KR20160004269A - 누출 방지 마스킹재 - Google Patents
누출 방지 마스킹재 Download PDFInfo
- Publication number
- KR20160004269A KR20160004269A KR1020157029456A KR20157029456A KR20160004269A KR 20160004269 A KR20160004269 A KR 20160004269A KR 1020157029456 A KR1020157029456 A KR 1020157029456A KR 20157029456 A KR20157029456 A KR 20157029456A KR 20160004269 A KR20160004269 A KR 20160004269A
- Authority
- KR
- South Korea
- Prior art keywords
- adhesive
- substrate
- layer
- thickness
- edge
- Prior art date
Links
Images







Classifications
-
- C09J7/02—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/16—Arrangements for controlling delivery; Arrangements for controlling the spray area for controlling the spray area
- B05B12/20—Masking elements, i.e. elements defining uncoated areas on an object to be coated
- B05B12/24—Masking elements, i.e. elements defining uncoated areas on an object to be coated made at least partly of flexible material, e.g. sheets of paper or fabric
-
- B05B15/0456—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C21/00—Accessories or implements for use in connection with applying liquids or other fluent materials to surfaces, not provided for in groups B05C1/00 - B05C19/00
- B05C21/005—Masking devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/20—Layered products comprising a layer of natural or synthetic rubber comprising silicone rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B37/1284—Application of adhesive
- B32B37/1292—Application of adhesive selectively, e.g. in stripes, in patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0004—Cutting, tearing or severing, e.g. bursting; Cutter details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B43/00—Operations specially adapted for layered products and not otherwise provided for, e.g. repairing; Apparatus therefor
- B32B43/006—Delaminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J183/00—Adhesives based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon, with or without sulfur, nitrogen, oxygen, or carbon only; Adhesives based on derivatives of such polymers
- C09J183/16—Adhesives based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon, with or without sulfur, nitrogen, oxygen, or carbon only; Adhesives based on derivatives of such polymers in which all the silicon atoms are connected by linkages other than oxygen atoms
-
- C09J7/0207—
-
- C09J7/0246—
-
- C09J7/0296—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2607/00—Walls, panels
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/31—Applications of adhesives in processes or use of adhesives in the form of films or foils as a masking tape for painting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/11—Methods of delaminating, per se; i.e., separating at bonding face
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24777—Edge feature
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
- Y10T428/24959—Thickness [relative or absolute] of adhesive layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2852—Adhesive compositions
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2852—Adhesive compositions
- Y10T428/2878—Adhesive compositions including addition polymer from unsaturated monomer
- Y10T428/2891—Adhesive compositions including addition polymer from unsaturated monomer including addition polymer from alpha-beta unsaturated carboxylic acid [e.g., acrylic acid, methacrylic acid, etc.] Or derivative thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2852—Adhesive compositions
- Y10T428/2896—Adhesive compositions including nitrogen containing condensation polymer [e.g., polyurethane, polyisocyanate, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31652—Of asbestos
- Y10T428/31663—As siloxane, silicone or silane
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Adhesive Tapes (AREA)
- Details Or Accessories Of Spraying Plant Or Apparatus (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
Abstract
기판 및 상기 기판 상에 배치되는 접착층을 포함하는 마스킹 테이프의 형성 방법 및 마스킹재. 접착층은 바람직하게는 기판보다 두껍고, 마스킹재가 적용되는 표면과 관련하여 접착제가 단절되도록 하는 점탄성 성분과 조합되는 탄력성 모듈러스를 갖는 재료로 형성된다. 바람직하게, 접착제는 기판의 측면의, 에지와 정렬되고, 마스킹재와 마스킹재가 적용되는 표면 사이에 액체 재료의 누출을 방지하는 2개의 열(row)로 형성된다.
Description
(관련 출원의 상호 참조)
본 출원은 "Seep Resistant Masking Material" 표제의 2013년 3월 15일에 출원된 미국 가출원 특허 출원 번호 13/834,151에 우선권을 주장하고, 이 내용은 전체가 여기에 인용된다.
본 발명은 마스킹 테이프와 같은 접착성 마스킹제, 더욱 구체적으로는 마스킹재와 마스킹재가 적용되는 표면 사이에 액체의 누출을 방지하는 방법으로, 표면 상에 접착 잔여물을 남기지 않고, 표면을 상처내지 않고 표면 아래 면으로부터 적용 및 제거될 수 있는 마스킹제에 관한 것이다.
접착 테이프는 일반적으로 기판의 적어도 한쪽에 적용되는 접착재의 층을 갖는 종이, 플라스틱 또는 천과 같은 유연한 기판으로 이루어진다. 접착층은 보통 기판의 한쪽 면 전체를 덮거나 이들의 하나의 길이 방향의 에지(edge)를 따라 배치될 수 있다. 이러한 장치는 보통 페인트와 같은 액체가 적용되는 표면의 각각의 부분을 보호 또는 마스킹하기에 적합한 마스킹 테이프라고도 하고, 이는 마스킹재와 연결되는 부분 사이에 깨끗한 또는 빳빳한 에지를 생성하도록 고안된다.
이러한 마스킹 테이프는 보통 기판의 하나 또는 양면에 일반적으로 초박형 균일층으로 적용되는 접착제를 포함한다. 또한, 일부 제조자는, 마스킹재의 각각의 에지가 기판의 한쪽에 적용되는 접착제 및 웨트한 액체가 가해지는 경우에 기판 재료의 열화 저항성을 개선하려는 노력으로 접착제 지지 기판과 액체의 접착을 방지하기 위해, 기판의 다른 쪽에 적용되는 액체 저항성 재료 또는 플라스틱 스트립을 포함하는 마스킹재를 제공한다. 미국 특허 제1,726,744; 1,779,588 2,171,544; 2,510,120 각각은, 상대적으로 박층인 접착제가 적어도 유연한 기판의 스트립의 에지 부분을 따라 배치되는 마스킹재를 제안한다. 미국 특허 제3,032,181는, 마스킹재가 롤로 제공되는 경우에 기판의 인접층으로부터 접착제의 방출을 용이하게 하고, 접착을 방지하게 하기 위해, 테이프의 뒷쪽에 대응하는 코팅 및 테이프의 하나 이상의 에지에 좁은 띠의 접착제를 제안한다.
미국 특허 제6,828,008은, 액체가 기판으로 흡수되는 것을 적어도 실질적으로 방지하고, 마스킹재에 적용될 수 있는 액체의 경화를 늦추기 위해, 기판의 에지에 흡수층을 배치하는 것을 제안한다. 미국 특허 출원 공개 제2008/0318038 A1은 액체 재료가 마스킹재에 부착되는 것을 방지하려고 접착제와 마주보는 기판의 일측에 액체 반발성 재료의 스트립을 갖는 마스킹재를 지시한다.
많은 앞선 특허는, 마스킹재 아래에 있는 적용면의 일부에 액체 재료의 누출을 방지하고, 각각의 적용 방법 후에 마스킹재의 효율적인 제거를 용이하게 하도록 마스킹재의 온전함을 유지하려고 에지 밀봉 능력 또는 에지 차단 기술을 갖는 시장이 진보되어 왔다. 상기 참조된 문헌들 각각은, 마스킹재의 에지에 액체 재료의 적용을 견디게 할 수 있는 마스킹재를 제공하여 오랫동안 존재한 문제를 해결하기 위해 시도되었고, 일반적으로 마스킹재 뒤에 배치되는 적용면 부분에 액체 재료의 누출을 방지하려고 시도되는 방법으로 행했다. 본 발명과 관련되는 제품 및 적용 시험과 친숙한 당업자는, 현재의 이용 가능한 마스킹 제품은 바람직한 것 미만의 피니시된 제품을 생성하는 방법으로 행해진다고 주장한다.
누출을 방지하기 위한 이러한 마스킹 제품의 효과는, 마스킹될 표면의 조도에 따라 매우 달라지고, 표면이 작은 범위조차 부드럽지 않은 경우, 누출이 일어나고, 깨끗한 샤프한 에지가 얻어지지 않는다. 이러한 누출의 근본적인 원인은 중력과 같은 외부력과 반대로, 이의 도움 없이 매우 좁은 공간으로 흐르게 하는 액체의 능력인 모세관 작용, 또는 모세관 현상이다. 이 효과는, 종이와 같은 다공성 물질에서, 액체화된 탄소 섬유과 같은 일부 비다공성 재료에서, 또는 셀에서, 생물학적 또는 화학적 시험에 이용되는 것과 같은 얇은 관에 페인트-브러시의 털 사이에서 액체의 끌어 당김에서 가장 잘 볼 수 있다. 이러한 모세관 작용은 표면을 둘러싸는 액체와 고체 사이의 분자간 인력 때문에 발생한다. 만약 누출 경로가 충분히 작으면, 액체 내에 결합에 의해 야기되는 표면 장력 및 액체와 용기 사이의 접착력은 틈 또는 갭으로 액체에 힘을 가하는 작용을 한다. 이러한 모세관 작용은, 작은 보이드가 마스킹재와 처리면 사이에 형성될 수 있는 많은 마스킹재에 부적합하게 여겨진다.
상기 참조되는 많은 마스킹재가 정확히 평면인 표면 상에 적용되는 경우에 적합한 누출 결과를 보일 수 있지만, 페인팅 활동과 관련된 모든 표면이 정확히 평면인 경우는 드물다. 특히, 텍스처링된 벽 및 천장 면의 확산(proliferation)은, 이러한 마스킹재가 페인팅 적용을 위한 각각 표면 부분 또는 인접면을 적절히 마스킹하기 위해 단지 매우 한정된 능력을 갖는 것이 입증되었다. 모래 텍스처링된, 녹-다운된(knock-down), 오렌지 필, 스투코(stucco) 또는 다른 화장면 처리와 같은 다소 거친 면을 마스킹 하기 위한 이러한 제품의 단점은, 이러한 표면에 적용되는 다른 액체 재료 또는 색 사이에 경계선을 생성하도록 시도하는 대부분의 사용자에게 쉽게 분명하다.
여기에 인용되는 특허와 관련하여 구성된 마스킹재를 제조하는 다수의 회사들은 그들의 기술이 테이프의 에지 아래로 페인트가 누출되는 것을 방지한다고 광고하고 있지만, 이러한 주장은 벽 표면이 "모래" 또는 "텍스처링된" 등 임의의 범위까지 대부분의 구조에서 만나게 되는 깨끗하지 않고 매우 부드러운 표면에 대해 단지 매우 한정된 사실을 보여준다. 도 7에 대해 제공되는 설명에서 아래에 설명되는 바와 같이, 이러한 주장은 실제 삶의 적용에 대한 대답에 매우 부적합하다.
따라서, 액체 재료에 가해지는 엄격한 기준을 유지할 수 있고, 마킹재의 각각의 부분의 열화 또는 분리 없이 아래의 처리면으로부터 제거될 수 있고, 마스킹재의 효율적인 제거를 용이하게 하지만, 마스킹재 뒤에 누출을 감소 또는 제거하도록 아래의 처리면의 윤곽을 맞추도록 마스킹제의 변형을 견딜 수 있는 마스킹재가 요구된다.
본 발명은 상기 단점의 하나 이상을 해결하는 마스킹재가 기재된다. 본 발명의 일 양태는 기판 및 상기 기판에 고정되는 접착층을 포함하는 마스킹 테이프 및 이의 제조 방법이 개시된다. 접착층은 바람직하게는 적어도 .003인치의 두께이고, 마스킹재가 적용되는 표면과 연결되는 중단되는 윤곽을 맞추도록 접착층을 연장 및 변형시키는 적절한 양의 점착을 갖는 탄력성 모듈러스(modulus of elasticity)를 갖는 재료로 형성된다. 바람직하게, 접착층은 기판의 측면의, 에지와 정렬되고, 마스킹된 면에 테이프를 적용하는 경우, 아스킹된 표면과 접촉하는 접착제의 유효면을 감소시켜, 마스킹 테이프와 마스킹 테이프가 적용되는 표면 사이에 액체 재료의 누출을 방지함으로써, 접착제에 단위 압력을 증가시키고, 기판의 길이 방향의 에지와 정렬되는 2개의 열(row)로 형성된다.
상기 양태의 하나 이상의 특징을 이용 가능한 본 발명의 다른 양태는, 기판 및 접착제를 포함하는 마스킹 테이프를 기재한다. 기판은 상면(top surface) 및 저면(bottom surface) 및 기판의 두께로 정의되고 상기 상면과 저면을 분리하는 2개의 에지를 포함한다. 접착제는 기판의 적어도 하나의 에지를 따라 저면 상에 배치된다. 접착제는 접착제의 두께가 .003 인치 초과이고 접착제의 나머지 두께에 적어도 1.25배 이상으로 페인트되는 벽과 같은 표면과 접촉하는 경우에 탄력적으로 변형 가능한 것으로 정의되도록, 상기 기판의 저면으로부터 바깥쪽 방향으로 연장된다.
상기 특징 또는 양태 중 하나 이상을 이용 가능한 본 발명의 다른 양태는, 기판층 및 접착층을 포함하는 테이프 어셈블리를 기재한다. 기판층은 기판의 세로 길이를 각각 연장하는 반대면(opposing face) 및 반대 에지(opposing edge)를 가져, 상기 반대면이 반대 에지의 길이에 의해 정의되는 기판층의 두께를 가로지르도록 배향된다. 접착층은 기판층의 적어도 하나의 면에 고정되어, 접착층의 에지는 상기 기판층의 반대 에지 중 적어도 하나와 정렬되고, 상기 접착층은 상기 기판층의 두께와 정렬되는 치수로 정의되고, 기판층의 두께보다 적어도 1.5배 이상인 두께를 갖는다.
상기 특징 또는 양태 중 하나 이상을 이용 가능한 본 발명의 다른 양태는, 배커재(backer material)에 접착제의 다중 열을 적용하는 단계를 포함하는 마스킹 테이프의 제조방법이 기재된다. 배커재 및 접착제의 다중 열은 배커재 자체 상에 배커재를 롤링함으로써 연장된 롤을 형성하여, 상기 접착제의 다중 열이 배커재의 인접층 사이에 포획된다. 연장된 롤은 상기 접착제의 다중 열 중 적어도 하나를 제1 별개의 롤의 말단과 연결되는 제1부분 및 제2 별개의 롤의 말단과 연결되는 제2부분으로 나누는 위치에서 상기 연장된 롤을 커팅함으로써 연장된 롤과 같은 최대 직경을 각각 갖는 별개의 롤로 분할된다.
본 발명의 다른 양태, 특징, 및 이점은 이하 상세한 설명 및 첨부되는 도면으로부터 당업자에게 명백해질 것이다. 그러나, 상세한 설명 및 특정 실시예는, 본 발명의 바람직한 실시형태를 나타내지만, 설명하려는 것이지 한정하려는 것이 아니라고 이해되어야 한다. 많은 변경 및 변형은 본 발명의 이념으로부터 벗어나지 않고 본 발명의 범위 내에서 형성될 수 있고, 모든 이러한 변형을 포함한다.
도면은 본 발명을 수행하기 위해 현재 완성된 최상의 모드를 설명한다.
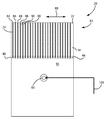
도 1은 본 발명에 따른 마스킹재의 투시 말단도이다.
도 2는 도 1에 도시된 마스킹재의 롤의 정면도이다.
도 3은 예시적인 처리면과 연결되는 도 1에 도시된 마스킹재의 상부 평면도이다.
도 4a 및 4 b는 처리될 면과 연결되는 피크 투 피크 표면 조도에 대한 접착층의 두께를 연관 짓는 표를 나타낸다.
도 5는 도 1에 도시된 마스킹재의 제조와 관련되는 예시적인 제조 방법의 평면도이다.
도 6은 도 4에 도시된 예시적인 제조 방법으로 제조되는 경우에, 도 1에 도시되는 마스킹재의 연관된 스플릿팅 방법의 정면도이다.
도 7은 정면도이고, 다양한 다른 자기 주장된 누출 방지 마스킹재와 비교하여 도 1에 도시된 마스킹재로 얻어지는 누출 방지 결과를 보여준다.
마스킹 장치 또는 테이프 및 이의 제조 및 이용 방법은 다양한 변형 및 다른 형태를 허용할 수 있지만, 이들의 특정 실시형태는 도면의 예로 도시되고, 여기에 상세하게 설명된다. 그러나, 여기서의 특정 실시형태 및 방법의 설명은 본 발명을 개시된 특정 형태로 한정하려는 것이 아니고, 첨부되는 청구항에 의해 정의되는 본 발명의 이념 및 범위 내에 속하는 모든 변형, 등가물, 및 대안을 포함하는 것으로 이해되어야 한다.
도 1은 본 발명에 따른 마스킹재의 투시 말단도이다.
도 2는 도 1에 도시된 마스킹재의 롤의 정면도이다.
도 3은 예시적인 처리면과 연결되는 도 1에 도시된 마스킹재의 상부 평면도이다.
도 4a 및 4 b는 처리될 면과 연결되는 피크 투 피크 표면 조도에 대한 접착층의 두께를 연관 짓는 표를 나타낸다.
도 5는 도 1에 도시된 마스킹재의 제조와 관련되는 예시적인 제조 방법의 평면도이다.
도 6은 도 4에 도시된 예시적인 제조 방법으로 제조되는 경우에, 도 1에 도시되는 마스킹재의 연관된 스플릿팅 방법의 정면도이다.
도 7은 정면도이고, 다양한 다른 자기 주장된 누출 방지 마스킹재와 비교하여 도 1에 도시된 마스킹재로 얻어지는 누출 방지 결과를 보여준다.
마스킹 장치 또는 테이프 및 이의 제조 및 이용 방법은 다양한 변형 및 다른 형태를 허용할 수 있지만, 이들의 특정 실시형태는 도면의 예로 도시되고, 여기에 상세하게 설명된다. 그러나, 여기서의 특정 실시형태 및 방법의 설명은 본 발명을 개시된 특정 형태로 한정하려는 것이 아니고, 첨부되는 청구항에 의해 정의되는 본 발명의 이념 및 범위 내에 속하는 모든 변형, 등가물, 및 대안을 포함하는 것으로 이해되어야 한다.
도 1은 본 발명에 따른 마스킹재(20) 또는 마스킹 테이프의 말단 투시도를 나타낸다. 마스킹재(20)는 배커재(backer material) 또는 기판(22) 및 그 위에 배치되는 접착제(24)를 포함한다. 기판(22)은 일반적으로 길이(26), 폭(28) 및 깊이 또는 두께(30)을 갖는 층으로 정의된다. 기판(22)은 제1측 또는 표면(32) 및 제2측 또는 표면(34)을 포함하고, 이들의 형태는 기판(22)의 길이(26) 및 두께(30)로 정의된다. 표면(32, 34)은 일반적으로 물질(20)의 반대 작업면(opposite working surfaces)으로 간주될 수 있고, 한쪽은 처리면을 마주보도록 배향되고, 다른 쪽은 대기를 마주본다. 기판(22)은 길이(26) 및 두께(30)와 관련된 제1에지(36) 및 제2에지(38), 또는 마주보는 반대 옆의 에지 또는 측(opposite opposing lateral edges or sides)을 포함한다. 기판(22)은 폭(28) 및 두께(30)로 정의되는 터미널 말단 또는 에지(40)를 포함한다. 바람직하게, 기판(22)은 플라스틱, 옷감 또는 종이와 같은 유연한 재료로 형성되어, 두께(30)는 총 두께의 약 0.001 인치 내지 .005 인치의 치수를 갖는다.
본 적용의 다양한 위치에서 더 기재되는 바와 같이, 여기에 기재되는 다양한 하나 이상의 목적을 달성하기 위해, 기판(22)은 다양한 형태로 제공될 수 있고, 상기 언급한 바와 같이, 옷감, 플라스틱, 또는 종이를 포함하는 다양한 재료로 형성된다는 것을 알 수 있다. 일부 이러한 목적은, 아래에 있는 표면으로부터 테이프 재료의 편리한 제거 및 바람직한 방법으로 및 이러한 경우에, 테이프 재료의 커팅 또는 찢어짐(tearing)과 같은 선택적인 조작이다. 기판(22)은 다른 방향과 비교하여 하나의 방향에서 큰, 찢어짐(tear) 또는 절단 저항성을 제공하도록 구성될 수 있다. 상기 다른 방법에서, 기판(22)의 찢어짐 특성(tearing properties)은 제조 공정 동안 조작될 수 있어, 기판(22)이 측면 또는 대각선 방향(CD)과 같은 하나의 방향으로 쉽게 찢어지고, 길이 또는 기기 방향(MD)과 같이 다른 방향으로 더 큰 찢어짐 저항을 갖는다.
이런 다른 방향의 다른 찢어짐 성능을 갖는 재료의 하나의 적합한 예는, 신장성이 있는 또는 반-신장성이 있는 크래프트지(extensible or semi-extensible kraft paper)라 할 수 있다. 찢어짐 성능 또는 저항성은 다양한 찢어짐 성능을 갖는 테이프 제품을 얻기 위해 다양한 방법으로 조작될 수 있다는 것을 알 수 있다. 바람직하게, 마스킹재(20)의 대각선 방향의 찢어짐 성능은 재료(20)의 길이 방향 찢어짐 성능보다 약해, 재료(20)는 길이 방향에서 더 높은 찢어짐 저항을 갖는 대각선 방향에서 편리하게 손으로 찢길 수 있어, 재료(20)는 길이 방향에서 마스킹재(20) 또는 기판(22)의 분리 없이 아래에 있는 면으로부터 제거될 수 있다.
접착제(24)는 적어도 하나의 에지(36, 38)에 가장 가까운 기판(22)의 적어도 하나의 측면(32, 34) 상에 배치된다. 바람직하게, 접착제(24)는 대체 비드(alternate beads)로 정의되고, 각각의 비드는 이하에 더욱 설명되는 바와 같이 각각의 에지(36, 38)에 가장 가깝게 위치된다. 접착제(24)는 기판(22)의 면(34) 및 일반적으로 반대면(42)인 다른면(44)과 연결되는 제1측 또는 면(42)을 포함한다. 접착제(24)는 일반적으로 기판(22)의 각각의 에지(36, 38)와 정렬되는 에지(46)를 포함한다.
도 1에 도시된 바와 같이, 마스킹재(20)는 접착제(24)의 제1열 또는 비드(48) 및 제2열 또는 비드(50)가 구비되고, 각각의 비드(48, 50)는 기판(22)의 길이(26)를 따라 연장된다. 바람직하게, 재료(20)는 기판(22)의 각각의 에지(36, 38)에 가장 가까이에 위치하여, 갭(54)이 접착제(24)의 제1비드(48)과 제2비드(50)의 사이에 형성되는 비드(48, 50)을 포함한다. 접착제(24)의 2열 또는 비드(48, 50)가 기판(22)의 표면(34)과 연결되는 것으로 도시되지만, 다른 수의 비드의 열이 기판(22)의 표면(34) 상에 배치 및 제공되거나 갭(54)에 배치될 수 있다는 것을 알 수 있다. 또한, 기판(22)의 표면(34) 전체는 접착제(24)로 커버될 수 있지만, 그렇게 하는 것은 대부분의 적용에서 실질적인 성능 개선 없이 비용을 증가시키게 된다는 것을 알 수 있다. 바람직하게, 기판(28)의 폭의 치수에 따라서, 갭(54)은, 마스킹재(20)의 이용 동안 기판(22)의 변형을 제한하고, 롤 형태로 제공되는 경우에 마스킹재(20)의 더욱 균일한 형태를 용이하게 하기 위해, 길이(26)를 따라 접착제(24)의 하나 이상의 열 또는 사이의 양(interstitial amounts)을 포함할 수 있다.
접착제(24)의 각각의 비드(48, 50)는 길이(56), 폭(58) 및 그 사이에 관련되는 두께 또는 깊이(60)로 정의된다. 여기서 사용되는, 각각의 비드(48, 50)의 길이(56)는 기판(22)의 길이(26)와 동일한 방향으로 배향되고, 각각의 비드(48, 50)의 폭(58)은 기판(22)의 폭(28)과 동일한 방향으로 배향되고, 투과 비드(perspective beads)(48, 50)의 두께는 기판(22)과 관련된 두께(30)와 동일한 방향으로 배향되는 것을 인지해야 한다. 바람직한 실시형태에서, 접착제(24)의 각각의 비드(48, 50)는 0.040 내지 약 0.200 인치일 수 있는 폭(58) 및 바람직하게는 약 0.003 인치이고, 더욱 바람직하게는 약 0.010 인치 내지 약 0.100 인치인 각각의 두께(60)를 갖는다. 여기에 이용되는 "약(about)"은 최저의 접착 두께 파라미터의 +/- .007 내, 최대의 접착 두께 파라미터의 +/- .050 내 또는 시작되는 수값 또는 범위의 맥락에서 인용 또는 청구되는 수값 또는 범위의 대략적으로 또는 거의± 10%의 파라미터인 값을 포함하는 것이다. 바람직하게, 접착제(24)의 폭(58)은 접착제(24)의 깊이 또는 두께(60)보다 크다. 바람직하게, 폭(58) 및 두께(60)의 치수는 약 3:1로 관련된다. 본 발명의 바람직한 실시형태에서, 접착제(24)는 약 .020-.040 인치 범위의 두께(60) 및 임의의 치수일 수 있지만 바람직하게는 .060-0.120 인치인 폭(58)을 갖는 하나 이상의 비드에 제공된다. 그러나, 접착제(24)의 기하학의 다른 비율은, 이하에 설명되는 처리 표면 및 그 자체에 대해 마스킹재(20)의 접착 및 점착에 관련된 요건을 만족시키는 것으로 그려진다는 것을 알 수 있다.
도 2는 마스킹재(20)의 롤(66)과 관련된 코어(64)로 나타내는 롤 형태에서 마스킹재(20)의 측 정면도를 도시한다. 여기에 도시된 바와 같이, 접착제(24)의 비드(48, 50)는 기판(22)의 인접층 사이에 배치되어, 비드(48, 50)의 표면(42)은 기판(22)의 표면(34) 상에 배치되고, 표면(44)은 각각의 롤(6)의 인접층과 연결되는 기판(22)의 표면(32)를 제거하도록 협조된다. 마스킹재(20)는 기판(22)의 아래에 있는 층으로부터 접착제(24)의 각각의 비드(48, 50) 및 기판(22)의 박리 또는 언롤링에 의해 롤(66)로부터 디스펜싱 되도록 구성된다. 이하에 더 설명되는 바와 같이 기판(22)의 표면(32)은 그 사이에 있는 접착제(24)의 접합을 방지하지만, 재료(20)의 롤링된 배향을 유지하기 위한 충분한 상호 작용을 유지하도록 처리될 수 있다. 또한, 대부분의 사용자는 이러한 마스킹재의 롤 형태의 구성이 꽤 친숙하지만, 재료(20)는 롤 형태보다 시트 또는 스트립 형태로 제공될 수 있다는 것을 알 수 있다.
다른 형태의 접착제가 형성될 수 있고, 이하 설명되는 특성을 나타낸다는 것을 알 수 있지만, 마스킹재(20)의 비드(48, 50)와 연결되는 접착제(24)는 바람직하게 적어도 폴리우레탄 젤 접착제, 실리콘 젤 접착제, 및 아크릴 젤 접착제를 포함하는 군으로부터 선택된다. 바람직하게, 기판(22) 및 접착제(24)는, 페인트와 같은 액체가 마스킹재(20)에 의해 커버 또는 뒤에 놓이고, 불균일 또는 텍스처를 갖는 표면에 접촉하는 것을 방지하는 것과 같은 마스킹재(20)의 용도와 관련된 다양한 파라미터를 만족시키도록 선택된다. 기판(22)의 표면(32)은 롤(66)과 같은 롤 형태로 제공되는 경우에 마스킹재(20)의 각각의 층이 그 자체에 롤링되고, 인접층으로부터 쉽게 풀릴 수 있도록 실리콘 코팅과 같은 접착제(24)의 편리한 방출을 그것으로부터 용이하도록 처리될 수 있다. 기판(22)의 표면(34)은 기판(22)의 표면(34)에 접착제(24)의 소망되는 분리되지 않은 접합을 위해 제조될 수 있다. 바람직하게, 접착제(24)는 20의 00 스케일에 대한 대략적인 쇼어 경도(shore hardness)를 갖는다.
도 3을 참조하면, 접착제(24)는 바람직하게, 각각의 적용 또는 처리면에 여기에 기재되는 밀봉 특성을 얻도록 냉각 흐름(cold flowing)의 작용을 통해 처리면(72)과 연결되는 불균일한 표면에 접착제(24)를 따르게 하는, 이하에 더 설명되는 점탄성 특성을 보여준다. 도 3은 처리면(72)과 연결된 인접 밸리(74)에 의해 분리되는 다수의 피크(70)를 포함하는 처리면(72)의 부분과 연결되는 마스킹재(20)의 일부의 상부 평면도이다. 마스킹재(20)가 적용되는 처리면(72)과 마스킹재(20) 사이에, 모세관 작용에 의해 야기되는 누출을 포함하는 누수 또는 누출에 효과적인 장벽을 형성하기 위해 마스킹재(20)를 아래에 놓는 처리면(72)의 인접한 피크(70) 사이에 보이드, 캐비티, 또는 밸리(74)를 충전하기 위해 접착제(24)는 표면(72)의 형태에 따른다. 도 3에 도시된 도는 기판(22)의 각각의 에지(36) 및 접착제(24)의 각각의 비드(48, 50)의 대응하는 에지(46)의 측평면도를 나타내는 것을 알아야 한다. 바람직하게, 에지(36, 46)는 동일 평면 상에 있다. 접착제(24)의 점탄성 특성은 접착제(24)가 처리면(72)의 정확한 윤곽을 따르고, 접착제(24)가 처리면(72)으로부터 마스킹재(20)의 이후 제거를 위해 기판(22)과 확실한 상호 작용을 유지하지만, 재료(20)를 오버랩하는 페인팅 활동과 연관되는 고초를 견딜 수 있는 방법을 따르게 한다. 접착제(24)는 바람직하게, 보통의 조건 하에서 발견되는 바와 같이, 대부분의 조건 하에서 누출을 제거하고, 급격히 다른 표면 에너지의 표면으로부터 제거 가능하도록 물리적 특성의 특이한 조합을 보이고, 이는 대부분의 시판 접착제에서 일반적이지 않은 것이다.
마스킹재(20)가 별개의 각각의 표면 조도 프로파일을 갖는 다양한 처리 재료와 협조되도록 구성될 수 있다는 것을 알 수 있다. 즉, "더 부드러운" 그러나 그래도 아직 비평면인 표면이 처리될 경우(where "smoother" but none the less non-planar surfaces are to be treated), 접착제(24)는 스투코 또는 녹다운 텍스처 처리와 같은 더욱 급작스러운(abrupt) 또는 공격적인 표면 중단을 갖는 표면과 비교하여 더 낮은 두께(60)를 갖는 비드가 제공될 수 있다. 다양한 비드 형태에 롤(66)을 제공하는 것은, 사용자가 제공된 적용 또는 의도되는 용도에 적합한 접착제(24)의 두께(60)를 갖는 마스킹 제품을 선택하게 한다. 또한, 이러한 고려 사항은, 특정 업무 동안 접착제(24)의 필요한 양만을 더욱 판단력 있고, 경제적인 이용을 가능하게 한다.
마스킹재(20)의 적용 또는 의도된 용도와 관계 없이, 접착제(24)는 바람직하게 기판(22)의 표면(34)과 접착제(24) 사이의 점착, 기판(22)의 표면(32)과 접착제(24) 사이의 분리 가능한 점착, 및 처리면(72)과 접착제(24)의 표면(44) 사이의 분리 가능한 점착에 대한 도 4a 및 4b에 제공되는 정보 및 이하 표에 설명되는 파라미터를 만족하도록 제공된다:

도 4a 및 4b는 상기 설명된 소망되는 점착 및/또는 접합을 수행하는 것을 나타내는 정보를 포함하고, 경계선(78)을 보여주고, 접착제(24)의 두께(60)는, 아래에 있는 처리면과 접착제(24)의 연속 접촉을 유지하는 것과 연관된 비드 두께(60)의 함수로서 다양한 처리면과 연관되는 피크 투 피크의 표면 조도의 함수로서 처리면과의 소망되는 전체 접촉 연결을 제공하여, 마스킹재(20) 아래에 놓이는 영역에 액체 재료의 누출을 방지하거나 감소시키도록 조작될 수 있다.
바람직하게, 접착제(24)는 젤 형태의 재료 또는 기판(22)으로부터 분리되지 않고 처리면(72)과 연결된 단절에 따르도록 충분히 유연하고, 사용자의 기판(22)의 조작을 통해 처리면으로부터 훨씬 편리하게 완전히 제거 가능한 재료이다. 바람직하게, 기판(22) 및 접착제(24)는, 재료(20)의 각각의 길이의 터미널 말단 또는 에지(40)를 찢어짐 또는 커팅하는 것을 제외하고 사용 동안 마스킹재(20)의 조작 또는 제거 동안 기판(22)에 대한 접착제(24)의 레지스트 응집 파괴(resists cohesive failure)의 방법으로 서로 협조된다. 여기에 사용되는, 접착제(24)의 점착은 표면과 접착제(24)의 즉각적인 강도이고, 접합은 각각의 결합의 더 긴 강도이다. 즉, 점착은 즉시 또는 몇초에 형성되지만, 접착 결합 강도는 시간에 걸쳐 증가한다. 접착제(24)는 바람직하게 낮은 접합 값으로 소망되는 점착 값을 제공하도록 선택된다. 시험 동안, 폴리우레탄 젤은, 처리면(72)에 접착제(24)의 접촉 기간을 연장한 후조차 허용 가능한 접합 값으로 소망되는 점착 파라미터를 보여준다. 바람직하게, 접착제(24)는 접착제의 나머지 형태로 돌아가지 않고 처리면(72)과 완전한 접촉을 유지하도록 선택되고, 처리면(72)에 이전에 적용될 수 있는 페인트의 소망되는 제거와 같은 제거 공정 동안 표면(72)에 해롭지 않은 마스킹재(20)의 이후 제거 동안 기판(22)의 표면(34)과 접착제(24)의 확실한 상호 작용을 유지하는 방법으로 행해졌다.
재료(20)의 적용 동안, 재료(20)는 표면(72)과의 연속 상호 작용을 정의하기 위해, 핑거 또는 손바닥 압력에 적용되어, 접착제(24)가 밸리(74) 및 접촉 피크(70)에 있을 수 있다. 접착제(24)가 원래의 또는 나머지 형태로 돌아가길 원하지만, 접착제(24)는 뻣뻣함 또는 표면(72)과 접착제(24)의 상호 작용과 연결된 점착을 극복하여 에지(36, 46) 및 표면(72)와 연결된 경계 전체와 접촉 연결을 유지하기에 불충분한 모듈러스(스트레인에 대한 스트레스의 비율)를 갖도록 선택된다. 마스킹재(20)와 연결된 갭(54)(도 1)은, 접착제(24)에 의해 완전히 점유되는 표면(34)에서 동일한 제거를 유발시키는 것이 요구되는 총 힘의 분율로 아래에 있는 표면으로부터 마스킹재(20)의 유리한 제거를 가능하게 한다. 당연히, 접착제(24)를 기판(22)의 에지(36)에서 에지(38)까지 연장하는 것은, 다른 적용이지만, 표면 처리 사이의 단일 경계선만을 생성하도록 의도되는 적용을 위해 바람직할 수 있고, 에지(36, 38) 중 오직 하나는 접착제(24)의 비드(48, 50)를 포함한다. 또한, 접착제(24)의 비드(48, 50)를 갖는 에지는 균일한 롤(66)의 형성에 유리함을 제공할 수 있는 에지를 제공하는 것을 알 수 있다.
다양한 다른 접착제의 장점을 평가하기 위해 수행되는 다양한 노력은, 다양한 정도의 표면 다공성을 갖는 다양한 프로브에 가해지는 경우, 다양한 접착제의 접촉 점착 발생되는 연신율의 고려 사항을 포함한다. 시험 방법은 프라미어 코팅된 프로브, 브러시된 스테인리스 스틸 프로브, 및 폴리카보네이트 프로브에 다양한 접착제를 가하는 것을 포함한다. 각각의 접착제와 접촉하여 위치하면, 프로브는 중단되고(withdrawn), 접착제의 연신율은 접착제의 나머지 형태에 대해 평가된다. 이러한 시험은, 여기에 기재된 하나 이상의 대상을 얻기 위해 효율적인 연신율 및 점착 관계를 갖는 것이 입증된 폴리카보네이트 재료와 연결되는 경우에 적어도 25%의 접착 점착 발생된 연신율을 보이는 접착제의 평가를 제공한다.
도 5 및 6은 마스킹재(20)의 하나 이상의 롤(66)을 형성하는 것과 관련된 개략 대표도를 나타낸다. 마스킹재(20)의 연신된 롤(82)은 롤(82)의 열(88)로 나타내는 길이 방향의 길이를 따라 접착제(24)의 하나 이상의 연장된 비드(84, 86)를 배치함으로써 형성될 수 있다. 비드(84, 86)는 인접한 비드에 대해 공간이 있는 관계에서 기판(22)의 표면(34)에 의해 지지되어, 하나 이상의 갭(90)이 접착제(24)의 인접한 비드(84, 86) 사이에 형성된다. 다이(die) 또는 다른 저장소(92)는 벌크 소스(97)에서 각각의 비드(84, 86)의 기판(22)의 표면(34)까지 접착제(24)로 연결하는 것과 관련되는 주입구(94) 및 복수의 배출구(96)를 포함한다. 소스(97)는 균일한 접착재와 협조되도록 구성되고, 및/또는 접착제(24)를 형성하는 것과 관련된 구성 부분을 보내도록 구성될 수 있다는 것을 알 수 있다.
도 6을 참조하면, 롤(82)은 이후에 롤(82)의 커팅과 관련된 커팅 또는 스플리팅 장치(99)를 통해 접착제(24)의 비드 또는 열과 관련되고, 기판(22)의 각각의 층의 통로를 통해 소망되는 폭을 갖는 각각의 롤(66)로 커팅 또는 나뉠 수 있다. 바람직하게, 스플리팅 장치(99)는, 비드(84, 86)의 각각과 관련되는 위치에서 롤(82)을 커팅 또는 스플리트 하기 위해 제1롤러(98)과 제2롤러(100) 사이에 통과되는 마스킹재(20)와 협조되어, 각각의 비드(84)의 각각의 부분은 제1롤(102) 및 제2롤(104)와 연결되고, 각각의 비드(86)의 각각의 부분도 제1롤(102) 및 제2롤(104)과 연결된다. 상기 다른 방법에서, 각각의 비드(84, 86)는 마스킹재(20)의 롤(66)의 반대 측면 에지와 연결되는 각각의 비드(48, 50)를 형성하도록 스플리팅된다. 스플리팅 장치(99)의 작동은, 기판(22)과 연결되는 교차 에지(36, 38) 및 각각의 비드(48, 50)와 연결되는 에지(46)의 각각은, 기판(22)의 표면(32, 34)에 일반적으로 보통의 또는 반대이고, 각각의 별개의 롤(66)의 각각의 에지(36, 38)에 대해 실질적으로 동일 평면상의 형태로 제공된다는 것을 보증한다.
도 7은 누출 방지 구조 및 성능을 갖는 것으로 광고되는 다양한 시판 중인 마스킹 제품에 대한 마스킹재(20)의 성능 비교를 나타낸다. 도 7에 도시된 바와 같이, 이들 전체를 따라 실질적으로 유사한 표면 피니시를 갖는 처리면(108)은 그것에 적용되는 다양한 마스킹재를 가지고, 이후 페인팅되어, 페이트가 각각의 마스킹 제품의 각각에 적용된다. 마스킹 제품(110, 112, 114 및 116)에 대해서, 다양한 정도의 누출이 표면(108)의 페인팅된 부분(118)과 페인팅되지 않거나 마스킹된 부분(120) 사이에 명백히 보여, 각각의 제품(110, 112, 114 및 116)은 시료 표면(108)의 마스킹된 영역과 마스킹되지 않은 영역 사이의 경계가 소망되는 것 미만의 정도로 변화하는 것과 관련된다. 제품(110, 112, 114 및 116)과 관련된 많은 마스킹 재료는 기판의 일면 전체를 연장하고, 두께가 0.0005 인치 내지 0.001 인치의 범위인 접착층을 갖는다.
비교적으로, 도 7을 참조하면, 마스킹재(20)는 표면(108)의 영역(122)에 적용되어, 경계(124, 126)의 실질적으로 빳빳하거나 선형 영역은 영역(122)과 인접 페인팅된 부분(118) 사이에 계면과 연결되는 교차 측면 에지에 제공된다. 접착제(24)는 0.003 인치 및 바람직하게는 약 0.010 인치 내지 0.050 인치의 범위 또는 예비 마스킹재와 관련되는 접착 두께의 약 50배의 두께가 제공된다. 바람직하게, 접착층은 기판층의 면 중 적어도 하나에 고정되어, 접착층의 에지는 기판층의 반대 에지 중 적어도 하나와 정렬되고, 접착층은 기판층의 두께와 정렬되는 치수로 정의되는 두께 및 폭 방향과 반대인 치수로 정의되는 폭을 가져, 접착층의 두께에 대한 폭의 비율이 약 2:1 내지 약 15:1이다. 예컨대, 0.010 인치 두께의 비드는 바람직하게 약 0.020 인치 내지 0.150 인치 폭인 폭을 갖는다. 기능적 관점에서, 비드는 슬릿팅 또는 커팅 기기가 견딜 수 있지만, 접착제의 연속 에지를 유지하도록 좁아야 한다. 약 0.060 인치보다 더 좋은 비드를 제조하는 것은 제조 비용을 감소시키고, 커팅 공정으로부터 손상 없이 접착제의 기능성을 유지하는 것이 기대된다. 바람직하게, 접착제는 처리면과의 약 0.030 인치의 밀봉된 상호 작용을 유지하기에 충분한 두께 및 폭을 갖는다.
또한, 영역(122)으로부터 마스킹재(20)의 제거는 마스킹재(20)의 존재의 잔여를 남기지 않고, 마스킹재(20)의 제거와 관련된 표면(108)에 흠집을 내지 않는다는 것을 주목해야 한다. 도 7은 마스킹재(20)의 누출 성능에 대한 다른 다양한 시판 중인 마스킹재와 비교하여 페인팅 적용을 위한 마스킹재(20)의 이용과 관련된 이점을 명백히 보여준다.
따라서, 마스킹재(20)는 기판 및 기판 상에 배치되고, 바람직하게 0.003 인치 초과의 두께이고, 접착제가 마스킹재가 적용되는 표면과 관련된 중단을 따르게 하는 탄력성의 모듈러스를 갖는 재료로 형성되는 접착층을 포함하는 마스킹재를 제공한다. 바람직하게, 접착제는 적어도 하나의 열 또는 비드가 마스킹재 및 마스킹재가 적용되는 표면 사이에 액체의 누출 또는 모세관 작용을 방지하기 위해 기판의 측면 에지와 정렬되는 다중 열로 형성된다. 마스킹재(20)는 일시적이지만 누출을 완화시키기 위해 아래에 있는 표면으로부터 전체 마스킹재의 편리한 제거를 가능하게 하는 방법으로 및 아래에 있는 표면 또는 표면 피니시 또는 처리를 훼손하지 않는 방법으로 아래에 있는 면과 상호 작용을 고정한다.
Claims (20)
- 상면 및 저면을 가지고, 상기 상면 및 저면을 분리하고 기판의 두께에 의해 정의되는 2개의 에지를 갖는 기판; 및
상기 기판의 적어도 하나의 에지를 따라 저면 상에 배치되는 접착제로, 접착제의 두께가 .003 인치 초과이고 접착제의 나머지 두께에 적어도 1.25배 이상 탄력적으로 변형 가능한 것으로 정의되도록, 상기 기판의 저면으로부터 바깥쪽 방향으로 연장되는, 접착제;
를 포함하는 마스킹재.
- 제1항에 있어서,
상기 접착제는 적어도 양쪽 에지를 따라 상기 기판의 저면 상에 배치되고, 상기 기판의 각각의 에지는 상기 접착제의 두께를 가로지르는 방향에 대하여 접착제의 각각의 외부 에지와 정렬되는, 마스킹재.
- 제2항에 있어서,
상기 기판의 에지와 연결되는 접착제 사이에 배치되는 상당한 양의 접착제를 더 포함하는, 마스킹재.
- 제3항에 있어서,
상기 접착제는 상기 기판의 저면을 따라 에지 사이에서 연속적으로 연장되는, 마스킹재.
- 제1항에 있어서,
상기 기판 및 접착제는 롤 형태로 제공되고, 상기 기판의 하나의 층의 저면 상에 배치되는 상기 접착제는 상기 기판의 저면으로부터 상기 접착제를 제거하지 않고 상기 기판의 인접층의 상면과 제거 가능하도록 협조되는, 마스킹재.
- 제1항에 있어서,
상기 접착제는 두께가 적어도 .010 인치인, 마스킹재.
- 제1항에 있어서,
상기 접착제는 폴리우레탄 젤 접착제, 실리콘 젤 접착제, 및 아크릴 젤로 이루어지는 군으로부터 선택되는, 마스킹재.
- 기판의 세로 길이를 각각 연장하는 반대면 및 반대 에지를 갖는 기판층으로, 상기 반대면은 반대 에지의 길이에 의해 정의되는 기판층의 두께를 가로지르도록 배향되는, 기판층; 및
상기 기판층의 적어도 하나의 면에 고정되어, 상기 접착층의 에지는 상기 기판층의 반대 에지 중 적어도 하나와 정렬되고, 상기 접착층은 상기 기판층의 두께와 정렬되는 치수로 정의되는 두께 및 폭 방향을 가로지르는 치수로 정의되는 폭을 가지고, 상기 접착층의 폭에 대한 두께의 비율은 약 2:1 내지 약 15:1인, 접착층;
을 포함하는 테이프 어셈블리.
- 제8항에 있어서,
상기 접착층은 상기 기판층의 에지 중 적어도 하나와 정렬되는 접착제의 제1열 및 상기 기판의 반대 에지의 다른 것과 정렬되는 접착제의 제2열로 더 정의되는, 테이프 어셈블리.
- 제9항에 있어서,
상기 접착제의 제1열과 상기 접착제의 제2열 사이에 갭으로 더 정의되는, 테이프 어셈블리.
- 제10항에 있어서,
상기 기판층에 고정되고, 상기 접착제의 제1열과 상기 접착제의 제2열 사이의 갭에 위치하는 접착제의 제3열을 더 포함하는, 테이프 어셈블리.
- 제9항에 있어서,
롤 형태를 가져, 상기 접착층의 접착제의 제1열 및 접착제의 제2열이 상기 기판층 사이에 포획되어, 상기 접착층이 상기 기판층의 반대면 중 하나, 및 롤 형태에 대해 서로로부터 길이 방향으로 오프셋 되는 위치에 상기 기판층의 다른 반대면을 갖는 제거 가능한 접촉 연결에 고정되는, 테이프 어셈블리.
- 제8항에 있어서,
상기 접착층의 두께는 적어도 .003 인치인, 테이프 어셈블리.
- 제8항에 있어서,
상기 접착층의 접착제는 폴리우레탄 젤 접착제, 실리콘 젤 접착제, 및 아크릴 젤로 이루어지는 군으로부터 선택되는, 테이프 어셈블리.
- 제8항에 있어서,
상기 접착층은, 폴리카보네이트 재료와 연결되는 경우에 적어도 25%의 점착 발생 연신율을 갖는 접착제에 의해 형성되는, 테이프 어셈블리.
- 배커재(backer material)에 접착제의 다중 열을 적용하는 단계;
배커재 자체 상에 배커재를 롤링함으로써 연장된 롤을 형성하여, 상기 접착제의 다중 열이 배커재의 인접층 사이에 포획되는 단계; 및
상기 접착제의 다중 열 중 적어도 하나를 제1 별개의 롤의 말단과 연결되는 제1부분 및 제2 별개의 롤의 말단과 연결되는 제2부분으로 나누는 위치에서 상기 연장된 롤을 커팅함으로써 연장된 롤을 별개의 롤로 분할하는 단계;
를 포함하는 마스킹 테이프의 제조방법.
- 제16항에 있어서,
상기 접착제의 다중 열을 적용하는 단계는, 폴리우레탄 젤 접착제, 실리콘 젤 접착제, 및 아크릴로 이루어지는 군으로부터 선택되는 접착제의 비드를 상기 배커재의 표면에 적용하는 것으로 더 정의되는, 방법.
- 제17항에 있어서,
상기 접착제의 다중 열을 적용하는 단계는, 약 .040 인치 내지 약 0.180 인치의 폭으로 상기 접착제의 비드를 적용하는 것으로 더 정의되는, 방법.
- 제17항에 있어서,
상기 접착제의 다중 열을 적용하는 단계는, .003 인치 초과의 두께로 접착제의 비드를 적용하는 것으로 더 정의되는, 방법.
- 제17항에 있어서,
상기 접착제의 다중 열을 적용하는 단계는, .010 인치 초과의 두께로 접착제의 비드를 적용하는 것으로 더 정의되는, 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/834,151 | 2013-03-15 | ||
| US13/834,151 US8852729B1 (en) | 2013-03-15 | 2013-03-15 | Seep resistant masking material |
| PCT/US2014/021757 WO2014149992A1 (en) | 2013-03-15 | 2014-03-07 | Seep resistant masking material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160004269A true KR20160004269A (ko) | 2016-01-12 |
Family
ID=51528339
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157029456A KR20160004269A (ko) | 2013-03-15 | 2014-03-07 | 누출 방지 마스킹재 |
Country Status (9)
| Country | Link |
|---|---|
| US (3) | US8852729B1 (ko) |
| EP (1) | EP2970720A4 (ko) |
| JP (1) | JP2016516849A (ko) |
| KR (1) | KR20160004269A (ko) |
| CN (1) | CN105209564B (ko) |
| BR (1) | BR112015023466A2 (ko) |
| CA (1) | CA2906325A1 (ko) |
| MX (1) | MX2015012895A (ko) |
| WO (1) | WO2014149992A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20190070624A1 (en) * | 2017-09-07 | 2019-03-07 | Cliff Holt | Protective Floor Covering |
| US11872684B1 (en) * | 2020-09-01 | 2024-01-16 | Danielle Brewer | Gripping system and apparatus for attaching to a card |
| CN113275152B (zh) * | 2021-04-12 | 2022-09-13 | 中建新疆建工(集团)有限公司 | 一种建筑挡板油漆喷涂模具及喷涂方法 |
Family Cites Families (57)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1779588A (en) | 1927-06-22 | 1930-10-28 | Doty John Omer | Masking strip |
| US1726744A (en) | 1927-10-26 | 1929-09-03 | Albert J Krug | Masking tape |
| US1869729A (en) * | 1930-02-19 | 1932-08-02 | Roscoe C Zuckerman | Adhesive tape container and cutter |
| US2171544A (en) | 1932-09-14 | 1939-09-05 | Minnesota Mining & Mfg | Masking strip |
| US2082546A (en) * | 1936-04-07 | 1937-06-01 | Machate Fred | Tape dispensing package |
| US2510120A (en) | 1946-05-31 | 1950-06-06 | Russell J Leander | Masking paper |
| US2699251A (en) * | 1952-06-25 | 1955-01-11 | Frank E Rizza | Dispenser for adhesive tape |
| US2790609A (en) * | 1953-04-22 | 1957-04-30 | Johnson & Johnson | Adhesive tape dispenser |
| US2975091A (en) * | 1955-07-21 | 1961-03-14 | Brady Co W H | Heat-resistant adhesive article |
| BE794492Q (fr) | 1961-06-14 | 1973-05-16 | Daubert Chemical Co | Feulle de masquage |
| JPS54134187U (ko) * | 1978-03-06 | 1979-09-18 | ||
| US4255469A (en) * | 1979-07-02 | 1981-03-10 | Hughes Aircraft Company | Process for selectively applying a conformal coating with a masking tape having an imbedded wire cutting edge |
| DE2934530A1 (de) * | 1979-08-27 | 1981-03-19 | Jürgen 4000 Düsseldorf Hanke | Malerabdeckband |
| JPS59149943U (ja) * | 1983-03-25 | 1984-10-06 | 三協化学工業株式会社 | タイヤ用保護粘着テ−プ |
| US4698051A (en) * | 1984-10-15 | 1987-10-06 | Jacobson Ralph S | Plastic bag opening device |
| JPH0337740Y2 (ko) * | 1985-02-12 | 1991-08-09 | ||
| SE8701245D0 (sv) * | 1987-03-25 | 1987-03-25 | Intermall Ab | Maskeringstejp |
| US5240989A (en) * | 1987-12-11 | 1993-08-31 | Avery Dennison Corporation | Removable pressure-sensitive adhesive compositions comprising acrylic based emulsion polymers |
| US5154335A (en) * | 1990-09-14 | 1992-10-13 | Minnesota Mining And Manufacturing Company | Refillable dispenser for moist adhesive electrodes |
| US5133980A (en) * | 1990-10-15 | 1992-07-28 | Wm. Wrigley Jr. Company | Rolled tape-like confectionery product in a dispenser |
| FR2679916A1 (fr) * | 1991-08-02 | 1993-02-05 | Du Pont | Ruban adhesif ultra-mince, rouleau de materiau composite pour obtenir un tel ruban adhesif et leurs procedes de realisation. |
| US5294068A (en) * | 1991-09-26 | 1994-03-15 | Sensormatic Electronics Corporation | Dispenser for different width label rolls and method of using |
| CA2095555A1 (en) | 1992-12-16 | 1994-06-17 | Robert L. Popp | Apparatus and methods for selectively controlling a spray of liquid to form a distinct pattern |
| US5354614A (en) * | 1993-03-01 | 1994-10-11 | Minnesota Mining And Manufacturing Company | Masking tape with stiffened edge and method of gasket masking |
| US5464692A (en) * | 1993-06-17 | 1995-11-07 | Quality Manufacturing Incorporated | Flexible masking tape |
| US5468533A (en) | 1994-01-21 | 1995-11-21 | Kwik Paint Products | Masking material |
| CA2187884A1 (en) | 1994-04-26 | 1995-11-02 | Hans-Julius Weirauch | Splicing tape, splicing method and splice using the splicing tape |
| US5503487A (en) * | 1994-09-09 | 1996-04-02 | Ong; Bon S. | Custom index tabs |
| DE19502340C2 (de) | 1995-01-26 | 1998-04-23 | Guenter Klaus | Selbstklebendes Abdeck- und Dichtungsband |
| US5698067A (en) * | 1996-01-02 | 1997-12-16 | Minnesotamining And Manufacturing Company | Protector for a roll of tape |
| US5640827A (en) | 1996-01-31 | 1997-06-24 | Van Someren; Robert A. | Device and method for providing a barrier to unwanted penetration of finishing materials |
| US5776572A (en) | 1997-01-24 | 1998-07-07 | Lipson; Ronald B. | Zone-coated masking material |
| US6185862B1 (en) * | 1997-04-02 | 2001-02-13 | David W. Nelson | Capturing device for insects |
| GB9913604D0 (en) | 1999-06-12 | 1999-08-11 | Jevtec Limited | Adhesive tapes |
| JP2001294821A (ja) | 2000-04-11 | 2001-10-23 | Sekisui Chem Co Ltd | 両面粘着テープ |
| US6759110B1 (en) * | 2000-08-15 | 2004-07-06 | 3M Innovative Properties Company | Structured release liners with improved adhesion to adhesive articles |
| US6767629B2 (en) * | 2002-01-11 | 2004-07-27 | Kumud Shah | Pressure sensitive tape roll with intermediate divider |
| US6828008B2 (en) | 2002-05-03 | 2004-12-07 | George Gruber | Adhesive tape for masking |
| US20040053044A1 (en) * | 2002-09-18 | 2004-03-18 | 3M Innovative Properties Company | Conformable, thick edge adhesive tape for rough surface applications |
| US20040126597A1 (en) * | 2002-12-27 | 2004-07-01 | Cohen Lewis S. | Facing for insulation and other applications |
| USD493838S1 (en) * | 2003-03-18 | 2004-08-03 | Kenichi Fujii | Adhesive tape |
| JP4610168B2 (ja) * | 2003-08-06 | 2011-01-12 | スリーエム イノベイティブ プロパティズ カンパニー | 耐熱マスキングテープ |
| DE102004019908A1 (de) | 2004-04-21 | 2005-11-17 | Tesa Ag | Verwendung eines doppelseitig klebend ausgerüsteten Schaumstoff-Klebebands zum Befestigen von struktuierten Flachleitungen insbesondere auf Untergründen wie die Innenraum-Dekorteile eines Pkws, insbesondere Dachhimmel, Türseitenteil, Kofferraumdeckel |
| US20070062998A1 (en) * | 2005-09-19 | 2007-03-22 | Kanbar Maurice S | Note paper roll and dispensers |
| CN101528878A (zh) * | 2006-10-31 | 2009-09-09 | 日立化成工业株式会社 | 粘接带和粘接带卷绕体 |
| US20080156444A1 (en) * | 2006-12-28 | 2008-07-03 | 3M Innovative Properties Company | Tape and Masking Material Composite |
| FR2914312A1 (fr) | 2007-03-29 | 2008-10-03 | Didier Couvreur | Ruban adhesif de masquage de pieces |
| US20080318038A1 (en) | 2007-06-25 | 2008-12-25 | Dominick Joseph Fucito | Masking material with liquid-repellent surface |
| CA2665215C (en) | 2008-05-06 | 2015-01-06 | Intertape Polymer Corp. | Edge coatings for tapes |
| JP3168098U (ja) * | 2011-03-11 | 2011-06-02 | 翔吾 前川 | マスキングテープ部材 |
| US8486504B2 (en) * | 2011-03-11 | 2013-07-16 | Langeman Manufacturing Limited | Multilayer masking tape |
| US8851284B2 (en) * | 2011-05-18 | 2014-10-07 | Thuban, Inc. | Adhesive bandage dispensing arrangements |
| JP5714995B2 (ja) * | 2011-07-07 | 2015-05-07 | 日鉄住金ドラム株式会社 | マスキングシート |
| CA2783917A1 (en) * | 2011-08-01 | 2013-02-01 | Nitto Denko Corporation | Roll body of band-like patch |
| WO2013036230A1 (en) * | 2011-09-08 | 2013-03-14 | Intel Corporation | Patterned adhesive tape for backgrinding processes |
| US8912119B2 (en) * | 2011-10-31 | 2014-12-16 | Intertape Polymer Corp. | Pressure-chromic tape and methods of making same |
| US20140065377A1 (en) * | 2012-09-04 | 2014-03-06 | Berry Plastics Corporation | Abrasuib-resistant, hand-tearable adhesive tape |
-
2013
- 2013-03-15 US US13/834,151 patent/US8852729B1/en not_active Expired - Fee Related
-
2014
- 2014-03-07 CA CA2906325A patent/CA2906325A1/en not_active Abandoned
- 2014-03-07 EP EP14767595.3A patent/EP2970720A4/en not_active Withdrawn
- 2014-03-07 WO PCT/US2014/021757 patent/WO2014149992A1/en active Application Filing
- 2014-03-07 MX MX2015012895A patent/MX2015012895A/es unknown
- 2014-03-07 JP JP2016500824A patent/JP2016516849A/ja active Pending
- 2014-03-07 KR KR1020157029456A patent/KR20160004269A/ko not_active Application Discontinuation
- 2014-03-07 BR BR112015023466A patent/BR112015023466A2/pt not_active IP Right Cessation
- 2014-03-07 CN CN201480016261.0A patent/CN105209564B/zh not_active Expired - Fee Related
- 2014-08-01 US US14/449,224 patent/US20140338821A1/en not_active Abandoned
-
2015
- 2015-11-13 US US29/545,490 patent/USD790629S1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2970720A1 (en) | 2016-01-20 |
| US20140272321A1 (en) | 2014-09-18 |
| USD790629S1 (en) | 2017-06-27 |
| US8852729B1 (en) | 2014-10-07 |
| JP2016516849A (ja) | 2016-06-09 |
| CA2906325A1 (en) | 2014-09-25 |
| US20140338821A1 (en) | 2014-11-20 |
| CN105209564B (zh) | 2018-10-26 |
| WO2014149992A1 (en) | 2014-09-25 |
| BR112015023466A2 (pt) | 2017-12-26 |
| MX2015012895A (es) | 2016-07-20 |
| CN105209564A (zh) | 2015-12-30 |
| EP2970720A4 (en) | 2016-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6458440B1 (en) | Spacer materials | |
| US6858285B1 (en) | High bond strength, repositionable adherent sheet | |
| JP4237495B2 (ja) | 角錐構造を有する接着剤層および剥離ライナー | |
| US20140142490A1 (en) | Self-adhesive wound care product | |
| JP2008285684A (ja) | 微細複製形態を有する接着剤ならびにこれを製造する方法およびこれを使用する方法 | |
| TW200619343A (en) | Contaminant removal tape roll with sheet removal feature and method of manufacturing the same | |
| JP2010029341A5 (ko) | ||
| JP2010029341A (ja) | 粘着テープロールおよびその製造方法 | |
| KR20160004269A (ko) | 누출 방지 마스킹재 | |
| JP2007117534A (ja) | 粘着テープロール | |
| US20090226657A1 (en) | Lint roller | |
| EP1241240A3 (de) | Trägermaterial auf Vliesbasis insbesondere für ein Klebeband mit verbesserter Handeinreissbarkeit | |
| US6842934B1 (en) | Adhesive roller | |
| JP2008156423A (ja) | 粘着シートの製造方法 | |
| TWI431086B (zh) | 保護性物件及其製造方法 | |
| JP2016516849A5 (ko) | ||
| JP2013199778A (ja) | 壁装用コーナー材及びその成形方法 | |
| US6551687B1 (en) | Wrapping films | |
| JP5713294B2 (ja) | 液晶画面用保護シート材 | |
| JP5202273B2 (ja) | 粘着テープロール | |
| JP7264447B2 (ja) | 除塵用ロール | |
| JP5216564B2 (ja) | 粘着テープロール | |
| US20160067951A1 (en) | Seep Resistant Masking Material | |
| RU162933U1 (ru) | Двухсторонняя клейкая лента | |
| JP7385465B2 (ja) | キッチン壁面保護シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| WITB | Written withdrawal of application |