KR20140069076A - 단일 단계 형상 기억 합금 확대 - Google Patents
단일 단계 형상 기억 합금 확대 Download PDFInfo
- Publication number
- KR20140069076A KR20140069076A KR1020147008495A KR20147008495A KR20140069076A KR 20140069076 A KR20140069076 A KR 20140069076A KR 1020147008495 A KR1020147008495 A KR 1020147008495A KR 20147008495 A KR20147008495 A KR 20147008495A KR 20140069076 A KR20140069076 A KR 20140069076A
- Authority
- KR
- South Korea
- Prior art keywords
- tube
- sma
- shape
- article
- mandrel
- Prior art date
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/006—Resulting in heat recoverable alloys with a memory effect
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/01—Filters implantable into blood vessels
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/24—Heart valves ; Vascular valves, e.g. venous valves; Heart implants, e.g. passive devices for improving the function of the native valve or the heart muscle; Transmyocardial revascularisation [TMR] devices; Valves implantable in the body
- A61F2/2412—Heart valves ; Vascular valves, e.g. venous valves; Heart implants, e.g. passive devices for improving the function of the native valve or the heart muscle; Transmyocardial revascularisation [TMR] devices; Valves implantable in the body with soft flexible valve members, e.g. tissue valves shaped like natural valves
- A61F2/2418—Scaffolds therefor, e.g. support stents
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/82—Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/844—Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents folded prior to deployment
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/82—Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/86—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure
- A61F2/90—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure characterised by a net-like or mesh-like structure
- A61F2/91—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure characterised by a net-like or mesh-like structure made from perforated sheet material or tubes, e.g. perforated by laser cuts or etched holes
- A61F2/915—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure characterised by a net-like or mesh-like structure made from perforated sheet material or tubes, e.g. perforated by laser cuts or etched holes with bands having a meander structure, adjacent bands being connected to each other
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/95—Instruments specially adapted for placement or removal of stents or stent-grafts
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/02—Inorganic materials
- A61L27/04—Metals or alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H9/00—Machining specially adapted for treating particular metal objects or for obtaining special effects or results on metal objects
- B23H9/005—Machining elongated bodies, e.g. rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/10—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of nickel or cobalt or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/02—Local etching
- C23F1/04—Chemical milling
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F03—MACHINES OR ENGINES FOR LIQUIDS; WIND, SPRING, OR WEIGHT MOTORS; PRODUCING MECHANICAL POWER OR A REACTIVE PROPULSIVE THRUST, NOT OTHERWISE PROVIDED FOR
- F03G—SPRING, WEIGHT, INERTIA OR LIKE MOTORS; MECHANICAL-POWER PRODUCING DEVICES OR MECHANISMS, NOT OTHERWISE PROVIDED FOR OR USING ENERGY SOURCES NOT OTHERWISE PROVIDED FOR
- F03G7/00—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for
- F03G7/06—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for using expansion or contraction of bodies due to heating, cooling, moistening, drying or the like
- F03G7/061—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for using expansion or contraction of bodies due to heating, cooling, moistening, drying or the like characterised by the actuating element
- F03G7/0614—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for using expansion or contraction of bodies due to heating, cooling, moistening, drying or the like characterised by the actuating element using shape memory elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F03—MACHINES OR ENGINES FOR LIQUIDS; WIND, SPRING, OR WEIGHT MOTORS; PRODUCING MECHANICAL POWER OR A REACTIVE PROPULSIVE THRUST, NOT OTHERWISE PROVIDED FOR
- F03G—SPRING, WEIGHT, INERTIA OR LIKE MOTORS; MECHANICAL-POWER PRODUCING DEVICES OR MECHANISMS, NOT OTHERWISE PROVIDED FOR OR USING ENERGY SOURCES NOT OTHERWISE PROVIDED FOR
- F03G7/00—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for
- F03G7/06—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for using expansion or contraction of bodies due to heating, cooling, moistening, drying or the like
- F03G7/065—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for using expansion or contraction of bodies due to heating, cooling, moistening, drying or the like using a shape memory element
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/01—Filters implantable into blood vessels
- A61F2002/018—Filters implantable into blood vessels made from tubes or sheets of material, e.g. by etching or laser-cutting
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2210/00—Particular material properties of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2210/0014—Particular material properties of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof using shape memory or superelastic materials, e.g. nitinol
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2210/00—Particular material properties of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2210/0014—Particular material properties of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof using shape memory or superelastic materials, e.g. nitinol
- A61F2210/0019—Particular material properties of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof using shape memory or superelastic materials, e.g. nitinol operated at only one temperature whilst inside or touching the human body, e.g. constrained in a non-operative shape during surgery, another temperature only occurring before the operation
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2230/00—Geometry of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2230/0002—Two-dimensional shapes, e.g. cross-sections
- A61F2230/0028—Shapes in the form of latin or greek characters
- A61F2230/0054—V-shaped
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2240/00—Manufacturing or designing of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2240/001—Designing or manufacturing processes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2310/00—Prostheses classified in A61F2/28 or A61F2/30 - A61F2/44 being constructed from or coated with a particular material
- A61F2310/00005—The prosthesis being constructed from a particular material
- A61F2310/00011—Metals or alloys
- A61F2310/00023—Titanium or titanium-based alloys, e.g. Ti-Ni alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Biomedical Technology (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Cardiology (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Transplantation (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Thermal Sciences (AREA)
- Metallurgy (AREA)
- Combustion & Propulsion (AREA)
- Crystallography & Structural Chemistry (AREA)
- Optics & Photonics (AREA)
- General Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Plasma & Fusion (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Dermatology (AREA)
- Medicinal Chemistry (AREA)
- Epidemiology (AREA)
- Media Introduction/Drainage Providing Device (AREA)
- Prostheses (AREA)
- Materials For Medical Uses (AREA)
Abstract
본 발명에 따르면, 니티놀이 변형을 겪지 않거나 최소한으로 변형을 겪는 상태에 있는 동안 니티놀을 형상 설정 온도에 노출시킨다. 니티놀은 이후 높은 온도에 있는 동안 형상 면에서 실질적으로 변형된다. 변형 이후, 니티놀은 재료를 형상 설정하는 시간 동안 높은 온도로 유지된다. 니티놀은 이후 예컨대 물 담금질 또는 공냉에 의해 대략 섭씨 20 도의 실온으로 돌아온다.
Description
본 발명은 단일 단계 형상 기억 합금 확대에 관한 것이다.
신체의 다양한 관(vessels)의 질병을 치료하기 위해 피부를 통해 전달되는 다양한 혈관내 내인공물(intravascular endoprostheses)을 채용하는 것이 널리 알려져 있다. 이러한 유형의 내인공물은 보통 스텐트(stent)라고 불린다. 스텐트는 일반적으로 니티놀과 같은 생체적합성 재료로 형성되는 관형 장치이다. 레이저 절단, 수류 제트 절단, 전기 방전 기계가공 및 화학적 밀링과 같은 방법에 의해 절단된 니티놀 관으로 스텐트를 제조하는 것이 일반적으로 알려져 있다. 니티놀은 형상 기억 합금(SMA; Shape Memory Alloy)으로 간주된다. 니티놀은 또한 형상 설정 온도(shape setting temperature)를 갖는데, 이 형상 설정 온도는, 형상 기억 합금(SMA) 물품이 소정 온도 범위에 속하는 임의의 온도에서 소정 시간 동안 제약된 형상(constrained shape)에 노출되면 후속하여 이 물품이 제약을 받지 않을 때에도 실질적으로 상기 제약된 형상을 유지하게 되는 것인 상기 온도 범위에 속하는 임의의 온도로서 정의된다.
니티놀 관의 제조에는 고비용이 소요된다. 니티놀 관의 직경이 커질수록 니티놀 관의 제조에는 더욱 고비용이 소요된다. 대직경 니티놀 배관의 비용상 제약으로 인해, 소직경 니티놀 관으로 절단 패턴(스텐트 패턴 등)을 실시하고 이후 이들 소직경 니티놀 관을 점진적으로 확대 및 형상 설정하여 대직경 니티놀 관(및/또는 니티놀 스텐트)을 획득하게 된다.
니티놀을 형상 설정하는 한 가지 일반적인 방법은, 실온에서(보통 약 섭씨 20 도) 또는 실온 미만의 온도에서 원하는 형상으로 니티놀을 변형 및 제약하는 것을 수반한다. 니티놀은 이후 소정 시간(보통 약 5 내지 20 분) 동안, 예컨대 노(furnace)에서, 원하는 형상으로 제약되는 동안 높은 온도(보통 약 섭씨 500 도)에 노출된다. 니티놀은 이후 물 담금질에 의해 또는 니티놀의 공냉을 허용함으로써 실온으로 냉각된다. 이러한 형상 설정 과정은 니티놀에 새로운 형상을 부여한다. 새로운 형상은 절단된 관의 특정 이전 변형 및 제약의 결과이다.
절단된 니티놀 관을 확대하는 경우에 있어서, 일련의 점진적 확대 및 형상 설정 단계들이 일반적으로 사용된다. 니티놀 스텐트 장치의 제조를 위한 통상적인 방법은, "장치는, 연속적으로 진행되며 열 처리를 수반하는 형상 설정 단계들에 의해 장치의 최종 크기로 확대된다."고 언급한 폰신(Poncin) 등(SMST-2000 학술대회 자료집 477 내지 486 쪽 참고)에 의해 설명된다. 일련의 점진적인 확대 단계들을 사용하면 형상 설정 중에 절단된 니티놀 관의 파열 또는 크랙(crack)의 발생률이 감소된다.
한 가지 예에 있어서, 스텐트 패턴이 약 4 mm의 외경을 갖는 니티놀 관으로 레이저 절단될 수 있다. 4 mm로 절단된 이 관을 24 mm의 절단된 관으로 확대하기 위해, 일련의 점진적 확대 단계들이 행해지게 된다. 예컨대, 절단된 니티놀 관은 4 mm 직경으로부터 8 mm 직경으로 확대되고 이후 형상 설정된다. 다음으로 절단된 니티놀 관은 이후 8 mm 직경으로부터 12 mm 직경으로 확대된 후 형상 설정되고, 원하는 24 mm 직경의 절단된 관을 획득할 때까지 이러한 확대는 계속된다.
형상 설정 과정 동안 스텐트의 파열을 방지하기 위해 스텐트 형성에 있어서 일련의 확대 단계들을 사용하는 것은 실제로 일반적이다. 위 예에서는 24 mm의 원하는 스텐트 직경을 얻기 위해 5개의 확대 단계가 이용되었다. 심지어 이들 확대 단계들 중 하나의 단계, 예컨대 4 mm로부터 12 mm로 확대하고 형상 설정하는 단계를 생략하면, 형상 설정 중에 스텐트 파열이 발생할 수 있다. 일련의 형상 설정 단계들을 통해 점진적으로 니티놀을 형성하는 이러한 과정은 고비용이 소요되고 시간 소모적이다.
또한, 니티놀 관의 확대 이전에 열적으로 유도되는 마르텐사이트를 형성하기 위해 니티놀 스텐트를 냉각하는 것은 당업자에게 통상의 지식에 해당한다. 실온에서 주로 오스테나이트인 니티놀 관은, 우선 냉각되어 열적으로 유도되는 마르텐사이트를 형성하면 변형이 용이하고 전혀 다르게 확대된다. 마르텐사이트계 니티놀은 오스테나이트계 니티놀보다 변형이 용이하기 때문에, 니티놀 관을 확대하기 이전에 열적으로 유도되는 마르텐사이트를 형성하는 것은 스텐트에서의 크랙 형성을 최소화할 것으로 추정되어 왔다. 니티놀 관의 확대 이전에 마르텐사이트를 열적으로 유도하는 이러한 실시에도 불구하고, 니티놀 관이 확대되는 동안 크랙이 형성되는 것은 문제가 된다. 니티놀 관을 확대하기 이전에 마르텐사이트를 열적으로 유도하는 이러한 실시는, 니티놀 관을 전혀 다르게 확대 및 형상 설정하기 위해 요구되는 점진적인 확대 단계들에 대한 필요성을 없애지 못하였다. 따라서, 종래 기술의 이러한 단점을 극복하는 니티놀 의료 장치 형성 과정을 구현해야 할 필요성이 있었다. 본 발명은 이러한 해법을 제공한다.
본 발명의 목적은, 단일 단계 형상 기억 합금 확대 방법 및 장치를 제공하는 것이다.
본 발명에 따르면 니티놀 형성 방법이 제시된다. 일 실시예에 따르면, 니티놀은 변형을 겪지 않거나 최소한으로 변형을 겪는 상태에서 적어도 섭씨 300 도 내지 약 섭씨 650 도인 형상 설정 온도에 노출된다. 니티놀은 이후 이러한 높은 온도에 있는 동안 형상 면에서 실질적으로 변형된다. 변형 이후, 니티놀은 재료를 형상 설정하는 시간 동안 원하는 형상으로 제약되면서 높은 온도에서 유지된다. 다른 실시예에 있어서, 니티놀은 높은 온도에 있는 동안 1회 또는 1회 넘게 변형될 수 있다. 니티놀은 이후 여전히 제약된 상태에서 예컨대 물 담금질 및/또는 공냉에 의해 대략 실온(약 섭씨 20 도)으로 돌아온다.
따라서, 본 발명의 일 실시예는, 형상 기억 합금(SMA) 물품의 형성 방법으로서, 초기 형상을 갖는 SMA 물품을 제공하는 단계로서, 상기 SMA는 형상 설정 온도를 갖는 것인 단계, SMA 물품을 대략적으로 상기 형상 설정 온도로 가열하는 단계, 대략적으로 SMA의 형상 설정 온도에서 SMA 물품을 최종 형상으로 변형하는 단계, 그리고 제약되어 실질적으로 상기 최종 형상을 유지하는 동안 SMA 물품을 냉각하는 단계를 포함하는 형상 기억 합금 물품의 형성 방법을 포함한다. 일 실시예에 있어서, 대략적으로 SMA의 형상 설정 온도에서 상기 SMA 물품을 변형한 이후에, 변형된 상기 SMA 물품은 대략적으로 SMA의 형상 설정 온도에서 체류하도록 허용된다. 다른 실시예에 있어서, 상기 형상 설정 온도는 약 섭씨 300 도 내지 약 섭씨 650 도이다. 다른 실시예에 있어서, 상기 SMA는 니티놀이다. 다른 실시예에 있어서, 상기 SMA 물품을 상기 최종 형상으로 변형하는 것은 내부 힘의 인가에 의해 달성된다. 다른 실시예에 있어서, 상기 SMA 물품을 상기 최종 형상으로 변형하는 것은 외부 힘의 인가에 의해 달성된다. 다른 실시예에 있어서, 상기 SMA 물품을 상기 최종 형상으로 변형하는 것은 테이퍼진 맨드릴(mandrel)의 사용에 의해 달성된다. 다른 실시예에 있어서, 상기 SMA 물품은 의료 장치로 성형된다. 다른 실시예에 있어서, 상기 의료 장치는 임플란트 가능한 장치이다. 다른 실시예에 있어서, 상기 임플란트 가능한 장치는 스텐트, 심장 교합기(cardiac occluder), 밸브 및 체강 내 필터로 이루어진 군으로부터 선택된다. 다른 실시예에 있어서, 상기 SMA 물품의 초기 형상은 기계가공에 의해 형성된다. 다른 실시예에 있어서, 상기 기계가공은 레이저 절단, 수류 제트 절단, 전기 방전 기계가공, 및/또는 화학적 에칭을 포함한다.
본 발명의 다른 실시예는, 스텐트의 형성 방법으로서, 기계가공된 형상 기억 합금(SMA) 관을 제공하는 단계로서, 상기 기계가공된 SMA 관은 스텐트 패턴, 제1 직경(소직경) 및 형상 설정 온도를 갖는 것인 단계, 상기 기계가공된 SMA 관을 대략적으로 상기 형상 설정 온도로 가열하는 단계, 대략적으로 상기 기계가공된 SMA 관의 형상 설정 온도에서 상기 기계가공된 SMA 관을 제2 직경(대직경)으로 변형하는 단계, 그리고 제약되어 실질적으로 상기 제2 직경을 유지하는 동안 SMA 물품을 냉각하는 단계를 포함하는 스텐트의 형성 방법을 포함한다. 일 실시예에 있어서, 상기 기계가공은 레이저 절단, 수류 제트 절단, 전기 방전 기계가공, 및/또는 화학적 에칭을 포함한다. 다른 실시예에 있어서, 상기 스텐트 패턴은 사인 형상, 다이아몬드 형상, U자 형상, V자 형상 또는 난형 형상을 포함한다. 다른 실시예에 있어서, 상기 SMA 관은 원형 단면을 갖는다. 다른 실시예에 있어서, 대략적으로 SMA 관의 형상 설정 온도에서 상기 SMA 관을 변형한 이후에, 변형된 상기 SMA 관은 체류하도록 허용된다. 다른 실시예에 있어서, 상기 형상 설정 온도는 약 섭씨 300 도 내지 약 섭씨 650 도이다. 다른 실시예에 있어서, 상기 SMA 관을 상기 제2 형상으로 변형하는 것은 내부 힘의 인가에 의해 달성된다. 다른 실시예에 있어서, 상기 SMA 관을 상기 제2 형상으로 변형하는 것은 외부 힘의 인가에 의해 달성된다. 다른 실시예에 있어서, 상기 SMA 관을 상기 제2 형상으로 변형하는 것은 테이퍼진 맨드릴의 사용에 의해 달성된다. 다른 실시예에 있어서, 제1 직경(소직경) 형상에 대한 제2 직경(대직경) 형상의 비율은 약 1.25 : 1보다 크다. 다른 실시예에 있어서, 제1 직경(소직경) 형상에 대한 제2 직경(대직경) 형상의 비율은 약 1.5 : 1보다 크다. 다른 실시예에 있어서, 제1 직경(소직경) 형상에 대한 제2 직경(대직경) 형상의 비율은 약 2 : 1보다 크다. 다른 실시예에 있어서, 제1 직경(소직경) 형상에 대한 제2 직경(대직경) 형상의 비율은 약 3 : 1보다 크다. 다른 실시예에 있어서, 제1 직경(소직경) 형상에 대한 제2 직경(대직경) 형상의 비율은 약 4 : 1보다 크다.
다른 실시예에 있어서, 본 발명은 의료 장치로서, 제1 상태, 제2 상태 및 제3 상태 사이에서 천이하도록 구성되는 형상 기억 합금(SMA) 물품으로서, 상기 SMA는 형상 설정 온도를 갖고, 제1 상태에서 상기 물품은 제1 원주방향 둘레를 가지며, 제2 상태에서 상기 물품은 다수의 원주방향 둘레를 갖고, 제3 상태에서 상기 물품은 제3 원주방향 둘레를 가지며, 상기 제2 상태의 원주방향 둘레들 각각은 제1 상태의 원주방향 둘레보다 크고 제3 상태의 원주방향 둘레보다 작으며, 상기 형상 기억 합금 물품은 제1 상태, 제2 상태 및 제3 상태 사이에서 천이하는 동안 상기 형상 설정 온도로 유지되는 것인 형상 기억 합금 물품을 포함하는 의료 장치를 포함한다.
본 발명의 다른 실시예는, 형상 기억 합금(SMA) 물품을 변형하기 위한 장치로서, 상기 장치는 슬롯이 형성된 긴 관 및 확대용 맨드릴을 포함하며, ⅰ. 상기 관은 종방향 축선 및 제1 외측 둘레를 포함하고, ⅱ. 상기 관은 길이, 관통 루멘(through lumen) 및 벽을 가지며, ⅲ. 상기 루멘은 제1 내측 둘레를 형성하고, ⅳ. 상기 관은 벽을 통해 적어도 2개의 슬롯을 가지며, ⅴ. 상기 슬롯은 관의 종방향 축선에 대해 실질적으로 평행하게 배향되고, ⅵ. 상기 슬롯은 관의 길이를 따라 부분적으로 연장되며, 상기 확대용 맨드릴은, ⅰ. 실질적으로 일정한 제1 둘레를 갖는 제1 부분, 및 ⅱ. 테이퍼진 제2 부분으로서, ⅲ. 맨드릴의 제1 둘레로부터 더 큰 제2 둘레로 천이하는 가변적인 둘레를 갖는 테이퍼진 제2 부분을 포함하고, ⅳ. 상기 맨드릴의 제1 부분의 둘레는 상기 슬롯이 형성된 긴 관의 루멘의 제1 내측 둘레 내로 삽입되도록 치수 설정되며, 상기 형상 기억 합금 물품은 상기 슬롯이 형성된 긴 관의 적어도 일부를 둘러싸는 것인 형상 기억 합금 물품용 변형 장치를 포함한다. 일 실시예에 있어서, 상기 SMA는 니티놀이다. 다른 실시예에 있어서, 상기 SMA 물품은 의료 장치이다. 다른 실시예에 있어서, 상기 의료 장치는 스텐트, 심장 교합기, 밸브 및 체강 내 필터로 이루어진 군으로부터 선택된다.
본 발명의 다른 실시예는, 형상 기억 합금(SMA) 물품을 변형하기 위한 장치로서, 상기 장치는 슬롯이 형성된 긴 관 및 확대용 맨드릴을 포함하며, ⅰ. 상기 관은 종방향 축선 및 제1 외측 둘레를 포함하고, ⅱ. 상기 관은 길이, 관통 루멘 및 벽을 가지며, ⅲ. 상기 루멘은 제1 내측 둘레를 형성하고, ⅳ. 상기 관은 벽을 통해 적어도 2개의 슬롯을 가지며, ⅴ. 상기 슬롯은 관의 종방향 축선에 대해 실질적으로 평행하게 배향되고, ⅵ. 상기 슬롯은 관의 길이를 따라 부분적으로 연장되며, 상기 확대용 맨드릴은, ⅰ. 실질적으로 일정한 제1 둘레를 갖는 제1 부분, 및 ⅱ. 테이퍼진 제2 부분으로서, ⅲ. 맨드릴의 제1 둘레로부터 더 큰 제2 둘레로 천이하는 가변적인 둘레를 갖는 테이퍼진 제2 부분을 포함하고, ⅳ. 상기 맨드릴의 제1 부분의 둘레는 상기 슬롯이 형성된 긴 관의 루멘의 제1 내측 둘레 내로 삽입되도록 치수 설정되며, 상기 슬롯이 형성된 긴 관은 상기 확대용 맨드릴의 적어도 일부를 둘러싸고, 상기 형상 기억 합금 물품은 상기 슬롯이 형성된 긴 관의 적어도 일부를 둘러싸는 것인 형상 기억 합금 물품용 변형 장치를 포함한다. 일 실시예에 있어서, 슬롯이 형성된 긴 관은 확대용 맨드릴의 제1 부분의 적어도 일부를 둘러싼다. 다른 실시예에 있어서, 슬롯이 형성된 긴 관은 확대용 맨드릴의 테이퍼진 제2 부분의 적어도 일부를 둘러싼다. 다른 실시예에 있어서, 확대용 맨드릴은 실질적으로 일정한 제2 둘레를 갖는 제3 부분을 더 포함한다. 다른 실시예에 있어서, 슬롯이 형성된 긴 관은 확대용 맨드릴의 제3 부분의 적어도 일부를 둘러싼다.
본 발명의 다른 실시예는, 형상 기억 합금(SMA) 물품을 변형하기 위한 장치로서, 상기 장치는 슬롯이 형성된 긴 관 및 병진 장치(translating device)를 포함하며, ⅰ. 상기 관은 종방향 축선 및 제1 외측 둘레를 포함하고, ⅱ. 상기 관은 길이, 관통 루멘 및 벽을 가지며, ⅲ. 상기 루멘은 제1 내측 둘레를 형성하고, ⅳ. 상기 관은 벽을 통해 적어도 2개의 슬롯을 가지며, ⅴ. 상기 슬롯은 관의 종방향 축선에 대해 실질적으로 평행하게 배향되고, ⅵ. 상기 슬롯은 관의 길이를 따라 부분적으로 연장되며, ⅶ. 상기 관은 실질적으로 일정한 제1 둘레를 갖는 제1 부분을 구비하고, ⅷ. 상기 관은 테이퍼진 제2 부분을 가지며, ⅸ. 테이퍼진 제2 부분은 관의 제1 둘레로부터 더 큰 제2 둘레로 천이하는 가변적인 둘레를 갖고, ⅰ. 상기 병진 장치는 루멘을 통해 슬롯이 형성된 긴 관을 통하여 연장 및 슬라이딩하도록 크기 설정되는 로드(rod)를 포함하며, ⅱ. 상기 로드는 슬롯이 형성된 긴 관의 벽을 통해 상기 슬롯을 통하여 연장 및 슬라이딩하도록 크기 결정되는 적어도 2개의 핀(fin)을 구비하고, SMA 물품은 상기 슬롯이 형성된 긴 관의 적어도 일부를 둘러싸는 것인 형상 기억 합금 물품용 변형 장치를 포함한다.
따라서, 본 발명의 방법에 따르면, 니티놀 관(예컨대, 스텐트)은 단일 처리 단계에서 훨씬 더 큰 직경(예컨대, 6배 이상)으로 확대될 수 있다.
본 발명에 따르면, 단일 단계 형상 기억 합금 확대 방법 및 장치를 얻을 수 있다.
본 발명의 예시적인 실시예가 첨부 도면과 함께 설명되며, 이 첨부 도면에서 유사한 요소들은 100만큼 차이가 나는 도면부호로 표시되어 있다. 첨부 도면은 본 발명의 추가적인 이해를 제공하기 위해 포함된 것이며, 본 명세서에 포함되어 본 명세서의 일부를 구성하고, 본 발명의 실시예를 도시하며, 상세한 설명과 함께 본 발명의 원리를 설명하는 역할을 한다.
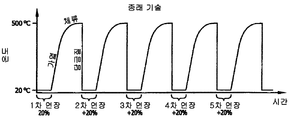
도 1은 당업계에 현재 알려져 있는 바와 같은, 다단계 가열 형성 과정을 나타내는 시간/온도의 그래프이다.
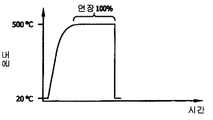
도 2는 본 발명에 따른 단일 단계 가열 형성 과정을 나타내는 시간/온도의 그래프이다.
도 3a 및 도 3b는 확대 이전 및 확대 이후의 절단 및 패턴화된 관의 사시도이다.
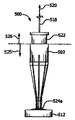
도 4는 본 발명의 확대용 장치의 사시도로서, 슬롯이 형성된 맨드릴, 확대기 다이 및 견인 로드(pull rod)를 도시한 것이다.
도 5a는 본 발명의 스텐트 확대용 맨드릴 조립체의 측면도로서, 슬롯이 형성된 맨드릴, 확대기 다이, 견인 로드 및 스텐트를 도시한 것이다.
도 5b는 본 발명의 스텐트 확대용 맨드릴 조립체의 측면도로서, 슬롯이 형성된 맨드릴, 확대기 다이, 견인 로드 및 스텐트를 도시한 것이다.
도 5c는 본 발명의 스텐트 확대용 맨드릴 조립체의 측면도로서, 슬롯이 형성된 맨드릴, 확대기 다이, 견인 로드 및 부분적으로 확대된 스텐트를 도시한 것이다.
도 5d는 본 발명의 스텐트 확대용 맨드릴 조립체의 측면도로서, 슬롯이 형성된 맨드릴, 확대기 다이, 견인 로드 및 완전히 확대된 스텐트를 도시한 것이다.
도 5e는 본 발명의 스텐트 확대용 맨드릴 조립체의 측면도로서, 슬롯이 형성된 맨드릴 및 완전히 확대된 스텐트를 도시한 것이다.
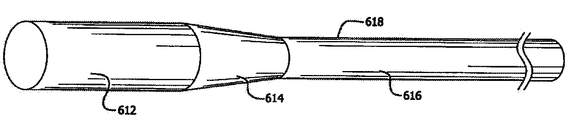
도 6a는 본 발명의 슬롯이 형성된 관의 사시도이다.
도 6a는 본 발명의 슬롯이 형성된 관 및 확대되지 않은 스텐트의 사시도이다.
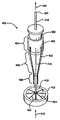
도 6b는 본 발명의 테이퍼진 맨드릴의 사시도이다.
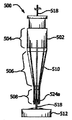
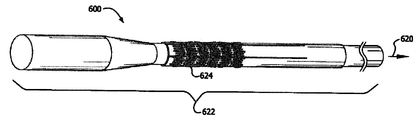
도 6c는 본 발명의 스텐트 확대용 맨드릴 조립체의 사시도로서, 슬롯이 형성된 관, 테이퍼진 맨드릴 및 확대되지 않은 스텐트를 도시한 것이다.
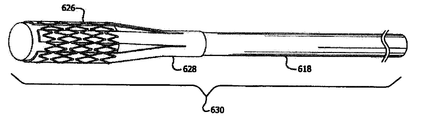
도 6d는 본 발명의 스텐트 확대용 맨드릴 조립체의 사시도로서, 슬롯이 형성된 관, 테이퍼진 맨드릴 및 확대된 스텐트를 도시한 것이다.
도 1은 당업계에 현재 알려져 있는 바와 같은, 다단계 가열 형성 과정을 나타내는 시간/온도의 그래프이다.
도 2는 본 발명에 따른 단일 단계 가열 형성 과정을 나타내는 시간/온도의 그래프이다.
도 3a 및 도 3b는 확대 이전 및 확대 이후의 절단 및 패턴화된 관의 사시도이다.
도 4는 본 발명의 확대용 장치의 사시도로서, 슬롯이 형성된 맨드릴, 확대기 다이 및 견인 로드(pull rod)를 도시한 것이다.
도 5a는 본 발명의 스텐트 확대용 맨드릴 조립체의 측면도로서, 슬롯이 형성된 맨드릴, 확대기 다이, 견인 로드 및 스텐트를 도시한 것이다.
도 5b는 본 발명의 스텐트 확대용 맨드릴 조립체의 측면도로서, 슬롯이 형성된 맨드릴, 확대기 다이, 견인 로드 및 스텐트를 도시한 것이다.
도 5c는 본 발명의 스텐트 확대용 맨드릴 조립체의 측면도로서, 슬롯이 형성된 맨드릴, 확대기 다이, 견인 로드 및 부분적으로 확대된 스텐트를 도시한 것이다.
도 5d는 본 발명의 스텐트 확대용 맨드릴 조립체의 측면도로서, 슬롯이 형성된 맨드릴, 확대기 다이, 견인 로드 및 완전히 확대된 스텐트를 도시한 것이다.
도 5e는 본 발명의 스텐트 확대용 맨드릴 조립체의 측면도로서, 슬롯이 형성된 맨드릴 및 완전히 확대된 스텐트를 도시한 것이다.
도 6a는 본 발명의 슬롯이 형성된 관의 사시도이다.
도 6a는 본 발명의 슬롯이 형성된 관 및 확대되지 않은 스텐트의 사시도이다.
도 6b는 본 발명의 테이퍼진 맨드릴의 사시도이다.
도 6c는 본 발명의 스텐트 확대용 맨드릴 조립체의 사시도로서, 슬롯이 형성된 관, 테이퍼진 맨드릴 및 확대되지 않은 스텐트를 도시한 것이다.
도 6d는 본 발명의 스텐트 확대용 맨드릴 조립체의 사시도로서, 슬롯이 형성된 관, 테이퍼진 맨드릴 및 확대된 스텐트를 도시한 것이다.
당업계에 현재 알려져 있는 바와 같이, 다양한 직경 및 벽 두께를 갖는 니티놀 관은 스텐트 패턴과 같은 원하는 패턴을 형성하도록 절단될 수 있다. 절단된 관은 확대용 장치 상에 배치될 수 있고 주위 온도에서 약 20%만큼 확대될 수 있다. 절단된 관 및 확대용 장치는 이후에 높은 온도로 가열될 수 있으며, 적절한 체류 시간 이후에 절단된 관이 주위 온도로 돌아가도록 하기 위해 절단된 관 및 확대용 장치는 담금질될 수 있다. 이러한 과정은 추가로 약 20%만큼 관을 확대시키는 각각의 사이클에서 반복되어 원하는 직경(즉, 100%의 확대)을 얻을 수 있도록 한다.
도 1은 당업계에 일반적으로 알려져 있는 바와 같은 통상의 확대 과정을 나타내는 시간/온도의 그래프이다. 이러한 예에 있어서, 5단계 확대 과정이 제시되어 있으며, 각각의 확대 과정은 대략 주위 온도(약 섭씨 20 도)에서 이루어진다. 5개의 확대 단계 각각은, 절단된 관을 그 확대된 직경의 약 20%만큼 더 확대시킨다. 각각의 확대 이후에, 절단된 관 및 확대용 장치는 약 섭씨 500 도로 가열되고, 적절한 체류 이후에 절단된 관 및 확대용 장치는 물 담금질되어, 절단된 관 및 확대용 장치가 주위 온도로 돌아가도록 한다. 도시된 바와 같이, 이러한 과정은 추가적으로 4회 더 반복되며, 이에 따라 원하는 직경(약 100%의 총 확대)을 얻게 된다.
도 2는 단일 확대 단계에서 절단된 관을 원하는 직경(즉, 약 100%의 확대)으로 확대시키는 과정을 묘사하는 그래프(도 1과 동일한 축들을 갖는 그래프)이다. 도 2에 도시된 바와 같이, 절단된 관은 확대용 장치 상에 배치된다. 절단된 관 및 확대용 장치는 이후에 높은 온도로 가열될 수 있으며, 이러한 높은 온도에 있는 동안 확대용 장치는 절단된 관을 단일 확대 단계에서 약 100%만큼 확대시키도록 작동될 수 있다. 다른 실시예에 있어서, 상기 확대용 장치는 절단된 관을 약 200%, 약 300%, 약 400% 및/또는 약 500%만큼 확대시키도록 작동될 수 있다. 도 1을 도 2와 비교하면, 본 명세서에 교시된 방법은 니티놀 관을 확대시키기 위한 단계의 수를 줄여주며 이에 따라 시간을 단축시킨다는 것을 이해할 것이다.
도 3a는 작은 초기 직경(302)을 갖는, 통상적인 절단된 관(300a)의 부분 사시도이다. 절단된 관(300a)은, 봉우리(304) 및 골(306)을 포함하며 임플란트 가능한 스텐트에서 통상적인 파형 형상을 나타낸다. 도 3b는 보다 큰 직경(308)으로 확대된 이후에 절단된 관(306b)의 부분 사시도이다. 상기 보다 큰 직경(308)은 작은 초기 직경(302)보다 약 100%만큼 더 크다. 관(300a)은 임의의 원하는 패턴을 갖도록 절단될 수 있다. 예컨대, 관(300a)은 개별적인 링, 상호 연결된 링, 개방된 셀 및/또는 폐쇄된 셀, 또는 사인 형상, 다이아몬드 형상, U자 형상, V자 형상 혹은 난형 형상과 같은 형상, 또는 주어진 용례을 위해 구성되는 임의의 다른 패턴을 형성하도록 절단될 수 있다. 관(300a)은 니티놀 혹은 형상 설정 온도 범위를 갖는 임의의 다른 유사한 금속을 포함할 수 있다. 니티놀은, 니켈-티타늄의 2가지 원소로 된 2원 형상 기억 합금뿐만 아니라 철, 니오븀, 크롬, 구리, 코발트, 바나듐, 백금 및 하프늄을 포함하지만 이로써 한정되지 않는 3원 추가 합금 성분 및 4원 추가 합금 성분을 포함하는 니켈-티타늄 기반의 합금을 포함하는 합금 족을 지칭한다. 형상 기억 합금은 니티놀 합금뿐만 아니라 다른 합금도 포함하는데, 상기 다른 합금은 AgCd, AuCd, CuAlZn, CuAINi, CuAlBe, CuSn, NiAl, FePt, FePd, MnCu, 및 FeMnSi 합금계를 포함하지만 이로써 한정되지 않고 가역적인 결정학적 상 변화를 겪을 수 있다.
관(300a)은 약 0.5 mm 내지 약 100 mm 범위의 직경, 바람직하게는 약 2 mm 내지 약 40 mm 범위의 직경을 가질 수 있다. 관(300a)은 약 0.05 mm 내지 약 10 mm 범위의 벽 두께, 바람직하게는 약 0.1 mm 내지 약 0.5 mm 범위의 벽 두께를 가질 수 있다. 관(300a)의 길이는 약 1 mm 내지 약 250 mm 범위일 수 있다. 관(300a)의 길이는 임의의 특정 용례에 따라 구성될 수 있다.
도 4에는 적어도 하나의 확대용 장치(400)의 사시도가 도시되어 있다. 이러한 예에 있어서, 확대용 장치(400)는, 인코넬, 스테인레스 강 또는 다른 적절한 재료와 같은 고온 금속(high temperature metal)으로 제조되며 테이퍼지고 슬롯이 형성되며 관형인 맨드릴(402)을 포함한다. 슬롯이 형성된 맨드릴(402)은 대직경부(404), 테이퍼진 중간부(406), 소직경부(408) 및 일련의 종방향 슬롯(410)을 구비한다. 종방향 슬롯(410)은 맨드릴 벽을 통해 파여있으며, 슬롯이 형성된 맨드릴의 소직경부(408) 및 테이퍼진 중간부(406)를 통해 연장된다. 종방향 슬롯(410)은 맨드릴 벽을 통해 파여있으며, 도 4에 도시된 바와 같이 대직경부(404)를 따라 단지 부분적으로만 연장된다. 선택적인 구성에 있어서, 종방향 슬롯은 나선을 형성할 수 있다. 테이퍼진 중간부는 선택적으로 일정한 테이퍼 각도 대신에 가변적인 테이퍼 각도 또는 예리한 부분을 가질 수 있다.
확대용 장치(400)는, 도 4에 도시된 바와 같이 일련의 핀(414)을 갖는 확대기 다이(412)를 더 포함한다. 확대기 다이(412)의 핀(414)은 슬롯이 형성된 맨드릴(402)의 슬롯(410)과 맞물려, 확대기 다이의 핀(414)이 방향 화살표(416)로 나타낸 바와 같이 종방향 축선을 따라 슬롯이 형성된 맨드릴(402)의 종방향 슬롯(410)을 통해 슬라이딩할 수 있도록 한다.
도 4에 추가적으로 도시된 바와 같이, 확대기 다이(412)는 견인 로드(418)에 결합된다. 견인 로드(418)는, 슬롯이 형성된 관형 맨드릴(402)의 중앙 보어를 통해 연장되며, 슬롯이 형성된 맨드릴(402)의 칼라 부분(422)으로부터 연장된다. 견인 로드(418)가 방향 화살표(416, 420)로 표시된 종방향 축선을 따라 견인될 때, 확대기 다이(412)는 슬롯이 형성된 맨드릴(402)의 소직경부(408), 테이퍼진 중간부(406) 및 대직경부(404) 위로 슬라이딩하도록 강제된다.
슬롯이 형성된 맨드릴(402)의 칼라 부분(422)은 슬롯이 형성된 맨드릴을 가열 소스(도시되어 있지 않음)에 고정하도록 구성된다. 슬롯이 형성된 맨드릴(402) 및 확대기 다이(412)는 가열 소스 내에 위치설정된다. 가열 소스는, 견인 로드(424)의 단부(확대기 다이에 대향하는 단부)가 가열 소스로부터 돌출될 수 있게 하도록 구성된다.
따라서, 본 발명의 다른 실시예는, 형상 기억 합금(SMA) 물품을 변형하기 위한 장치로서, 상기 장치는 슬롯이 형성된 긴 관 및 확대용 맨드릴을 포함하며, ⅰ. 상기 관은 종방향 축선 및 제1 외측 둘레를 포함하고, ⅱ. 상기 관은 길이, 관통 루멘 및 벽을 가지며, ⅲ. 상기 루멘은 제1 내측 둘레를 형성하고, ⅳ. 상기 관은 벽을 통해 적어도 2개의 슬롯을 가지며, ⅴ. 상기 슬롯은 관의 종방향 축선에 대해 실질적으로 평행하게 배향되고, ⅵ. 상기 슬롯은 관의 길이를 따라 부분적으로 연장되며, 상기 확대용 맨드릴은, ⅰ. 실질적으로 일정한 제1 둘레를 갖는 제1 부분, 및 ⅱ. 테이퍼진 제2 부분으로서, ⅲ. 맨드릴의 제1 둘레로부터 더 큰 제2 둘레로 천이하는 가변적인 둘레를 갖는 테이퍼진 제2 부분을 포함하고, ⅳ. 상기 맨드릴의 제1 부분의 둘레는 상기 슬롯이 형성된 긴 관의 루멘의 제1 내측 둘레 내로 삽입되도록 치수 설정되며, 상기 형상 기억 합금 물품은 상기 슬롯이 형성된 긴 관의 적어도 일부를 둘러싸는 것인 형상 기억 합금 물품용 변형 장치를 포함한다. 일 실시예에 있어서, 상기 SMA는 니티놀이다. 다른 실시예에 있어서, 상기 SMA 물품은 의료 장치이다. 다른 실시예에 있어서, 상기 의료 장치는 스텐트, 심장 교합기, 및 체강 내 필터로 이루어진 군으로부터 선택된다.
본 발명의 다른 실시예는, 형상 기억 합금(SMA) 물품을 변형하기 위한 장치로서, 상기 장치는 슬롯이 형성된 긴 관 및 확대용 맨드릴을 포함하며, ⅰ. 상기 관은 종방향 축선 및 제1 외측 둘레를 포함하고, ⅱ. 상기 관은 길이, 관통 루멘 및 벽을 가지며, ⅲ. 상기 루멘은 제1 내측 둘레를 형성하고, ⅳ. 상기 관은 벽을 통해 적어도 2개의 슬롯을 가지며, ⅴ. 상기 슬롯은 관의 종방향 축선에 대해 실질적으로 평행하게 배향되고, ⅵ. 상기 슬롯은 관의 길이를 따라 부분적으로 연장되며, 상기 확대용 맨드릴은, ⅰ. 실질적으로 일정한 제1 둘레를 갖는 제1 부분, 및 ⅱ. 테이퍼진 제2 부분으로서, ⅲ. 맨드릴의 제1 둘레로부터 더 큰 제2 둘레로 천이하는 가변적인 둘레를 갖는 테이퍼진 제2 부분을 포함하고, ⅳ. 상기 맨드릴의 제1 부분의 둘레는 상기 슬롯이 형성된 긴 관의 루멘의 제1 내측 둘레 내로 삽입되도록 치수 설정되며, 상기 슬롯이 형성된 긴 관은 확대용 멘드릴의 적어도 일부를 둘러싸고, 상기 형상 기억 합금 물품은 상기 슬롯이 형성된 긴 관의 적어도 일부를 둘러싸는 것인 형상 기억 합금 물품용 변형 장치를 포함한다. 일 실시예에 있어서, 슬롯이 형성된 긴 관은 확대용 맨드릴의 제1 부분의 적어도 일부를 둘러싼다. 다른 실시예에 있어서, 슬롯이 형성된 긴 관은 확대용 맨드릴의 테이퍼진 제2 부분의 적어도 일부를 둘러싼다. 다른 실시예에 있어서, 확대용 맨드릴은 실질적으로 일정한 제2 둘레를 갖는 제3 부분을 더 포함한다. 다른 실시예에 있어서, 슬롯이 형성된 긴 관은 확대용 맨드릴의 제3 부분의 적어도 일부를 둘러싼다.
본 발명의 다른 실시예는, 형상 기억 합금(SMA) 물품을 변형하기 위한 장치로서, 상기 장치는 슬롯이 형성된 긴 관 및 병진 장치(translating device)를 포함하며, ⅰ. 상기 관은 종방향 축선 및 제1 외측 둘레를 포함하고, ⅱ. 상기 관은 길이, 관통 루멘 및 벽을 가지며, ⅲ. 상기 루멘은 제1 내측 둘레를 형성하고, ⅳ. 상기 관은 벽을 통해 적어도 2개의 슬롯을 가지며, ⅴ. 상기 슬롯은 관의 종방향 축선에 대해 실질적으로 평행하게 배향되고, ⅵ. 상기 슬롯은 관의 길이를 따라 부분적으로 연장되며, ⅶ. 상기 관은 실질적으로 일정한 제1 둘레를 갖는 제1 부분을 구비하고, ⅷ. 상기 관은 테이퍼진 제2 부분을 가지며, ⅸ. 테이퍼진 제2 부분은 관의 제1 둘레로부터 더 큰 제2 둘레로 천이하는 가변적인 둘레를 갖고, ⅰ. 상기 병진 장치는 루멘을 통해 슬롯이 형성된 긴 관을 통하여 연장 및 슬라이딩하도록 크기 설정되는 로드를 포함하며, ⅱ. 상기 로드는 슬롯이 형성된 긴 관의 벽을 통해 상기 슬롯을 통하여 연장 및 슬라이딩하도록 크기 결정되는 적어도 2개의 핀을 구비하고, SMA 물품은 상기 슬롯이 형성된 긴 관의 적어도 일부를 둘러싸는 것인 형상 기억 합금 물품용 변형 장치를 포함한다.
확대용 장치(400)를 가열하기 위해 유체화된 욕(fluidized bath), 염욕(salt baths), 고온 액체, 고온 가스, 복사 가열부, 유도 가열부, 대류 가열부, 전기 저항식 가열부, 무선 주파수 가열부, 또는 전도 가열부, 혹은 다양한 에너지 소스의 조합을 비롯한 임의의 적절한 가열 소스가 사용될 수 있다.
따라서, 본 발명의 일 실시예는, 절단된 관을 확대시키기 위한 과정으로서, 원하는 절단 패턴을 형성하기 위해 금속 관을 절단하는 단계, 슬롯이 형성되고 테이퍼진 맨드릴의 소직경부 상에 절단된 금속 관을 배치하는 단계, 확대기 다이가 부착된 상태로 견인 로드를, 슬롯이 형성되고 테이퍼진 맨드릴의 중앙 보어를 통해 삽입하는 단계, 일련의 핀(확대기 다이와 일체임)을 테이퍼진 맨드릴의 슬롯 내로 결합시키는 단계, 견인 로드의 단부가 가열 소스로부터 연장되도록 절단된 관, 슬롯이 형성되고 테이퍼진 맨드릴 및 확대기 다이를 가열 소스 내로 배치하는 단계로서, 절단된 관, 슬롯이 형성되고 테이퍼진 맨드릴 및 확대기 다이를 높은 온도(형상 설정 단계)로 가열하는 단계, (절단된 관, 슬롯이 형성되고 테이퍼진 맨드릴 및 확대기 다이의 형상 설정 온도를 유지하면서) 슬롯이 형성되고 테이퍼진 맨드릴의 소직경부, 테이퍼진 부분, 및 대직경부 위로 확대기 다이가 슬라이딩하게 강제하도록 견인 로드를 병진시키는 단계로서, 상기 확대기 다이의 핀은 절단된 SMA 관과 맞물리고 견인 로드가 병진함에 따라 슬롯이 형성되고 테이퍼진 맨드릴의 소직경부, 테이퍼진 부분 및 대직경부 위로 절단된 SMA 관을 강제하는 것인 단계를 포함하는 절단된 관의 확대 과정을 포함한다.
본 발명에 따라 절단된 SMA 관을 확대시키기 위한 한 가지 과정은 도 5a 내지 도 5e에 개략적으로 제시되어 있다. 도 5a에는 확대용 장치(500)가 도시되어 있다. 확대용 장치(500)는, 테이퍼지고 슬롯이 형성된 관형 맨드릴(502)을 포함한다. 슬롯이 형성된 맨드릴(502)은 대직경부(504), 테이퍼진 중간부(506), 소직경부(508) 및 일련의 종방향 슬롯(510)을 구비한다. 종방향 슬롯(510)은 맨드릴 벽을 통해 파여있으며, 슬롯이 형성된 맨드릴의 소직경부(508) 및 테이퍼진 중간부(506)를 통해 연장된다. 종방향 슬롯(510)은 맨드릴 벽을 통해 파여있으며, 도 5a에 도시된 바와 같이 대직경부(504)를 따라 단지 부분적으로만 연장된다.
작은 초기 직경을 갖는 절단된 관(524a)은 슬롯이 형성된 맨드릴(502)의 소직경부(508) 위에 배치된다.
슬롯이 형성된 맨드릴(502)의 슬롯(510)과 맞물리도록 구성되는 일련의 핀(도 4의 414)을 구비하는 확대기 다이(512)는 견인 로드(518)와 결합된다. 견인 로드(518)는, 슬롯이 형성된 관형 맨드릴(502)의 중앙 보어를 통해 연장되며, 슬롯이 형성된 맨드릴의 단부로서 확대기 다이에 대향되는 단부로부터 연장된다.
도 5b에 도시된 바와 같이, 견인 로드(518)는 화살표(520)로 표시된 방향으로 병진하며, 이에 따라 확대기 다이(512)는 전진하게 되고 확대기 다이의 핀(도 4의 414)은 슬롯이 형성된 맨드릴(502)의 슬롯(510)과 맞물릴 수 있게 된다.
확대용 장치는 절단된 관과 함께 이후 가열 챔버(도시되어 있지 않음) 상에 놓이게 되어 칼라 부분(522) 및 돌출된 견인 로드(518)는 가열 챔버의 외부에 있게 되는 반면[방향 화살표(526)로 표시됨], 슬롯이 형성된 맨드릴(502), 확대기 다이(512) 및 절단된 관(524a)의 나머지 부분은 가열 챔버의 가열된 영역에 노출된다[방향 화살표(525)로 표시됨]. 가열 챔버의 온도는 이후 원하는 온도까지 상승하게 된다. 염욕 또는 유사한 열전달 매체가 사용된다면, 이러한 매체는 원하는 높은 온도로 예열될 수도 있고 충분히 가열될 수도 있다.
도 5c에 도시된 바와 같이, 가열 챔버에서의 적절한 체류 이후에, 견인 로드(518)는 방향(520)을 따라 추가로 전진하게 되어, 확대기 다이(512)가 절단된 관(524b)을 슬롯이 형성된 맨드릴(502)의 테이퍼진 부분(506) 위로 강제하도록 한다.
도 5d에 도시된 바와 같이, 견인 로드(518)는 방향(520)을 따라 추가로 전진하게 되어, 확대기 다이(512)가 절단된 관(524c)을 슬롯이 형성된 맨드릴(502)의 대직경부(504) 위로 강제하도록 한다. 견인 로드(518)의 병진은 연속적인 운동, 간헐적인 운동 또는 가변 속도 운동을 포함할 수 있다.
이후 확대용 장치(500)는 완전히 확대된 관(524c)과 함께 가열 챔버로부터 제거된다. 견인 로드(518) 및 확대기 다이(512)는 슬롯이 형성된 맨드릴(522)로부터 후퇴된다. 이후 슬롯이 형성된 맨드릴(502) 및 완전히 확대된 관(524c)은 주위 온도의 수욕(water bath) 내에서 담금질된다. 주위 온도에 도달한 이후에, 완전히 확대된 관(524c)은 슬롯이 형성된 맨드릴(502)로부터 제거될 수 있다.
도 5a 내지 도 5e는 길이가 짧은 관을 설명하고 있지만, 전술한 과정을 이용하여 임의의 길이의 배관을 확대시킬 수 있다. 슬롯이 형성된 맨드릴(402, 502)의 대직경부(404, 504)는 임의의 길이의 관을 수용하기 위해 임의의 크기일 수 있다.
도 5a 내지 도 5e에서 설명되는 과정은, SMA 관을 확대시키기 위해 내부 힘(확대되는 관에 대해 내부의 힘)을 이용하는 한 가지 방법이며, 다른 방법이 사용될 수도 있다. 이들 방법은 상기 맨드릴 위에 놓인 관을 확대시키는 확대용 맨드릴을 포함한다.
다른 실시예에 있어서, 절단된 SMA 관의 확대는 관이 커지도록 잡아당기는 외부 힘의 인가에 의해 달성된다. 관의 특정 영역을 파지하는 클램프 또는 후크는 관을 확대시키기 위해 관이 커지도록 잡아당길 수 있다.
본 발명의 구체적인 실시예가 본 명세서에 도시 및 설명되었지만, 본 발명은 이러한 실시예 및 예시로 한정되지 않는다. 변경 및 변형이 이하의 청구범위의 범위 내에서 본 발명의 일부로서 포함될 수 있고 구현될 수 있다는 것은 명확하다. 이하의 예는 본 발명을 예시하기 위해 추가로 제시된 것이다.
예
예 1 : 슬롯이 형성된 맨드릴 상에서의 절단된 니티놀 관의 로딩 및 확대
도 5a 및 도 5b에 예시된 바와 같은 니티놀 스텐트 링(524a)이 획득되었다. 스텐트 링(524a)은, 약 4 mm의 내경(ID) 및 약 0.5 mm의 벽 두께를 갖는 니티놀 관으로부터 레이저 절단되었다. 스텐트 링(524a)의 길이는 약 10 mm이었다.
도 4에 도시된 바와 같이, 적절한 고온 강으로 제조되며 슬롯이 형성되고 테이퍼진 맨드릴(402)이 주문 제작되었다. 슬롯이 형성된 맨드릴(402)의 큰 직경(404)은 약 26 mm이었다. 슬롯이 형성된 맨드릴(402)의 작은 직경(408)은 약 8 mm이었다. 슬롯이 형성된 맨드릴(402)의 길이는 약 11 cm이었다. 적절한 고온 강으로 제조된 확대기 다이(412)가 주문 제작되었다.
확대기 다이(412)는, 확대기 다이의 핀(414)이 슬롯이 형성된 맨드릴(402)의 슬롯(410)과 맞물려 슬롯이 형성된 맨드릴(402)을 통해 확대기 다이(412)가 슬라이딩하는 것을 가능하게 하는 방식으로 구성되었다.
확대기 다이(412)는 예컨대 레이저 용접과 같은 방법에 의해 견인 로드(418)에 부착된다. 견인 로드(418)의 직경은 약 2 mm이며, 길이는 약 60 cm이고, 적절한 고온 강으로 제조된다. 열 처리 부분을 위해 사용되는 유체화된 욕[테크네 유체화 욕 모델(Techne Fluidized Bath Model) FB-08 참고]을 획득하였다.
도 5a에 도시된 바와 같이, 스텐트 링(524a)은 슬롯이 형성된 맨드릴(502)의 소직경부(508) 상에 로딩되었다. 내경이 약 4 mm인 스텐트 링(524a)을 슬롯이 형성된 맨드릴(502)의 약 8 mm인 소직경부(508) 단부 상에 로딩하기 위해, 스텐트 링(524a)은 우선 일단부 상에서 약 4 mm의 직경을 갖고 대향 단부 상에서 약 8 mm의 직경을 갖는 테이퍼진 맨드릴을 이용하여 (실온에서) 약 8 mm까지 확대되었다. 이때, 스텐트는 최소한으로 제약된다(또는 실질적으로 제약을 받지 않음). 테이퍼진 맨드릴의 약 8 mm인 단부는 이후 슬롯이 형성된 맨드릴(502)의 약 8 mm인 소직경부(508) 단부에 대해 치받게 되고, 스텐트 링(524a)은 실온에서 테이퍼진 맨드릴로부터 슬롯이 형성된 맨드릴(502)로 전달되었다. 견인 로드(518)는 부착된 확대기 다이(512)와 함께 도 5a에 도시된 바와 같이 슬롯이 형성된 맨드릴을 통해 삽입되었다. 확대기 다이(512)의 핀(414)(도 4 참고)은 도 5b에 도시된 바와 같이 슬롯이 형성된 맨드릴(502)의 슬롯(510)과 맞물리게 되었다.
슬롯이 형성된 맨드릴(502), 스텐트 링(524a), 확대기 다이(512) 및 견인 로드(518)의 조립체는 이후 유체화된 욕 내로 침잠되었고, 약 섭씨 550 도의 온도로 예열되었으며, 약 3분 동안 체류하도록 허용되었다. 약 3분 후에, 견인 로드(518)는 도 5b에 도시된 위치로부터 도 5d에 도시된 위치로 잡아당겨졌다. 견인 로드(518)를 도 5b에 도시된 위치로부터 도 5d에 도시된 위치로 잡아당기는 데 약 2초의 시간이 소요되었다. 상방 힘이 견인 로드(518)에 인가되었고, 부착된 확대기 다이(512)의 핀(414)(도 4 참고)은, 도 5c에 도시된 바와 같이 슬롯이 형성된 맨드릴(502)을 잡아당기도록 스텐트 링(524b)에 힘을 가하였다. 슬롯(510) 및 핀(414)(도 4 참고)의 배향은 또한 도 5d에 도시된 바와 같은 스텐트 링(524c)의 전혀 다른 확대를 유지하는 역할을 한다. 예열되고 유체화된 욕에서 약 15 분의 체류 시간 이후에, 슬롯이 형성된 맨드릴(502), 확대된 스텐트 링(524c), 확대기 다이(512) 및 견인 로드(518)의 조립체는 이제 유체화된 욕으로부터 제거되었고 물 담금질되었다. 이후 견인 로드(518) 및 부착된 확대기 다이(512)는 슬롯이 형성된 맨드릴(502)로부터 제거되었다. 유체화된 욕에서의 형상 설정 및 열 처리 이후에 확대된 니티놀 스텐트 링(524c) 및 슬롯이 형성된 맨드릴(502)이 도 5e에 도시되어 있다. 결과적인 니티놀 스텐트 링(524c)은 약 26 mm의 직경까지 확대 및 형상 설정되었다.
도 4를 참고하면, 스텐트 확대용이며 슬롯이 형성된 맨드릴(402)과 유체화된 욕의 경계를 형성하기 위해 추가적인 장치가 사용될 수 있다는 것은 당업자에게 명확할 것이다. 이러한 장치를 수용하기 위해, 칼라(422)는 슬롯이 형성된 맨드릴(402)에서 절단될 수 있다. 이러한 칼라(422)는, 유체화된 욕의 가열된 매체 내로의 맨드릴의 안전한 침지를 허용하는 추가적인 장치를 부착하기 위해 사용될 수 있다.
본 발명에 다양한 변형이 행해질 수 있다는 것은 당업자에게 명확할 것이다. 예를 들면, 도 4에 도시된 바와 같은, 슬롯이 형성된 맨드릴(402)은 8개의 슬롯(410) 대신에 4개의 슬롯(410)을 가질 수 있다. 추가적으로, 확대기 다이(412)는 8개의 핀(414) 대신에 4개의 핀(414)을 가질 수 있다. 추가적으로, 슬롯이 형성된 맨드릴의 길이 및 결과적인 테이퍼 각도는 변경될 수 있다. 예를 들면, 슬롯이 형성된 맨드릴(402)의 길이는 약 11 cm가 아니라 20 cm까지 증가될 수 있고, 이에 따라 스텐트 확대 중에 요구되는 힘이 감소될 수 있다.
예 2 : 가열을 배제한 절단된 니티놀 관의 확대
도 5a 내지 도 5e를 참고하면, 예 1의 방법 및 재료를 이용하여, 니티놀 스텐트 링(524a)이 슬롯이 형성된 맨드릴(502) 상에 로딩되었다. 스텐트 링(524a)은 이후 도 5b에 도시된 위치로부터 도 5d에 도시된 위치로 견인 로드(518)를 잡아당김으로써 대략 실온(약 섭씨 20 도)에서 확대되었다. 도 5d에 도시된 바와 같은, 슬롯이 형성된 맨드릴(502), 스텐트 링(524a), 확대기 다이(512) 및 견인 로드(518)의 조립체는 이후 유체화된 욕 내로 침잠되었고, 대략 섭씨 550 도의 온도로 예열되었으며, 약 15분 동안 체류하도록 허용되었다.
슬롯이 형성된 맨드릴(502), 스텐트 링(524c), 확대기 다이(512) 및 견인 로드(518)의 조립체는 이후 유체화된 욕으로부터 제거되었고 물 담금질되었다. 스텐트 링과 완전한 불연속성을 갖는, 결과적인 니티놀 스텐트 링이 제조되었다.
예 3 : 확대 가능한 맨드릴을 이용한 절단된 니티놀 관의 확대
대안적인 확대용 장치가 도 6a 내지 도 6d에 도시되어 있다. 도 6a 및 도 6c에 도시된, 슬롯이 형성된 관(610)은 적절한 고온 강으로 제조되었고 길이가 약 15 cm이다. 슬롯이 형성된 관은 내경이 약 4.2 mm이었고 벽 두께가 약 0.25 mm이었다. 관 내로 절단된 슬롯(604) 및 결과적인 관 세그먼트(606)는 각각 길이가 약 12 cm이다.
도 6b에 도시된 바와 같이, 테이퍼진 맨드릴(618)은 적절한 고온 강으로 제조되었고, 길이가 약 40 cm이었다. 대직경 섹션(612)은 직경이 약 8 mm이고, 길이가 약 8 cm이다. 소직경 섹션(616)은 직경이 약 4 mm이고, 길이가 약 28 cm이다. 테이퍼진 맨드릴(618)의 테이퍼 섹션(614)은 직경이 약 8 mm인 부분으로부터 직경이 약 4 mm인 부분으로 천이하며 길이가 약 4 cm이다.
도 6a에 도시된 바와 같은 니티놀 스텐트(624)가 획득되었다. 스텐트(624)는 약 4.1 mm의 내경(ID) 및 약 0.25 mm의 벽 두께를 갖는 니티놀 관으로부터 레이저 절단되었다. 스텐트의 길이는 약 60 mm이었다. 스텐트(624)는 슬롯이 형성된 관(610)의 슬롯이 형성된 단부(602)에 더 근접하게 슬롯이 형성된 관(610) 상에 로딩되었다. 테이퍼진 맨드릴(618)의 소직경 단부(616)는 이후 슬롯이 형성된 관(610)의 슬롯이 형성된 단부(602) 내로 삽입되었다.
열 처리 부분을 위해 사용되는 유체화된 욕을 얻었다(테크네 유체화 욕 모델 FB-08 참고).
도 6c에 도시된 바와 같은, 슬롯이 형성된 관(610), 스텐트(624), 및 테이퍼진 맨드릴(618)의 조립체는 이후 대략 섭씨 550 도의 온도로 가열되는 유체화된 욕 내로 침잠되었고, 약 3분 동안 체류하도록 허용되었다. 약 3분의 체류 시간 이후에, 테이퍼진 맨드릴(618)은 도 6c에 도시된 방향(620)으로 도 6d에 도시된 위치까지 잡아당겨졌다. 테이퍼진 맨드릴(618)을 도 6c에 도시된 위치로부터 도 6d에 도시된 위치로 잡아당기는 데 약 3초의 시간이 소요되었다.
예열된 유체화된 욕에서의 약 15 분의 체류 시간 이후에, 도 6d에 도시된 바와 같은, 슬롯이 형성된 관(628), 확대된 스텐트(626) 및 테이퍼진 맨드릴(618)은 이후 유체화된 욕으로부터 제거되고 물 담금질되었다. 열 처리 및 형상 설정 이후 확대된 스텐트(626)는 이후 슬롯이 형성된 관(628)으로부터 제거되었다. 결과적인 니티놀 스텐트는 약 8.5 mm의 직경으로 확대 및 형상 설정되었다.
도 6a 및 도 6b에 도시된 스텐트 확대용 하드웨어와 유체화된 욕의 경계를 형성하기 위해 추가적인 장치가 사용될 수 있다는 것은 당업자에게 명확할 것이다. 추가적으로, 도 6a 및 도 6b에 도시된 하드웨어의 치수는 스텐트 확대용 하드웨어와 유체화된 욕 사이의 경계를 개선하기 위해 변경될 수 있다는 것은 당업자에게 명확할 것이다. 예를 들어, 유체화된 욕의 가열된 매체의 레벨을 넘어 안전하게 연장되도록 요구된다면, 테이퍼진 맨드릴(618)의 소직경 단부(616)의 길이는 더 연장될 수 있다. 추가적으로, 유체화된 욕의 가열된 매체의 레벨을 넘어 안전하게 연장되도록 요구된다면, 슬롯이 형성된 관(610)의 절단되지 않은 단부(608)의 길이는 더 연장될 수 있다.
본 발명에 다양한 변형이 행해질 수 있다는 것은 당업자에게 명확할 것이다. 예를 들면, 도 6a에 도시된 바와 같은, 슬롯이 형성된 관(610)은 4개의 슬롯(604) 대신에 8개의 슬롯(604)을 가질 수 있다.
추가적으로, 테이퍼진 맨드릴(618)은 슬롯이 형성된 관(610)의 세그먼트(606)와 경계를 형성하는 종방향 홈을 가질 수 있으며, 이들 홈은 테이퍼진 맨드릴(618)의 테이퍼(614) 위에서 이동할 때 세그먼트(606)의 확대를 제어한다.
예 4 : 열 처리를 배제하고 확대 가능한 맨드릴을 이용하는 절단된 니티놀 관의 확대
예 3의 방법 및 재료를 이용하여, 니티놀 스텐트(624)가 슬롯이 형성된 관(610) 상에 로딩되었다. 스텐트(624)는 이후 도 6c에 도시된 방향으로 도 6d에 도시된 위치로 테이퍼진 맨드릴(618)을 잡아당김으로써 대략 실온(약 섭씨 20 도)에서 확대되었다. 도 6c에 도시된 바와 같은, 슬롯이 형성된 관(610), 스텐트(624), 및 테이퍼진 맨드릴(618)의 조립체는 이후 대략 섭씨 550 도의 온도로 예열되는 유체화된 욕 내로 침잠되었고, 약 15분 동안 체류하도록 허용되었다. 도 6d에 도시된 바와 같은, 슬롯이 형성된 관(628), 확대된 스텐트(626) 및 테이퍼진 맨드릴(618)은 이후 유체화된 욕으로부터 제거되고 물 담금질되었다. 결과적인 확대된 니티놀 스텐트(626)는 다수의 특징을 갖는다.
이상 설명되고 이하에 청구되는 실시예와 관련하여 추가적으로, 본 발명은 또한 이상에 설명되고 이하에 청구되는 특징들의 다양한 조합을 갖는 실시예에 관한 것이다. 엄밀하게, 본 발명은 또한 이하에 청구되는 종속적인 특징들의 임의의 다른 가능한 조합을 갖는 다른 실시예에 관한 것이다.
본 발명의 구조 및 기능에 대한 세부사항과 함께 바람직한 실시예 및 대안적인 실시예를 비롯하여 본 발명의 다수의 특징 및 장점은 앞서의 설명에 개시되어 있다. 이러한 개시내용은 단지 설명하려는 의도일 뿐이며 엄밀하게는 총망라하려는 의도가 아니다. 첨부된 청구범위에서 표현되는 용어의 광의의 일반적인 의미에 의해 지시되는 전체 범위에 대해, 특히 본 발명의 원리 내에서 구조, 재료, 요소, 구성요소, 형상, 크기 및 부품들의 배치의 문제에 있어서 다수의 변형이 행해질 수 있다는 것은 당업자에게 명확할 것이다. 이들 다양한 변형이 첨부된 청구범위의 사상 및 범위로부터 벗어나지 않는 한, 이들 변형은 본 발명에 포함되도록 의도된다.
300a : 관
302 : 작은 초기 직경
304 : 봉우리
306 : 골
308 : 보다 큰 직경
302 : 작은 초기 직경
304 : 봉우리
306 : 골
308 : 보다 큰 직경
Claims (38)
- 형상 기억 합금(SMA; Shape Memory Alloy) 물품을 형성하는 방법으로서,
a. 초기 형상을 갖는 SMA 물품을 제공하는 단계로서, 상기 SMA는 형상 설정 온도를 갖는 것인 단계,
b. 대략적으로 상기 형상 설정 온도로 상기 SMA 물품을 가열하는 단계,
c. 대략적으로 SMA의 형상 설정 온도에서 SMA 물품을 최종 형상으로 변형하는 단계, 그리고
d. 실질적으로 상기 최종 형상을 유지하도록 제약된 상태(constrained condition)에서 SMA 물품을 냉각하는 단계
를 포함하는 형상 기억 합금 물품 형성 방법. - 제1항에 있어서,
상기 단계 c)에서 상기 SMA 물품을 변형한 이후에, 변형된 상기 SMA 물품이 대략적으로 SMA의 형상 설정 온도에서 체류하도록 허용하는 단계
를 포함하는 형상 기억 합금 물품 형성 방법. - 제1항에 있어서, 상기 SMA는 니티놀인 것인 형상 기억 합금 물품 형성 방법.
- 제3항에 있어서, 상기 형상 설정 온도는 약 섭씨 300 도 내지 약 섭씨 650 도인 것인 형상 기억 합금 물품 형성 방법.
- 제1항에 있어서, 상기 SMA 물품을 상기 최종 형상으로 변형하는 것은 내부 힘의 인가에 의해 달성되는 것인 형상 기억 합금 물품 형성 방법.
- 제1항에 있어서, 상기 SMA 물품을 상기 최종 형상으로 변형하는 것은 외부 힘의 인가에 의해 달성되는 것인 형상 기억 합금 물품 형성 방법.
- 제1항에 있어서, 상기 SMA 물품을 상기 최종 형상으로 변형하는 것은 테이퍼진 맨드릴(mandrel)의 사용에 의해 달성되는 것인 형상 기억 합금 물품 형성 방법.
- 제1항에 있어서, 상기 SMA 물품은 의료 장치로 성형되는 것인 형상 기억 합금 물품 형성 방법.
- 제8항에 있어서, 상기 의료 장치는 임플란트 가능한 의료 장치인 것인 형상 기억 합금 물품 형성 방법.
- 제9항에 있어서, 상기 임플란트 가능한 의료 장치는 스텐트, 심장 교합기(cardiac occluder), 밸브 및 체강 내 필터로 이루어진 군으로부터 선택되는 것인 형상 기억 합금 물품 형성 방법.
- 제1항에 있어서, 상기 SMA 물품의 초기 형상은 기계가공에 의해 형성되는 것인 형상 기억 합금 물품 형성 방법.
- 제11항에 있어서, 상기 기계가공은 레이저 절단, 수류 제트 절단, 전기 방전 기계가공, 및/또는 화학적 에칭을 포함하는 것인 형상 기억 합금 물품 형성 방법.
- 스텐트를 형성하는 방법으로서,
a. 기계가공된 형상 기억 합금(SMA) 관을 제공하는 단계로서, 상기 기계가공된 SMA 관은 스텐트 패턴, 제1 직경(소직경) 및 형상 설정 온도를 갖는 것인 단계,
b. 대략적으로 상기 형상 설정 온도로 상기 기계가공된 SMA 관을 가열하는 단계,
c. 대략적으로 SMA의 형상 설정 온도에서 상기 기계가공된 SMA 관을 제2 직경(대직경)으로 변형하는 단계, 그리고
d. 실질적으로 상기 제2 직경을 유지하도록 제약된 상태에서 SMA 물품을 냉각하는 단계
를 포함하는 스텐트 형성 방법. - 제13항에 있어서, 상기 기계가공은 레이저 절단, 수류 제트 절단, 및/또는 화학적 에칭을 포함하는 것인 스텐트 형성 방법.
- 제13항에 있어서, 상기 스텐트 패턴은 사인 형상, 다이아몬드 형상, U자 형상, V자 형상 또는 난형 형상을 포함하는 것인 스텐트 형성 방법.
- 제13항에 있어서, 상기 SMA 관은 원형 단면을 갖는 것인 스텐트 형성 방법.
- 제13항에 있어서,
상기 단계 c)에서 상기 SMA 관을 변형한 이후에, 변형된 상기 SMA 관이 대략적으로 SMA의 형상 설정 온도에서 체류하도록 허용하는 단계
를 포함하는 스텐트 형성 방법. - 제13항에 있어서, 상기 SMA는 니티놀인 것인 스텐트 형성 방법.
- 제18항에 있어서, 상기 형상 설정 온도는 약 섭씨 300 도 내지 약 섭씨 650 도인 것인 스텐트 형성 방법.
- 제13항에 있어서, 상기 SMA 관을 상기 제2 형상으로 변형하는 것은 내부 힘의 인가에 의해 달성되는 것인 스텐트 형성 방법.
- 제13항에 있어서, 상기 SMA 관을 상기 제2 형상으로 변형하는 것은 외부 힘의 인가에 의해 달성되는 것인 스텐트 형성 방법.
- 제13항에 있어서, 상기 SMA 관을 상기 제2 형상으로 변형하는 것은 테이퍼진 맨드릴의 사용에 의해 달성되는 것인 스텐트 형성 방법.
- 제13항에 있어서, 제1 직경(소직경) 형상에 대한 제2 직경(대직경) 형상의 비율은 약 1.25 : 1보다 큰 것인 스텐트 형성 방법.
- 제13항에 있어서, 제1 직경(소직경) 형상에 대한 제2 직경(대직경) 형상의 비율은 약 1.5 : 1보다 큰 것인 스텐트 형성 방법.
- 제13항에 있어서, 제1 직경(소직경) 형상에 대한 제2 직경(대직경) 형상의 비율은 약 2 : 1보다 큰 것인 스텐트 형성 방법.
- 제13항에 있어서, 제1 직경(소직경) 형상에 대한 제2 직경(대직경) 형상의 비율은 약 3 : 1보다 큰 것인 스텐트 형성 방법.
- 제13항에 있어서, 제1 직경(소직경) 형상에 대한 제2 직경(대직경) 형상의 비율은 약 4 : 1보다 큰 것인 스텐트 형성 방법.
- 형상 기억 합금(SMA) 물품을 포함하는 의료 장치로서,
상기 형상 기억 합금 물품은 제1 상태, 제2 상태 및 제3 상태 사이에서 천이하도록 구성되며, 상기 SMA는 형상 설정 온도를 갖고,
ⅰ. 제1 상태에서 SMA 물품은 제1 원주방향 둘레를 가지며,
ⅱ. 제2 상태에서 SMA 물품은 다수의 원주방향 둘레를 갖고,
ⅲ. 제3 상태에서 SMA 물품은 제3 원주방향 둘레를 가지며,
상기 제2 상태의 원주방향 둘레들 각각은 제1 상태에서의 원주방향 둘레보다는 크고 제3 상태에서의 원주방향 둘레보다는 작으며,
상기 형상 기억 합금(SMA) 물품은 제1 상태, 제2 상태 및 제3 상태 사이에서 천이하는 동안 상기 형상 설정 온도에서 유지되는 것인 의료 장치. - 슬롯이 형성된 긴 관 및 확대용 맨드릴을 포함하는, 형상 기억 합금(SMA) 물품을 변형하는 장치로서,
ⅰ. 상기 관은 종방향 축선 및 제1 외측 둘레를 포함하고,
ⅱ. 상기 관은 길이, 관통 루멘(lumen) 및 벽을 가지며,
ⅲ. 상기 루멘은 제1 내측 둘레를 형성하고,
ⅳ. 상기 관은 벽을 통해 적어도 2개의 슬롯을 가지며,
ⅴ. 상기 슬롯은 관의 종방향 축선에 대해 실질적으로 평행하게 배향되고,
ⅵ. 상기 슬롯은 관의 길이를 따라 부분적으로 연장되며,
상기 확대용 맨드릴은, ⅰ. 실질적으로 일정한 제1 둘레를 갖는 제1 부분, 및 ⅱ. 테이퍼진 제2 부분으로서, ⅲ. 맨드릴의 제1 둘레로부터 더 큰 제2 둘레로 천이하는 가변적인 둘레를 갖는 테이퍼진 제2 부분을 포함하고, ⅳ. 상기 맨드릴의 제1 부분의 둘레는 상기 슬롯이 형성된 긴 관의 루멘의 제1 내측 둘레 내로 삽입되도록 치수 설정되며,
상기 형상 기억 합금 물품은 상기 슬롯이 형성된 긴 관의 적어도 일부를 둘러싸는 것인 형상 기억 합금 물품용 변형 장치. - 제29항에 있어서, 상기 SMA는 니티놀인 것인 형상 기억 합금 물품용 변형 장치.
- 제29항에 있어서, 상기 SMA 물품은 의료 장치인 것인 형상 기억 합금 물품용 변형 장치.
- 제29항에 있어서, 상기 의료 장치는 스텐트, 심장 교합기, 밸브 및 체강 내 필터로 이루어진 군으로부터 선택되는 것인 형상 기억 합금 물품용 변형 장치.
- 슬롯이 형성된 긴 관 및 확대용 맨드릴을 포함하는, 형상 기억 합금 물품을 변형하는 장치로서,
ⅰ. 상기 관은 종방향 축선 및 제1 외측 둘레를 포함하고,
ⅱ. 상기 관은 길이, 관통 루멘 및 벽을 가지며,
ⅲ. 상기 루멘은 제1 내측 둘레를 형성하고,
ⅳ. 상기 관은 벽을 통해 적어도 2개의 슬롯을 가지며,
ⅴ. 상기 슬롯은 관의 종방향 축선에 대해 실질적으로 평행하게 배향되고,
ⅵ. 상기 슬롯은 관의 길이를 따라 부분적으로 연장되며,
상기 확대용 맨드릴은, ⅰ. 실질적으로 일정한 제1 둘레를 갖는 제1 부분, 및 ⅱ. 테이퍼진 제2 부분으로서, ⅲ. 맨드릴의 제1 둘레로부터 더 큰 제2 둘레로 천이하는 가변적인 둘레를 갖는 테이퍼진 제2 부분을 포함하고, ⅳ. 상기 맨드릴의 제1 부분의 둘레는 상기 슬롯이 형성된 긴 관의 루멘의 제1 내측 둘레 내로 삽입되도록 치수 설정되며,
상기 슬롯이 형성된 관은 상기 확대용 맨드릴의 적어도 일부를 둘러싸고,
형상 기억 합금 물품이 상기 슬롯이 형성된 긴 관의 적어도 일부를 둘러싸는 것인 형상 기억 합금 물품용 변형 장치. - 제33항에 있어서, 상기 슬롯이 형성된 긴 관은 확대용 맨드릴의 제1 부분의 적어도 일부를 둘러싸는 것인 형상 기억 합금 물품용 변형 장치.
- 제33항에 있어서, 상기 슬롯이 형성된 긴 관은 확대용 맨드릴의 테이퍼진 제2 부분의 적어도 일부를 둘러싸는 것인 형상 기억 합금 물품용 변형 장치.
- 제33항에 있어서, 상기 확대용 맨드릴은 실질적으로 일정한 제2 둘레를 갖는 제3 부분을 더 포함하는 것인 형상 기억 합금 물품용 변형 장치.
- 제33항에 있어서, 상기 슬롯이 형성된 긴 관은 확대용 맨드릴의 제3 부분의 적어도 일부를 둘러싸는 것인 형상 기억 합금 물품용 변형 장치.
- 슬롯이 형성된 긴 관 및 병진 장치(translating device)를 포함하는, 형상 기억 합금 물품을 변형하는 장치로서,
ⅰ. 상기 관은 종방향 축선 및 제1 외측 둘레를 포함하고,
ⅱ. 상기 관은 길이, 관통 루멘 및 벽을 가지며,
ⅲ. 상기 루멘은 제1 내측 둘레를 형성하고,
ⅳ. 상기 관은 벽을 통해 적어도 2개의 슬롯을 가지며,
ⅴ. 상기 슬롯은 관의 종방향 축선에 대해 실질적으로 평행하게 배향되고,
ⅵ. 상기 슬롯은 관의 길이를 따라 부분적으로 연장되며,
ⅶ. 상기 관은 실질적으로 일정한 제1 둘레를 갖는 제1 부분을 포함하고,
ⅷ. 상기 관은 테이퍼진 제2 부분을 포함하며,
ⅸ. 상기 테이퍼진 제2 부분은 관의 제1 둘레로부터 더 큰 제2 둘레로 천이하는 가변적인 둘레를 가지며,
ⅰ. 상기 병진 장치는 루멘을 통해 슬롯이 형성된 긴 관을 통하여 연장 및 슬라이딩하도록 크기 설정되는 로드(rod)를 포함하며,
ⅱ. 상기 로드는 슬롯이 형성된 긴 관의 벽을 통해 상기 슬롯을 통하여 연장 및 슬라이딩하도록 크기 결정되는 적어도 2개의 핀(fin)을 구비하고,
형상 기억 합금 물품은 상기 슬롯이 형성된 긴 관의 적어도 일부를 둘러싸는 것인 형상 기억 합금 물품용 변형 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/235,319 | 2011-09-16 | ||
| US13/235,319 US9422615B2 (en) | 2011-09-16 | 2011-09-16 | Single step shape memory alloy expansion |
| PCT/US2012/055349 WO2013040317A1 (en) | 2011-09-16 | 2012-09-14 | Single step shape memory alloy expansion |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140069076A true KR20140069076A (ko) | 2014-06-09 |
Family
ID=47018478
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147008495A KR20140069076A (ko) | 2011-09-16 | 2012-09-14 | 단일 단계 형상 기억 합금 확대 |
Country Status (12)
| Country | Link |
|---|---|
| US (2) | US9422615B2 (ko) |
| EP (1) | EP2756109B1 (ko) |
| JP (5) | JP6215828B2 (ko) |
| KR (1) | KR20140069076A (ko) |
| CN (1) | CN103797147B (ko) |
| AU (1) | AU2012308484B2 (ko) |
| BR (1) | BR112014006184A2 (ko) |
| CA (1) | CA2849445C (ko) |
| ES (1) | ES2626613T3 (ko) |
| HK (1) | HK1199747A1 (ko) |
| RU (1) | RU2014115202A (ko) |
| WO (1) | WO2013040317A1 (ko) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8579964B2 (en) | 2010-05-05 | 2013-11-12 | Neovasc Inc. | Transcatheter mitral valve prosthesis |
| US9308087B2 (en) | 2011-04-28 | 2016-04-12 | Neovasc Tiara Inc. | Sequentially deployed transcatheter mitral valve prosthesis |
| US9554897B2 (en) | 2011-04-28 | 2017-01-31 | Neovasc Tiara Inc. | Methods and apparatus for engaging a valve prosthesis with tissue |
| US9422615B2 (en) | 2011-09-16 | 2016-08-23 | W. L. Gore & Associates, Inc. | Single step shape memory alloy expansion |
| JP5874907B2 (ja) * | 2011-10-27 | 2016-03-02 | トヨタ自動車株式会社 | 管状部材の製造方法 |
| JP2013183790A (ja) * | 2012-03-06 | 2013-09-19 | Kaneka Corp | ステント拡張装置およびステント製造方法 |
| US20130305512A1 (en) * | 2012-05-18 | 2013-11-21 | Abbott Cardiovascular Systems, Inc. | Apparatus and methods for forming medical devices |
| US9345573B2 (en) | 2012-05-30 | 2016-05-24 | Neovasc Tiara Inc. | Methods and apparatus for loading a prosthesis onto a delivery system |
| US9457511B2 (en) * | 2012-06-06 | 2016-10-04 | Abbott Cardiovascular Systems, Inc. | Systems and methods for uniform expansion and heat setting of medical devices |
| US20130327113A1 (en) * | 2012-06-06 | 2013-12-12 | Abbott Cardiovascular Systems, Inc. | Apparatus, systems and methods for medical device expansion |
| US9572665B2 (en) | 2013-04-04 | 2017-02-21 | Neovasc Tiara Inc. | Methods and apparatus for delivering a prosthetic valve to a beating heart |
| US20160067069A1 (en) * | 2013-04-18 | 2016-03-10 | Piolax Medical Devices, Inc. | Stent and process for producing same |
| WO2015126419A1 (en) * | 2014-02-24 | 2015-08-27 | Halliburton Energy Services, Inc. | Propping subterranean formation fractures using memory particulates |
| US9913958B2 (en) * | 2014-02-28 | 2018-03-13 | Abbott Cardiovascular Systems Inc. | Protective sheaths for medical devices |
| FR3033487B1 (fr) * | 2015-03-11 | 2021-01-08 | Soprane | Perfectionnements aux aiguilles hyper elastiques |
| CN108601645B (zh) | 2015-12-15 | 2021-02-26 | 内奥瓦斯克迪亚拉公司 | 经中隔递送系统 |
| EP4183372A1 (en) | 2016-01-29 | 2023-05-24 | Neovasc Tiara Inc. | Prosthetic valve for avoiding obstruction of outflow |
| EP3541462A4 (en) | 2016-11-21 | 2020-06-17 | Neovasc Tiara Inc. | METHODS AND SYSTEMS FOR RAPID RETRACTION OF A TRANSCATHETER HEART VALVE DELIVERY SYSTEM |
| US10856984B2 (en) | 2017-08-25 | 2020-12-08 | Neovasc Tiara Inc. | Sequentially deployed transcatheter mitral valve prosthesis |
| CN107582213A (zh) * | 2017-10-24 | 2018-01-16 | 科塞尔医疗科技(苏州)有限公司 | 一种腔静脉滤器的制备方法 |
| AU2019374743B2 (en) | 2018-11-08 | 2022-03-03 | Neovasc Tiara Inc. | Ventricular deployment of a transcatheter mitral valve prosthesis |
| US20200155298A1 (en) * | 2018-11-17 | 2020-05-21 | Helix Fixation, Inc. | Fixtures |
| CA3132873A1 (en) | 2019-03-08 | 2020-09-17 | Neovasc Tiara Inc. | Retrievable prosthesis delivery system |
| CN113811265A (zh) | 2019-04-01 | 2021-12-17 | 内奥瓦斯克迪亚拉公司 | 能够以可控的方式部署的假体瓣膜 |
| AU2020271896B2 (en) | 2019-04-10 | 2022-10-13 | Neovasc Tiara Inc. | Prosthetic valve with natural blood flow |
| WO2020236931A1 (en) | 2019-05-20 | 2020-11-26 | Neovasc Tiara Inc. | Introducer with hemostasis mechanism |
| WO2020257643A1 (en) | 2019-06-20 | 2020-12-24 | Neovasc Tiara Inc. | Low profile prosthetic mitral valve |
| EP4034687A1 (en) | 2019-09-27 | 2022-08-03 | W.L. Gore & Associates, Inc. | Wires of superelastic nickel-titanium alloy and methods of forming the same |
| JP6852142B2 (ja) * | 2019-11-22 | 2021-03-31 | オプティメド メディツィニッシェ インストゥルメンテ ゲーエムベーハーOptimed Medizinische Instrumente Gmbh | ステント |
| CN114101504B (zh) * | 2021-10-15 | 2024-01-23 | 内蒙古工业大学 | 一种用于金属血管支架热定型的通用工装夹具 |
| DE102021006050B3 (de) | 2021-12-08 | 2023-02-16 | ADMEDES GmbH | Verfahren zur Formgebung eines Formgedächtniswerkstücks und Formgebungswerkzeug zur Formgebung eines Formgedächtniswerkstücks |
| US12064156B2 (en) | 2023-01-09 | 2024-08-20 | John F. Krumme | Dynamic compression fixation devices |
| CN116586526B (zh) * | 2023-07-13 | 2023-10-03 | 上海威高医疗技术发展有限公司 | 一种合金支架热定型用工装夹具及其使用方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0665409B2 (ja) * | 1984-07-05 | 1994-08-24 | 大同特殊鋼株式会社 | 形状記憶合金棒・線材の製造方法 |
| US5876445A (en) | 1991-10-09 | 1999-03-02 | Boston Scientific Corporation | Medical stents for body lumens exhibiting peristaltic motion |
| WO1997027959A1 (en) * | 1996-01-30 | 1997-08-07 | Medtronic, Inc. | Articles for and methods of making stents |
| US6106642A (en) | 1998-02-19 | 2000-08-22 | Boston Scientific Limited | Process for the improved ductility of nitinol |
| JP2001262298A (ja) * | 2000-03-22 | 2001-09-26 | Daido Steel Co Ltd | Ni−Ti系形状記憶合金の加工方法及びそれによって製造されるNi−Ti系形状記憶合金素材 |
| US6551341B2 (en) * | 2001-06-14 | 2003-04-22 | Advanced Cardiovascular Systems, Inc. | Devices configured from strain hardened Ni Ti tubing |
| US7789979B2 (en) * | 2003-05-02 | 2010-09-07 | Gore Enterprise Holdings, Inc. | Shape memory alloy articles with improved fatigue performance and methods therefor |
| US20070293939A1 (en) | 2006-05-15 | 2007-12-20 | Abbott Laboratories | Fatigue resistant endoprostheses |
| US20070288034A1 (en) | 2006-06-07 | 2007-12-13 | Maccollum Michael W | Stent Expanding device |
| US20070288080A1 (en) | 2006-06-07 | 2007-12-13 | Maccollum Michael W | Stent expanding device |
| US7984636B2 (en) | 2007-12-18 | 2011-07-26 | Abbott Laboratories | Apparatus and methods for medical device expansion |
| US8261420B2 (en) | 2008-05-13 | 2012-09-11 | Abbott Laboratories | Method and apparatus for reducing stress during stent manufacture |
| EP2594232B1 (en) * | 2010-07-15 | 2017-09-20 | Clino Ltd. | Highly elastic stent and production method for highly elastic stent |
| US9422615B2 (en) | 2011-09-16 | 2016-08-23 | W. L. Gore & Associates, Inc. | Single step shape memory alloy expansion |
-
2011
- 2011-09-16 US US13/235,319 patent/US9422615B2/en active Active
-
2012
- 2012-09-14 AU AU2012308484A patent/AU2012308484B2/en active Active
- 2012-09-14 RU RU2014115202/02A patent/RU2014115202A/ru not_active Application Discontinuation
- 2012-09-14 ES ES12772584.4T patent/ES2626613T3/es active Active
- 2012-09-14 EP EP12772584.4A patent/EP2756109B1/en active Active
- 2012-09-14 JP JP2014530820A patent/JP6215828B2/ja active Active
- 2012-09-14 CN CN201280044805.5A patent/CN103797147B/zh active Active
- 2012-09-14 BR BR112014006184A patent/BR112014006184A2/pt not_active Application Discontinuation
- 2012-09-14 WO PCT/US2012/055349 patent/WO2013040317A1/en active Application Filing
- 2012-09-14 KR KR1020147008495A patent/KR20140069076A/ko not_active Application Discontinuation
- 2012-09-14 CA CA2849445A patent/CA2849445C/en active Active
-
2015
- 2015-01-07 HK HK15100152.7A patent/HK1199747A1/xx unknown
-
2016
- 2016-08-22 US US15/243,620 patent/US9976207B2/en active Active
-
2017
- 2017-07-05 JP JP2017131969A patent/JP2017214929A/ja active Pending
-
2019
- 2019-06-05 JP JP2019105368A patent/JP2019178683A/ja active Pending
-
2021
- 2021-09-06 JP JP2021144651A patent/JP2021191956A/ja active Pending
-
2024
- 2024-02-13 JP JP2024019524A patent/JP2024069203A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| CA2849445A1 (en) | 2013-03-21 |
| US20130067907A1 (en) | 2013-03-21 |
| BR112014006184A2 (pt) | 2017-04-11 |
| JP2024069203A (ja) | 2024-05-21 |
| US9976207B2 (en) | 2018-05-22 |
| JP2014526344A (ja) | 2014-10-06 |
| RU2014115202A (ru) | 2015-10-27 |
| WO2013040317A1 (en) | 2013-03-21 |
| EP2756109B1 (en) | 2017-03-01 |
| JP2019178683A (ja) | 2019-10-17 |
| CN103797147B (zh) | 2016-11-23 |
| JP6215828B2 (ja) | 2017-10-18 |
| ES2626613T3 (es) | 2017-07-25 |
| AU2012308484A1 (en) | 2014-03-13 |
| US20160355912A1 (en) | 2016-12-08 |
| JP2017214929A (ja) | 2017-12-07 |
| CN103797147A (zh) | 2014-05-14 |
| CA2849445C (en) | 2018-01-02 |
| US9422615B2 (en) | 2016-08-23 |
| JP2021191956A (ja) | 2021-12-16 |
| HK1199747A1 (en) | 2015-07-17 |
| EP2756109A1 (en) | 2014-07-23 |
| AU2012308484B2 (en) | 2015-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140069076A (ko) | 단일 단계 형상 기억 합금 확대 | |
| US6327772B1 (en) | Method for fabricating a planar eversible lattice which forms a stent when everted | |
| EP1266637B1 (en) | Method of manufacturing small profile medical devices | |
| US9918856B2 (en) | Stent spacer | |
| US7984636B2 (en) | Apparatus and methods for medical device expansion | |
| JP2004501680A (ja) | 剛性に差異を設けたステント | |
| WO1997027959A9 (en) | Articles for and methods of making stents | |
| AU2006243061A1 (en) | Manufacturing method for a non- planar curved stent | |
| RU2201470C2 (ru) | Способ получения сплава с двойной памятью формы и способ изготовления устройств из этого сплава | |
| US7828916B2 (en) | Methods of crimping expandable medical devices | |
| CN106361465A (zh) | 一种可降解管及可降解支架的制造方法 | |
| CN212270184U (zh) | 一种瓣膜支架热处理工装 | |
| CN111793746A (zh) | 一种瓣膜支架热处理工装 | |
| WO2003082149A2 (de) | Stent |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |