KR20160129700A - 접합 기판의 분할 방법 및 분할 장치 - Google Patents
접합 기판의 분할 방법 및 분할 장치 Download PDFInfo
- Publication number
- KR20160129700A KR20160129700A KR1020160002981A KR20160002981A KR20160129700A KR 20160129700 A KR20160129700 A KR 20160129700A KR 1020160002981 A KR1020160002981 A KR 1020160002981A KR 20160002981 A KR20160002981 A KR 20160002981A KR 20160129700 A KR20160129700 A KR 20160129700A
- Authority
- KR
- South Korea
- Prior art keywords
- bonded substrate
- main surface
- substrate
- predetermined
- adhesive layer
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/22—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising
- B28D1/225—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising for scoring or breaking, e.g. tiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/22—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/02—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by rotary tools, e.g. drills
- B28D5/022—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by rotary tools, e.g. drills by cutting with discs or wheels
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/70—Manufacture or treatment of devices consisting of a plurality of solid state components formed in or on a common substrate or of parts thereof; Manufacture of integrated circuit devices or of parts thereof
- H01L21/71—Manufacture of specific parts of devices defined in group H01L21/70
- H01L21/76—Making of isolation regions between components
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/70—Manufacture or treatment of devices consisting of a plurality of solid state components formed in or on a common substrate or of parts thereof; Manufacture of integrated circuit devices or of parts thereof
- H01L21/77—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate
- H01L21/78—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate with subsequent division of the substrate into plural individual devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/74—Apparatus for manufacturing arrangements for connecting or disconnecting semiconductor or solid-state bodies
- H01L24/799—Apparatus for disconnecting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/98—Methods for disconnecting semiconductor or solid-state bodies
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/80001—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected by connecting a bonding area directly to another bonding area, i.e. connectorless bonding, e.g. bumpless bonding
- H01L2224/80052—Detaching bonding areas, e.g. after testing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Computer Hardware Design (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Physics & Mathematics (AREA)
- Dicing (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Abstract
(과제) 실리콘 기판과 유리 기판을 접착층으로 접합하여 이루어지는 접합 기판을 적합하게 분할할 수 있는 방법 및 분할 장치를 제공한다.
(해결 수단) 접합 기판을 소정의 분할 예정 위치에 있어서 분할하는 방법이, 유리 기판의 일주면(一主面)에 있어서의 분할 예정 위치에, 소정의 스크라이브 툴에 의해 스크라이브 라인을 형성하는 스크라이브 라인 형성 공정(유닛)과, 실리콘 기판의 일주면에 있어서의 분할 예정 위치에 있어서, 실리콘 기판의 일주면으로부터 접착층의 도중까지에 걸쳐 소정의 홈부 형성 수단으로 홈부를 형성하는 다이싱 홈 형성 공정(유닛)과, 스크라이브 라인과 홈부가 형성되어 이루어지는 접합 기판을, 스크라이브 라인과 홈부와의 사이에서 브레이크하는 브레이크 공정(유닛)을 구비하도록 했다.
(해결 수단) 접합 기판을 소정의 분할 예정 위치에 있어서 분할하는 방법이, 유리 기판의 일주면(一主面)에 있어서의 분할 예정 위치에, 소정의 스크라이브 툴에 의해 스크라이브 라인을 형성하는 스크라이브 라인 형성 공정(유닛)과, 실리콘 기판의 일주면에 있어서의 분할 예정 위치에 있어서, 실리콘 기판의 일주면으로부터 접착층의 도중까지에 걸쳐 소정의 홈부 형성 수단으로 홈부를 형성하는 다이싱 홈 형성 공정(유닛)과, 스크라이브 라인과 홈부가 형성되어 이루어지는 접합 기판을, 스크라이브 라인과 홈부와의 사이에서 브레이크하는 브레이크 공정(유닛)을 구비하도록 했다.
Description
본 발명은, 실리콘 기판과 유리 기판을 접착층으로 접합하여 이루어지는 기판의 분할 방법 및 분할 장치에 관한 것이다.
실리콘 기판은 반도체 소자(반도체 칩)용의 기판으로서 널리 이용되지만, 기판의 복합화 그 외의 목적으로, 실리콘 기판과 유리 기판을 접착층(접착제)으로 접합하여 이루어지는(접착시켜 이루어지는) 접합 기판이 이용되는 경우가 있다. 또한, 실리콘 기판을 이용한 반도체 소자의 제조 프로세스에 있어서는 통상, 다수개의 소자 패턴을 2차원적으로 형성하여 이루어지는 모기판(mother substrate)인 실리콘 기판을 다이서(dicer)에 의한 다이싱(dicing)에 의해 분할하여 개개의 칩을 얻는다는 수법이 채용되지만, 모기판으로서 전술한 실리콘 기판과 유리 기판과의 접합 기판을 이용하는 경우도, 동일한 순서가 채용된다.
또한, 취성 재료 기판(brittle material substrate)의 주면(主面)에 열경화성 수지를 부착시켜 이루어지는 수지 부착 취성 재료 기판을 분할하는 수법도 이미 공지이다(예를 들면, 특허문헌 1 참조).
실리콘 기판과 유리 기판을 접착층으로 접합하여 이루어지는 접합 기판을 다이서에 의해 분할하는 경우, 유리 기판의 성질상, 가공 속도를 높이는 것이 곤란하고, 또한, 유리 기판에 칩핑(chipping)(이빠짐)이 발생하기 쉽기 때문에, 생산성이 나쁘다는 문제가 있다. 또한, 레진 블레이드 등, 특수한 다이싱 블레이드를 이용할 필요가 있지만, 마모가 빨라, 고비용의 요인이 되고 있다는 문제도 있다. 나아가서는, 다이싱시에 냉각 등의 목적으로 사용하는 물이, 접착층과 유리와의 사이에 침입하기 쉽다는 문제도 있다.
본 발명은, 상기 과제를 감안하여 이루어진 것으로, 실리콘 기판과 유리 기판을 접착층으로 접합하여 이루어지는 접합 기판을 적합하게 분할할 수 있는 방법을 제공하는 것을 목적으로 한다.
상기 과제를 해결하기 위해, 청구항 1의 발명은, 실리콘 기판과 유리 기판을 접착층으로 접합하여 이루어지는 접합 기판을 소정의 분할 예정 위치에 있어서 분할하는 방법으로서, 상기 접합 기판의 한쪽 주면을 이루는 상기 유리 기판의 일주면(一主面)에 있어서의 상기 분할 예정 위치에, 소정의 스크라이브 툴(scribing tool)에 의해 스크라이브 라인(scribing line)을 형성하는 스크라이브 라인 형성 공정과, 상기 접합 기판의 다른 한쪽 주면을 이루는 상기 실리콘 기판의 일주면에 있어서의 상기 분할 예정 위치에 있어서, 상기 실리콘 기판의 상기 일주면으로부터 상기 접착층의 도중까지에 걸쳐 소정의 홈부 형성 수단으로 홈부를 형성하는 다이싱 홈 형성 공정과, 상기 스크라이브 라인과 상기 홈부가 형성되어 이루어지는 상기 접합 기판을, 상기 스크라이브 라인과 상기 홈부와의 사이에서 브레이크하는 브레이크 공정을 구비하는 것을 특징으로 한다.
청구항 2의 발명은, 청구항 1에 기재된 접합 기판의 분할 방법으로서, 상기 브레이크 공정에 있어서는, 상기 접합 기판을, 상기 실리콘 기판의 측이 최상부가 되고, 상기 유리 기판의 측이 최하부가 되도록, 탄성체로 이루어지는 지지부의 상면에 올려놓은 상태에서, 상기 실리콘 기판의 상방으로부터 상기 분할 예정 위치에 대하여 브레이크 날을 맞닿음시켜, 추가로 압하함으로써, 상기 접합 기판을 분단(dividing)하는 것을 특징으로 한다.
청구항 3의 발명은, 청구항 2에 기재된 접합 기판의 분할 방법으로서, 상기 브레이크 공정에 있어서는, 상기 브레이크 날을 상기 홈부의 저부(底部)에 맞닿음시킨 후에 추가로 압하함으로써, 상기 브레이크 날에 의해 상기 접착층을 잘라가르면서 상기 스크라이브 라인으로부터 수직 크랙을 신전(extension)시킴으로써 상기 접합 기판을 분단하는 것을 특징으로 한다.
청구항 4의 발명은, 청구항 2에 기재된 접합 기판의 분할 방법으로서, 상기 브레이크 공정에 있어서는, 상기 브레이크 날의 날끝 측면을 상기 실리콘 기판의 상기 일주면에 있어서의 상기 홈부의 개구 단부에 맞닿음시킨 후에 추가로 압하함으로써, 상기 접착층을 갈라놓음과 함께 상기 스크라이브 라인으로부터 수직 크랙을 신전시킴으로써 상기 접합 기판을 분단하는 것을 특징으로 한다.
청구항 5의 발명은, 청구항 1 내지 청구항 4 중 어느 것에 기재된 접합 기판의 분할 방법으로서, 상기 소정의 스크라이브 툴이 스크라이빙 휠인 것을 특징으로 한다.
청구항 6의 발명은, 청구항 1 내지 청구항 5 중 어느 것에 기재된 접합 기판의 분할 방법으로서, 상기 소정의 홈부 형성 수단이 다이서인 것을 특징으로 한다.
청구항 7의 발명은, 실리콘 기판과 유리 기판을 접착층으로 접합하여 이루어지는 접합 기판을 소정의 분할 예정 위치에 있어서 분할하는 분할 장치로서, 상기 접합 기판의 한쪽 주면을 이루는 상기 유리 기판의 일주면에 있어서의 상기 분할 예정 위치에, 소정의 스크라이브 툴에 의해 스크라이브 라인을 형성하는 스크라이브 라인 형성 유닛(소위 스크라이버)과, 상기 접합 기판의 다른 한쪽 주면을 이루는 상기 실리콘 기판의 일주면에 있어서의 상기 분할 예정 위치에 있어서, 상기 실리콘 기판의 상기 일주면으로부터 상기 접착층의 도중까지에 걸쳐 소정의 홈부 형성 수단으로 홈부를 형성하는 다이싱 홈 형성 유닛(소위 다이서)과, 상기 스크라이브 라인과 상기 홈부가 형성되어 이루어지는 상기 접합 기판을, 상기 스크라이브 라인과 상기 홈부와의 사이에서 브레이크하는 브레이크 유닛(소위 브레이커)을 구비하는 것을 특징으로 한다.
청구항 1 내지 청구항 7의 발명에 의하면, 실리콘 기판과 유리 기판을 접착층으로 접합하여 이루어지는 접합 기판을 적합하게 분할할 수 있다.
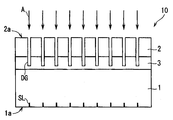
도 1은 접합 기판(10)의 구성을 개략적으로 나타내는 단면도이다.
도 2는 접합 기판(10)을 분할 예정 위치(A)에서 분할하는 순서에 대해서 설명하는 도면이다.
도 3은 스크라이브 라인(SL)의 형성을 설명하기 위한 도면이다.
도 4는 다이싱 홈(DG)의 형성(형성 중의 상태)을 설명하기 위한 도면이다.
도 5는 다이싱 홈(DG)의 형성(형성 후의 상태)을 설명하기 위한 도면이다.
도 6은 땜납 볼(SB)이 형성된 후의 접합 기판(10)을 예시하는 도면이다.
도 7은 브레이크 장치(300)를 이용하여 접합 기판(10)을 브레이크하는 모양을 개략적으로 나타내는 도면이다.
도 8은 제1 브레이크 수법을 나타내기 위한 도면이다.
도 9는 제2 브레이크 수법을 나타내기 위한 도면이다.
도 2는 접합 기판(10)을 분할 예정 위치(A)에서 분할하는 순서에 대해서 설명하는 도면이다.
도 3은 스크라이브 라인(SL)의 형성을 설명하기 위한 도면이다.
도 4는 다이싱 홈(DG)의 형성(형성 중의 상태)을 설명하기 위한 도면이다.
도 5는 다이싱 홈(DG)의 형성(형성 후의 상태)을 설명하기 위한 도면이다.
도 6은 땜납 볼(SB)이 형성된 후의 접합 기판(10)을 예시하는 도면이다.
도 7은 브레이크 장치(300)를 이용하여 접합 기판(10)을 브레이크하는 모양을 개략적으로 나타내는 도면이다.
도 8은 제1 브레이크 수법을 나타내기 위한 도면이다.
도 9는 제2 브레이크 수법을 나타내기 위한 도면이다.
(발명을 실시하기 위한 형태)
<접합 기판>
도 1은, 본 실시 형태에 있어서 분할의 대상으로 여겨지는 접합 기판(10)의 구성을 개략적으로 나타내는 단면도이다. 본 실시 형태에 있어서, 접합 기판(10)이란, 유리 기판(1)과 실리콘 기판(2)을 접착층(3)에 의해 접착함으로써 접합하여, 전체적으로 하나의 기판으로서 이루어지는 것이다.
접합 기판(10)은, 분할을 행하는 위치로서 미리 정해져 이루어지는 분할 예정 위치(A)에 있어서 후술하는 수법에 의해 두께 방향을 따라 분단됨으로써 분할된다. 분할 예정 위치(A)는, 접합 기판(10)의 주면을 따라 선상(예를 들면 직선상)으로 규정된다. 도 1에 있어서는, 도면에 수직인 방향으로 분할 예정 위치(A)가 정해져 이루어지는 경우를 예시하고 있다. 또한, 도 1에 있어서는 접합 기판(10)의 양 주면인 유리 기판(1)의 주면(1a)과 실리콘 기판(2)의 주면(2a)과의 쌍방에 분할 예정 위치(A)를 나타내고 있지만, 당연히, 접합 기판(10)의 주면을 평면에서(평면을 투과하여) 본 경우에 있어서 각각의 주면에 있어서의 분할 예정 위치(A)는 동일하다. 환언하면, 한쪽 주면에 있어서의 분할 예정 위치(A)를 접합 기판(10)의 두께 방향으로 평행 이동시키면 다른 한쪽 주면에 있어서의 분할 예정 위치(A)와 일치한다.
도 1에 있어서는 도시를 생략하고 있지만, 하나의 접합 기판(10)에 대하여 복수의 분할 예정 위치(A)가 정해져 있어도 좋고, 예를 들면, 격자 형상으로 분할 예정 위치(A)가 정해져 이루어지는 실시 형태라도 좋다. 복수의 분할 예정 위치(A)가 정해지는 경우에 있어서, 개개의 분할 예정 위치(A)끼리의 간격은, 후술하는 순서로의 분할이 적합하게 행해지는 범위에서, 적절하게 정해져도 좋다.
도 1에는 또한, 분할시에 있어서 실제로 분단이 진행할 예정의 위치인 분단 진행 예정 위치(B)도 나타내고 있다. 분단 진행 예정 위치(B)는, 접합 기판(10)의 양 주면인 유리 기판(1)의 주면(1a)과 실리콘 기판(2)의 주면(2a)의 각각에 있어서의 분할 예정 위치(A)의 사이의, 두께 방향을 따르는 면으로서 관념된다. 도 1에 예시하는 경우에 있어서는, 분단 진행 예정 위치(B)는 도면에서 보았을 때 수직인 방향으로 연재(extend)하여 이루어진다.
유리 기판(1)의 재질로서는, 붕규산 유리, 무알칼리 유리, 소다 유리 등의 알칼리 유리 등과 같은 여러 가지의 유리가 예시된다. 접착층(3)의 재질로서는, 열경화형 에폭시 수지 등이 예시된다.
유리 기판(1), 실리콘 기판(2) 및, 접착층(3)의 두께, 나아가서는 접합 기판(10)의 총 두께는, 후술하는 수법으로 접합 기판(10)을 분할할 때에 있어서 분할을 적합하게 행할 수 있는 한에 있어서 특단의 제한은 없지만, 각각, 100㎛∼1000㎛, 50㎛∼1000㎛, 10㎛∼200㎛, 150㎛∼1500㎛라는 범위가 예시된다. 또한, 접합 기판의 평면 사이즈에 대해서도 특단의 제한은 없지만, 세로 1∼3㎜ 정도×가로 1∼3㎜ 정도라는 범위가 예시된다.
또한, 도 1에 있어서는, 실리콘 기판(2)의 한쪽 주면으로서, 접착층(3)과의 인접면과는 반대측의 주면인, 도면에서 보았을 때 상면측의 주면(2a)에, 상부층(4)이 형성되어 이루어지는 경우를 예시하고 있다. 도 1(a)는, 실리콘 기판(2)의 주면(2a) 중, 분할 예정 위치(A)의 근방 영역이 비형성 영역(RE)으로 여겨지는 경우의 상부층(4)의 형성 상태를 예시하고 있고, 도 1(b)는, 주면(2a)의 전면(全面)에 상부층(4)이 형성되는 경우의 형성 상태를 예시하고 있다.
또한, 도 1에 있어서는 간단함을 위해, 상부층(4)은 단일의 층인 것과 같이 도시되어 있지만, 상부층(4)은, 단일층이라도 좋고, 동질 혹은 상이한 재질의 복수의 층으로 구성되어 있어도 좋다. 상부층(4)의 구성 재료로서는, 여러 가지의 금속층, 세라믹스층, 반도체층, 어모퍼스층(amorphous layer), 수지층 등, 여러 가지의 재질의 것이 예시된다.
단, 본 실시 형태에 따른 분할 수법으로 접합 기판(10)을 분할할 때에 있어서, 상부층(4)의 존재는 필수는 아니다. 그렇기 때문에, 이후의 설명에 있어서는, 상부층(4)이 형성되어 이루어지는 경우에 대해서도, 실리콘 기판(2)과 상부층(4)을 단순히 실리콘 기판(2)으로 총칭하는 경우가 있고, 또한, 엄밀하게 말하면 상부층(4)의 상면을 이루고 있는 면을 실리콘 기판(2)의 주면(2a)이라고 칭하는 경우가 있다.
<분할의 순서>
다음으로, 전술한 구성을 갖는 접합 기판(10)을 분할 예정 위치(A)에서 분할하는 순서에 대해서 설명한다. 도 2는, 이러한 분할의 순서를 나타내는 도면이다.
우선, 도 1에 예시한 바와 같은 접합 기판(10)을 준비한다(스텝 S1). 즉, 유리 기판(1)과 실리콘 기판(2)이 접착층(3)에 의해 접합되어 이루어지고, 또한, 분할 예정 위치(A)가 정해진 접합 기판(10)을 준비한다.
그리고, 준비한 접합 기판(10)의 유리 기판(1)측의 분할 예정 위치(A)에 있어서, 스크라이브 라인(SL)(도 3)을 형성한다(스텝 S2). 도 3은, 이러한 스크라이브 라인(SL)의 형성을 설명하기 위한 도면이다. 또한, 도 3에 있어서는, 각각이 도면에 수직인 방향으로 직선상으로 연재하는 복수의 분할 예정 위치(A)가 설정되어 이루어지는 경우를 예시하고 있다(도 4∼도 7에 있어서도 동일함).
스크라이브 라인(SL)은, 후술하는 공정에 있어서 크랙(수직 크랙) 신전의 기점이 되는 부위이다. 스크라이브 라인(SL)의 형성은, 도 3(a)에 나타내는 바와 같이, 유리 기판(1)이 최상부가 되고, 실리콘 기판(2)이 최하부가 되는 수평 자세로 접합 기판(10)을 지지(holding)하여 행한다. 그때, 접합 기판(10)은 직접적으로 스테이지에 지지하도록 해도 좋고, 이를 대신하여, 실리콘 기판(2)의 주면(2a)측을 예를 들면 다이싱 링 등의 환상(環狀)의 지지 부재에 길게 설치하여 지지시킨 다이싱 테이프 등의 지지 테이프에 접착하고, 그들 지지 부재 및 지지 테이프마다 접합 기판(10)을 스테이지에 지지하는 형태라도 좋다.
개략적으로 말하면, 스크라이브 라인(SL)의 형성은, 소정의 스크라이브 툴을 구비하는 도시하지 않는 공지의 스크라이브 장치의 스테이지에 접합 기판(10)을 당해 자세로 지지한 상태에서, 당해 스크라이브 툴을 유리 기판(1)의 주면(1a)에 있어서 분할 예정 위치(A)에 대하여 상대적으로 이동시킴으로써 행한다.
도 3(b)에 있어서는, 스크라이브 툴로서 공지의 스크라이빙 휠(101)을 이용하여 스크라이브 라인(SL)을 형성하는 모양을 나타내고 있다. 스크라이빙 휠(101)은, 2개의 원추대를 각각의 하저면(큰 쪽의 저면)측에서 접속한 바와 같은 형상을 갖고 이루어지는 원반 형상(주판 구슬 형상)을 이루고 있음과 함께 그 외주 부분이 날끝으로 되어 있는 툴이다. 스크라이브 라인(SL)은, 이러한 스크라이빙 휠(101)이(보다 상세하게는 그 날끝이) 유리 기판(1)의 주면(1a)에 있어서 분할 예정 위치(A)를 따라 압접 전동(rolling)됨으로써 형성된다. 또한, 날끝은 스크라이빙 휠(101)의 전체 둘레에 걸쳐 동일해도 좋고, 주기적으로 오목부를 갖는 형태라도 좋다.
도 3(b)에 있어서 화살표 AR1 및 AR2로 나타내는 바와 같이, 개개의 분할 예정 위치(A)에 대하여 순차로 스크라이빙 휠(101)이 압접 전동되어 스크라이브 라인(SL)이 형성되고, 최종적으로는, 도 3(c)에 나타내는 바와 같이 모든 분할 예정 위치(A)에 있어서 스크라이브 라인(SL)이 형성된다. 또한, 이러한 스크라이브 라인(SL)의 형성에 수반하여, 스크라이브 라인(SL)으로부터 유리 기판(1)의 두께 방향으로 수직 크랙이 신전하는 형태라도 좋다.
또한, 스크라이브 툴로서, 공지의 다이아몬드 포인트 그 외를 이용하는 형태라도 좋다.
유리 기판(1)측의 분할 예정 위치에 대하여 스크라이브 라인(SL)이 형성되면, 계속해서, 접합 기판(10)의 실리콘 기판(2)측의 분할 예정 위치(A)에 있어서 다이싱을 행하고, 다이싱 홈(DG)(도 4)을 형성한다(스텝 S3). 도 4 및 도 5는, 이러한 다이싱 홈(DG)의 형성을 설명하기 위한 도면이다. 다이싱 홈(DG)은, 홈부로서 형성되고, 후술하는 공정에 있어서 브레이크의 기점이 된다.
다이싱 홈(DG)의 형성은, 도 4(a)에 나타내는 바와 같이, 실리콘 기판(2)이 최상부가 되고, 유리 기판(1)이 최하부가 되는 수평 자세로 접합 기판(10)을 지지하여 행한다. 즉, 스크라이브 라인(SL) 형성시와는 반전시킨 자세로 접합 기판(10)을 지지함으로써 행한다. 그때, 접합 기판(10)은 직접 스테이지에 지지하도록 해도 좋고, 이를 대신하여, 유리 기판(1)의 주면(1a)측을 예를 들면 다이싱 링 등의 환상의 지지 부재에 길게 설치하여 지지시킨 다이싱 테이프 등의 지지 테이프에 접착하여, 그들 지지 부재 및 지지 테이프마다 접합 기판(10)을 스테이지에 지지하는 형태라도 좋다.
도 4(b)에 나타내는 바와 같이, 다이싱 홈(DG)은, 실리콘 기판(2)을 관통하여 접착층(3)에까지 도달하는 홈부로서 형성된다. 환언하면, 다이싱 홈(DG)은, 그 깊이 h가, 실리콘 기판(2)의 두께보다도 크고, 실리콘 기판(2)과 접착층(3)의 두께의 총합보다도 작아지도록 형성된다. 또한, 상세는 후술하지만, 다이싱 홈(DG)의 사이즈(깊이 h, 폭 w)와, 다이싱 홈(DG)의 저부(DG1)와 접착층(3)과의 거리 d는, 접착층(3)의 재질에 따라서 선택되는, 후술하는 브레이크 공정에 있어서의 브레이크 수법에 따라서 정해진다.
개략적으로 말하면, 다이싱 홈(DG)의 형성은, 소정의 다이싱 수단을 구비하는 도시하지 않는 공지의 다이싱 장치(다이서)의 스테이지에 접합 기판(10)을 당해 자세로 지지한 상태에서, 실리콘 기판(2)의 주면(2a)측의 분할 예정 위치(A)에 있어서 두께 방향 및 폭 방향의 소정 범위를 다이싱 수단에 의해 절삭함으로써 이루어진다.
도 4(b) 및 도 4(c)에 있어서는, 다이싱 수단으로서 공지의 다이싱 블레이드(201)를 구비한 다이서를 이용하여 다이싱 홈(DG)을 형성하는 모양을 나타내고 있다. 다이싱 블레이드(201)는, 원판 형상(원환 형상)을 이루고 있음과 함께 그 외주 부분이 날끝으로 되어 있는 툴이다. 다이싱 블레이드(201)를 이용하여 다이싱 홈(DG)을 형성하는 경우는, 우선, 이러한 다이싱 블레이드(201)를 그 주면이 연직면과 평행이 되는 자세로 연직면 내에서 회전시키면서, 그 날끝 부분이 형성하고자 하는 다이싱 홈(DG)의 깊이 h에 따른 목표 깊이 위치에 도달할 때까지, 도 4(b)에 있어서 화살표 AR3으로 나타내는 바와 같이, 나아가서는 도 4(c)에 있어서 화살표 AR4로 나타내는 바와 같이 하강시킨다. 그리고, 날끝 부분이 목표 깊이 위치에 도달하면, 당해 회전 상태를 유지하면서 분할 예정 위치(A)를 따라(즉 분단 진행 예정 위치(B)를 따라) 다이싱 블레이드(201)가 접합 기판(10)에 대하여 상대 이동됨으로써, 다이싱 홈(DG)이 형성된다.
도 4(b)에 있어서 화살표 AR5 및 AR6으로 나타내는 바와 같이, 혹은 도 4(c)에 있어서 화살표 AR7 및 AR8로 나타내는 바와 같이, 개개의 분할 예정 위치(A)에 대하여 순차로 다이싱 블레이드(201)가 이동되어 다이싱 홈(DG)이 형성되면, 최종적으로는, 도 5에 나타내는 바와 같이 모든 분할 예정 위치(A)에 있어서 다이싱 홈(DG)이 형성된다.
다이싱 홈(DG)이 형성되면, 접합 기판(10)은, 모든 분할 예정 위치(A)에 있어서, 한쪽 주면측에 스크라이브 라인(SL)이 형성되어 있고, 다른 한쪽 주면측에 다이싱 홈(DG)이 형성된 상태가, 실현된 것으로 되어 있다.
이러한 상태가 실현된 접합 기판(10)은, 다음의 브레이크 공정을 실시 가능한 것으로 되어 있지만, 접합 기판(10)의 종류에 따라서는, 보다 상세하게는, 당해 접합 기판(10)을 분할함으로써 얻어지는 칩의 종류에 따라서는, 이러한 브레이크에 앞서, 실리콘 기판(2)의 주면(2a) 상에, 보다 엄밀하게는 도 3 내지 도 5에 있어서 도시를 생략하고 있는 상부층(4) 위에, 땜납 볼(SB)이 형성되는 형태라도 좋다(스텝 S4). 도 6은, 땜납 볼(SB)이 형성된 후의 접합 기판(10)을 예시하는 도면이다. 땜납 볼(SB)은, 실리콘 기판(2)의 주면(2a) 상의(보다 상세하게는 상부층(4)의 주면 상의), 최종적으로 분할이 이루어짐으로써 각각에 별개의 칩이 되는 영역마다 형성된다. 단, 땜납 볼(SB)의 형성은, 필수는 아니다.
또한, 땜납 볼(SB)은, 스크라이브 라인(SL) 형성 전의 시점에서, 즉, 최초로 접합 기판을 준비한 시점에서, 혹은, 스크라이브 라인(SL) 형성의 형성 후이며 다이싱 홈(DG) 형성 전의 시점에서, 형성되는 형태라도 좋다. 단, 전자의 경우는, 스크라이브 라인(SL)의 형성시에 땜납 볼(SB)이 형성된 요철이 있는 실리콘 기판(2)의 주면(2a)측을 하방을 향하여 접합 기판(10)을 지지할 필요가 있고, 후자의 경우는, 다이싱시에 절삭편의 제거나 다이싱 홈(DG)의 세정 등에 이용되는 물에 의해 땜납 볼(SB)이 부식되는 경우가 있는 등, 각각에 유의해야 할 점이 있지만, 전술한 다이싱 홈(DG) 형성 후의 타이밍에 땜납 볼(SB)을 형성하는 형태는, 그러한 유의점은 무관계하게 되는 점에서 적합하다.
또한, 스크라이브 라인(SL)의 형성과, 다이싱 홈(DG)의 형성의 순서는, 반대라도 좋다.
스크라이브 라인(SL)과 다이싱 홈(DG)을 함께 형성하고, 필요한 경우에는 땜납 볼(SB)을 형성한 후, 브레이크 장치(300)를 이용한 브레이크를 행하여, 스크라이브 라인(SL)과 다이싱 홈(DG)과의 사이에서, 분단 진행 예정 위치(B)를 따른 분단을 진행시킨다(스텝 S5).
도 7은, 브레이크 장치(300)를 이용하여 접합 기판(10)을 브레이크하는 모양을 개략적으로 나타내는 도면이다.
브레이크 장치(300)는, 탄성체로 이루어지고, 상면(301a)에 접합 기판(10)이 올려놓여지는 지지부(301)와, 소정의 칼날 길이 방향으로 연재하여 이루어지는 단면에서 보았을 때 삼각형 형상의 날끝을 갖고, 연직 방향으로 승강이 자유롭게 되어 이루어지는 브레이크 날(302)을, 주로 하여 구비한다.
지지부(301)는, 경도(硬度)가 65°∼95°, 바람직하게는 70°∼90°, 예를 들면 80°인 재질의 탄성체로 형성되는 것이 적합하다. 이러한 지지부(301)로서는, 예를 들면 실리콘 고무 등을 적합하게 이용할 수 있다. 또한, 지지부(301)는 추가로 그 하방을 도시하지 않는 경질의(탄성을 갖고 있지 않은) 지지체에 의해 지지되어 있어도 좋다.
도 7에 나타내는 바와 같이, 브레이크시에 있어서, 접합 기판(10)은, 다이싱 홈(DG)이 형성되어 이루어지는 실리콘 기판(2)의 측이 최상부가 되고, 스크라이브 라인(SL)이 형성되어 이루어지는 유리 기판(1)의 측이 최하부가 되도록, 지지부(301)의 상면(301a) 상에 올려놓여진다. 또한, 도 7에 있어서는, 분할 예정 위치(A)가(즉 스크라이브 라인(SL)과 다이싱 홈(DG)이) 도면에 수직인 방향으로 연재 하도록, 접합 기판(10)이 지지부(301)의 상면(301a)에 올려놓여져 이루어짐과 함께, 이러한 분할 예정 위치(A)의 연직 상방에, 브레이크 날(302)이(보다 상세하게는 그 날끝이), 분할 예정 위치(A)의 연재 방향을 따라 배치되어 이루어지는 경우를 나타내고 있다.
이러한 브레이크 장치(300)를 이용한 브레이크는, 개략적으로 말하면, 브레이크 날(302)을, 화살표 AR9에 나타내는 바와 같이 연직 방향에 있어서 실리콘 기판(2)측의 분할 예정 위치(A)(즉 다이싱 홈(DG)의 형성 위치)에 대하여 하강시키고, 브레이크 날(302)이 접합 기판(10)에 맞닿음한 후도 브레이크 날(302)을 압하함으로써 실현된다. 그리고, 화살표 AR10으로 나타내는 바와 같이, 모든 분할 예정 위치(A)에 대하여 순차로 브레이크가 이루어짐으로써, 접합 기판(10)은, 소망하는 사이즈 및 개수의 칩으로 분할된다.
보다 상세하게는, 본 실시 형태에 있어서는, 접착층(3)의 재질에 따라서, 원리가 상이한 2가지의 브레이크 수법을 구분하여 사용하도록 한다. 이러한 경우에 있어서는, 선택하는 브레이크 수법에 의해, 브레이크 날(302)의 날끝(302a)(도 8, 도 9 참조)의 형상이나, 다이싱 홈(DG)의 사이즈를, 각각 상이하게 한다. 이하, 2가지의 브레이크 수법을 순차로 설명한다.
(제1 브레이크 수법)
도 8은, 제1 브레이크 수법을 나타내기 위한 도면이다. 제1 브레이크 수법은, 도 7에 있어서 화살표 AR9로 나타낸 바와 같이 브레이크 날(302)을 연직 방향에 있어서 하강시켜감으로써 곧 발생하는, 다이싱 홈(DG)에 대한 브레이크 날(302)의 맞닿음이, 우선 최초로 도 8(a)에 나타내는 바와 같이 날끝(302a)의 선단과 다이싱 홈(DG)의 저부(DG1)와의 사이에서 이루어지도록 한 후에, 분단을 진행시킨다는 것이다.
구체적으로는, 도 8(b)에 있어서 화살표 AR11로서 나타내는 바와 같이, 날끝(302a)의 선단이 다이싱 홈(DG)의 저부(DG1)에 맞닿음한 후도 브레이크 날(302)을 소정의 힘으로 연직 하방으로 압하하면, 화살표 AR12로 나타내는 바와 같이, 날끝(302a)은 접착층(3)으로부터 저항력을 받으면서도 분단 진행 예정 위치(B)를 따라 접착층(3)을 잘라가르면서 하강해간다. 이에 따라, 접착층(3)에 있어서의 분단이 진행된다.
또한, 그때, 브레이크 날(302)을 연직 하방으로 압하하는 힘은, 접합 기판(10)을 탄성체인 지지부(301)에 대하여 분할 예정 위치(A)를 따라 압입하는 힘으로서도 작용하기 때문에, 접합 기판(10)은 지지부(301)로부터, 화살표 AR13으로 나타내는 상향의 반발력을, 스크라이브 라인(SL)에 대하여 대칭으로 받게 된다. 그러면, 이러한 반발력과, 브레이크 날(302)로부터 작용하는 연직 하향의 힘이 가해지는 결과로서, 접합 기판(10)의 유리 기판(1)측에 있어서는, 소위 3점 굽힘의 상황이 실현되어, 화살표 AR14로 나타내는 바와 같이, 수직 크랙(CR)이, 스크라이브 라인(SL)으로부터 분단 진행 예정 위치(B)를 따라 연직 상방으로 신전해간다.
브레이크 날(302)에 의한 연직 상방으로부터의 접착층(3)의 분단(잘라갈라짐)과, 연직 하방으로부터의 유리 기판(1)에 있어서의 수직 크랙(CR)의 신전은, 모두 분단 진행 예정 위치(B)를 따라 진행한다. 최종적으로, 양자가 모두 접착층(3)과 유리 기판(1)과의 계면에 도달하면, 분단은 완료된다. 즉, 접합 기판(10)은, 도 8(c)에 나타내는 바와 같이 2개의 개편(個片;10a)으로 분할된 것이 된다.
이상과 같은 제1 브레이크 수법으로의 브레이크를 행하는 경우, 브레이크 날(302)을 하강시켰을 때에 적어도 날끝(302a)의 선단과 다이싱 홈(DG)과의 저부(DG1)가 맞닿음할 때까지는, 날끝(302a)이 다이싱 홈(DG)과 접촉하는 일이 없도록, 다이싱 홈(DG)의 사이즈를 정함과 함께 칼날 길이 방향으로 수직인 단면에 있어서의 날끝(302a)이 이루는 각인 날끝각 θ을 정할 필요가 있다. 통상은, 후술하는 제2 브레이크 수법에 비하여, 다이싱 홈(DG)의 사이즈를 상대적으로 크게, 또한, 날끝각 θ을 상대적으로 작게 하게 된다.
(제2 브레이크 수법)
도 9는, 제2 브레이크 수법을 나타내기 위한 도면이다. 제2 브레이크 수법은, 도 7에 있어서 화살표 AR9로 나타내는 바와 같이 브레이크 날(302)을 연직 방향에 있어서 하강시켜감으로써 곧 발생하는, 다이싱 홈(DG)에 대한 브레이크 날(302)의 맞닿음이, 우선 최초로 도 9(a)에 나타내는 바와 같이 날끝(302a)의 2개의 측면(302b)의 각각과 다이싱 홈(DG)의 대응하는 개구 단부(DG2)와의 사이에서 이루어지도록 한 후에, 분단을 진행시킨다는 것이다. 여기에서, 다이싱 홈(DG)의 개구 단부(DG2)란, 실리콘 기판(2)의 표면에 있어서의 다이싱 홈(DG)의 에지 부분이다.
구체적으로는, 도 9(b)에 있어서 화살표 AR21로서 나타내는 바와 같이, 날끝(302a)의 측면(302b)이 다이싱 홈(DG)의 개구 단부(DG2)에 맞닿음한 후도 브레이크 날(302)을 소정의 힘으로 연직 하방으로 압하해가면, 날끝(302a)의 2개의 측면(302b)의 각각이, 화살표 AR22로 나타내는 바와 같이, 경사 방향에 있어서 접촉하고 있는 다이싱 홈(DG)의 대응하는 개구 단부(DG2)에 대하여, 분할 예정 위치(A)에 대하여 대칭이고 또한 서로 이반(離反)하는 방향의 힘을 작용시킨다.
이러한 형태로 개구 단부(DG2)가 힘을 받으면, 화살표 AR23으로 나타내는 바와 같이, 접착층(3)의 다이싱 홈(DG)이 형성되어 있지 않은 개소에 있어서, 분단 진행 예정 위치(B)에 대하여 대칭으로, 상반하는 방향의 힘이 발생한다. 브레이크 날(302)의 압하가 진행될수록 이러한 힘은 커지고, 곧, 접착층(3)은 다이싱 홈(DG)의 저부(DG1)로부터 화살표 AR24에 나타내는 연직 하방을 향하여 갈라져간다. 그 결과, 접착층(3)에는 분단 진행 예정 위치(B)를 따른 균열(CR1)이 형성된다. 균열(CR1)은, 최종적으로는 접착층(3)과 유리 기판(1)과의 계면에까지 도달한다.
이러한 균열(CR1)의 형성의 후도, 브레이크 날(302)을 연직 하방으로 압하해가면, 브레이크 날(302)이 접합 기판(10)에 대하여 부여하는 힘은, 접합 기판(10)을 탄성체인 지지부(301)에 대하여 분할 예정 위치(A)를 따라 압입하는 힘으로서 작용한다. 그렇기 때문에, 제1 브레이크 수법의 경우와 동일하게, 접합 기판(10)은, 화살표 AR25로 나타내는 바와 같이 지지부(301)로부터 연직 상향의 반발력을 받게 된다. 따라서, 접합 기판(10)의 유리 기판(1)측에 있어서는, 3점 굽힘의 상황이 실현되어, 화살표 AR26으로 나타내는 바와 같이, 수직 크랙(CR2)이, 스크라이브 라인(SL)으로부터 분단 진행 예정 위치(B)를 따라 연직 상방으로 신전해간다. 최종적으로, 수직 크랙(CR2)이 접착층(3)과 유리 기판(1)과의 계면에 도달하면, 분단은 완료된다. 즉, 접합 기판(10)은, 도 9(c)에 나타내는 바와 같이 2개의 개편(10a)으로 분할된 것이 된다.
이상과 같은 제2 브레이크 수법으로의 브레이크를 행하는 경우, 브레이크 날(302)을 하강시켰을 때에 날끝(302a)의 선단과 다이싱 홈(DG)과의 저부(DG1)가 맞닿음하는 것보다도 먼저, 날끝(302a)의 측면(302b)과 다이싱 홈(DG)의 개구 단부(DG2)가 접촉하도록, 다이싱 홈(DG)의 사이즈를 정함과 함께 날끝각 θ을 정할 필요가 있다. 통상은, 전술한 제1 브레이크 수법에 비하여, 다이싱 홈(DG)의 사이즈를 상대적으로 작게, 또한, 날끝각 θ을 상대적으로 크게 하게 된다. 추가로, 다이싱 홈(DG)의 저부(DG1)와 접착층(3)과의 거리 d에 대해서도, 브레이크 날(302)의 압입량과의 균형을 고려하여 정할 필요가 있다. 거리 d가 지나치게 크면, 균열(CR1)이 접착층(3)과 유리 기판(1)과의 계면까지 도달하지 않게 될 가능성이 있기 때문이다.
또한, 제1 브레이크 수법과 제2 브레이크 수법의 사용 구분은, 접착층(3)의 재질(조성, 점성, 탄성 등)을 고려하여 선택하는 것이 적합하다. 예를 들면, 접착층(3)의 점성이 높은 경우에는, 브레이크 날(302)에 의한 잘라갈라짐이 적합하게 진행되기 어려운 경향이 있기 때문에, 제1 브레이크 수법보다도 제2 브레이크 수법을 적용하는 것이, 분단은 적합하게 행할 수 있을 가능성이 높다.
혹은, 브레이크 당초는 제1 브레이크 수법에 상당하는 수법으로 분단을 진행시키고, 그 후, 날끝(302a)의 측면(302b)을 다이싱 홈(DG)의 개구 단부(DG2)에 맞닿음시키는 상태에 대해서도 실현하면서, 브레이크를 진행시키도록 해도 좋다.
이상, 설명한 바와 같이, 본 실시 형태에 의하면, 실리콘 기판과 유리 기판을 접착층으로 접합하여 이루어지는 접합 기판의 분할을, 유리 기판측의 분할 예정 위치에 스크라이브 라인을 형성하고, 또한, 실리콘 기판측의 분할 예정 위치에 접착층에까지 도달하는 다이싱 홈을 형성한 후에, 브레이크에 의해 스크라이브 라인과 다이싱 홈과의 사이에 있어서 분단을 진행시킴으로써 행하도록 함으로써, 당해 접합 기판을 적합하게 분할할 수 있다. 유리 기판을 다이싱하는 일이 없기 때문에, 유리 기판에 칩핑이 발생하는 것이 억제되고, 또한, 생산성의 향상이나 비용의 저감이 실현된다. 또한, 접착층과 유리 기판과의 사이에 물이 침입하는 일도 없다.
1 : 유리 기판
1a : (유리 기판의) 주면
2 : 실리콘 기판
2a : (실리콘 기판의) 주면
3 : 접착층
4 : 상부층
10 : 접합 기판
10a : 개편
101 : 스크라이빙 휠
201 : 다이싱 블레이드
300 : 브레이크 장치
301 : 지지부
301a : (지지부의) 상면
302 : 브레이크 날
302a : (브레이크 날의) 날끝
302b : (날끝의) 측면
A : 분할 예정 위치
B : 분단 진행 예정 위치
CR, CR2 : 수직 크랙
CR1 : 균열
DG : 다이싱 홈
DG1 : (다이싱 홈의) 저부
DG2 : (다이싱 홈) 개구 단부
SB : 땜납 볼
SL : 스크라이브 라인
1a : (유리 기판의) 주면
2 : 실리콘 기판
2a : (실리콘 기판의) 주면
3 : 접착층
4 : 상부층
10 : 접합 기판
10a : 개편
101 : 스크라이빙 휠
201 : 다이싱 블레이드
300 : 브레이크 장치
301 : 지지부
301a : (지지부의) 상면
302 : 브레이크 날
302a : (브레이크 날의) 날끝
302b : (날끝의) 측면
A : 분할 예정 위치
B : 분단 진행 예정 위치
CR, CR2 : 수직 크랙
CR1 : 균열
DG : 다이싱 홈
DG1 : (다이싱 홈의) 저부
DG2 : (다이싱 홈) 개구 단부
SB : 땜납 볼
SL : 스크라이브 라인
Claims (7)
- 실리콘 기판과 유리 기판을 접착층으로 접합하여 이루어지는 접합 기판을 소정의 분할 예정 위치에 있어서 분할하는 방법으로서,
상기 접합 기판의 한쪽 주면(主面)을 이루는 상기 유리 기판의 일주면에 있어서의 상기 분할 예정 위치에, 소정의 스크라이브 툴에 의해 스크라이브 라인을 형성하는 스크라이브 라인 형성 공정과,
상기 접합 기판의 다른 한쪽 주면을 이루는 상기 실리콘 기판의 일주면에 있어서의 상기 분할 예정 위치에 있어서, 상기 실리콘 기판의 상기 일주면으로부터 상기 접착층의 도중까지에 걸쳐 소정의 홈부 형성 수단으로 홈부를 형성하는 다이싱 홈 형성 공정과,
상기 스크라이브 라인과 상기 홈부가 형성되어 이루어지는 상기 접합 기판을, 상기 스크라이브 라인과 상기 홈부와의 사이에서 브레이크하는 브레이크 공정을 구비하는 것을 특징으로 하는 접합 기판의 분할 방법. - 제1항에 있어서,
상기 브레이크 공정에 있어서는, 상기 접합 기판을, 상기 실리콘 기판의 측이 최상부가 되고, 상기 유리 기판의 측이 최하부가 되도록, 탄성체로 이루어지는 지지부의 상면에 올려놓은 상태에서, 상기 실리콘 기판의 상방으로부터 상기 분할 예정 위치에 대하여 브레이크 날을 맞닿음시키고, 추가로 압하함으로써, 상기 접합 기판을 분단하는 것을 특징으로 하는 접합 기판의 분할 방법. - 제2항에 있어서,
상기 브레이크 공정에 있어서는, 상기 브레이크 날을 상기 홈부의 저부(底部)에 맞닿음시킨 후에 추가로 압하함으로써, 상기 브레이크 날에 의해 상기 접착층을 잘라가르면서 상기 스크라이브 라인으로부터 수직 크랙을 신전시킴으로써 상기 접합 기판을 분단하는 것을 특징으로 하는 접합 기판의 분할 방법. - 제2항에 있어서,
상기 브레이크 공정에 있어서는, 상기 브레이크 날의 날끝 측면을 상기 실리콘 기판의 상기 일주면에 있어서의 상기 홈부의 개구 단부에 맞닿음시킨 후에 추가로 압하함으로써, 상기 접착층을 갈라놓음과 함께 상기 스크라이브 라인으로부터 수직 크랙을 신전시킴으로써 상기 접합 기판을 분단하는 것을 특징으로 하는 접합 기판의 분할 방법. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 소정의 스크라이브 툴이 스크라이빙 휠인 것을 특징으로 하는 접합 기판의 분할 방법. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 소정의 홈부 형성 수단이 다이서인 것을 특징으로 하는 접합 기판의 분할 방법. - 실리콘 기판과 유리 기판을 접착층으로 접합하여 이루어지는 접합 기판을 소정의 분할 예정 위치에 있어서 분할하는 분할 장치로서,
상기 접합 기판의 한쪽 주면을 이루는 상기 유리 기판의 일주면에 있어서의 상기 분할 예정 위치에, 소정의 스크라이브 툴에 의해 스크라이브 라인을 형성하는 스크라이브 라인 형성 유닛과,
상기 접합 기판의 다른 한쪽 주면을 이루는 상기 실리콘 기판의 일주면에 있어서의 상기 분할 예정 위치에 있어서, 상기 실리콘 기판의 상기 일주면으로부터 상기 접착층의 도중까지에 걸쳐 소정의 홈부 형성 수단으로 홈부를 형성하는 다이싱 홈 형성 유닛과,
상기 스크라이브 라인과 상기 홈부가 형성되어 이루어지는 상기 접합 기판을, 상기 스크라이브 라인과 상기 홈부와의 사이에서 브레이크하는 브레이크 유닛을 구비하는 것을 특징으로 하는 접합 기판의 분할 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015092931A JP6561565B2 (ja) | 2015-04-30 | 2015-04-30 | 貼り合わせ基板の分割方法及び分割装置 |
| JPJP-P-2015-092931 | 2015-04-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160129700A true KR20160129700A (ko) | 2016-11-09 |
Family
ID=57529347
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160002981A KR20160129700A (ko) | 2015-04-30 | 2016-01-11 | 접합 기판의 분할 방법 및 분할 장치 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6561565B2 (ko) |
| KR (1) | KR20160129700A (ko) |
| CN (1) | CN106079115B (ko) |
| TW (1) | TWI698329B (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202100019604A1 (it) * | 2021-07-23 | 2023-01-23 | Studio Immagine S R L | Metodo ed impianto per la produzione di manufatti ceramici con bordi irregolari |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05170195A (ja) | 1991-12-20 | 1993-07-09 | Nec Corp | 展開型膜構造物の保持方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5874600A (ja) * | 1981-10-28 | 1983-05-06 | Nec Corp | 単結晶板の劈開方法 |
| CN1486285B (zh) * | 2001-01-17 | 2013-01-16 | 三星宝石工业株式会社 | 划线分断设备及其系统 |
| JP4730345B2 (ja) * | 2007-06-18 | 2011-07-20 | ソニー株式会社 | ガラス基板対を有する表示装置及びその切断方法 |
| JP5436906B2 (ja) * | 2009-03-26 | 2014-03-05 | ラピスセミコンダクタ株式会社 | 半導体装置の製造方法 |
| JP5170196B2 (ja) * | 2010-09-24 | 2013-03-27 | 三星ダイヤモンド工業株式会社 | 樹脂付き脆性材料基板の分割方法 |
| JP5170195B2 (ja) * | 2010-09-24 | 2013-03-27 | 三星ダイヤモンド工業株式会社 | 樹脂付き脆性材料基板の分割方法 |
| JP2013089622A (ja) * | 2011-10-13 | 2013-05-13 | Mitsuboshi Diamond Industrial Co Ltd | 半導体基板のブレイク方法 |
| JP2013122984A (ja) * | 2011-12-12 | 2013-06-20 | Canon Inc | 半導体素子の製造方法 |
| JP5824365B2 (ja) * | 2012-01-16 | 2015-11-25 | 三星ダイヤモンド工業株式会社 | 脆性材料基板のブレイク方法 |
| TWI589420B (zh) * | 2012-09-26 | 2017-07-01 | Mitsuboshi Diamond Ind Co Ltd | Metal multilayer ceramic substrate breaking method and trench processing tools |
| JP6140030B2 (ja) * | 2013-08-21 | 2017-05-31 | 三星ダイヤモンド工業株式会社 | イメージセンサ用ウエハ積層体の分断方法 |
| JP6115438B2 (ja) * | 2013-10-16 | 2017-04-19 | 三星ダイヤモンド工業株式会社 | 破断装置及び分断方法 |
| JP6005708B2 (ja) * | 2014-10-23 | 2016-10-12 | 三星ダイヤモンド工業株式会社 | イメージセンサ用ウエハ積層体の分断方法及び分断装置 |
-
2015
- 2015-04-30 JP JP2015092931A patent/JP6561565B2/ja not_active Expired - Fee Related
- 2015-12-31 TW TW104144772A patent/TWI698329B/zh active
-
2016
- 2016-01-11 KR KR1020160002981A patent/KR20160129700A/ko not_active Application Discontinuation
- 2016-03-16 CN CN201610149585.2A patent/CN106079115B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05170195A (ja) | 1991-12-20 | 1993-07-09 | Nec Corp | 展開型膜構造物の保持方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201637856A (zh) | 2016-11-01 |
| TWI698329B (zh) | 2020-07-11 |
| JP2016213234A (ja) | 2016-12-15 |
| JP6561565B2 (ja) | 2019-08-21 |
| CN106079115B (zh) | 2020-08-25 |
| CN106079115A (zh) | 2016-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20160129701A (ko) | 접합 기판의 분할 방법 및 분할 장치 | |
| JP5170195B2 (ja) | 樹脂付き脆性材料基板の分割方法 | |
| JP5170196B2 (ja) | 樹脂付き脆性材料基板の分割方法 | |
| TWI620635B (zh) | Elastic support plate, breaking device and breaking method | |
| TW201515802A (zh) | 斷裂裝置及分斷方法 | |
| TWI620634B (zh) | Expander, breaking device and breaking method | |
| US20120009763A1 (en) | Semiconductor chip manufacturing method | |
| KR20160013795A (ko) | 접합 기판의 분단 방법 및 분단 장치 | |
| KR20160129700A (ko) | 접합 기판의 분할 방법 및 분할 장치 | |
| KR20160144901A (ko) | 땜납 볼 부착 반도체 칩의 제조 장치 및 제작 방법 | |
| TW201417155A (zh) | 脆性材料基板之裂斷用治具及裂斷方法 | |
| KR20160026634A (ko) | 브레이크 장치 및 브레이크 장치에 있어서의 취성 재료 기판의 분단 방법 | |
| KR20160015145A (ko) | 접합 기판의 분단 방법 및 분단 장치 | |
| US7320930B2 (en) | Multi-elevation singulation of device laminates in wafer scale and substrate processing | |
| JP2019091945A (ja) | 半田ボール付き半導体チップの製造装置及び作製方法 | |
| CN110176396B (zh) | 切断装置、切断方法及切断板 | |
| JP2014165320A (ja) | Led装置の製造方法 | |
| TWI619589B (zh) | 脆性材料基板之裂斷方法及裂斷裝置 | |
| KR20230092531A (ko) | 반도체 소자의 다이 접착 패키징 및 그 방법 | |
| TW201604158A (zh) | 貼合基板之分斷方法及分斷刀 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal |