KR20170051632A - 하이드로 성형방법을 활용한 시스템 에어컨 설치용 유자(u)형 분지관의 성형 방법 - Google Patents
하이드로 성형방법을 활용한 시스템 에어컨 설치용 유자(u)형 분지관의 성형 방법 Download PDFInfo
- Publication number
- KR20170051632A KR20170051632A KR1020150151460A KR20150151460A KR20170051632A KR 20170051632 A KR20170051632 A KR 20170051632A KR 1020150151460 A KR1020150151460 A KR 1020150151460A KR 20150151460 A KR20150151460 A KR 20150151460A KR 20170051632 A KR20170051632 A KR 20170051632A
- Authority
- KR
- South Korea
- Prior art keywords
- pipe
- copper pipe
- punches
- refrigerant
- actual punch
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/037—Forming branched tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/043—Means for controlling the axial pusher
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24F—AIR-CONDITIONING; AIR-HUMIDIFICATION; VENTILATION; USE OF AIR CURRENTS FOR SCREENING
- F24F1/00—Room units for air-conditioning, e.g. separate or self-contained units or units receiving primary air from a central station
- F24F1/06—Separate outdoor units, e.g. outdoor unit to be linked to a separate room comprising a compressor and a heat exchanger
- F24F1/26—Refrigerant piping
Abstract
본 발명은 통상의 U-밴딩 작업으로 유자(U) 모양으로 밴딩된 동파이프를 금형틀에 끼워넣은 다음, 상기 동파이프의 양단으로 좌, 우측 엑츄얼 펀치를 삽입시키는 준비 단계(S1)와; 상기 동파이프의 양단에 삽입된 좌, 우측 엑츄얼 펀치로 유체를 공급하여 상기 동파이프의 내부에 0.3~0.5MPa의 압력을 일정하게 가압하는 예압 단계(S2)와; 상기 좌, 우측 엑츄얼 펀치를 각각 전진 이동시켜 상기 동파이프의 내부로 진입시킴과 동시에 상기 좌, 우측 엑츄얼 펀치에 연결되어 있는 증압력원을 통해 상기 좌, 우측 엑츄얼 펀치로 200~300MPa 압력의 유체를 공급하여 상기 동파이프의 외면을 팽창시켜 상기 금형틀에 구비되어 있는 성형코어에 대응하는 형상의 냉매배출관을 일체 성형하는 증압 단계(S3)와; 상기 증압 단계(S3)에서 형성된 상기 냉매배출관에 제2 배출연결관을 끼워넣은 상태에서 용접접합하는 접합 단계(S4)로 이루어지는 것을 특징으로 한다.
Description
본 발명은 냉장고 또는 에어컨 등과 같은 공기조화기에 설치되는 유자(U)형 분지관을 성형하는 방법 및 상기 방법으로 성형된 유자(U)형 분지관에 관한 것으로서, 더욱 상세하게는 유자(U)형 분지관을 성형할 때 별도의 용접작업이 필요 없음은 물론 용접부위에서의 누수현상을 미연에 방지할 수 있는 하이드로 성형방법을 활용한 시스템 에어컨 설치용 유자(U)형 분지관의 성형 방법 및 상기 방법으로 성형된 유자(U)형 분지관에 관한 것이다.
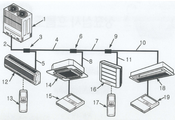
잘 알려진 바와 같이, 에어컨디셔너는 실외기와 실내기로 구성되는데, 상기 실외기는 실외에 설치되고, 실내기는 실내에 설치되고, 실외기와 실내기 사이에는 냉매관이 배관 된다. 근래에 들어와서는 실외기의 성능이 향상됨에 따라 도 1에 도시된 바와 같이, 1대의 실외기(1)에 여러 대의 실내기(12,14,16,18)가 장착되고, 각 실내기(12,14,16,18)마다 리모컨이나 제어기와 같은 제어수단(13,15,17,19)으로 각각 제어하는 것이다.
위와 같이 1대의 실외기(1)에 여러 대의 실내기(12,14,16,18)가 장착될 때에 실외기(1)에서 차가워진 냉매는 실내기(12,14,16,18)에 공급되는데, 이때 실외기(1)에서 연결관(2)이 배관되고, 연결관(2)의 끝 부분에는 분지관(3)이 배관되며, 상기 분지관(3)에는 연결관(4)과 다른 연결관(5)이 연결되고, 어느 한쪽 연결관(4)에는 다른 분지관(6)이 연결되며, 다른 연결관(5)에는 실내기(12)가 연결된다. 즉, 분지관에는 각각 2개씩의 연결관이 연결되고, 연결된 연결관 중에 어느 한쪽 연결관에는 실내기가 연결되며, 다른 한쪽 연결관에는 다른 분지관이 연결되는 것으로 상기 분지관은 고압의 냉매를 분할하는 지점이다.
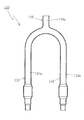
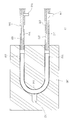
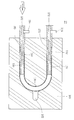
한편, 종래의 분지관(3,6,9)은 도 2에 도시한 바와 같이, Y분지관(20)에 진입연결관(24)과 반대쪽에 두 갈래의 배출연결관(25,26)이 연결된다. 상기 Y분지관(20)은 도 3과 같이 소정의 길이를 갖는 관을 축관하여 대경부 부분에 압력을 가하여 두 갈래의 관을 형성하는 방법으로 성형된다.
구체적으로는, 도 3의 (a)에서 보는 바와 같이 소정의 길이로 냉매 진입관(21)을 형성하고, 이어서 도 3의 (b)와 같이 어느 한쪽을 축관하여 소경부(21a)와 대경부(21b)를 각각 형성하며, 이후 도 3의 (c)와 같이 상기 대경부(21b)를 가압하되 코어(core)와 같은 공구를 이용하여 소정의 지름을 갖도록 가압하고 가압 된 부분은 용접과 같은 결합수단으로 가압접합부(21c)를 형성한다. 즉, 상기 가압접합부(21c)에 의해 상술한 대경부(21b)는 제1 냉매배출관(22)과 제2 냉매배출관(23)을 형성하는 것으로, 도 2에 도시한 바와 같이 냉매진입관(21)에는 진입연결관(24)을 일체로 연결 형성하고, 제1 냉매배출관(22)과 제2 냉매배출관(23)에는 각각 배출연결관(25)(26)을 연결 형성한다. 이와 같이 Y분지관(20)과 진입연결관(24) 및 배출연결관(25)(26)은 동 파이프로서 각각 용접에 의해 개별적으로 서로 연결되어진다.
그러나 상술한 바와 같이 종래 기술에 따른 Y분지관(20)은 다음과 같은 많은 문제점들이 발생한다.
즉, 단일 직관형태의 동 파이프를 물리적인 힘을 가하여 축관한 다음에 대경부 부분을 가압하고 두 갈래의 배출관을 가압하여 형성하기 때문에 서로 접합하는 부분에서 노치(notch) 현상이 발생하여 매우 취약한 문제점이 있다. 특히, 시스템에어컨을 설치한 직후에는 아무런 이상 없이 정상적인 냉방을 실시하지만, 냉매가 고압으로 이송되는 과정에서 고압의 냉매에 의해 Y분지관의 가압접합부가 터지는 문제점이 발생한다. 또한, Y분지관에 연결되는 진입연결관 및 배출연결관을 일일이 용접해야 함으로서 조립에 따른 작업성이 떨어질 뿐 아니라 용접부위에서의 누수현상으로 인해 정상적인 냉방을 실시할 수 없는 심각한 문제점이 발생한다.
본 발명은 위와 같은 종래기술의 문제점을 해결하기 위한 것으로, 유자(U)형 분지관을 성형할 때 냉매가 흐르는 진입연결관과 제1 배출연결관 및 제2 냉매배출관을 일체형으로 성형함으로써 별도의 용접작업이 필요 없고 또한 용접부위에서의 누수현상을 미연에 방지할 수 있는 하이드로 성형방법을 활용한 시스템 에어컨 설치용 유자(U)형 분지관의 성형 방법 및 상기 방법으로 성형된 유자(U)형 분지관을 제공하는데 그 목적이 있다.
본 발명은 통상의 U-밴딩 작업으로 유자(U) 모양으로 밴딩된 동파이프를 금형틀에 끼워넣은 다음, 상기 동파이프의 양단으로 좌, 우측 엑츄얼 펀치를 삽입시키는 준비 단계(S1)와; 상기 동파이프의 양단에 삽입된 좌, 우측 엑츄얼 펀치로 유체를 공급하여 상기 동파이프의 내부에 0.3~0.5MPa의 압력을 일정하게 가압하는 예압 단계(S2)와; 상기 좌, 우측 엑츄얼 펀치를 각각 전진 이동시켜 상기 동파이프의 내부로 진입시킴과 동시에 상기 좌, 우측 엑츄얼 펀치에 연결되어 있는 증압력원을 통해 상기 좌, 우측 엑츄얼 펀치로 200~300MPa 압력의 유체를 공급하여 상기 동파이프의 외면을 팽창시켜 상기 금형틀에 구비되어 있는 성형코어에 대응하는 형상의 냉매배출관을 일체 성형하는 증압 단계(S3)와; 상기 증압 단계(S3)에서 형성된 상기 냉매배출관에 제2 배출연결관을 끼워넣은 상태에서 용접접합하는 접합 단계(S4)로 이루어지는 것을 특징으로 한다.
본 발명은 유자(U)형 분지관을 성형할 때 냉매가 흐르는 진입연결관과 제1 배출연결관 및 제2 냉매배출관을 일체형으로 성형함으로써 별도의 용접작업이 필요 없고, 또한 용접 부위에서의 누수현상을 미연에 방지할 수 있도록 하여 냉방 효율을 높일 수 있도록 하는 상승적인 효과가 있다.
또한, 본 발명은 하이드로 포밍 성형법으로 길이가 긴 관제품의 중간에 티(Tee: 관 이음쇠의 하나, '티 이음쇠'라고도 함)를 성형함으로써 용접공정을 삭제하여 종래의 연결관으로 사용한 동 티(Tee) 및 커플링(Coupling) 관을 삭제함으로써 용접 공수 및 재료비를 절감할 수 있는 장점이 있다. 뿐만 아니라, 하이드로 포밍 성형에 사용되는 유체를 물이나 기름을 사용하여 친환경에 요구되는 제품을 생산할 수 있는 장점이 있다.
도 1은 통상적인 시스템 에어컨의 기술적 구성을 보여주고 있는 도면이다.
도 2는 도 1에서 사용되는 통상적인 분지관의 구성을 발췌하여 보여주고 있는 도면이다.
도 3의 (a), (b), (c)는 종래기술에 따른 분지관의 제작 공정을 구체적으로 보여주고 있는 도면이다.
도 4는 본 발명의 바람직한 일 실시 예에 따른 시스템 에어컨 설치용 유자(U)형 분지관을 하이드로 포밍 성형방법으로 제조하는 공정을 순차적으로 보여주고 있는 도면이다.
도 5는 도 4에서 도시하고 있는 하이드로 포밍 성형방법으로 제조된 유자(U)형 분지관의 형상을 보여주고 있는 도면이다.
도 6a 내지 도 6c는 도 4에서 도시하고 있는 하이드로 포밍 성형방법으로 유자(U)형 분지관을 성형하는 과정을 구체적으로 보여주고 있는 도면이다.
도 7은 본 발명의 바람직한 다른 실시 예에 따른 시스템 에어컨 설치용 유자(U)형 분지관을 하이드로 포밍 성형방법으로 제조하는 공정을 순차적으로 보여주고 있는 도면이다.
도 8은 도 4 또는 도 7에서 도시하고 있는 하이드로 포밍 성형방법으로 제조된 유자(U)형 분지관의 형성을 보여주고 있는 도면이다.
도 2는 도 1에서 사용되는 통상적인 분지관의 구성을 발췌하여 보여주고 있는 도면이다.
도 3의 (a), (b), (c)는 종래기술에 따른 분지관의 제작 공정을 구체적으로 보여주고 있는 도면이다.
도 4는 본 발명의 바람직한 일 실시 예에 따른 시스템 에어컨 설치용 유자(U)형 분지관을 하이드로 포밍 성형방법으로 제조하는 공정을 순차적으로 보여주고 있는 도면이다.
도 5는 도 4에서 도시하고 있는 하이드로 포밍 성형방법으로 제조된 유자(U)형 분지관의 형상을 보여주고 있는 도면이다.
도 6a 내지 도 6c는 도 4에서 도시하고 있는 하이드로 포밍 성형방법으로 유자(U)형 분지관을 성형하는 과정을 구체적으로 보여주고 있는 도면이다.
도 7은 본 발명의 바람직한 다른 실시 예에 따른 시스템 에어컨 설치용 유자(U)형 분지관을 하이드로 포밍 성형방법으로 제조하는 공정을 순차적으로 보여주고 있는 도면이다.
도 8은 도 4 또는 도 7에서 도시하고 있는 하이드로 포밍 성형방법으로 제조된 유자(U)형 분지관의 형성을 보여주고 있는 도면이다.
이하 본 발명의 실시 예를 첨부된 도면을 참조하여 설명하면 다음과 같다. 후술 될 상세한 설명에서는 상술한 기술적 과제를 이루기 위해 본 발명에 있어 대표적인 실시 예를 제시할 것이다. 그리고 본 발명으로 제시될 수 있는 다른 실시 예들은 본 발명의 구성에서 설명으로 대체한다.
도 4는 본 발명의 바람직한 일 실시 예에 따른 시스템 에어컨 설치용 유자(U)형 분지관을 하이드로 포밍 성형방법으로 제조하는 공정을 순차적으로 보여주고 있는 도면이며, 도 5는 상기 도 4에서 도시하고 있는 하이드로 포밍 성형방법으로 제조된 유자(U)형 분지관의 형상을 보여주고 있는 도면이다.
상기 도 4와 도 5를 참조하면, 본 발명에 따른 유자(U)형 분지관(110)은 하나의 파이프로 일체 성형된 진입연결관(112) 및 제1 배출연결관(114), 그리고 제2 배출연결관(118)을 포함하여 구성한다. 상기 진입연결관(112)은 시스템 에어컨 설치용(미 도시 함)의 작동으로 발생한 냉매를 진입시키는 관로로서 내부에는 냉매진입유로(112a)가 형성된다.
상기 제1 배출연결관(114)은 진입연결관(112)에서 일체 연장된 관으로서 내부에는 상기 진입연결관(112)의 냉매진입유로(112a)와 연결하여 통하는 냉매배출유로(116a)가 형성된다. 상기 냉매배출유로(116a)는 냉매진입유로(112a)로 진입된 냉매를 사용처로 공급하게 된다.
상기 진입연결관(112)과 제1 배출연결관(114) 사이에는 냉매배출관(116)이 일체로 연장 형성되며, 상기 냉매배출관(116)에는 제2 배출연결관(118)이 끼워진 상태에서 용접접합된다.
상기 제2 배출연결관(118)은 제1 배출연결관(114)과 같이 내부에 진입연결관(112)의 냉매진입유로(112a)와 연결하여 통하는 제2 냉매배출유로(118a)가 형성되어 냉매배출유로(116a)를 통해 제2 냉매진입유로(118a)로 진입된 냉매를 사용처로 공급하게 된다.
한편, 본 발명에서는 진입연결관(112)과 제1 배출연결관(114)을 하나의 관체인 동파이프를 이용하여 일체화로 성형한 상태에서 상기 진입연결관(112)과 제1 배출연결관(114) 사이에 유자(U) 형태의 냉매배출관(116)을 연장 형성하고, 상기 냉매배출관(116)에 제2 배출연결관(118)를 끼워넣어 용접접합함으로써 종래와 같은 형태의 유자(U)형 분지관의 본체에 진입연결관과 제 1,2 배출연결관을 끼워고 이들을 각각 용접하여 조립하지 않더라도 냉매를 사용처로 각각 공급할 수 있게 된다.
상기한 바와 같은 형상을 가지는 본 발명의 시스템 에어컨 설치용 유자(U)형 분지관을 성형하는 과정을 첨부된 도 4를 비롯하여 도 6a 내지 도 6d를 참조하여 구체적으로 설명하고자 한다..
상기 도 4를 참조하면, 본 발명에 따른 시스템 에어컨 설치용 유자(U)형 분지관을 성형하는 과정은 통상 동 재질의 파이프 소재를 입고한 다음, 상기 파이프를 U밴딩으로 성형한 다음, 이를 다시 하이드로 포밍 성형방법으로 T-성형한 후, 도 5에 도시한 냉매배출관(116)이 형성되는 지점의 끝부분을 절단하고, 면취한 다음, 상기 도 5에 도시한 진입연결관9112)과 제1 배출연결관(114)을 형성하는 부분을 축관 및 확관 가공을 실시한 후, 끝으로 도 5에 도시한 냉매배출관(116)과 제2 배출연결관(118)을 용접하는 과정으로 이루어진다.
이와 같이, 본 발명의 유자(U)형 분지관(110)에서 진입연결관(112)과 제1 배출연결관(114) 사이에 유자(U) 형태의 냉매배출관(116)을 성형하는 방법은 하이드로 포밍 성형방법을 이용하여 튜브 형태의 동파이프 내부에 유체를 이용한 높은 압력을 가하여 동파이프의 특정 부위가 부풀려지며 원하는 형상으로 성형하게 되는데, 이를 구체적으로 설명하면, 본 발명의 하이드로 포밍 성형방법은 도 6a 내지 도 6d에 도시한 바와 같이, 준비 단계(S1), 예압 단계(S2) 및 증압 단계(S3) 및 접합 단계(S4)로 이루어진다.
도 5a에 도시한 바와 같이, 준비 단계(S1)에서는 유자(U) 형태의 동파이프(150)를 금형틀(160) 내부에 삽입한 다음, 상기 동파이프(150)의 양단에 좌, 우측 엑츄얼 펀치(170,180)를 삽입하는 단계이다. 상기 동파이프(150)는 진입연결관(112)과 제1 배출연결관(114)의 소재가 되는 파이프로서 상기 동파이프(150)의 일측은 진입연결관(112)이 되고 상기 동파이프(150)의 타단은 제1 배출연결관(114)이 된다. 이때 상기 동파이프(150)는 유자(U) 형상을 하고 있는데, 이는 길다랗게 형성된, 즉 튜브 형태의 동파이프를 유자(U) 모양으로 U-밴딩 처리한 것이다.
도 5b는 예압 단계(S2)를 보여주고 있는 도면으로서, 상기 예압 단계(S2)는 전술한 준비 단계(S1)를 거쳐 동파이프(150)의 양단에 삽입된 좌, 우측 엑츄얼 펀치(170,180)로 유체를 공급하여 상기 동파이프(150)의 내부로 유체의 압력을 일정하게 행사하는 단계이다. 상기 좌, 우측 엑츄얼 펀치(170,180)는 내부에 형성된 유로(172,182)를 통해 외부에서 공급되는 유체를 동파이프(150)의 내부로 공급하여 유체의 압력을 행사하게 된다. 이때 상기 예압 단계(S2)의 압력은 0.3~0.5MPa 사이가 되도록 함이 바람직하다.
도 5c는 증압 단계(S3)를 보여주고 있는 도면으로서, 상기 증압 단계(S3)는 전술한 예압 단계(S2)를 거쳐 동파이프(150)의 내부로 유체의 압력을 일정하게 행사하는 과정에서 상기 좌, 우측 엑츄얼 펀치(170,180)를 각각 전진 이동시켜 동파이프(150)의 내부로 진입시킴과 동시에 상기 좌, 우측 엑츄얼 펀치(170,180)에 연결되어 있는 증압력원(174,184)을 통해 순간적으로 강한 압력의 유체를 공급하여 상기 동파이프(150)의 내부로 순간적으로 강한 압력을 행사하는 단계이다. 이때 상기 증압단계의 압력은 200~300MPa 사이가 되도록 함이 바람직하다.
상기 동파이프(150)로 순간적인 강한 압력이 전해지면 동파이프(150)는 외측으로 팽창하게 되는 데, 이때 상기 동파이프(150)는 외면을 감싸고 있는 금형틀(160)에 의해 팽창을 구속받게 되나, 상기 금형틀(160)에 구비된 성형코어(162)는 동파이프(150)를 감싸고 있지 않은 상태임에 따라 결과적으로 동파이프(150)로 강한 압력이 전해지면 성형코어(162)가 위치하는 곳의 동파이프(150)의 외면은 팽창하면서 성형코어(162)에 대응하는 형상으로 성형됨으로써, 결과적으로 동파이프(150)의 외면 중앙부에는 냉매배출관(116)이 일체로 성형된다. 상기 냉매배출관(116)이 형성되는 위치는 도 4에서 보는 바와 같이 진입연결관(112)과 제1 배출연결관(114)의 중간 지점이 된다.
한편, 전술한 증압 단계(S3)에서 보는 바와 같이(도 5c 참조) 좌, 우측 엑츄얼 펀치(170,180)에는 단차부(176,186)가 형성되는데, 상기 단차부(176,186)는 좌, 우측 엑츄얼 펀치(170,180)가 동파이프(150)의 내부(즉, 중심방향)로 진입하는 과정에서 상기 동파이프(150)의 양단부에 각각 밀착되며 동파이프(150)를 가압하게 되는데, 이때의 압력을 통해 상기 동파이프(150)는 그 두께가 일정하게 됨과 동시에 동파이프(150)의 외면에는 금형틀(160)에 형성되어 있는 성형코어(162)에 대응하는 형상의 냉매배출관(116)이 형성되도록 유도할 수 있다.
도 5d는 접합 단계(S4)를 보여주고 있는 도면으로서, 상기 접합 단계(S4)는 전술한 증압 단계(S3)를 거쳐 동파이프(50)의 외면 즉, 진입연결관(112)과 제1 배출연결관(114)의 사이에 냉매배출관(116)이 형성되고 나면, 상기 냉매배출관(116)에 제2 배출연결관(118)을 끼워넣은 상태에서 용접접합하여 본 발명의 유자(U)형 분지관(110)을 성형하게 된다. 즉, 상기와 같이 성형된 본 발명의 유자(U)형 분지관은 종래와 같이 유자(U) 형상의 분지관 본체를 사용할 필요없이 냉매를 사용처로 각각 공급할 수 있게 됨은 물론 3 Point의 용접 작업이 필요없게 된다.
한편, 본 발명에서는 시스템 에어컨 설치용 유자(U)형 분지관을 성형할 때, 도 4와 같이 동 파이프 소재를 U-밴딩 한 다음, 이를 하이드로 포밍 성형방법으로 T-성형(구체적으로는, 유자(U)형 분지관을 성형)하게 되는데, 도 7에서 도시하고 있는 바와 같이 먼저 동 파이프 소재를 위에서 제시한 하이드로 포밍 성형방법(바람직하게는, 도 6a 내지 도 6d에서 도시하고 있는 하이드로 포밍 성형방법)으로 T-성형한 다음에 이를 U-밴딩 성형한 후, 이를 다시 절단 단계, 면취 단계, 축관 및 확관 가공 단계, 용접 단계를 거쳐 유자(U)형 분지관을 성형할 수 있다.
또 한편으로, 본 발명에서는 도 8에 도시한 바와 같은 형상의 유자(U)형 분지관을 성형할 수 있는데, 상기 유자(U)형 분지관은 위에서 언급한 제조방법, 구체적으로는 도 4와 도 7에서 도시하고 있는 성형방법으로 도 8에 도시한 유자(U)형 분지관을 성형할 수 있다.
110: 분지관 112: 진입연결관
114: 제1 배출연결관 116: 냉매배출관
118: 제2 배출연결관 150: 동파이프
160: 금형틀 162: 성형코어
170: 좌측 엑츄얼 펀치 180: 우측 엑츄얼 펀치
114: 제1 배출연결관 116: 냉매배출관
118: 제2 배출연결관 150: 동파이프
160: 금형틀 162: 성형코어
170: 좌측 엑츄얼 펀치 180: 우측 엑츄얼 펀치
Claims (2)
- 통상의 시스템 에어컨의 작동으로 발생하는 냉매를 진입시키는 관로에 해당하는 진입연결관(112)과, 상기 진입연결관(112)과 연결되어 냉매를 사용처로 공급하는 제1 배출연결관(114)과, 상기 진입연결관(112) 및 제1 배출연결관(114) 사이에 연결되어 냉매를 사용처로 공급하는 냉매배출관(116)으로 구성된 통상의 유자(U)형 분지관(110)을 성형하는 방법에 있어서,
통상의 U-밴딩 작업으로 유자(U) 모양으로 밴딩된 동파이프(150)를 금형틀(160)에 끼워넣은 다음, 상기 동파이프(150)의 양단으로 좌, 우측 엑츄얼 펀치(170,180)를 삽입시키는 준비 단계(S1)와;
상기 준비 단계(S1)를 거쳐 상기 동파이프(150)의 양단에 삽입된 좌, 우측 엑츄얼 펀치(170,180)의 내부에 형성된 유로(172,182)를 통해 외부에서 공급되는 유체를 상기 동파이프(150)의 내부로 공급하여 상기 동파이프(150)의 내부로 0.3~0.5MPa의 압력을 일정하게 가압하는 예압 단계(S2)와;
상기 예압 단계(S2)를 거쳐 상기 좌, 우측 엑츄얼 펀치(170,180)를 각각 전진 이동시켜 상기 동파이프(150)의 내부로 진입시킴과 동시에 상기 좌, 우측 엑츄얼 펀치(170,180)에 연결되어 있는 증압력원(174,184)을 통해 상기 좌, 우측 엑츄얼 펀치(170,180)로 200~300MPa 압력의 유체를 공급하여 상기 동파이프(150)의 외면을 팽창시켜 상기 금형틀(160)에 구비되어 있는 성형코어(162)에 대응하는 형상의 냉매배출관(116)을 일체 성형하되, 상기 좌, 우측 엑츄얼 펀치(170, 180)에는 단차부(176,186)가 형성되고, 상기 단차부(176, 186)는 상기 좌, 우측 엑츄얼 펀치(170,180)가 상기 동파이프(150) 내부로 진입하고 나면 상기 동파이프(150)의 양 단부에 각각 밀착되며 상기 동파이프(150)를 가압하도록 하여 상기 동파이프(150)의 두께를 일정하게 하면서 상기 동파이프(150)에 성형코어(162)에 대응하는 형상의 냉매배출관(116)이 형성되도록 하는 증압 단계(S3)와;
상기 증압 단계(S3)에서 형성된 상기 냉매배출관(116)에 제2 배출연결관(118)을 끼워넣은 상태에서 용접접합하는 접합 단계(S4)로 이루어지는 것을 특징으로 하는 하이드로 성형방법을 활용한 공기조화기 설치용 유자(U)형 분지관의 성형 방법.
- 상기 제1항의 방법으로 성형된 공기조화기 설치용 유자(U)형 분지관.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150151460A KR20170051632A (ko) | 2015-10-30 | 2015-10-30 | 하이드로 성형방법을 활용한 시스템 에어컨 설치용 유자(u)형 분지관의 성형 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150151460A KR20170051632A (ko) | 2015-10-30 | 2015-10-30 | 하이드로 성형방법을 활용한 시스템 에어컨 설치용 유자(u)형 분지관의 성형 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170051632A true KR20170051632A (ko) | 2017-05-12 |
Family
ID=58740190
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150151460A KR20170051632A (ko) | 2015-10-30 | 2015-10-30 | 하이드로 성형방법을 활용한 시스템 에어컨 설치용 유자(u)형 분지관의 성형 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170051632A (ko) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110220266A (zh) * | 2019-05-27 | 2019-09-10 | 汪吉平 | 一种用于中央空调水系统防漏水自动补水装置 |
| KR102222743B1 (ko) * | 2020-07-29 | 2021-03-04 | 주식회사 우성테크원 | 시스템 에어컨용 분지관 제조방법 |
| KR102222735B1 (ko) * | 2020-07-29 | 2021-03-04 | 주식회사 우성테크원 | 시스템 에어컨용 분지관 제조방법 |
| KR20210059846A (ko) | 2019-11-15 | 2021-05-26 | 한국생산기술연구원 | 자성경화 겔을 포함하는 유연한 균일 가압 성형장치 |
| KR102404444B1 (ko) * | 2021-09-07 | 2022-06-02 | 주식회사 우성테크원 | 시스템 에어컨용 분지관 제조방법 |
| KR20240031546A (ko) | 2022-08-31 | 2024-03-08 | 한국생산기술연구원 | 가변형 유연소재를 이용한 복합소재 성형장치 |
| WO2024077737A1 (zh) * | 2022-10-14 | 2024-04-18 | 含山瑞可金属有限公司 | 大规格分歧管 |
-
2015
- 2015-10-30 KR KR1020150151460A patent/KR20170051632A/ko not_active Application Discontinuation
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110220266A (zh) * | 2019-05-27 | 2019-09-10 | 汪吉平 | 一种用于中央空调水系统防漏水自动补水装置 |
| CN110220266B (zh) * | 2019-05-27 | 2021-01-29 | 马鞍山市博浪热能科技有限公司 | 一种用于中央空调水系统防漏水自动补水装置 |
| KR20210059846A (ko) | 2019-11-15 | 2021-05-26 | 한국생산기술연구원 | 자성경화 겔을 포함하는 유연한 균일 가압 성형장치 |
| KR102222743B1 (ko) * | 2020-07-29 | 2021-03-04 | 주식회사 우성테크원 | 시스템 에어컨용 분지관 제조방법 |
| KR102222735B1 (ko) * | 2020-07-29 | 2021-03-04 | 주식회사 우성테크원 | 시스템 에어컨용 분지관 제조방법 |
| KR102404444B1 (ko) * | 2021-09-07 | 2022-06-02 | 주식회사 우성테크원 | 시스템 에어컨용 분지관 제조방법 |
| KR20240031546A (ko) | 2022-08-31 | 2024-03-08 | 한국생산기술연구원 | 가변형 유연소재를 이용한 복합소재 성형장치 |
| WO2024077737A1 (zh) * | 2022-10-14 | 2024-04-18 | 含山瑞可金属有限公司 | 大规格分歧管 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170051632A (ko) | 하이드로 성형방법을 활용한 시스템 에어컨 설치용 유자(u)형 분지관의 성형 방법 | |
| KR20140134356A (ko) | 하이드로 성형방법을 활용한 에어컨 설치용 분지관 성형 방법 및 상기 방법으로 성형된 분지관 | |
| EP2362934B1 (en) | Heat exchanger with an improved connector for an air conditioning circuit of a motor vehicle | |
| KR100611330B1 (ko) | 시스템에어컨용 와이 분지관의 제조방법 및 그 와이 분지관 | |
| US20220134407A1 (en) | Check valve, air-conditioning apparatus, and method of manufacturing check valve | |
| JP2007010199A (ja) | 多孔管及び多孔管の製造方法 | |
| CN210733319U (zh) | 一种有衬里消防水带的热粘合夹具 | |
| CN105562530A (zh) | 空调管端面密封压板镦接成型模具 | |
| KR101767897B1 (ko) | 인발을 통한 시스템 에어컨용 와이 분지관 제조 방법 | |
| JP2011031579A (ja) | 樹脂チューブの拡管部形成方法 | |
| KR20140112751A (ko) | 차량용 공조장치의 머플러 제조방법 및 그 머플러 | |
| KR101621498B1 (ko) | 공기 조화기의 증발기용 파이프 및 그 파이프의 제조 방법 | |
| CN104482693B (zh) | 分液器及其生产方法 | |
| KR101149731B1 (ko) | 하이드로 포밍장치 | |
| KR20110063142A (ko) | 열교환기용 파이프 제작방법 | |
| KR101155348B1 (ko) | 냉난방 시스템용 분기배관 제조장치 | |
| CN101663547A (zh) | 分支管装置 | |
| KR102145366B1 (ko) | 시스템 에어컨용 분지관 및 그 용접방법 | |
| KR100902152B1 (ko) | 유체 쇼크 또는 기계적 쇼크 완화용 용기 및 그 제조방법 | |
| KR101694670B1 (ko) | 열교환기용 입출구파이프 연결부재 | |
| KR101694671B1 (ko) | 입출구파이프를 포함한 열교환기 제조방법 | |
| KR20020039251A (ko) | 열교환기 슬리이브단 확장장치 | |
| KR20120007799A (ko) | 이중관의 연결구조 | |
| JP5124104B2 (ja) | 配管部材の製造方法 | |
| KR100825263B1 (ko) | 에어컨 컴프레서용 머플러의 제조공정 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application | ||
| J201 | Request for trial against refusal decision | ||
| J301 | Trial decision |
Free format text: TRIAL NUMBER: 2017101004022; TRIAL DECISION FOR APPEAL AGAINST DECISION TO DECLINE REFUSAL REQUESTED 20170822 Effective date: 20190321 |