 고정부와, 상기 플랜지부의 내측으로 돌출되어 제1철근 또는 제2철근과 탄력적으로 접촉하는 복수개의 탄성 블레이드를 포함할 수 있다.
상기 탄성 블레이드는 상기 제1철근 또는 제2철근의 외주면 상에서 서로 대향하도록 배치되거나, 등각으로 배치될 수 있다.
상기 몸체와 압축링 사이에는 용가재를 인입하여 브레이징 방식으로 접합할 수 있다.
상기 몸체는 상기 제1바디부와 제2바디부가 서로 소정의 각도로 절곡되도록 형성될 수 있다.
상기 몸체는 상기 제1바디부 또는 제2바디부와 다른 각도로 형성되고, 상기 체결홀과 연통하거나 다른 체결홀이 내부에 형성된 적어도 하나 이상의 제3바디부를 포함할 수 있다.
또한 본 발명은 원통 형상의 몸체 내부에 형성된 체결홀 내주면에 용가재를 인입하는 단계; 상기 몸체 양 측에 각각 형성된 제1바디부와 제2바디부에 삽입되어 철근을 고정시키는 압축링을 제조하는 단계; 상기 체결홀 상에 복수개의 압축링을 삽입하는 단계 및 가열수단에 의해 용가재가 용융되는 온도로 가열하여 몸체와 압축링을 접합하는 단계를 포함하는 것을 특징으로 하는 철근용 커플러의 제조방법을 제공한다.
상기 철근용 커플러의 제조방법은 상기 압축링을 삽입하는 단계 이전에 상기 몸체 내부에서 체결홀의 중심 부분에 스토퍼를 삽입하는 단계를 더 포함할 수 있다.
상기 압축링을 제조하는 단계는 상기 몸체의 내주면에 접촉하는 플랜지부를 형성하는 단계와, 상기 플랜지부의 내측으로 복수개 돌출되는 탄성 블레이드를 절곡하는 단계를 포함할 수 있다.
상기 압축링을 제조하는 단계는 상기 플랜지부를 몸체의 내주면 상에서 탄력적으로 고정시킬 수 있도록 상기 플랜지부의 단부로부터 돌출되어 몸체의 내주면에 고정시키는 고정부를 형성하는 단계를 포함할 수 있다.
상기 탄성 블레이드를 절곡하는 단계는 상기 제1바디부 또는 제2바디부 내측으로 철근이 삽입되는 방향에 대응하여 상기 탄성 블레이드가 경사지도록 절곡할 수 있다.
상기 몸체와 압축링을 접합하는 단계는 브레이징 방식으로 접합할 수 있다.
상기 철근용 커플러의 제조방법은 상기 압축링을 삽입하는 단계가 완료된 후, 압축링과 몸체 사이에 용가재를 추가적으로 인입하는 단계를 더 포함할 수 있다.
본 발명에 의한 철근용 커플러 및 이의 제조방법에 따르면,
첫째, 철근과 다른 철근을 원터치 방식으로 연결하여 결합성이 용이하고,
둘째, 철근의 연결이 용이해짐에 따라서 작업시간이 감소하고, 이에 따른 비용 절감이 기대되며,
셋째, 몸체와 압축링이 브레이징 접합되어 커플러의 가공성이 용이하고,
넷째, 브레이징 접합된 부분의 강성을 확보함으로써 철근 연결부분의 안정성을 확보할 수 있으며,
다섯째, 철근뿐만 아니라 다른 강관의 연결 부분에도 광범위하게 적용 가능한 효과가 있다.
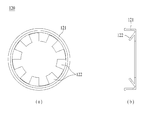
도 1은 본 발명의 일 실시예에 따른 철근용 커플러를 도시하는 평면도이다.
도 2는 도 1에 나타낸 철근용 커플러를 분해하여 도시하는 분해사시도이다.
도 3은 도 2에 나타낸 철근용 커플러가 결합된 상태의 내부를 도시하는 단면도이다.
도 4는 도 3에 나타낸 철근용 커플러의 압축링의 정면과 측면을 도시하는 참고도이다.
도 5는 도 3에 나타낸 철근용 커플러의 일 부분을 확대하여 도시하는 부분확대도이다.
도 6은 도 4에 나타낸 철근용 커플러의 압축링에 대한 다른 실시예를 도시하는 측면도이다.
도 7은 본 발명의 다른 실시예에 따른 철근용 커플러를 도시하는 참고도이다.
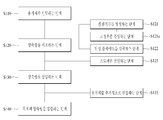
도 8은 본 발명에 따른 철근용 커플러의 제조방법을 도시하는 플로우차트이다.
도 2는 도 1에 나타낸 철근용 커플러를 분해하여 도시하는 분해사시도이다.
도 3은 도 2에 나타낸 철근용 커플러가 결합된 상태의 내부를 도시하는 단면도이다.
도 4는 도 3에 나타낸 철근용 커플러의 압축링의 정면과 측면을 도시하는 참고도이다.
도 5는 도 3에 나타낸 철근용 커플러의 일 부분을 확대하여 도시하는 부분확대도이다.
도 6은 도 4에 나타낸 철근용 커플러의 압축링에 대한 다른 실시예를 도시하는 측면도이다.
도 7은 본 발명의 다른 실시예에 따른 철근용 커플러를 도시하는 참고도이다.
도 8은 본 발명에 따른 철근용 커플러의 제조방법을 도시하는 플로우차트이다.
이하, 본 발명의 바람직한 실시예를 첨부한 도면을 참조하여 당해 분야의 통상의 지식을 가진 자가 용이하게 실시할 수 있도록 설명하기로 한다. 첨부된 도면들에서 구성에 표기된 도면번호는 다른 도면에서도 동일한 구성을 표기할 때에 가능한 한 동일한 도면번호를 사용하고 있음에 유의해야 한다. 또한, 본 발명을 설명함에 있어 관련된 공지의 기능 또는 공지의 구성에 대한 구체적인 설명이 본 발명의 요지를 불필요하게 흐릴 수 있다고 판단되는 경우에는 그 상세한 설명을 생략하기로 한다. 그리고 도면에 제시된 어떤 특징들은 설명의 용이함을 위해 확대 또는 축소 또는 단순화된 것이고, 도면 및 그 구성요소들이 반드시 적절한 비율로 도시되어 있지는 않다. 그러나 당업자라면 이러한 상세 사항들을 쉽게 이해할 것이다.
도 1은 본 발명의 일 실시예에 따른 철근용 커플러를 도시하는 평면도이고, 도 2는 도 1에 나타낸 철근용 커플러를 분해하여 도시하는 분해사시도이며, 도 3은 도 2에 나타낸 철근용 커플러가 결합된 상태의 내부를 도시하는 단면도이고, 도 4는 도 3에 나타낸 철근용 커플러의 압축링의 정면과 측면을 도시하는 참고도이며, 도 5는 도 3에 나타낸 철근용 커플러의 일측 단부를 확대하여 도시하는 부분확대도이다.
도 1 내지 도 5를 참조하면, 본 발명의 일 실시예에 따른 철근용 커플러(Coupler for Steel Reinforcement, 100)는 철근을 길이방향으로 연장하여 사용하고자 할 때, 철근의 일 단부와 인접한 다른 철근의 일 단부를 각각 삽입하여 연결함으로써 연장된 하나의 철근으로 사용할 수 있도록 하는 기능을 제공한다. 이때 상기 철근용 커플러(100)의 양 측에는 철근뿐만 아니라, 커플러의 사이즈를 가감하여 스틸 소재의 강관 또는 중공의 파이프 등을 연결하여 사용할 수도 있음은 물론이다. 그리고 철근은 표면에 마디가 없는 원형철근이나, 마디와 리브(rib)가 있는 이형철근 모두 연결이 가능하지만, 커플러의 결합력에 있어서는 이형철근의 사용이 유리할 수 있다.
이를 위해서 본 발명에 따른 철근용 커플러(100)는 내부에 체결홀(114)이 형성된 파이프 형상의 몸체(110)와, 상기 몸체(110) 내부에 복수개 결합되어 몸체 내부에서 철근을 고정시키는 압축링(120)을 포함한다.
상기 몸체(110)는 철근의 인장응력에 대응할 수 있도록 소정의 두께를 가지는 스틸 소재로 형성되며, 내부를 관통하는 상기 체결홀(114)이 형성된다. 그리고 상기 몸체(110)의 일 측에는 제1철근(11)이 삽입되는 제1바디부(111)가 형성되고, 타 측에는 제2철근(12)이 삽입되는 제2바디부(112)가 형성된다. 여기서 상기 제1철근(11)과 제2철근(12)은 서로 길이방향을 따라서 연장되어야 하는 철근들을 나타낸다. 상기 몸체(110)의 다른 형상과 별도의 제3철근을 연결할 수 있는 구조는 후기하기로 한다. 또한 상기 철근용 커플러(100)는 KSD 3504(철근 콘크리트용 봉강)에 규정된 철근의 종류, 치수, 재질 등에 대응할 수 있도록 제작되는 것이 바람직하나, 별도의 구조설계에 따른 비규격의 치수로 제작될 수도 있다.
상기 압축링(120)은 몸체(110) 내주면에 접촉하도록 배치되는 플랜지부(121)와, 상기 플랜지부(121)로부터 내측으로 절곡되어 철근을 지지하는 탄성 블레이드(122)를 포함한다.
상기 플랜지부(121)는 몸체(110)의 내주면과 접촉 면적이 형성되도록 소정의 폭을 가지도록 형성되어 몸체(110) 내주면에 접착, 용접, 소결 등의 방식으로 접합될 수 있다. 보다 바람직하게는 몸체(110)와 플랜지부(121) 사이에 용가재(鎔加材, filler metal, 10)를 인입하여 소정의 온도(약 450℃ 이상)로 가열하는 브레이징(Brazing) 방식으로 결합된다.
좀 더 구체적으로는 몸체(110) 내부에 와이어, 얇은 판재 또는 분말 형상 중 선택된 하나의 용가재가 인입되고, 체결홀(114) 내부에 압축링(120)이 나란히 적층되면, 몸체(110)와 압축링(120) 보다 녹는점이 낮은 용가재(10)의 용융온도로 가열 또는 소결하여 용융되면서 몸체(110)와 압축링(120)이 결합되는 방식으로 접합이 이루어진다. 여기서 용가재(10)는 몸체(110)의 내주면에 밀착하도록 압축링(120)이 삽입되기 전에 인입되거나, 또는 각각의 압축링(120)이 삽입되면서 용가재(10)와 동시에 인입되도록 할 수도 있다.
또한 용가재(10)의 종류나 재질에 따라서 약 450℃ 미만의 온도로 가열하는 솔더링(Soldering) 방식으로도 접합을 구현할 수 있음은 물론이다.
상기 탄성 블레이드(122)는 플랜지부(121)의 일 단부에서 내측방향으로 돌출되며, 제1철근(11) 또는 제2철근(12)과 탄력적으로 접촉하도록 배치된다. 이를 위해서 탄성 블레이드(122)는 상기 플랜지부(121) 상에서 서로 이격되어 복수개가 배치된다. 보다 바람직하게는 상기 플랜지부(121) 상에서 등 간격 또는 등각을 이루도록 이격되어 배치되고, 또한 리브가 있는 철근에 대응하여 상기 탄성 블레이드(122)의 개수는 짝수로 형성되는 것이 바람직하다. 그리고 등 간격 또는 등각으로 형성되지 않더라도, 철근의 중앙을 무게 중심으로 하여 적어도 두 개 이상의 탄성 블레이드(122) 그룹으로 서로 대칭 또는 대향하도록 배치될 수도 있다.
이때 상기 탄성 블레이드(122)는 철근이 삽입되는 방향으로 소정 각도 경사지도록 절곡된다. 예컨대 도 3에 도시된 바와 같이, 상기 제1바디부(111)에 배치되는 압축링(120)은 제1철근(11)이 삽입되는 방향에 대응하여 탄성 블레이드(122)가 우측으로 경사지도록 형성되고, 상기 제2바디부(112)에 배치되는 압축링(120)은 제2철근(12)이 삽입되는 방향에 대응하여 탄성 블레이드(122)가 좌측으로 경사지도록 형성된다. 이는 탄성 블레이드(122) 내측으로 제1철근(11) 또는 제2철근(12)의 삽입이 용이하게 함과 동시에, 반대로 탄성 블레이드(122) 상에서 제1철근(11) 또는 제2철근(12)이 반대방향으로 저항 또는 마찰력이 증가되도록 하는 기능을 제공한다.
그리고 상기 몸체(110)의 내부에는 상기 제1바디부(111)와 제2바디부(112)로 각각 삽입되는 철근들의 삽입 깊이를 제한하는 스토퍼(130)를 포함한다.
상기 스토퍼(130)는 압축링(120)이 결합되기 전에 체결홀(114) 내부의 중심부분에 결합되며, 상기 압축링(120)과 같이 브레이징 방식으로 접합되거나, 또는 압축링(120)이 삽입되기 전에 용접이나 접착 방식으로 결합될 수도 있다.
따라서 상기 몸체(110) 내부 중심 부분에 스토퍼(130)가 배치되고, 상기 제1바디부(111)와 제2바디부(112)를 통하여 각각 압축링(120)이 삽입되어 결합되면, 상기 제1바디부(111) 측으로 삽입되는 제1철근(11)이 스토퍼(130)에 의해 걸리면서 정확하게 몸체(110) 내부의 이등분 지점까지 삽입되고, 또한 제2바디부(112) 측으로 제2철근(12)이 삽입되어 스토퍼(130)에 의해 걸리면서 구조적으로 안정적인 결합이 이루어진다.
도 6은 도 4에 나타낸 철근용 커플러의 압축링에 대한 다른 실시예를 도시하는 측면도이다.
도 6을 참조하면, 상기 압축링(220)은 상기 몸체(110)의 내주면에 인접하게 배치되는 플랜지부(121)와, 상기 플랜지부(121)를 몸체의 내주면 상에서 탄력적으로 고정시키는 고정부(223)와, 상기 플랜지부(121)의 내측으로 돌출되어 제1철근(11) 또는 제2철근(12)과 탄력적으로 접촉하는 복수개의 탄성 블레이드(122)를 포함한다. 이하에서 전기한 참조부호와 동일한 참조부호는 동일한 구성요소를 나타낸다. 또한 전기한 구성요소와 동일한 구성에 대한 중복 설명은 생략한다.
상기 플랜지부(121)는 몸체(110)의 내주면과 소정의 간격이 형성되고, 플랜지부(121)의 단부에 마련된 상기 고정부(223)가 몸체(110)의 내주면 상에 접촉하도록 마련된다. 상기 고정부(223)는 용가재(10)에 의해 몸체(110) 내부에 고정되는 구성요소로써, 상기 고정부(223) 상에서 플랜지부(121)가 보다 탄력적으로 배치되는 기능을 제공한다. 또한 상기 플랜지부(121)와 몸체(110) 내주면 사이에 형성된 간격은 용가재(10)를 인입하기 용이한 효과를 제공하고, 압축링(120)과 몸체(110) 사이의 접합 범위를 향상시킴으로써 보다 큰 인장응력에 대응할 수 있는 효과가 있다.
도 7은 본 발명의 다른 실시예에 따른 철근용 커플러를 도시하는 참고도이다.
도 7을 참조하면, 상기 철근용 커플러(100)는 각각 다른 형상의 몸체들이 형성된다. 도 7a는 몸체(110a)의 일 단면이 대략 ‘L'자 형상으로 형성되어 90° 방향으로 제1철근(11)과 제2철근(12)을 연결할 수 있다.
또한 도 7b는 몸체(110b)의 일 단면이 대략 ‘T'자 형상으로 형성되어 제2철근(12)이 관통되도록 결합되고, 90° 방향으로 제1철근(11)이 결합될 수도 있고, 또한 제1철근(11) 내지 제3철근(13)이 각각 다른 각도로 결합되도록 연결할 수도 있다.
또한 도 7c는 몸체(110c)의 일 단면이 대략 ‘+'자 형상으로 형성되어 제1철근(11)이 관통되도록 결합되고, 90° 및 270° 방향으로 각각 제2철근(12)과 제3철근(13)이 삽입될 수도 있고, 또한 제1철근(11) 내지 제4철근(14)이 각각 다른 각도로 결합되도록 연결할 수도 있다.
도면에 도시하지는 않았지만, 상기 몸체가 예각 또는 둔각으로 절곡된 형상으로 형성될 수도 있고, 또한 3차원의 방향으로 예컨대 3축(x, y, z)을 가지는 몸체의 형상 구현도 가능함은 물론이다. 따라서 상기 몸체는 상기 제1바디부 또는 제2바디부와 다른 각도로 형성되고, 상기 체결홀과 연통하거나 다른 체결홀이 내부에 형성된 적어도 하나 이상의 제3바디부(미도시)를 포함하는 구조로 형성될 수 있다. 여기서 제3바디부는 제3철근(13) 또는 제4철근(14)이 결합되는 몸체의 일부분으로써 다양한 방향 또는 각도로 몸체가 형성될 수 있는 것을 나타낸다.
이하에서는 본 발명에 따른 철근용 커플러의 제조방법에 대하여 상세하게 설명한다.
도 8은 본 발명에 따른 철근용 커플러의 제조방법을 도시하는 플로우차트이다. 이하에서 전기한 참조부호와 동일한 참조부호는 동일한 구성요소를 나타낸다.
도 8을 참조하면, 본 발명에 따른 철근용 커플러의 제조방법(S100)은 몸체 내부에 형성된 체결홀 내주면에 용가재를 인입하는 단계(S110)와, 상기 몸체 내부에 삽입될 압축링을 제조하는 단계(S120)와, 몸체 내부에 압축링을 삽입하는 단계(S130) 및 가열수단에 의해 가열하여 몸체와 압축링을 접합하는 단계(S140)를 포함한다.
여기서 상기 용가재를 인입하는 단계(S110)는 전기한 바와 같이, 몸체 내주면에 배치되도록 용가재를 인입하고 압축링을 삽입하는 방법이 있고, 또한 압축링을 삽입하면서 각각의 압축링에 용가재를 결합하여 삽입하는 방법이 있다. 물론 용가재가 인입된 상태에서 압축링을 삽입하면서 용가재를 같이 또한 삽입하는 방법도 적용할 수 있다.
그리고 상기 압축링을 제조하는 단계(S120)는 상기 몸체의 내주면에 접촉하는 플랜지부를 형성하는 단계(S121)와, 상기 플랜지부의 내측으로 복수개 돌출되는 탄성 블레이드를 절곡하는 단계(S122)를 포함한다.
상기 탄성 블레이드를 절곡하는 단계(S122)는 상기 제1바디부 또는 제2바디부 내측으로 철근이 삽입되는 방향에 대응하여 상기 탄성 블레이드가 경사지도록 절곡하는 공정을 수행한다.
또한 상기 압축링을 제조하는 단계(S120)는 상기 플랜지부를 몸체의 내주면 상에서 탄력적으로 고정시킬 수 있도록 상기 플랜지부의 단부로부터 돌출되어 몸체의 내주면에 고정시키는 고정부를 형성하는 단계(S121a)를 포함한다.
상기 고정부를 형성하는 단계(S121a)는 커플러의 사이즈와 종류에 따라서 선택적으로 형성될 수 있으며, 상기 고정부를 형성함으로써 구조적 강성이 증대되고, 용가재의 인입이 용이한 효과를 기대할 수 있다.
이렇게 완성된 압축링은 몸체 내부의 체결홀 내부에 삽입되는 압축링을 삽입하는 단계(S130)가 이루어진다. 압축링을 삽입하는 단계(S130)는 플랜지부 상에서 탄성 블레이드가 형성된 방향에 따라서 제1바디부와 제2바디부에 각각 압축링을 적층하여 삽입하게 된다.
이때 추가적으로 압축링을 삽입하는 단계(S130) 이전에 몸체 내부에서 체결홀의 중심 부분에 스토퍼를 삽입하는 단계(S125)가 포함된다. 상기 스토퍼를 삽입하는 단계(S125)는 제1철근 또는 제2철근이 삽입되는 깊이를 제한하여 철근들이 설정된 깊이로 삽입되도록 하는 공정이다.
이때 상기 압축링을 삽입하는 단계(S130)가 완료된 후, 압축링과 몸체 사이에 용가재를 추가적으로 인입하는 단계(S135)가 이루어진다. 상기 용가재를 추가적으로 인입하는 단계(S135) 또한 선택적으로 이루어지며, 몸체와 압축링 사이의 결합력을 증대시킬 때 이를 수행할 수 있다.
이렇게 압축링의 제조가 완성되고 압축링을 삽입하는 단계(S130)가 완료되면, 상기 몸체와 압축링을 접합하는 단계(S140)는 브레이징 방식으로 접합이 이루어진다.
상기 가열수단은 용가재가 용융되는 온도만큼의 온도로 로 내를 승온 시키고, 조립된 커플러가 로 내로 삽입되면, 몸체 또는 압축링은 변화가 없고, 몸체와 압축링 사이에 인입된 용가재만이 용융되면서 몸체와 압축링을 접합하게 된다.
따라서 이렇게 완성된 철근용 커플러의 제조방법(S100)에 따르면, 용가재만을 용융시켜 몸체와 압축링을 접합하기 때문에 복잡한 구조의 철근용 커플러의 접합이 용이하고, 이로써 이들의 구조적인 강성을 확보할 수 있는 효과가 있다. 또한 압축링 내부로 철근을 억지끼움 방식으로 결합이 가능하기 때문에 철근과 철근을 용이하게 연결할 수 있는 효과가 있다.
이상에서 본 발명의 기술적 사상을 예시하기 위해 구체적인 실시 예로 도면을 참고하여 설명하였으나, 본 발명은 상기와 같이 구체적인 실시 예와 동일한 구성 및 작용효과에만 국한되지 않고, 여러 가지 변형된 예가 본 발명의 범위를 벗어나지 않는 한도 내에서 실시될 수 있다. 따라서, 그와 같은 변형예도 본 발명의 범위에 속하는 것으로 간주해야 하며, 본 발명의 진정한 기술적 보호 범위는 후술하는 특허청구범위의 기술적 사상에 의해 결정되어야 할 것이다.
100 : 철근용 커플러
110 : 몸체 111 : 제1바디부
112 : 제2바디부 114 : 체결홀
120 : 압축링 121 : 플랜지부1
22 : 탄성 블레이드 123 : 고정부
130 : 스토퍼
110 : 몸체 111 : 제1바디부
112 : 제2바디부 114 : 체결홀
120 : 압축링 121 : 플랜지부1
22 : 탄성 블레이드 123 : 고정부
130 : 스토퍼
Claims (15)
- 내부를 관통하는 체결홀이 형성되고, 체결홀의 일 측에서 제1철근이 삽입되는 제1바디부와, 체결홀의 타 측에서 제2철근이 삽입되는 제2바디부가 일체로 형성되어 제1철근과 제2철근을 연결하는 몸체 및
상기 체결홀에 삽입되어 상기 제1철근과 제2철근을 몸체 상에서 각각 고정시키는 복수개의 압축링을 포함하는 것을 특징으로 하는 철근용 커플러. - 청구항 1에 있어서,
상기 몸체 중심부분에서 체결홀을 일부 또는 전부를 차폐하도록 배치되어 제1철근 또는 제2철근의 삽입 깊이를 제한하는 스토퍼를 더 포함하는 것을 특징으로 하는 철근용 커플러. - 청구항 1에 있어서,
상기 압축링은,
상기 몸체의 내주면에 접합되는 플랜지부와,
상기 플랜지부의 내측으로 돌출되어 제1철근 또는 제2철근과 탄력적으로 접촉하는 복수개의 탄성 블레이드를 포함하는 것을 특징으로 하는 철근용 커플러. - 청구항 1에 있어서,
상기 압축링은,
상기 몸체의 내주면에 인접하게 배치되는 플랜지부와,
상기 플랜지부를 몸체의 내주면 상에서 탄력적으로 고정시키는 고정부와,
상기 플랜지부의 내측으로 돌출되어 제1철근 또는 제2철근과 탄력적으로 접촉하는 복수개의 탄성 블레이드를 포함하는 것을 특징으로 하는 철근용 커플러. - 청구항 3 또는 청구항 4에 있어서,
상기 탄성 블레이드는 상기 제1철근 또는 제2철근의 외주면 상에서 서로 대향하도록 배치되거나, 등각으로 배치되는 것을 특징으로 하는 철근용 커플러. - 청구항 1에 있어서,
상기 몸체와 압축링 사이에는 용가재를 인입하여 브레이징 방식으로 접합하는 것을 특징으로 하는 철근용 커플러. - 청구항 1에 있어서,
상기 몸체는,
상기 제1바디부와 제2바디부가 서로 소정의 각도로 절곡되도록 형성되는 것을 특징으로 하는 철근용 커플러. - 청구항 1에 있어서,
상기 몸체는,
상기 제1바디부 또는 제2바디부와 다른 각도로 형성되고, 상기 체결홀과 연통하거나 다른 체결홀이 내부에 형성된 적어도 하나 이상의 제3바디부를 포함하는 것을 특징으로 하는 철근용 커플러. - 원통 형상의 몸체 내부에 형성된 체결홀 내주면에 용가재를 인입하는 단계;
상기 몸체 양 측에 각각 형성된 제1바디부와 제2바디부에 삽입되어 철근을 고정시키는 압축링을 제조하는 단계;
상기 체결홀 상에 복수개의 압축링을 삽입하는 단계 및
가열수단에 의해 용가재가 용융되는 온도로 가열하여 몸체와 압축링을 접합하는 단계;
를 포함하는 것을 특징으로 하는 철근용 커플러의 제조방법. - 청구항 9에 있어서,
상기 압축링을 삽입하는 단계 이전에 상기 몸체 내부에서 체결홀의 중심 부분에 스토퍼를 삽입하는 단계를 더 포함하는 것을 특징으로 하는 철근용 커플러의 제조방법. - 청구항 9에 있어서,
상기 압축링을 제조하는 단계는,
상기 몸체의 내주면에 접촉하는 플랜지부를 형성하는 단계와,
상기 플랜지부의 내측으로 복수개 돌출되는 탄성 블레이드를 절곡하는 단계를 포함하는 것을 특징으로 하는 철근용 커플러의 제조방법. - 청구항 11에 있어서,
상기 압축링을 제조하는 단계는,
상기 플랜지부를 몸체의 내주면 상에서 탄력적으로 고정시킬 수 있도록 상기 플랜지부의 단부로부터 돌출되어 몸체의 내주면에 고정시키는 고정부를 형성하는 단계를 포함하는 것을 특징으로 하는 철근용 커플러의 제조방법. - 청구항 11에 있어서,
상기 탄성 블레이드를 절곡하는 단계는,
상기 제1바디부 또는 제2바디부 내측으로 철근이 삽입되는 방향에 대응하여 상기 탄성 블레이드가 경사지도록 절곡하는 것을 특징으로 하는 철근용 커플러의 제조방법. - 청구항 9에 있어서,
상기 몸체와 압축링을 접합하는 단계는 브레이징 방식으로 접합하는 것을 특징으로 하는 철근용 커플러의 제조방법. - 청구항 9에 있어서,
상기 압축링을 삽입하는 단계가 완료된 후, 압축링과 몸체 사이에 용가재를 추가적으로 인입하는 단계를 더 포함하는 것을 특징으로 하는 철근용 커플러의 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150172980A KR101765569B1 (ko) | 2015-12-07 | 2015-12-07 | 철근용 커플러 및 이의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150172980A KR101765569B1 (ko) | 2015-12-07 | 2015-12-07 | 철근용 커플러 및 이의 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170066833A true KR20170066833A (ko) | 2017-06-15 |
| KR101765569B1 KR101765569B1 (ko) | 2017-08-07 |
Family
ID=59217699
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150172980A KR101765569B1 (ko) | 2015-12-07 | 2015-12-07 | 철근용 커플러 및 이의 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101765569B1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102151795B1 (ko) | 2020-03-09 | 2020-09-03 | 홍종화 | 철근 이음용 커플러 제조방법 및 상기 제조방법에 의해 제조된 철근 이음용 커플러 |
| KR102221006B1 (ko) | 2020-05-22 | 2021-02-25 | 홍종화 | 철근 이음용 커플러 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100730540B1 (ko) * | 2006-07-28 | 2007-06-20 | 정승이 | 철근 연결구 |
| KR101121931B1 (ko) * | 2009-03-30 | 2012-04-03 | 엘케이테크 주식회사 | 철근연결구 |
-
2015
- 2015-12-07 KR KR1020150172980A patent/KR101765569B1/ko active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| KR101765569B1 (ko) | 2017-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101796538B1 (ko) | 철근용 커플러 | |
| KR101765569B1 (ko) | 철근용 커플러 및 이의 제조방법 | |
| WO2011065527A1 (ja) | 鋼管矢板継手構造、鋼管矢板基礎、及び鋼管矢板基礎の構築方法 | |
| KR101552321B1 (ko) | 철근 커플러 및 이를 이용한 철근 이음방법 | |
| JP2012092589A (ja) | 鋼矢板及び該鋼矢板によって形成された鋼矢板壁 | |
| JP6561813B2 (ja) | 通しダイヤフラム溶接継手鋼管柱、及び通しダイヤフラム溶接継手鋼管柱の製造方法 | |
| CN204400809U (zh) | 玻璃接合体 | |
| JP2015083736A (ja) | 柱と梁との接合構造および補強部材 | |
| CN109623273B (zh) | 驾驶室骨架及制造方法 | |
| KR20140001316U (ko) | 브레이싱 조인트부의 접합구조 | |
| WO2010002049A1 (en) | Reinforcing rod, reinforcing rod coupler and coupling method thereby | |
| JP4975062B2 (ja) | 鋼管補剛ブレース材およびその製造方法 | |
| WO2016052124A1 (ja) | 配管接合方法、継手および配管接合構造 | |
| RU2631043C1 (ru) | Неразъёмное соединение деталей замкнутого контура и способ его осуществления | |
| JP4867936B2 (ja) | 鋼管矢板及び鋼管矢板の連結構造 | |
| JP5416208B2 (ja) | 鋼管連結構造、鋼管連結方法及び継手部材 | |
| CN217934887U (zh) | 一种具有抗扭连接结构的电缆管 | |
| CN217378846U (zh) | 预制桩端板、连接器、连接结构和预制桩 | |
| KR102592581B1 (ko) | 철근용 맞대기 용접 이음 장치 및 방법 | |
| KR101387820B1 (ko) | 원자력 발전소용 배관구조 및 시공방법 | |
| CN210483566U (zh) | 一种钻杆和旋挖钻机 | |
| JP6188374B2 (ja) | 鋼管矢板 | |
| JP7162286B1 (ja) | 構造材の接合構造 | |
| CN207376830U (zh) | 一种高强度圆钢管连接端结构 | |
| JP2017048668A (ja) | 鋼矢板の接続部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |