KR20140109403A - 주연 밀봉 수단을 구비한 글레이징 유닛과 그의 제조 방법 - Google Patents
주연 밀봉 수단을 구비한 글레이징 유닛과 그의 제조 방법 Download PDFInfo
- Publication number
- KR20140109403A KR20140109403A KR1020147018316A KR20147018316A KR20140109403A KR 20140109403 A KR20140109403 A KR 20140109403A KR 1020147018316 A KR1020147018316 A KR 1020147018316A KR 20147018316 A KR20147018316 A KR 20147018316A KR 20140109403 A KR20140109403 A KR 20140109403A
- Authority
- KR
- South Korea
- Prior art keywords
- substrate
- seal
- glazing unit
- seals
- wing
- Prior art date
Links
Images










Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/54—Fixing of glass panes or like plates
- E06B3/58—Fixing of glass panes or like plates by means of borders, cleats, or the like
- E06B3/5878—Fixing of glass panes or like plates by means of borders, cleats, or the like the borders being pre-assembled in a frame-like manner on the pane or on the frame before the pane is fitted to the frame
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/004—Mounting of windows
- B60J1/007—Mounting of windows received in frames to be attached to vehicle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J10/00—Sealing arrangements
- B60J10/70—Sealing arrangements specially adapted for windows or windscreens
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/54—Fixing of glass panes or like plates
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Securing Of Glass Panes Or The Like (AREA)
Abstract
본 발명은 양쪽 두 외면(20, 21)과 두 면을 잇는 주연 에지면(22)을 가지는 기판(2)과, 기판의 에지면과 두 외면에 대한 기판의 경계에 추가되는 주연 밀봉 수단을 포함하고, 밀봉 수단은 기판의 두 외면(20, 21) 및 기판의 에지면(22)과 각각 상호작용하는 적어도 두 개의 시일(3A, 3B)을 포함하며, 두 시일은 글레이징 유닛의 에지면(22)에서 서로 중첩되는 영역(4)을 형성하는 것을 특징으로 하는 글레이징 유닛에 관한 것이다.
Description
본 발명은 주연 시일이 제공된 글레이징 유닛과 그의 제조 방법에 관한 것이다.
보다 상세하게는, 본 발명의 글레이징 유닛은 대상 용례에 의해 부여되는 유효 두께, 특히 30 내지 200 mm의 두께를 가진다.
본 출원은 특히 수송차량용 글레이징 유닛, 차폐형 글레이징 유닛, 군용차량 및 철도차량용 글레이징 유닛 등이지만, 이에 한정되지는 않는다.
이런 유형의 글레이징 유닛은 일반적으로 적층되며, 유리, 수정, 세라믹, 유기 투명재와 같은, 심지어 다양한 특성의 적어도 두 개의 기판과, 폴리비닐부티랄(PVB) 또는 이와 유사한 재료의 개재 시트는 물론, 임의의 수분이 적층 구조물 내로 침투하는 것을 방지하고 글레이징 유닛을 수용하는 차량의 외부의 수분이 차량 내부로 침투하는 것을 방지하는 주연 시일을 포함한다.
또한, 글레이징 유닛은 글레이징 유닛의 대상 용례를 위한 수용 구조물을 구성하는 프레임에 배열되도록 되어 있다. 따라서, 시일의 다른 목적은 프레임과 글레이징 유닛 사이의 밀봉-밀폐를 보장하는 것이다.
현재, 주연 시일과 글레이징 유닛의 결합은 글레이징 유닛을 몰드에 배열하고 몰드의 벽과 글레이징 유닛 사이에 플라스틱 밀봉재를 주입함으로써 얻어진다. 시일은 글레이징 유닛의 주연부 전체에 걸쳐 계속되고, 글레이징 유닛의 외면상에서, 글레이징 유닛의 두께(에지면), 글레이징 유닛의 에지, 그리고 에지의 중간 주연 영역에 걸쳐 연장된다.
이런 제조 방법은 각 글레이징 유닛의 크기, 표면적과 두께에 대한 몰드의 특정 디자인을 필요로 한다.
명백히, 이런 글레이징 유닛은 연속적으로 제조되며, 하나 및 동일한 몰드가 여러 번 사용된다.
그러나, 글레이징 유닛의 치수가 바뀌면 새 몰드를 디자인하여야 한다.
현재, 일련의 글레이징 유닛을 위해 제공되는 몰드의 수효와, 필요 시 새 몰드를 구성해야 한다는 점을 고려하면 상당한 제조비가 든다는 것을 알 수 있는데, 이를 줄이는 것이 바람직하다.
또한, 본 제조 방법에 의해 기판과 결합되는 시일은 결국 접착되는데, 이는 밀봉재가 시간 경과에 따라 종종 손상됨으로 인해 글레이징 유닛의 수명 중에 시일을 교체하여야 할 때 문제가 된다. 따라서, 접착에 의한 고정은 분리 작업을 복잡하게 한다.
그러므로, 본 발명의 목적은 밀봉 수단이 글레이징 유닛의 어떤 두께에도 용이하게 적합화됨으로써 간단한 방식으로 결합되고, 용이하게 분리되면서 원하는 밀봉 품질에 영향을 미치지 않는 글레이징 유닛을 제공하는 것이다.
본 발명은 또한 단순화된 제조 방법, 특히 글레이징 유닛의 두께와 치수에 따라 특정 몰드를 필요로 하지 않고, 밀봉 수단의 신속한 결합/해체를 제공하는 방법을 목적으로 한다.
본 발명에 따르면, 글레이징 유닛은 양쪽 두 외면과 두 면을 잇는 주연 에지면을 가지는 기판과, 기판의 에지면과 두 외면에 대한 기판의 경계에 추가되는 주연 밀봉 수단을 포함하고, 밀봉 수단은 기판의 두 외면 및 기판의 에지면과 각각 협조하는 적어도 두 개의 시일을 포함하고, 두 시일은 글레이징 유닛의 에지면에서 서로 중첩되는 영역을 형성하는 것을 특징으로 한다.
본 발명의 맥락 내에서, "기판"은 예컨대 유리나 종래 기술과 관련하여 앞에서 열거한 것들과 같은 여타의 투명한 재료로 이루어진, 서로 조립되는 복수의 시트와, 폴리비닐부티랄(PVB) 또는 이와 유사한 유형의 열가소성 재료와 같은, 유리 이외의 재료로 이루어진 개재 시트를 포함할 수 있는 기판을 의미하는 것으로 이해해야 한다.
이하의 설명에서, 수식어 "외부"는 수식 대상 요소의 외부에 있는 환경에 대면한다는 것을 각각 의미하는 것으로 이해해야 한다.
수식어 "내부"는 수식 대상 요소의 내부에 대면하는 부분과 관련된 것이다.
기판을 사이에 끼워 넣는 방식으로 장착되는 두 개의 분리된 시일을 사용함으로써 글레이징 유닛의 두께는 중요하지 않게 한다.
따라서, 용례에 맞추어 두께가 변화하는 경우에도, 글레이징 유닛의 두께가 어떻든지 간에, 중첩 영역을 보장하는 두 시일의 최대 전개 정도에 대응하는 허용가능 두께 범위 내에서는, 본 발명은 추가적인 가공(toolage)을 수행하거나 기존의 가공을 조정하지 않고서도 해당 변경의 비용과 소요 시간을 제한할 수 있도록 한다.
글레이징 유닛의 두께에 대한 용례가 변경되는 것은 드문 일이 아니라는 것을 기억해야 한다. 두께가 변경되는 데는 글레이징 유닛의 신규한 디자인, 기계적 강도 특성의 증가, 추가된 기능 등과 같은 다양한 이유가 있다.
또한, 순차적인 끼움(제1 시일이 끼움되고 나서 제2 시일이 추가됨)에 의해 두 개의 동일한 부품으로 밀봉 수단을 구성하는 이 디자인은 궁극적으로 종래 기술에 비해 밀봉 수단의 결합에 소요되는 시간과 교체 시간이 단축되어 유지보수가 간단해진다.
따라서, 제1 시일은 글레이징 유닛의 면 중 하나에 대해 가압되고 곡벽에 의해 상기 글레이징 유닛의 에지면에 대해 가압되는데 반해, 제2 시일은 글레이징 유닛의 반대쪽 제2 면에 대해 가압됨으로써 제1 시일의 반대쪽에 배열되고, 한편으론 곡벽에 의해 글레이징 유닛의 상기 에지면 상으로 가압되고 다른 한편으론 상기 중첩 영역을 형성하도록 그의 최말단 영역에 의해 제1 시일의 곡벽에 대해 가압된다.
일 특징에 따르면, 시일은 제거 가능하며, 특히 클립 고정에 의해 기판에 장착된다.
유리하게는, 시일은 기판의 주연부에 대응하는 연속 주연부를 각각 가지는 단일품(unitary part)이다.
이런 시일의 디자인은 종래 기술과 달리 기판과의 결합과는 무관하게 시일을 제조하는 것을 가능하게 한다.
각각의 시일은 제1 선형 날개부, 제2 선형 날개부 및 두 날개부를 잇는 만곡부가 제공되는 프로파일을 가지며, 시일이 대기 상태일 때 두 날개부는 그들 사이에 예각을 형성한다. "대기 상태"는 시일이 기판에 장착되지 않았거나 아직 완전히 장착되지 않은 시일의 위치를 의미하는 것으로 이해해야 한다.
각각의 시일은 기판에 장착된 상태에서 탄성 결합에 의해 기판에 고정되며, 제1 선형 날개부는 글레이징 유닛의 외면 중 하나에 대해 가압되고 제2 선형 날개부는 글레이징 유닛의 에지면에 밀착된다.
다른 특징에 따르면, 기판의 에지면에 대면하는 시일의 부분은 소정 임계값과 기판 두께의 전체 치수 사이에서 달라지는 길이만큼 중첩된다. 임계값은 특히 10 mm이다.
유리하게는, 각각의 시일은 다른 시일의 부분과 협조하는 부분에 연속하는 과잉두께부 또는 리브를 가진다. 이들 리브는 중첩 영역에 있는 시일 사이의 밀봉-밀폐를 보장한다. 리브는 기판의 에지면에 배치되는 시일의 부분의 파지와 견고화에도 기여할 수 있다. 리브는 상술한 접착제를 전달할 수도 있다.
바람직하게는, 시일은 중첩 영역에서 서로 접착된다. 접착은 접착제를 한 줄로 연속하여 도포하거나 간격을 두고 점 형태로 도포하여 수행된다.
또 다른 특징에 따르면, 시일은 기판의 외면에 대해 가압되는 립(lip)과, 바람직하게는 반대 평면에 배열되고 프레임 유형의 글레이징 유닛 수용 구조물의 내면과 협조하도록 되어 있는 다른 립을 가진다.
일반적으로, 각각의 시일은 최대 두께, 즉 어느 한 립의 정점으로부터 반대쪽 립의 정점까지의 거리가 대략 5 mm이다.
다른 특징에 따르면, 각각의 시일은 폴리머 플라스틱 재료나 고무 유형의 재료와 같은, 압출 및 성형에 적합하고 신축성인 재료로 제조된다. 이런 재료의 예로는 실리콘이나 에틸렌 프로필렌 디엔 모노머(EPDM)가 있지만 이에 한정되지는 않는다.
바람직하게는, 재료는 50 내지 65 쇼어 A의 경도를 가진다.
재료의 탄성으로 인해 시일의 날개부 사이에 배열되는 내장 공간을 활용할 수 있으며, 상기 시일을 기판의 경계에 끼우고, 이어서 시일을 기판에 밀착시켜 꽉 누르기가 용이해져서 시일의 견고한 유지가 보장된다.
시일의 경도와 시일에 의해 기판에 인가되는 장력은 특히 상기 기판의 크기에 적합화되도록 기판의 주연부에 걸쳐, 특히 기판의 세그먼트 또는 측면별로 차이가 날 수 있다. 따라서, 모서리와 모서리에 근접한 곳에서 토크에 의해 유지되는 시일이 제공된 측면의 중앙부에 "벌어짐(yawning)" 현상이 발생하는 것을 방지하기 위해, 시일의 경도는 시일의 견고한 유지를 보장하기 위해 중앙부를 포함하는 전체 면에 걸쳐 적정 장력을 보장하기에 적절하여야 할 것이다. 따라서, 상이한 경도를 갖는 압출된 선형부가 결합되어 적절한 별개의 장력을 제공할 수 있다.
본 발명의 글레이징 유닛을 제조하는 방법은 시일을 별도로 제조한 후 기판에 추가하는 단계를 포함한다.
시일의 제조는 선형부의 압출 단계와, 모서리부를 제조하고 성형, 특히 사출 성형에 의해 선형부에 모서리부를 고정하는 것으로 이루어진 적어도 하나의 단계를 포함한다. 바람직하게는, 단일 스테이지에서 글레이징 유닛의 모서리부를 형성하고 연속 시일 전체를 제공하기 위해 많은 몰드가 사용된다.
따라서, 본 발명은 어떤 글레이징 유닛의 기하구조와 두께에도 적합화될 수 있도록 한다.
이하, 본 발명의 범위를 결코 제한하지 않는, 단지 실례가 되는 예의 도움을 받아, 그리고 첨부도면을 토대로 하여 본 발명을 설명한다.
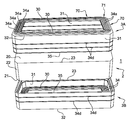
도 1은 본 발명의 글레이징 유닛의 분해 사시도를 도시한다.
도 2는 글레이징 유닛의 상세한 부분 사시도이다.
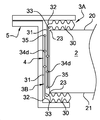
도 3은 수용 프레임에 합체된 글레이징 유닛의 면에서 바라본 부분 단면도이다.
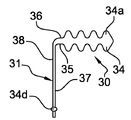
도 4는 글레이징 유닛에 장착되지 않고 대기 상태에 있는 본 발명에 따른 시일의 예시적인 실시예의 측면에서 바라본 단면도이다.
도 5a 내지 도 5c는 세 가지의 시일 프로파일 변형례의 단면도를 각각 도시한다.
도 6a 내지 도 6c는 상이한 창유리 두께에 따른 도 3의 변형례를 도시한다.
도 7은 제조가 완료된 시일의 부분 평면도이다.
도 8은 제조 단계에 있는 시일의 평면도이다.
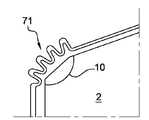
도 9a와 도 9b는 동일한 시일을 구비한 두 개의 글레이징 유닛 변형례의 개략적인 부분 평면도이다.
도 2는 글레이징 유닛의 상세한 부분 사시도이다.
도 3은 수용 프레임에 합체된 글레이징 유닛의 면에서 바라본 부분 단면도이다.
도 4는 글레이징 유닛에 장착되지 않고 대기 상태에 있는 본 발명에 따른 시일의 예시적인 실시예의 측면에서 바라본 단면도이다.
도 5a 내지 도 5c는 세 가지의 시일 프로파일 변형례의 단면도를 각각 도시한다.
도 6a 내지 도 6c는 상이한 창유리 두께에 따른 도 3의 변형례를 도시한다.
도 7은 제조가 완료된 시일의 부분 평면도이다.
도 8은 제조 단계에 있는 시일의 평면도이다.
도 9a와 도 9b는 동일한 시일을 구비한 두 개의 글레이징 유닛 변형례의 개략적인 부분 평면도이다.
도 1의 분해도에 도시된 본 발명의 글레이징 유닛(1)은 기판(2)과 적어도 두 개의 주연 밀봉 수단(3A, 3B)을 포함한다.
글레이징 유닛은 유리나, 예컨대 종래 기술과 관련하여 앞에서 열거한 것과 같은 여타의 투명한 재료로 이루어진 다수의 시트와, 플라스틱 재료로 이루어진 개재 시트를 포함하는 후형(thick) 및/또는 복합 기판을 필요로 하는 용례를 위한 것이다. 이는 예컨대 차폐형 글레이징 유닛, 군용차량 및 철도차량용 글레이징 유닛, 항공기용 글레이징 유닛으로 사용된다.
본 발명의 글레이징 유닛의 두께는 특히 30 mm 내지 200 mm이다.
기판(2)은 양쪽 두 일반 외면(20, 21)과 두 면을 잇는 주연 에지면(22)을 가진다.
본 발명에 따르면, 도 2에 도시된 바와 같이, 밀봉 수단(3A, 3B)은 기판의 양쪽 외면(20, 21) 각각과 에지면(22)에 대해 글레이징 유닛의 경계에서 각각 결합된다.
각 밀봉 수단(3A, 3B)(도 1)은 기판의 주연부 전체에 걸쳐 각각 연장되며, 한편으론 기판의 외면(20, 21) 중 하나를 부분적으로 덮고 다른 한편으론 에지면(22)의 전부 또는 일부에 걸쳐 연장되며, 에지면(22)에 대면하게 배열되는 밀봉 수단의 부분 또는 날개부는 중첩 영역(4)(도 2)만큼 중첩된다.
각 밀봉 수단(3A, 3B)은 글레이징 유닛의 주연부 전체 둘레에 연속 시일을 형성한다. 글레이징 유닛의 에지면(22)에 대한 밀봉-밀폐는 밀봉 수단의 중첩에 의해 보장된다. 시일의 제조에 대해서는 이하에서 설명한다.
도 1 내지 도 3에서 알 수 있는 바와 같이, 보다 상세하게는, 도 3을 참조하면, 연속 시일은 기판(2)의 외면(20 또는 21)에 대해 가압되는 제1 날개부(30)와 기판의 에지면(22)에 대해 가압되는 제2 날개부(31)를 가지며, 날개부는 에지면과 기판의 일반면을 잇는 에지(23)에서 상기 에지를 덮는 만곡형 연결부(32)를 형성한다.
시일의 장착 위치에서, 날개부(30, 31)는 기판의 각각의 면과 에지면이 이루는 각도에 대응하는 각도(33), 일반적으로, 그리고 본 출원에서는 직각인 각도를 이룬다.
시일은 글레이징 유닛의 에지에 끼움되도록 신장되고 글레이징 유닛의 에지의 프로파일을 면밀히 따르도록 이완되면서 도구 및/또는 추가적인 고정 수단 없이 압력에 의해 상기 에지에 유지될 수 있도록 탄성 밀봉재로부터 형성된다.
연속 시일은 별도로 제조되어 기판에 제거 가능하게 추가되는, 이를테면 프레이밍부를 구성한다.
도 4에 도시된 바와 같이, 자유로운 상태에서, 즉 시일(3A 또는 3B)이 이완 상태에 있을 때, 날개부(30, 31)는 예각인 각도(33)를 이루는데, 이는 시일이 신장 상태에서 기판과 결합될 때 시일에 복원력을 부여하여 시일이 기판의 에지에 견고히 유지되도록 보장한다.
시일의 재료는 하기 특성, 즉
- 수밀성과,
- 압출 및 사출 성형 적합성과,
- 압출을 제어하기에 충분한 경성과,
- 탄성 변형되기에 충분한 유연성과 신축성을 충족한다.
바람직하게는, 재료는 고무계 또는 폴리머계의 일부를 형성하고, 50 내지 60 쇼어 A의 경도를 나타낸다. 재료는 예컨대 실리콘으로 제조된다.
각각의 날개부(30, 31)는 별개의 프로파일을 가진다.
실제로, 시일이 제공되는 기판은 용도와 관련된 글레이징 유닛 수용 구조물을 구성하는 프레임(5)(도 3)에 합체되도록 되어 있다. 특히, 기판의 일반면에 대해 가압되고 상기 프레임에 밀착되는 날개부(30)는 요구되는 밀봉-밀폐와 프레임에 기판을 기계적으로 고정하는 것 사이의 균형을 유지하기 위해 글레이징 유닛의 예상 용도에 적합화된 프로파일을 가진다.
도 4는 날개부(30, 31)가 상이한 형상의 립(34)을 가지는 것을 도시한다.
도 5a 내지 도 5c는 대상 용례에 따른 다양한 날개부(30) 프로파일 변형례를 도시한다. 세 변형례 각각의 날개부(30)는 변형례별로 형상과 배열이 달라지는 립을 포함한다.
도 5a를 참조하면, 날개부(30)의 립(34, 34a)은 기판과 프레임에 대해 각각 가압되도록 되어 있는 시일의 양면(35, 36)에 각각 배열된다. 도 1에서도 알 수 있는 바와 같이, 이들 립은 그 정점이 면(35, 36)에 평행한 평면 내에 있는 돌기를 형성하고, 평면별로 완벽한 대칭을 이룬다. 이 프로파일은 기판의 평탄도 결함을 잘 흡수하지는 못하지만, 글레이징 유닛이 프레임에 매우 양호하게 고정되는 것을 보장한다. 이런 프로파일은 특히 차폐형 글레이징 유닛에 사용된다.
도 5b에서, 립(34, 34a)은 도 5a에 도시된 것과 동일한 울퉁불퉁한 프로파일을 가진다. 그러나, 시일의 면(35, 36) 양측의 정점은 서로 엇갈리게 배열되어, 일측에 정점부가 있고 타측은 움푹 패이게 된다. 이 프로파일은 글레이징 유닛이 프레임에 양호하게 고정되도록 하고 평탄도 결함을 적절히 흡수한다.
도 5c를 참조하면, 립(34b, 34c)은 면(35, 36)의 양측에 이격된 분지를 형성하며, 이들 가지는 제2 날개부(31)로부터 소정 경사도만큼 실질적으로 만곡된다. 이 프로파일은 글레이징 유닛을 프레임에 기계적으로 고정하는 것보다 기판의 평탄도 결함의 흡수에 우선 순위를 둔다.
글레이징 유닛의 에지면(22)에 대해 가압되도록 되어 있는 제2 날개부(31)는 뚜렷이 돌출된 립을 갖지 않는, 보다 단순한 프로파일을 가진다. 이는 그의 양면(37, 38)에, 바람직하게는 연속적이고 서로 이격되는 종방향 리브(34d)를 갖는 평평한 표면을 가진다(도 1, 도 3 및 도 5a 내지 도 5c). 리브(35)가 날개부(31)의 말단부에 제공된다.
도 3과 도 6a 및 도 6b를 참조하면, 시일(3A, 3B)의 중첩은 시일(3A)의 리브(34d)가 다른 시일(3B)의 리브(34d)에 대면하지 않는 방식으로 이루어진다. 리브(34d, 35)는 시일 상호 간에 밀폐-밀봉을 제공한다.
이들 리브는 시일(3A, 3B)의 중첩 영역(4)에 선택적인 접착이 예정되어 있는 경우에는 다른 목적을 수행한다. 이들 리브는 접착제가 확산되는 채널을 한정한다.
마지막으로, 도 6c에 도시된 추가적인 시일 변형례에서는, 시일(3A, 3B)이 제공된 기판(2)을 프레임(5)에 배치하기 위한 인덱싱 수단(6)이 유리하게 시일과 결합된다. 이들 인덱싱 수단은 동일한 시일의 두 날개부 사이의 접합부(join)(32)에서 시일의 외면에 배치되는 시일의 국지적 과잉두께부로 구성된다.
본 발명에 따르면, 시일의 중첩 영역(4)은 완벽한 밀봉-밀폐를 보장한다. 중첩되는 날개부(31)의 길이는 기판의 두께와 무관하게 중첩을 보장하기에 충분하다(도 6a 내지 도 6c).
두께가 클 경우(도 6b)의 중첩은 단부 리브(35)에 근접한 시일(3A)의 말단 영역(36A)이 대응하는 단부 리브(35)에 근접한 시일(3B)의 말단 영역(36B)에 대면하는 한 최소화된다.
글레이징 유닛의 두께가 시일의 제2 날개부(31)의 길이보다 작을 경우에는, 각각의 시일(3A, 3B)의 날개부(31)는 중첩(4)을 가능하게 하는 길이를 유지하면서 날개부의 치수를 최대한으로 잡아 기판 두께의 치수까지 줄이기 위해 시일의 주연부에 걸쳐 절단된다(도 6c).
이제 글레이징 유닛의 제조 방법을 설명한다.
본 발명의 방법의 편익은 기판과의 연계에 무관하게 밀봉 수단을 제조할 수 있다는 것이다.
기판의 주연부가 확인되면, 밀봉 수단은 대량 생산에 의해 제조될 수 있고, 차후에 배송되어 기판에 장착될 수 있다.
밀봉 수단의 장착은,
- 제1 시일(3A)을 그의 측면 중 하나에 의해 기판에 끼우고, 시일 일측의 날개부(30)를 기판의 외면에 대해 가압하면서 제2 날개부(31)를 기판의 에지면(22)에 밀착되도록 잡아당겨, 제1 측면을 따라 기판의 에지(23)를 "캡슐화"하고,
- 시일의 상기 제2 날개부(31)를 시일의 전체 주연부에 걸쳐 조금씩 잡아당겨 기판의 에지면에 대해 가압함으로써, 제1 시일이 기판에 끼움된 상태에서 글레이징 유닛의 에지가 결국에는 완전히 덮이도록 하고,
- 제2 시일(3B)에도 동일한 방법을 적용하고, 이어서 제2 시일의 날개부(31)가 제1 시일의 날개부(31)에 부분적으로 중첩되도록 하여 중첩 영역(4)을 형성하는 것에 의해 수행된다.
특정 용례의 경우, 중첩 영역에서 두 시일을 접착하고자 할 때에는, 제2 시일의 끼움에 앞서, 리브(34d, 35)에 의해 한정되는 제1 시일의 날개부(31)의 외부 채널에 접착제가 배치된다.
시일의 제조 방법은 다음과 같다.
도 1과 도 7을 참조하면, 맨 먼저 본 발명의 연속 시일이 선형부(70)와 모서리부(71)로부터 제조된다. 선형부는 도 7에 파선으로 개략적으로 표시된 가상 용접선(72)을 따라 모서리부에 고정된다. 결국 시일은 단일 편으로 이루어진다.
선형부(70)가 압출된다. 밀봉재는 소기의 시일 프로파일을 따라 긴 가닥(수 미터)으로 압출되며, 이어서 압출된 제품은 기판의 측면에 실질적으로 대응하는 길이를 갖는 선형부를 제공하기 위해 절단된다. 상기 길이는 선형부(70)에 접하여 고정되는 곡벽(73)을 형성하는 모서리부(71)를 감안하여 기판의 측면보다 짧다.
모서리부(71)와 두 선형부(70)를 고정하는 작업을 평면도에 의해 개략적으로 도시하는 도 8을 참조하면, 선형부의 자유단(74)이 모서리부의 공동(80)을 제공하는 몰드(8) 내부에 배치되고, 이어서 밀봉재가 몰드 내로 사출된다. 몰드로부터 제거된 후에, 모서리부가 선형부에 고정된다.
또한, 모서리 시일의 형상은 기판의 모서리 기하구조에 적합화되도록 필요에 따라 용이하게 변경될 수 있다. 이를 위해서는, 선형부의 제조를 변경할 필요없이 모서리 몰드만 구성하면 된다.
예컨대, 도 9a와 도 9b를 참조하면, 모서리부는 두 측면이 이루는 각도(10)가 다른 별개의 기판에 동일한 시일이 장착될 수 있도록, 기판과 결합될 때 재료의 변형을 제어할 수 있게 해주는 아코디언 프로파일을 갖도록 제조될 수 있다.
Claims (12)
- 양쪽 두 외면(20, 21)과 상기 두 면을 잇는 주연 에지면(22)을 가지는 기판(2)과, 기판의 에지면과 두 외면에 대한 기판의 경계에 추가되는 주연 밀봉 수단을 포함하는 글레이징 유닛(1)이며, 밀봉 수단은 기판의 두 외면(20, 21) 및 기판의 에지면(22)과 각각 협조하는(cooperate) 적어도 두 개의 시일(3A, 3B)을 포함하며, 두 시일은 글레이징 유닛의 에지면(22)에서 서로 중첩되는 영역(4)을 형성하는 것을 특징으로 하는 글레이징 유닛.
- 제1항에 있어서, 시일(3A, 3B)은 제거 가능하며, 특히 클립 고정에 의해 기판에 장착되는 것을 특징으로 하는 글레이징 유닛.
- 제1항 또는 제2항에 있어서, 시일(3A, 3B)은 기판의 주연부에 대응하는 연속 주연부를 각각 가지는 단일품인 것을 특징으로 하는 글레이징 유닛.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 각각의 시일은 제1 선형 날개부(30), 제2 선형 날개부(31) 및 두 날개부를 잇는 만곡부(32)가 제공되는 프로파일을 가지며, 시일이 대기 상태일 때 두 날개부는 그들 사이에 예각을 형성하는 것을 특징으로 하는 글레이징 유닛.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 각각의 시일은 기판에 장착된 상태에서 탄성 결합에 의해 기판에 고정되며, 제1 선형 날개부(30)는 글레이징 유닛의 외면 중 하나에 대해 가압되고, 제2 선형 날개부(31)는 글레이징 유닛의 에지면에 밀착되는 것을 특징으로 하는 글레이징 유닛.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 기판의 에지면에 대면하는 시일의 부분은 소정 임계값과 기판 두께의 전체 치수 사이에서 달라지는 길이만큼 중첩되는 것을 특징으로 하는 글레이징 유닛.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 각각의 시일은 다른 시일의 부분과 협조하는 부분에 연속하는 과잉두께부 또는 리브(34c, 35)를 가지는 것을 특징으로 하는 글레이징 유닛.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 시일은 중첩 영역(4)에서 서로 접착되는 것을 특징으로 하는 글레이징 유닛.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 시일은 기판의 외면에 대해 가압되는 립(34)과, 바람직하게는 반대 평면에 배열되고 프레임 유형의 글레이징 유닛 수용 구조물의 내면과 협조하도록 된 다른 립(34a)을 가지는 것을 특징으로 하는 글레이징 유닛.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 시일은 압출과 사출 성형이 가능하고 신축성인 재료, 특히 에틸렌 프로필렌 디엔 모노머(EPDM) 또는 실리콘 유형의 재료로 제조되는 것을 특징으로 하는 글레이징 유닛.
- 시일(3A, 3B)을 별도로 제조한 후 기판에 추가하는 것을 특징으로 하는, 제1항 내지 제10항 중 어느 한 항에 따른 글레이징 유닛의 제조 방법.
- 제11항에 있어서, 시일의 제조는 선형부(70)의 압출 단계와, 모서리부(71)를 제조하고, 성형, 특히 사출 성형에 의해 선형부에 모서리부를 고정하는 것으로 이루어진 적어도 하나의 단계를 포함하는 것을 특징으로 하는 글레이징 유닛의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1250165 | 2012-01-06 | ||
| FR1250165A FR2985538B1 (fr) | 2012-01-06 | 2012-01-06 | Vitrage dote de moyens peripheriques d'etancheite et son procede de fabrication |
| PCT/FR2013/050013 WO2013102737A2 (fr) | 2012-01-06 | 2013-01-04 | Vitrage dote de moyens peripheriques d'etancheite et son procede de fabrication |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140109403A true KR20140109403A (ko) | 2014-09-15 |
| KR102036047B1 KR102036047B1 (ko) | 2019-10-25 |
Family
ID=47628351
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147018316A KR102036047B1 (ko) | 2012-01-06 | 2013-01-04 | 주연 밀봉 수단을 구비한 글레이징 유닛과 그의 제조 방법 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US9695627B2 (ko) |
| EP (1) | EP2800856B1 (ko) |
| JP (1) | JP6141873B2 (ko) |
| KR (1) | KR102036047B1 (ko) |
| CN (1) | CN104024554B (ko) |
| BR (1) | BR112014016588B1 (ko) |
| CA (1) | CA2860078C (ko) |
| EA (1) | EA026268B1 (ko) |
| ES (1) | ES2575781T3 (ko) |
| FR (1) | FR2985538B1 (ko) |
| IN (1) | IN2014CN04910A (ko) |
| MX (1) | MX351558B (ko) |
| PL (1) | PL2800856T3 (ko) |
| WO (1) | WO2013102737A2 (ko) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58195779U (ja) * | 1982-06-22 | 1983-12-26 | 阿部 猛 | サツシ用硝子押えガスケツト |
| JPH08109773A (ja) * | 1994-08-19 | 1996-04-30 | Misawa Homes Co Ltd | 板材固定部材および板材固定方法 |
| JP2011168998A (ja) * | 2010-02-17 | 2011-09-01 | Ohbayashi Corp | 採光窓構造及び採光窓用ガスケット |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3455080A (en) * | 1964-09-25 | 1969-07-15 | Goodrich Co B F | Plastic extrusions,methods of using the same,and structures formed therewith |
| BE610315A (ko) * | 1965-02-24 | 1900-01-01 | ||
| FR2447273A1 (fr) * | 1979-01-23 | 1980-08-22 | Brinks France Sa | Vitrage composite a haute resistance aux impacts |
| GB2168741B (en) * | 1984-12-22 | 1988-01-13 | Austin Rover Group | Window trim |
| DE3618278A1 (de) * | 1986-05-30 | 1987-12-03 | Ver Glaswerke Gmbh | Glasscheibe mit im randbereich aufgesteckter profilleiste |
| US5379518A (en) * | 1993-02-04 | 1995-01-10 | Caradon America Inc. | Method of producing a window sash |
| FR2706884B1 (ko) * | 1993-06-22 | 1995-08-25 | Saint Gobain Vitrage Int | |
| FR2721253B1 (fr) * | 1994-06-16 | 1996-10-11 | Saint Gobain Vitrage | Vitrage feuilleté équipé d'une bande périphérique et méthode de fabrication de ce vitrage. |
| JPH11166372A (ja) * | 1997-12-03 | 1999-06-22 | Sanwa Shutter Corp | 防火戸用ガスケット |
| FR2830897B1 (fr) * | 2001-10-17 | 2006-11-17 | Saint Gobain | Vitrage isolant et son procede de fabrication |
| CA2534089C (en) * | 2003-07-30 | 2012-01-03 | Century Glass L.L.C. | Glazing system |
| US7513079B2 (en) * | 2004-03-29 | 2009-04-07 | Toyoda Gosei Co., Ltd. | Glass run and method for manufacturing the same |
| US20110146793A1 (en) * | 2008-07-02 | 2011-06-23 | Saint-Gobain Performance Plastics Chaineux | Framed device, seal, and method for manufacturing same |
| KR20110033923A (ko) * | 2008-07-02 | 2011-04-01 | 생-고뱅 퍼포먼스 플라스틱스 쉐뉴 | 프레임 장치, 시일, 및 이들을 제조하기 위한 방법 |
| US20130340308A1 (en) * | 2012-06-22 | 2013-12-26 | Dane Fette | Adhesive Interlocking Mounting Track |
-
2012
- 2012-01-06 FR FR1250165A patent/FR2985538B1/fr not_active Expired - Fee Related
-
2013
- 2013-01-04 CN CN201380004784.9A patent/CN104024554B/zh active Active
- 2013-01-04 CA CA2860078A patent/CA2860078C/fr active Active
- 2013-01-04 EP EP13701822.2A patent/EP2800856B1/fr active Active
- 2013-01-04 IN IN4910CHN2014 patent/IN2014CN04910A/en unknown
- 2013-01-04 JP JP2014550748A patent/JP6141873B2/ja active Active
- 2013-01-04 BR BR112014016588-2A patent/BR112014016588B1/pt active IP Right Grant
- 2013-01-04 MX MX2014007947A patent/MX351558B/es active IP Right Grant
- 2013-01-04 US US14/370,723 patent/US9695627B2/en active Active
- 2013-01-04 KR KR1020147018316A patent/KR102036047B1/ko active IP Right Grant
- 2013-01-04 ES ES13701822.2T patent/ES2575781T3/es active Active
- 2013-01-04 WO PCT/FR2013/050013 patent/WO2013102737A2/fr active Application Filing
- 2013-01-04 PL PL13701822.2T patent/PL2800856T3/pl unknown
- 2013-01-04 EA EA201491328A patent/EA026268B1/ru not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58195779U (ja) * | 1982-06-22 | 1983-12-26 | 阿部 猛 | サツシ用硝子押えガスケツト |
| JPH08109773A (ja) * | 1994-08-19 | 1996-04-30 | Misawa Homes Co Ltd | 板材固定部材および板材固定方法 |
| JP2011168998A (ja) * | 2010-02-17 | 2011-09-01 | Ohbayashi Corp | 採光窓構造及び採光窓用ガスケット |
Also Published As
| Publication number | Publication date |
|---|---|
| EA026268B1 (ru) | 2017-03-31 |
| EP2800856B1 (fr) | 2016-04-06 |
| IN2014CN04910A (ko) | 2015-09-18 |
| MX2014007947A (es) | 2014-08-27 |
| KR102036047B1 (ko) | 2019-10-25 |
| FR2985538B1 (fr) | 2014-03-07 |
| FR2985538A1 (fr) | 2013-07-12 |
| BR112014016588A8 (pt) | 2017-07-04 |
| US20140363601A1 (en) | 2014-12-11 |
| BR112014016588B1 (pt) | 2020-12-15 |
| CA2860078C (fr) | 2019-11-05 |
| US9695627B2 (en) | 2017-07-04 |
| ES2575781T3 (es) | 2016-07-01 |
| MX351558B (es) | 2017-10-19 |
| PL2800856T3 (pl) | 2016-09-30 |
| WO2013102737A2 (fr) | 2013-07-11 |
| EA201491328A1 (ru) | 2014-10-30 |
| CN104024554B (zh) | 2016-07-06 |
| BR112014016588A2 (pt) | 2017-06-13 |
| WO2013102737A3 (fr) | 2013-12-05 |
| CN104024554A (zh) | 2014-09-03 |
| CA2860078A1 (fr) | 2013-07-11 |
| EP2800856A2 (fr) | 2014-11-12 |
| JP6141873B2 (ja) | 2017-06-07 |
| JP2015511280A (ja) | 2015-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5367723B2 (ja) | 窓ガラス構造 | |
| KR101269016B1 (ko) | 적어도 2개의 인접한 유리 성분으로 구성된 복합 칸막이 유리와, 상기 복합 칸막이 유리를 제조하는 방법 | |
| EP1646813B1 (en) | Composite seal and window assembly | |
| JPS62286827A (ja) | 板ガラス | |
| US9103155B2 (en) | Window pane fastening | |
| KR102535988B1 (ko) | 2개의 창 사이의 연결을 위한 적어도 하나의 프로파일링된 비드를 포함하는 글레이징 및 그러한 글레이징을 위한 창 | |
| EP3315338B1 (en) | Encapsulated glass frame assemblies and associated methods for forming same | |
| JP5272256B2 (ja) | 接着によってその支持部と一体にグレージングを組み立てる方法、及び、この方法を実現するための手段 | |
| CN111417571B (zh) | 窗玻璃和包括窗玻璃的组件 | |
| CN108990416B (zh) | 包括用于两个窗玻璃之间的连接的单个型材条的玻璃窗和用于此类玻璃窗的窗玻璃 | |
| US20100202824A1 (en) | Connector for connecting two hollow section-piece ends | |
| KR20140109403A (ko) | 주연 밀봉 수단을 구비한 글레이징 유닛과 그의 제조 방법 | |
| US8695292B2 (en) | Vehicle glazing edge seal with embedded stiffener | |
| US20110291437A1 (en) | Vehicle window molding and method for molding the same | |
| WO2023134774A1 (zh) | 亮条包边总成产品及其与外部部件的连接方法 | |
| JP4919072B2 (ja) | グレージングガスケット付きガラスの製造方法 | |
| JP2015511280A5 (ko) | ||
| CN115397658A (zh) | 包括两片玻璃和所述玻璃的装配垫片的玻璃窗 | |
| CN103459175A (zh) | 用于将车窗装配到车辆的车身开口上的定位装置 | |
| US10596890B2 (en) | Pane assembly, in particular pane assembly for vehicle body | |
| US20130333295A1 (en) | Attachment Structure for Window Glass | |
| JP2009249868A (ja) | グレージングチャンネル、グレージングチャンネル付き板状体、サッシ付き板状体、及びグレージングチャンネルの製造方法 | |
| ES2766551T3 (es) | Disposición de luna, en particular, disposición de luna de carrocería | |
| CN115413256B (zh) | 包括多个邻置板的玻璃窗以及这种玻璃窗的制造方法 | |
| CN221519248U (zh) | 车门角窗总成、车门及车辆 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right |