KR20140077005A - 핫스탬핑된 초고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법 - Google Patents
핫스탬핑된 초고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법 Download PDFInfo
- Publication number
- KR20140077005A KR20140077005A KR1020120145661A KR20120145661A KR20140077005A KR 20140077005 A KR20140077005 A KR 20140077005A KR 1020120145661 A KR1020120145661 A KR 1020120145661A KR 20120145661 A KR20120145661 A KR 20120145661A KR 20140077005 A KR20140077005 A KR 20140077005A
- Authority
- KR
- South Korea
- Prior art keywords
- cutting
- shearing
- plastic deformation
- die
- cut
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/26—Perforating, i.e. punching holes in sheets or flat parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/16—Additional equipment in association with the tools, e.g. for shearing, for trimming
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
본 발명은 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법을 제공한다. 이와 같은 본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법은 고강도 소재의 트리밍, 블랭킹, 피어싱(펀칭) 성형시 절단금형에 의한 프레스 전단가공으로 작업속도가 향상되어 높은 생산성이 도모되면서 절단금형의 손상이 최소화되며, 버(burr)의 생성이 최소화되면서 소재가 균일한 절단면으로 절단될 뿐만 아니라, 소재 전단가공 하중이 저감되면서 프레스의 부하 하중도 낮출 수 있게 된다.
본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법은 소재의 절단부위를 1차적으로 소성변형시키는 절단부위 소성변형단계와; 소재의 절단부위에 전단력을 부가하여 절단부위를 절단시키는 절단부위 전단가공단계를 포함한다.
본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법은 소재의 절단부위를 1차적으로 소성변형시키는 절단부위 소성변형단계와; 소재의 절단부위에 전단력을 부가하여 절단부위를 절단시키는 절단부위 전단가공단계를 포함한다.
Description
본 발명은 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법에 관한 것으로, 좀더 구체적으로는 고강도 소재의 트리밍, 블랭킹, 피어싱(펀칭) 성형시 절단금형에 의한 프레스 전단가공으로 작업속도가 향상되어 높은 생산성이 도모되면서 절단금형의 손상이 최소화되며, 버(burr)의 생성이 최소화되면서 소재가 균일한 절단면으로 절단될 뿐만 아니라, 소재 전단가공 하중이 저감되면서 프레스의 부하 하중도 낮출 수 있는 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법에 관한 것이다.
차량의 차체 경량화나 차량 충돌시 안정성 향상을 위해 초고강도의 열간 프레스 성형품이 현재 다양하게 개발되고 있는 중이다.
이와 같은 초고강도의 열간 프레스 성형공정으로 제조되는 초고강도 강판은 담금질성 향상을 위해 보론과 망간을 함유한 보론강판을 오스테나이트화 온도(900~950℃)까지 가열한 후 프레스로 이송하여 성형 냉각함으로써 상변태에 의해 초기 인장강도 600MPa 급의 강판 강도를 1500MPa 급까지 증가시키게 된다.
그런데, 상기와 같은 열간 프레스 성형공정으로 제조된 초고강도 소재는 최종 제품으로 성형되기 위하여 트리밍, 블랭킹, 또는 피어싱(펀칭) 등으로 프레스 전단가공되는 과정을 거칠 수 있는데, 이와 같은 프레스 전단가공시 초고강도 특성에 의해 절단 금형에 심각한 손상을 초래하는 문제점이 있었다. 현재 철강업계에서는 열간 프레스 성형공정 이후의 소재 최종강도가 2000MPa 이상이 되는 극초고강도 강판을 개발하고 있는 바, 트리밍 공정, 블랭킹 공정, 피어싱(펀칭) 공정 시 절단 금형이 더욱 심각하게 손상될 우려가 있었다.
트리밍, 블랭킹, 피어싱(펀칭)을 위한 프레스 절단금형의 경우 이론적으로는 35000타 이후에 치핑(chipping)이 발생되는 것으로 예측되지만, 실제로는 5000타 이후에 프레스 절단금형에 미소한 치핑이 발생되는 현상이 관측되고 있다. 치핑이 발생된 프레스 절단금형은 재연삭되거나 교체되어야 하는데, 프레스 절단금형은 고가임에 따라 높은 비용손실이 초래되고 재연삭이나 교체에 시간이 소요되는 문제점이 있었다. 또한, 소재의 고강도 특성에 의해 과도한 전단가공 하중이 작용하여 프레스 하중이 증대되어야 하거나, 1~3차로 전단가공 공정을 분할해야 하는 문제점이 있었다.
이에 따라, 열간 프레스 성형공정으로 제조된 초고강도 강판을 레이저 절단가공에 의해 절단하는 것이 일반적이었는데, 이와 같은 레이저 절단가공을 위해서는 높은 설비비용이 요구되는 한편, 1분에 2회 절단가공(2SPM)을 수행하는 낮은 생산성으로 인해 1회 절단가공시 높은 가공단가가 요구되는 문제점이 있었다. 또한, 레이저 절단가공시 작업조건에 따라 절단부위의 표면도 불균일해져 작업자가 버를 제거해야 하는 이중 작업이 요구되는 문제점도 동시에 안고 있어 이를 개선하는 기술개발이 필요한 시점이었다.
따라서 본 발명은 이와 같은 종래 기술의 문제점을 개선하여, 하프 블랭킹 성형, 엠보싱 성형, 비링(vee-ring) 성형 등을 통해 1차적으로 소재 절단부위가 소성변형된 상태에서 2차적으로 소재 절단부위에 전단력을 가하여 트리밍, 블랭킹, 피어싱(펀칭) 등의 성형이 수행되도록 함에 따라, 초고강도 소재의 트리밍, 블랭킹, 피어싱(펀칭) 성형이 절단금형의 손상이 최소화되는 프레스 전단가공으로 수행될 수 있어 작업속도의 향상으로 높은 생산성이 도모되는 한편, 소재 전단가공 하중이 저감되면서 프레스의 부하 하중도 낮출 수 있고 이를 통해 버(burr)의 생성이 최소화되면서 소재가 균일한 절단면으로 절단될 수 있는 새로운 형태의 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법를 제공하는 것을 목적으로 한다.
상술한 목적을 달성하기 위한 본 발명의 특징에 의하면, 본 발명은 소재의 절단부위를 1차적으로 소성변형시키는 절단부위 소성변형단계와; 소재의 절단부위에 전단력을 부가하여 절단부위를 절단시키는 절단부위 전단가공단계를 포함하는 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법을 제공한다.
이와 같은 본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법에서 상기 절단부위 소성변형단계는 제품 형상가공 금형에 놓인 소재를 설정된 형상으로 프레스 소성가공하는 소재 형상가공단계와 동시에 수행된다.
이와 같은 본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법에서 상기 절단부위 소성변형단계는 소재의 절단부위에 전단력을 가하여 전단변형에 의해 단차가 형성되면서 절단부위 연결면(S)의 높이(h)가 축소되도록 한다.
이와 같은 본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법에서 상기 절단부위 소성변형단계는 소재의 절단부위 연결면(S)을 따라 수직이동하는 하프 전단가공용 펀치에 의해 소재의 절단부위에 단차가 형성되도록 한다.
이와 같은 본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법에서 상기 하프 전단가공용 펀치는 제품 형상가공 금형의 외측에 배치되되, 상기 하프 전단가공용 펀치는 상기 제품 형상가공 금형과 일체를 이룬다.
이와 같은 본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법에서 상기 하프 전단가공용 펀치는 제품 형상가공 금형의 외측에 배치되되, 상기 하프 전단가공용 펀치는 상기 제품 형상가공 금형의 스트리퍼(stripper)와 분리되어 배치된다.
이와 같은 본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법에서 상기 절단부위 소성변형단계는 펀칭되는 소재 절단부위에 전단력을 가하여 전단변형에 의해 단차가 형성되어 절단부위 연결면(S)의 높이(h)가 축소되면서 소재가 엠보싱 가공되도록 한다.
이와 같은 본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법에서 상기 절단부위 소성변형단계는 소재의 절단라인을 따라 요홈을 형성시키는 비링(vee-ring) 소성가공을 수행하여 절단부위 연결면(S)의 두께(t)가 축소되도록 한다.
이와 같은 본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법에서 상기 절단부위 소성변형단계는 표면에 돌기가 형성된 비링 소성가공용 금형에 의해 소재의 절단라인을 따라 요홈이 형성되도록 한다.
이와 같은 본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법에서 상기 절단부위 전단가공단계는 소재의 절단부위 상하측으로 배치되어 스탬핑동작하는 평판형 절단금형에 의해 절단부위를 절단시키게 된다.
이와 같은 본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법에서 상기 절단부위 전단가공단계는 소재의 절단부위 연결면(S) 외측에 배치되어 스탬핑동작하는 절단용 펀치에 의해 절단부위를 절단시키게 된다.
본 발명에 의한 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법에 의하면, 하프 블랭킹 성형, 엠보싱 성형, 비링(vee-ring) 성형 등을 통해 1차적으로 소재 절단부위가 소성변형된 상태에서 2차적으로 소재 절단부위에 전단력을 가하여 트리밍, 블랭킹, 피어싱(펀칭) 등의 성형이 수행되도록 함에 따라, 초고강도 소재의 트리밍, 블랭킹, 피어싱(펀칭) 성형이 절단금형의 손상이 최소화되는 프레스 전단가공으로 수행될 수 있어 작업속도의 향상으로 높은 생산성이 도모되는 한편, 소재 전단가공 하중이 저감되면서 프레스의 부하 하중도 낮출 수 있고 이를 통해 버(burr)의 생성이 최소화되면서 소재가 균일한 절단면으로 절단되는 효과를 갖는다.
도 1은 본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법을 보여주기 위한 블록도;
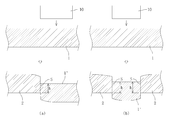
도 2의 (a)는 본 발명에 따른 절단부위 소성변형 단계의 하프 블랭킹 성형을 보여주기 위한 도면;
도 2의 (b)는 본 발명에 따른 절단부위 소성변형 단계의 엠보싱 성형을 보여주기 위한 도면;
도 3의 (a)는 본 발명에 따른 하프 블랭킹 성형 후의 절단부위 전단가공 단계를 보여주기 위한 도면;
도 3의 (b)는 본 발명에 따른 엠보싱 성형 후의 절단부위 전단가공 단계를 보여주기 위한 도면;
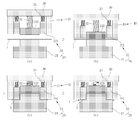
도 4의 (a)와 (b)는 본 발명의 실시예에 따른 절단부위 소성변형 단계의 하프 블랭킹 성형을 수행하기 위한 제품 성형가공용 금형과 하프 전단가공용 펀치를 보여주기 위한 도면;
도 5의 (a) 내지 (d)는 본 발명의 실시예에 따른 절단부위 소성변형 단계의 하프 블랭킹 성형의 절차를 보여주기 위한 도면;
도 6은 본 발명의 실시예에 따른 절단부위 소성변형 단계의 엠보싱 성형을 보여주기 위한 도면;
도 7은 본 발명의 실시예에 따른 하프 블랭킹 성형 후의 절단부위 전단가공 단계를 보여주기 위한 도면;
도 8은 본 발명의 다른 실시예에 따른 하프 블랭킹 성형 후의 절단부위 전단가공 단계를 보여주기 위한 도면;
도 9는 본 발명의 실시예에 따른 엠보싱 성형 후의 절단부위 전단가공 단계를 보여주기 위한 도면;
도 10은 본 발명의 다른 실시예에 따른 엠보싱 성형 후의 절단부위 전단가공 단계를 보여주기 위한 도면;
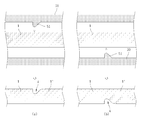
도 11과 도 12는 본 발명에 따른 절단부위 소성변형 단계의 비링 성형을 보여주기 위한 도면;
도 13은 본 발명에 따른 비링 성형 후의 절단부위 전단가공 단계를 보여주기 위한 도면이다.
도 2의 (a)는 본 발명에 따른 절단부위 소성변형 단계의 하프 블랭킹 성형을 보여주기 위한 도면;
도 2의 (b)는 본 발명에 따른 절단부위 소성변형 단계의 엠보싱 성형을 보여주기 위한 도면;
도 3의 (a)는 본 발명에 따른 하프 블랭킹 성형 후의 절단부위 전단가공 단계를 보여주기 위한 도면;
도 3의 (b)는 본 발명에 따른 엠보싱 성형 후의 절단부위 전단가공 단계를 보여주기 위한 도면;
도 4의 (a)와 (b)는 본 발명의 실시예에 따른 절단부위 소성변형 단계의 하프 블랭킹 성형을 수행하기 위한 제품 성형가공용 금형과 하프 전단가공용 펀치를 보여주기 위한 도면;
도 5의 (a) 내지 (d)는 본 발명의 실시예에 따른 절단부위 소성변형 단계의 하프 블랭킹 성형의 절차를 보여주기 위한 도면;
도 6은 본 발명의 실시예에 따른 절단부위 소성변형 단계의 엠보싱 성형을 보여주기 위한 도면;
도 7은 본 발명의 실시예에 따른 하프 블랭킹 성형 후의 절단부위 전단가공 단계를 보여주기 위한 도면;
도 8은 본 발명의 다른 실시예에 따른 하프 블랭킹 성형 후의 절단부위 전단가공 단계를 보여주기 위한 도면;
도 9는 본 발명의 실시예에 따른 엠보싱 성형 후의 절단부위 전단가공 단계를 보여주기 위한 도면;
도 10은 본 발명의 다른 실시예에 따른 엠보싱 성형 후의 절단부위 전단가공 단계를 보여주기 위한 도면;
도 11과 도 12는 본 발명에 따른 절단부위 소성변형 단계의 비링 성형을 보여주기 위한 도면;
도 13은 본 발명에 따른 비링 성형 후의 절단부위 전단가공 단계를 보여주기 위한 도면이다.
이하, 본 발명의 실시예를 첨부된 도면 도 1 내지 도 13에 의거하여 상세히 설명한다. 한편, 도면과 상세한 설명에서 일반적인 소성가공, 전단가공, 프레스 가공, 트리밍, 블랭킹, 펀칭, 피어싱, 금형 등으로부터 이 분야의 종사자들이 용이하게 알 수 있는 구성 및 작용에 대한 도시 및 언급은 간략히 하거나 생략하였다. 특히 도면의 도시 및 상세한 설명에 있어서 본 발명의 기술적 특징과 직접적으로 연관되지 않는 요소의 구체적인 기술적 구성 및 작용에 대한 상세한 설명 및 도시는 생략하고, 본 발명과 관련되는 기술적 구성만을 간략하게 도시하거나 설명하였다.
본 발명의 실시예에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법은 도 1에서와 같이 소성변형단계와 절단부위 전단가공단계를 거쳐 수행된다.
절단부위 소성변형단계는 소재(1)의 절단부위를 1차적으로 소성변형시키는 단계이다. 여기서 본 발명의 실시예에 따른 절단부위 소성변형단계는 제품 형상가공 금형(20)에 놓인 소재(1)를 설정된 형상으로 프레스 소성가공하는 소재 형상가공단계와 동시에 수행된다. 이에 따라 절단부위 소성변형단계의 수행 후 소재(1)는 성형부위(2)와 제거부위(1')로 구획되어 가공된다. 이와 같은 절단부위 소성변형단계는 소재(1)의 절단부위에 전단력을 가하여 전단변형에 의해 단차가 형성되면서 절단부위 연결면(S)의 높이(h)가 축소되도록 한다. 이를 위하여 절단부위 소성변형단계는 소재(1)의 절단부위 연결면(S)을 따라 수직이동하는 하프 전단가공용 펀치(10)를 구비하여 하프 전단가공용 펀치(10)에 의해 소재(1)의 절단부위에 단차가 형성되도록 한다. 여기서 절단부위 소성변형단계는 펀칭되는 소재(1) 절단부위에 전단력을 가하여 전단변형에 의해 단차가 형성되어 절단부위 연결면(S)의 높이(h)가 축소되면서 소재(1)가 엠보싱 가공되도록 할 수도 있다. 도 2의 (a)에는 절단부위 소성변형단계의 하프 블랭킹 성형이 도시되어 있고, 도 2의 (b)에는 절단부위 소성변형 단계의 엠보싱 성형이 도시되어 있다. 하프 블랭킹 성형은 블랭킹이나 트리밍에 적용될 수 있고, 엠보싱 성형은 피어싱(펀칭)에 적용될 수 있다.
절단부위 전단가공단계는 도 3의 (a)와 (b)에서와 같이 소재(1)의 절단부위에 전단력을 부가하여 절단부위를 절단시키는 단계이다. 절단부위 전단가공단계를 거쳐 성형부위(2)에 연결되어 있던 제거부위(1')가 절단되어 스크랩(3)으로 제거된다.
상기와 같은 본 발명에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법은 인장강도 1500MPa 이상의 초고강도 강판이나 인장강도 2000MPa 이상의 극초강도 강판의 블랭킹, 트리밍, 펀칭, 피어싱 성형 등에 효과적으로 적용될 수 있는 것으로, 이와 같은 초고강도 강판은 담금질성 향상을 위해 보론과 망간을 함유한 보론강판을 오스테나이트화 온도(900~950℃)까지 가열한 후 프레스로 이송하여 성형 냉각함으로써 상변태에 의해 인장강도 600MPa 급의 강판 강도를 1500MPa 급까지 증가시킨 것이다.
절단부위 소성변형단계에 사용되는 하프 전단가공용 펀치(10)는 도 4의 (a)와 (b)에서와 같이 제품 형상가공 금형(20)의 외측에 배치되는데, 도 4의 (a)에서와 같이 하프 전단가공용 펀치(10)가 제품 형상가공 금형(20)과 일체를 이룰 수도 있고, 도 4의 (b)에서와 같이 하프 전단가공용 펀치(10)가 제품 형상가공 금형(20)의 스트리퍼(stripper)(23)와 분리되어 배치될 수 있다.
본 발명의 실시예에 따른 절단부위 소성변형단계의 하프 블랭킹 성형은 도 5의 (a) 내지 (d)의 절차를 걸쳐 수행될 수 있다. 여기서 절단부위 소성변형단계의 하프 블랭킹 성형은 소재 형상가공 단계와 동시에 수행된다. 이를 위하여 하형(21)과 상형(22)으로 이루어진 제품 형상가공 금형(20)과 하프 전단가공용 펀치(10)가 구비된다.
본 발명의 실시예에 따른 제품 형상가공 금형(20)의 상형(22)은 소재(1)에 대한 스탬핑 동작을 수행하며 소재(1)를 설정된 형상으로 소성변형시키는 성형다이(221)와, 소재(1)를 붙잡는 블랭크 홀더(222)를 포함한다. 성형다이(221)와 블랭크 홀더(222)는 다이홀더(30)의 저면에 제1가압용 스프링(31)과 제2가압용 스프링(32)을 통해 결합되어 소재(1)를 일정압으로 가압시킬 수 있게 된다.
본 발명의 실시예에 따른 하프 전단가공용 펀치(10)는 다이홀더(30)의 저면 가장자리 부위에 고정된 하프 블랭킹 펀치(11)를 구비하는데, 이와 같은 하프 블랭킹 펀치(11)는 제품 형상가공 금형(20)과 다이홀더(30)를 통해 일체를 이룸에 따라 소재 형상가공 단계와 절단부위 소성변형단계가 동시에 수행될 수 있게 된다.
본 발명의 실시예에 따른 절단부위 소성변형단계의 엠보싱 성형은 도 6에서와 같이 수행될 수 있다. 여기서 절단부위 소성변형단계의 엠보싱 성형은 소재 형상가공 단계와 동시에 수행된다. 이를 위하여 제품 형상가공 금형(20)의 하형(21) 상부 표면에는 성형홈(211)이 형성되고, 상형(22)을 이루는 블랭크 홀더(222')의 저면에는 성형홈(211)에 대응하는 성형돌기(2211)가 형성되고 성형홈(211)과 성형돌기(2211)가 서로 맞물리면서 엠보싱 형상으로 소재(1)의 절단부위에 단차를 형성시키게 된다.
여기서 본 발명의 실시예에 따른 절단부위 소성변형단계는 열간 프레스 성형으로 수행되어 소재(1)의 절단부위에 단차가 형성되면서 절단부위 연결면(S)의 높이(h)가 축소되는 소성변형이 좀더 원활하게 이루어지도록 할 수 있으나, 이에 한정되지 않고 냉간 프레스 성형 등 다양한 온도조건에서 절단부위 소성변형단계가 수행될 수 있다.
하프 블랭킹 성형 후의 절단부위 전단가공단계는 도 7에서와 같이 소재(1)의 절단부위 상하측으로 배치되어 스탬핑동작하는 평판형 절단금형(40)에 의해 절단부위를 절단시킬 수 있다. 이와 같은 평판형 절단금형(40)은 평판 트리밍 다이(41)와 절단용 펀치(42)를 구비하여 이루어진다. 여기서 소재(1)의 성형부위(2) 가장자리에 단차를 가지면서 연결된 제거부위(1')는 평판 트리밍 다이(41) 가장자리 부위 표면에 접촉하여 놓이게 되고, 소재(1)의 성형부위(2)는 평판 트리밍 다이(41)의 표면으로부터 미세간격 이격되어 놓이게 된다. 그리고, 절단용 펀치(42)는 다이홀더(30)의 가장자리 부위에 고정되어 평판 트리밍 다이(41) 표면에 접촉하고 있는 제거부위(1')와 평판 트리밍 다이(41) 표면으로부터 이격되어 있는 성형부위(2)를 동시에 누르는 역 트리밍 패턴의 동작이 수행되는데, 이에 따라 전단력이 제거부위(1')와 성형부위(2)의 연결면(S)에 작용함으로써 제거부위(1')가 절단되어 성형부위(2)로부터 떨어지게 된다.
이와 달리 하프 블랭킹 성형 후의 절단부위 전단가공단계는 도 8에서와 같이 소재(1)의 절단부위 연결면(S) 외측에 배치되어 스탬핑동작하는 절단용 펀치(42)에 의해 절단부위를 절단시킬 수도 있다. 여기서 스트리퍼(48)가 절단용 펀치(42) 내측에 배치되어 성형부위(2)를 고정시킴으로써 제거부위(1')의 원활한 절단이 이루어지도록 한다.
그리고, 엠보싱 성형 후의 절단부위 전단가공단계도 도 9에서와 같이 소재(1)의 절단부위 상하측으로 배치되어 스탬핑동작하는 평판형 절단금형(40)에 의해 절단부위를 절단시킬 수 있다. 이와 같은 평판형 절단금형(40)은 트리밍 다이(44)와 평판 트리밍 펀치(45)를 구비하여 이루어진다. 여기서 엠보싱 형상으로 소재(1) 중앙부에 형성된 제거부위(1')는 평판 트리밍 펀치(45)의 수평한 상부 표면에 접촉하여 놓이게 되고, 소재(1)의 성형부위(2)는 평판 트리밍 펀치(45)의 수평한 상부 표면으로부터 미세간격 이격되어 놓이게 된다. 그리고, 트리밍 다이(44)는 다이홀더(30)의 중앙부에 고정되어 평판 트리밍 펀치(45) 상부 표면에 접촉하고 있는 제거부위(1')와 평판 트리밍 펀치(45) 상부 표면으로부터 이격되어 있는 성형부위(2)를 동시에 누르는 역 피어싱(펀칭) 패턴의 동작이 수행되는데, 이에 따라 전단력이 제거부위(1')와 성형부위(2)의 연결면(S)에 작용함으로써 제거부위(1')가 절단되어 성형부위(2)로부터 떨어지게 된다.
여기서 트리밍 다이(44)는 저면에 다이홈(441)을 형성하여 소재(1)의 제거부위(1')와 성형부위(2)의 연결면(S)에 전단력이 원활하게 작용할 수 있도록 하는 한편, 성형부위(2)로부터 절단되어 떨어져 나온 스크랩(3)이 원활하게 수용될 수 있는 공간이 확보될 수 있도록 한다.
이와 달리 도 10에서와 같이 스트리퍼(48)와 중앙홀(471)을 갖는 고정금형(47)에 의해 엠보싱 형상의 제거부위(1') 주위의 성형부위(2)가 고정된 상태에서 절단용 펀치(46)의 하강으로 제거부위(1')가 절단되어 성형부위(2)로부터 떨어지도록 할수도 있다.
한편, 본 발명의 실시예에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법은 도 11 내지 도 13에서와 같이 비링(vee-ring) 성형을 통해 수행될 수도 있다.
절단부위 소성변형단계의 비링 성형은 도 11과 도 12에서와 같이 소재(1)의 절단라인을 따라 요홈(4)을 형성시키는 비링(vee-ring) 소성가공을 수행하여 절단부위 연결면(S)의 두께(t)가 축소되도록 하는 단계이다. 여기서, 절단부위 소성변형단계는 비링(vee-ring) 소성가공에 의해 V자 형상의 요홈(4)이 도 11에서와 같이 소재(1)의 상하면에 형성되도록 할수도 있고, 도 12에서와 같이 소재(1)의 상면이나 하면에 형성되도록 할수도 있다. 이를 위하여 절단부위 소성변형단계는 표면에 돌기(51)가 형성된 비링 소성가공용 금형(50)에 의해 소재(1)의 절단라인을 따라 요홈(4)이 형성되도록 한다.
비링 성형 후의 절단부위 전단가공단계는 도 13에서와 같이 요홈(4)이 형성된 소재(1)의 절단라인에 전단력을 부가하여 절단부위를 절단시키는 단계이다. 절단부위 전단가공단계를 거쳐 성형부위(2)에 연결되어 있던 제거부위(1')가 절단되어 스크랩(3)으로 제거된다.
상술한 바와 같은, 본 발명의 실시예에 따른 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법을 상기한 설명 및 도면에 따라 도시하였지만, 이는 예를 들어 설명한 것에 불과하며 본 발명의 기술적 사상을 벗어나지 않는 범위 내에서 다양한 변화 및 변경이 가능하다는 것을 이 분야의 통상적인 기술자들은 잘 이해할 수 있을 것이다.
1 : 소재 1' : 제거부위
2 : 성형부위 3 : 스크랩
4 : 요홈 10 : 하프 전단가공용 펀치
11 : 하프 블랭킹 펀치 20 : 제품 형상가공 금형
21 : 하형 211 : 성형홈
22 : 상형 221 : 성형다이
2211 : 성형돌기 222, 222' : 블랭크 홀더
23 : 스트리퍼 30 : 다이홀더
31 : 제1가압용 스프링 32 : 제2가압용 스프링
33 : 제3가압용 스프링 40 : 평판형 절단금형
41 : 평판 트리밍 다이 42 : 절단용 펀치
43 : 절단용 다이 44 : 트리밍 다이
441 : 다이홈 45 : 평판 트리밍 펀치
46 : 절단용 펀치 47 : 고정금형
471 : 중앙홀 48 : 스트리퍼
50 : 비링 소성가공용 금형 51 : 돌기
2 : 성형부위 3 : 스크랩
4 : 요홈 10 : 하프 전단가공용 펀치
11 : 하프 블랭킹 펀치 20 : 제품 형상가공 금형
21 : 하형 211 : 성형홈
22 : 상형 221 : 성형다이
2211 : 성형돌기 222, 222' : 블랭크 홀더
23 : 스트리퍼 30 : 다이홀더
31 : 제1가압용 스프링 32 : 제2가압용 스프링
33 : 제3가압용 스프링 40 : 평판형 절단금형
41 : 평판 트리밍 다이 42 : 절단용 펀치
43 : 절단용 다이 44 : 트리밍 다이
441 : 다이홈 45 : 평판 트리밍 펀치
46 : 절단용 펀치 47 : 고정금형
471 : 중앙홀 48 : 스트리퍼
50 : 비링 소성가공용 금형 51 : 돌기
Claims (11)
- 소재의 절단부위를 1차적으로 소성변형시키는 절단부위 소성변형단계와;
소재의 절단부위에 전단력을 부가하여 절단부위를 절단시키는 절단부위 전단가공단계를 포함하는 것을 특징으로 하는 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법. - 제 1항에 있어서,
상기 절단부위 소성변형단계는 제품 형상가공 금형에 놓인 소재를 설정된 형상으로 프레스 소성가공하는 소재 형상가공단계와 동시에 수행되는 것을 특징으로 하는 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법. - 제 1항에 있어서,
상기 절단부위 소성변형단계는 소재의 절단부위에 전단력을 가하여 전단변형에 의해 단차가 형성되면서 절단부위 연결면(S)의 높이(h)가 축소되도록 하는 것을 특징으로 하는 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법. - 제 3항에 있어서,
상기 절단부위 소성변형단계는 소재의 절단부위 연결면(S)을 따라 수직이동하는 하프 전단가공용 펀치에 의해 소재의 절단부위에 단차가 형성되도록 하는 것을 특징으로 하는 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법. - 제 4항에 있어서,
상기 하프 전단가공용 펀치는 제품 형상가공 금형의 외측에 배치되되,
상기 하프 전단가공용 펀치는 상기 제품 형상가공 금형과 일체를 이루는 것을 특징으로 하는 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법. - 제 4항에 있어서,
상기 하프 전단가공용 펀치는 제품 형상가공 금형의 외측에 배치되되,
상기 하프 전단가공용 펀치는 상기 제품 형상가공 금형의 스트리퍼(stripper)와 분리되어 배치되는 것을 특징으로 하는 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법. - 제 1항에 있어서,
상기 절단부위 소성변형단계는 펀칭되는 소재 절단부위에 전단력을 가하여 전단변형에 의해 단차가 형성되어 절단부위 연결면(S)의 높이(h)가 축소되면서 소재가 엠보싱 가공되도록 하는 것을 특징으로 하는 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법. - 제 1항에 있어서,
상기 절단부위 소성변형단계는 소재의 절단라인을 따라 요홈을 형성시키는 비링(vee-ring) 소성가공을 수행하여 절단부위 연결면(S)의 두께(t)가 축소되도록 하는 것을 특징으로 하는 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법. - 제 8항에 있어서,
상기 절단부위 소성변형단계는 표면에 돌기가 형성된 비링 소성가공용 금형에 의해 소재의 절단라인을 따라 요홈이 형성되도록 하는 것을 특징으로 하는 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법. - 제 3항 내지 제 7항에 있어서,
상기 절단부위 전단가공단계는 소재의 절단부위 상하측으로 배치되어 스탬핑동작하는 평판형 절단금형에 의해 절단부위를 절단시키게 되는 것을 특징으로 하는 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법. - 제 3항 내지 제 7항에 있어서,
상기 절단부위 전단가공단계는 소재의 절단부위 연결면(S) 외측에 배치되어 스탬핑동작하는 절단용 펀치에 의해 절단부위를 절단시키게 되는 것을 특징으로 하는 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120145661A KR101454793B1 (ko) | 2012-12-13 | 2012-12-13 | 핫스탬핑된 초고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법 |
| PCT/KR2013/006262 WO2014092273A1 (ko) | 2012-12-13 | 2013-07-12 | 고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120145661A KR101454793B1 (ko) | 2012-12-13 | 2012-12-13 | 핫스탬핑된 초고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140077005A true KR20140077005A (ko) | 2014-06-23 |
| KR101454793B1 KR101454793B1 (ko) | 2014-10-27 |
Family
ID=50934537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120145661A KR101454793B1 (ko) | 2012-12-13 | 2012-12-13 | 핫스탬핑된 초고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법 |
Country Status (2)
| Country | Link |
|---|---|
| KR (1) | KR101454793B1 (ko) |
| WO (1) | WO2014092273A1 (ko) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160120400A (ko) * | 2015-04-07 | 2016-10-18 | (주)유정하이텍 | 리드 프레임의 사출 성형부 획득 방법 |
| CN107199277A (zh) * | 2016-03-18 | 2017-09-26 | 现代自动车株式会社 | 使用模压对超高强度热冲压钢板进行切边的方法 |
| EP3363554A1 (en) | 2017-02-17 | 2018-08-22 | MS Autotech Co., Ltd. | Hot stamping method |
| KR102424205B1 (ko) * | 2021-01-28 | 2022-07-25 | 주식회사 세동산업 | 금속판 절단가공방법 |
| KR102639601B1 (ko) * | 2023-08-28 | 2024-02-21 | 이기정 | 작업의 효율성을 향상시킨 커팅금형장치 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101904386B1 (ko) * | 2016-04-29 | 2018-10-05 | 주식회사 엠에스 오토텍 | 프로젝션 용접을 이용한 차량 바디 부품 제조방법 |
| US10328504B2 (en) | 2016-12-02 | 2019-06-25 | Fca Us Llc | Two-stage method of cutting ultra-high strength material sheet |
| CN108995949B (zh) * | 2018-07-05 | 2023-11-10 | 厦门保沣集团有限公司 | 一种易拉罐盖以及一种易拉罐盖的拉环的加工方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07227627A (ja) * | 1994-02-22 | 1995-08-29 | Toyota Motor Corp | プレス抜き加工方法 |
| JP2000210731A (ja) * | 1999-01-20 | 2000-08-02 | Aisin Seiki Co Ltd | 対向ダイス剪断加工法および対向ダイス剪断加工装置 |
| JP2000271668A (ja) * | 1999-03-29 | 2000-10-03 | Nippon Kinzoku Co Ltd | 板材およびその製造方法 |
| KR101085857B1 (ko) * | 2009-05-19 | 2011-11-22 | 이경모 | 박판 굽힘 성형 방법 |
| KR101116259B1 (ko) * | 2010-08-09 | 2012-03-12 | (주)대우건설 | 단부가 강화된 횡대 제조방법 |
-
2012
- 2012-12-13 KR KR1020120145661A patent/KR101454793B1/ko active IP Right Grant
-
2013
- 2013-07-12 WO PCT/KR2013/006262 patent/WO2014092273A1/ko active Application Filing
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160120400A (ko) * | 2015-04-07 | 2016-10-18 | (주)유정하이텍 | 리드 프레임의 사출 성형부 획득 방법 |
| CN107199277A (zh) * | 2016-03-18 | 2017-09-26 | 现代自动车株式会社 | 使用模压对超高强度热冲压钢板进行切边的方法 |
| EP3363554A1 (en) | 2017-02-17 | 2018-08-22 | MS Autotech Co., Ltd. | Hot stamping method |
| WO2018151407A1 (ko) * | 2017-02-17 | 2018-08-23 | 주식회사 엠에스 오토텍 | 핫스탬핑 방법 |
| CN108453175A (zh) * | 2017-02-17 | 2018-08-28 | 明信产业株式会社 | 热冲压成型方法 |
| KR20180095757A (ko) * | 2017-02-17 | 2018-08-28 | 주식회사 엠에스 오토텍 | 핫스탬핑 부품의 제조방법 |
| US10286439B2 (en) | 2017-02-17 | 2019-05-14 | Ms Autotech Co., Ltd. | Hot stamping method |
| CN108453175B (zh) * | 2017-02-17 | 2020-02-28 | 明信汽车科技株式会社 | 热冲压成型方法 |
| KR102424205B1 (ko) * | 2021-01-28 | 2022-07-25 | 주식회사 세동산업 | 금속판 절단가공방법 |
| KR102639601B1 (ko) * | 2023-08-28 | 2024-02-21 | 이기정 | 작업의 효율성을 향상시킨 커팅금형장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2014092273A1 (ko) | 2014-06-19 |
| KR101454793B1 (ko) | 2014-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101454793B1 (ko) | 핫스탬핑된 초고강도 소재의 프레스 절단금형 손상 방지용 2단계 전단가공방법 | |
| US9149854B2 (en) | Stamping apparatus | |
| JP5151784B2 (ja) | センターピラーアウターパネルの製造方法およびセンターピラーアウターパネル用ブランク | |
| JP5934272B2 (ja) | 熱間プレス深絞り成形方法および装置 | |
| US10625325B2 (en) | Blank, formed article, die assembly, and method for producing blank | |
| JPWO2006080356A1 (ja) | プレス加工装置、プレス加工方法、及び打抜き加工品 | |
| JP6156608B1 (ja) | 伸びフランジ成形部品の製造方法 | |
| US20190291160A1 (en) | Method for machining a sheet-metal profile | |
| JPWO2016143820A1 (ja) | バーリング加工方法 | |
| CN203044666U (zh) | 组合式超高强度钢板车门防撞梁的成型模具 | |
| KR101915289B1 (ko) | 자동차 차체용 블랭킹 전단 금형장치 | |
| CN103861902A (zh) | 制作u形金属板的方法 | |
| EP3254779B1 (en) | Cutting and machining device and cutting and machining method | |
| JP2016221558A (ja) | プレス成形方法及びプレス成形金型 | |
| CN113329829A (zh) | 冲压成形方法和冲压装置 | |
| JP2013169595A (ja) | せん断加工用プレス型 | |
| JP2014226678A (ja) | 金属板材の曲げ成形方法 | |
| JP2017042826A (ja) | 伸びフランジ成形部品の製造方法 | |
| JP6319382B2 (ja) | 伸びフランジ成形部品の製造方法 | |
| CN110900109A (zh) | 汽车前横梁下板冷冲压生产工艺 | |
| JP2013059777A (ja) | ホットプレス加工方法およびホットプレス加工装置 | |
| JP6220251B2 (ja) | プレス型構造 | |
| CN202137273U (zh) | 一种带有一次回压工站的电气控制柜料桥架模具 | |
| KR102348564B1 (ko) | 전단 방법 | |
| TWM479806U (zh) | 溝道型精密下料裝置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| FPAY | Annual fee payment |
Payment date: 20170929 Year of fee payment: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20180928 Year of fee payment: 5 |