KR20140065563A - 클램프 가이드를 갖는 파이프 정렬장치 및 이를 사용하는 파이프 정렬방법 - Google Patents
클램프 가이드를 갖는 파이프 정렬장치 및 이를 사용하는 파이프 정렬방법 Download PDFInfo
- Publication number
- KR20140065563A KR20140065563A KR1020120129965A KR20120129965A KR20140065563A KR 20140065563 A KR20140065563 A KR 20140065563A KR 1020120129965 A KR1020120129965 A KR 1020120129965A KR 20120129965 A KR20120129965 A KR 20120129965A KR 20140065563 A KR20140065563 A KR 20140065563A
- Authority
- KR
- South Korea
- Prior art keywords
- pipe
- clamp
- clamping
- guide
- main body
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims description 23
- 238000003466 welding Methods 0.000 claims abstract description 18
- 230000008878 coupling Effects 0.000 claims description 8
- 238000010168 coupling process Methods 0.000 claims description 8
- 238000005859 coupling reaction Methods 0.000 claims description 8
- 229910000831 Steel Inorganic materials 0.000 abstract 1
- 239000010959 steel Substances 0.000 abstract 1
- 238000009434 installation Methods 0.000 description 11
- 238000010586 diagram Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/053—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work aligning cylindrical work; Clamping devices therefor
- B23K37/0531—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work aligning cylindrical work; Clamping devices therefor internal pipe alignment clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0276—Carriages for supporting the welding or cutting element for working on or in tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0294—Transport carriages or vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/14—Clamps for work of special profile
- B25B5/147—Clamps for work of special profile for pipes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B2/00—Friction-grip releasable fastenings
- F16B2/02—Clamps, i.e. with gripping action effected by positive means other than the inherent resistance to deformation of the material of the fastening
- F16B2/04—Clamps, i.e. with gripping action effected by positive means other than the inherent resistance to deformation of the material of the fastening internal, i.e. with spreading action
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/10—Pipe-lines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- General Engineering & Computer Science (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
본 발명은 파이프정렬장치에 관한 것으로 본 발명의 목적은 용접장치를 이용하여 파이프와 파이프 또는 파이프 끝단부에 L관, T관 등의 다양한 배관부속물 등이 취부된 부위의 외면 용접작업 수행 시 안정된 용접 품질을 확보하기 위하여 용접 대상물인 파이프 내면에 파이프정렬장치가 위치하여 두 개의 원형 강관을 서로 취부 함과 동시에 동심원을 수평 또는 사선 정렬하는 기능을 구비한 클램프 가이드를 갖는 파이프 정렬장치 및 이를 사용하는 파이프 정렬방법을 제공하는 것이다.
Description
본 발명은 파이프 정렬장치 및 파이프 정렬방법에 관한 것으로, 더욱 상세하게는 파이프 진원도를 보정하는 정렬장치가 최소 부피로 구성되어 사선으로 배열된 파이프 및 파이프 끝단부에 L관, T관등의 파이프 부속품이 용접가능하도록 정렬이 가능한 클램프 가이드를 갖는 파이프 정렬장치 및 이를 사용하는 파이프 정렬방법에 관한 것이다.
종래의 파이프라인 분야의 파이프 취부 작업은 일반적으로 수동으로 작업을 수행함으로서 작업자의 숙련된 정도에 따라 작업 시간이 과도하게 많이 소요가 됨과 동시에 파이프 취부 편차의 폭이 크게 발생함으로 용접 시 제품의 용접 품질에 많은 차이를 나타내는 것이 보통이다. 근래에 들어서는 취부사의 기술 숙련도에 상관없이 일정 수준 이상의 취부 정확성 확보 및 생산성을 향상시키기 위하여 다양한 자동화 장치를 고안하여 생산현장에 적용하고 있는 실정이다.
일반적으로 상기 분야의 파이프 취부 작업을 수행하고자 하는 현장에서는 동일한 규격의 파이프를 수평으로 취부하기 위하여 기 개발된 자동화 장치가 한정적으로 적용되고 있으며 그 이외의 대상물의 취부 방법은 종래의 취부 방법과 동일하게 수동으로 작업을 수행하여야 하는 어려움이 발생된다.
상기와 같이 동일한 규격의 파이프를 수평으로 취부 할 수 있도록 고안된 파이프 클램핑 장치의 예로서 한국 등록특허 제10-1052995호에는 연결되는 파이프 내부에 설치되어 파이프의 끝단이 진원이 되도록 하는 동시에 용접 시 용접 부위가 지지될 수 있도록 하는 장치가 개시되어 있으며 일반적으로 육/해상 파이프라인 현장의 취부 작업에 적용 되고 있다.
상기와 같은 분야의 현장 특성상 동일한 규격의 파이프를 지속적으로 취부 및 용접 작업을 수행되어야 함으로 개발된 장비의 특성에 맞게 사용이 되고 있으나 육/해상 파이프라인 현장에 맞추어진 특수한 장비임으로 파이프와 파이프를 수평 연결하는 현장 이외에는 적용을 할 수 없으며 구조상 장비의 부피가 크며 무게가 많이 나감으로 장비를 이동시키기 위한 별도의 운송수단 또는 장비가 구비되어야 하는 문제점이 있다.
파이프라인 분야의 파이프 취부 작업이 필요한 대상물은 수평 또는 사선 형태로 정렬 취부 되어야 하며 직관 또는 단관 파이프와 파이프 또는 파이프 끝단부에 L관, T관 등 다양한 배관부속물 등이 취부 되어야 함으로 기 개발되어 파이프라인 현장에 취부 작업용으로 적용되고 있는 다양한 장비들은 대부분 파이프와 파이프를 수평 정렬하는 용도로 만들어져 사용이 되고 있으며 장비의 부피 및 무게가 많이 나감으로 이동성이 떨어지며 직관 파이프 취부 작업이외의 용도로는 사용할 수 없는 문제점이 있다.
본 발명의 목적은 상기 문제점을 해결하기 위한 것으로, 정렬장치의 부피가 작고 무게가 적게 나가며, 수평 또는 사선으로 배열된 파이프의 정렬이 가능하며, 파이프 끝단부에 L관, T관 등 다양한 배관부속물의 용접을 위한 정렬이 가능한 클램프 가이드를 갖는 파이프 정렬장치 및 이를 사용하는 파이프 정렬방법을 제공하는 것이다.
상기 목적을 달성하기 위하여 본 발명은, 외주면에 클램프 패드가 구비되며, 파이프의 직경방향으로 이동하는 링 형상의 제1 클램핑부와 제2 클램핑부가 파이프의 중심선 방향을 따라 마주보도록 결합된 본체와, 본체가 파이프 내부에서 이동 가능하도록 본체의 외측에 부착되어 파이프의 내면과 접촉하는 주행부와, 본체에 하단이 고정되는 유압 실린더와 실린더 내부의 피스톤의 일단이 제1 클램핑부 또는 제2 클램핑부의 일단과 힌지에 의해 연결되는 구동부와, 제1 클램핑부와 제2 클램핑부의 결합 부위에 체결되는 반원부가 형성된 제1 가이드와 제2 가이드가 마주보며 본체의 외주 중심선을 따라 탈착가능하게 장착되는 클램프 가이드를 포함하는 파이프 정렬장치를 제공한다.
또한, 제1 클램핑부 또는 제2 클램핑부는, 실린더의 일측이 고정되는 실린더 브라켓이 형성된 클램프 몸체와, 클램프 몸체의 양단에 대응되도록 힌지 결합되는 한쌍의 클램프 암과, 클램프 암의 일측에 결합된 링크와, 링크와 결합되도록 실린더에 부착된 로드를 포함하며, 클램프 패드가 클램프 암의 외주면과 클램프 몸체의 외주면에 해체가능하게 고정될 수 있다.
또한, 클램프 암과 클램프 몸체가 피스톤의 움직임에 따라 상하로 이동되어 클램프 패드가 파이프의 내측에 밀착될 수 있다.
또한, 주행부는, 제1 클램핑부와 제2 클램핑부의 외측에 돌출된 롤러 브라켓에 주행 롤러가 부착될 수 있다.
또한, 본체의 일측에 구비되는 견인고리를 더 포함하며, 견인고리에 와이어가 연결되어 외부로 연장될 수 있다.
또한, 제1 가이드와 제2 가이드의 두께가 용접되는 두 파이프의 간격과 동일할 수 있다.
또한, 제1 가이드와 제2 가이드의 외주에 가이드 핸들이 구비될 수 있다.
또한, 구동부와 유압호스로 연결된 유압펌프가 외부에 위치될 수 있다.
상기 목적을 달성하기 위하여 본 발명은, 제1 클램핑부와 제2 클램핑부가 결합된 본체와 본체에 구비된 구동부를 포함하는 클램프 가이드를 갖는 정렬장치가 사용되는 파이프 정렬방법에 있어서, 제1 클램핑부가 제1 파이프의 일측에 위치되고, 구동부가 작동되어 제1 클램핑부에 고정된 클램프 패드가 제1 파이프의 내주면에 밀착되어 제1 파이프의 진원도가 보정되는 제1 단계와, 제1 단계 후 제1 클램핑부와 제2 클램핑부의 결합부위에 착탈 가능하도록 프레임 가이드가 설치되는 제2 단계와, 제2 단계 후 제2 파이프의 제1 파이프와의 용접부위가 프레임 가이드와 밀착되도록 제2 파이프가 설치되는 제3 단계와, 제3 단계 후 제2 클램핑부에 고정된 클램프 패드가 제2 파이프의 내주면에 밀착되어 제2 파이프의 진원도가 보정되는 제4 단계와, 제4 단계 후 프레임 가이드가 본체로부터 분리되는 제5 단계를 포함하는 파이프 정렬방법을 제공한다.
또한, 제1 단계 전에 본체가 양단이 용접된 여러 개의 파이프를 통과하여 제1 파이프의 용접지점까지 이동되는 단계를 더 포함할 수 있다.
위와 같이 구성되는 본 발명에 의하면, 수평한 파이프간의 정렬이 가능하며, 정렬장치의 길이가 짧아 사선으로 놓여진 파이프간의 정렬도 가능하고, 파이프 끝단에 놓여지는 L관, T관의 정렬이 가능한 효과가 있다.
또한, 장비의 부피와 무게가 적어 이동이 손쉬우며, 그로써 설치 및 이동 시간이 단축되어 작업 효율성이 향상된다.
또한, 파이프 취부시 파이프 사이의 거리를 일정하게 유지시킬 수 있음으로 용접 불량률을 줄임과 동시에 균일한 용접 품질을 확보할 수 있다.
도 1은 본 발명의 하나의 실시예의 클램프 가이드를 갖는 파이프 정렬장치의 사시도,
도 2는 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 클램프 가이드의 사시도,
도 3은 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 클램핑부의 정면도,
도 4는 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 결합된 클램핑부와 클램프 가이드의 정면도,
도 5는 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 결합된 클램핑부와 클램프 가이드의 정면도,
도 6은 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 측면도,
도 7은 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 파이프 내부에 장착된 사시도,
도 8은 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 파이프 내부에 장착된 측면도,
도 9는 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 사선으로 배열된 파이프 내부에 장착된 사시도 및 평면도,
도 10은 본 발명의 하나의 실시예의 파이프 정렬방법의 순서도,
도 11은 도 10의 순서도의 순서에 따른 동작도이다.
도 2는 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 클램프 가이드의 사시도,
도 3은 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 클램핑부의 정면도,
도 4는 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 결합된 클램핑부와 클램프 가이드의 정면도,
도 5는 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 결합된 클램핑부와 클램프 가이드의 정면도,
도 6은 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 측면도,
도 7은 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 파이프 내부에 장착된 사시도,
도 8은 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 파이프 내부에 장착된 측면도,
도 9는 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 사선으로 배열된 파이프 내부에 장착된 사시도 및 평면도,
도 10은 본 발명의 하나의 실시예의 파이프 정렬방법의 순서도,
도 11은 도 10의 순서도의 순서에 따른 동작도이다.
이하, 첨부된 도면을 참고로 본 발명의 클램프 가이드를 갖는 파이프 정렬장치 및 이를 사용하는 파이프 정렬방법의 바람직한 하나의 실시예를 설명하기로 한다.
도 1은 본 발명의 하나의 실시예의 클램프 가이드를 갖는 파이프 정렬장치의 사시도이고, 도 2는 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 클램프 가이드의 사시도이고, 도 3은 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 클램핑부의 정면도이고, 도 4는 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 결합된 클램핑부와 클램프 가이드의 정면도이고, 도 5는 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 결합된 클램핑부와 클램프 가이드의 정면도이고, 도 6은 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 측면도이다.
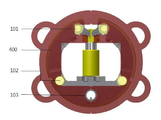
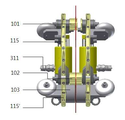
도시된 바와 같이, 본 발명의 하나의 실시예의 클램프 가이드를 갖는 정렬장치는 외주면에 클램프 패드(115)(125)가 구비되며, 파이프의 직경방향으로 이동하는 링 형상의 제1 클램핑부(110)와 제2 클램핑부(120)가 파이프의 중심선 방향을 따라 마주보도록 결합된 본체(100)와, 본체(100)가 파이프 내부에서 이동 가능하도록 본체(100)의 외측에 부착되어 파이프의 내면과 접촉하는 주행부(200)와, 본체(100)의 하단이 고정되는 유압 실린더(310)와 실린더 내부의 피스톤(320)의 일단이 제1 클램핑부(110) 또는 제2 클램핑부(120)의 일단과 힌지에 의해 연결되는 구동부(300)와, 제1 클램핑부(110)와 제2 클램핑부(120)의 결합 부위에 체결되는 반원부가 형성된 제1 가이드(410)와 제2 가이드(420)가 마주보며 본체(100)의 외주 중심선을 따라 탈착가능하게 장착되는 클램프 가이드(400)로 구성된다.
상기 본체(100)는 일측에 구비되는 견인고리(130)를 더 포함하며 견인고리(130)에 와이어가 연결되어 외부로 연장되어 외부에서 본체(100)의 수평이동을 조작하게 되는 것과, 상기 제1 가이드(410)와 제2 가이드(420)의 두께가 용접되는 두 파이프의 간격과 동일하게 구성되는 것과, 제1 가이드(410)와 제2 가이드(420)의 외주에 가이드 핸들(430)이 파지 가능하게 구비되는 것과, 구동부(300)와 유압호스(H1),(H2)로 연결된 유압펌프가 외부에 위치되는 것을 특징으로 한다.
상기 제1 클램핑부(110) 또는 제2 클램핑부(120)는, 실린더(310)의 일측이 고정되는 실린더 브라켓(116)이 형성된 클램프 몸체(111)와, 클램프 몸체(111)의 양단에 대응되도록 힌지 결합되는 한쌍의 클램프 암(112)과, 클램프 암(112)의 일측에 결합된 링크(113)와, 링크(113)와 결합되도록 실린더(310)에 부착된 로드(114)를 포함하며, 클램프 패드(115)(125)가 클램프 암(112)의 외주면과 클램프 몸체(111)의 외주면에 해체가능하게 고정되도록 구성되어, 클램프 암(112)과 클램프 몸체(111)가 피스톤(320)의 움직임에 따라 상하로 이동되어 클램프 패드(115)(125)가 파이프의 내측에 밀착된다.
상기 주행부(200)는, 제1 클램핑부(110)와 제2 클램핑부(120)의 외측에 돌출된 롤러 브라켓(210)에 주행 롤러(220)가 부착되어 구성된다.
위와 같이 구성되는 본 발명의 클램프 가이드를 갖는 파이프 정렬장치의 하나의 실시예는 제1 클램핑부(110)와 제2 클램핑부(120)의 결합에 몸체 힌지 샤프트(102), 암 힌지 샤프트(101), 조인트 샤프트(103)가 사용되어 결합부를 이루고, 결합부에 대응하는 몸체 힌지 샤프트 고정부(422), 암 힌지 샤프트 고정부(421), 조인트 샤프트 고정부(423)가 클램프 가이드(400)에 형성되어 반원부를 이루게 된다.
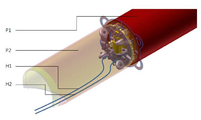
도 7은 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 파이프 내부에 장착된 사시도, 도 8은 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 파이프 내부에 장착된 측면도, 도 9는 도 1의 클램프 가이드를 갖는 파이프 정렬장치의 사선으로 배열된 파이프 내부에 장착된 사시도 및 평면도이고, 도 10은 본 발명의 하나의 실시예의 파이프 정렬방법의 순서도이다.
본 발명의 하나의 실시예의 파이프 정렬방법은 제1 클램핑부(110)가 제1 파이프의 일측에 위치되고, 구동부(300)가 작동되어 제1 클램핑부(110)에 고정된 클램프 패드(115)가 제1 파이프(P1)의 내주면에 밀착되어 제1 파이프(P1)의 진원도가 보정되는 제1 단계(S1)와, 제1 단계(S1) 후 제1 클램핑부(110)와 제2 클램핑부(110)의 결합부위에 착탈 가능하도록 프레임 가이드(400)가 설치되는 제2 단계(S2)와, 제2 단계(S2) 후 제2 파이프(P2)의 제1 파이프(P1)와의 용접부위(W)가 프레임 가이드(400)와 밀착되도록 제2 파이프(P2)가 설치되는 제3 단계(S3)와, 제3 단계(S3) 후 제2 클램핑부(120)에 고정된 클램프 패드(125)가 제2 파이프(P2)의 내주면에 밀착되어 제2 파이프(P2)의 진원도가 보정되는 제4 단계(S4)와, 제4 단계(S4) 후 프레임 가이드(400)가 본체(100)로부터 분리되는 제5 단계(S5)로 구성되며, 제1 단계(S1) 전에 본체(100)가 양단이 용접된 여러개의 파이프를 통과하여 제1 파이프(P1)의 용접지점까지 이동되는 단계를 더 포함하는 것을 특징으로 한다.
위와 같은 구성과 특징으로 인하여 연속적인 파이프 용접이 가능해지는 효과를 갖게 된다. 즉, 한번 투입된 정렬장치가 가동불능 상태가 아니라면 처음 설치된 파이프의 용접을 위한 진원도 보정작업을 시작으로 마지막에 놓여질 파이프의 용접을 위한 진원도 보정까지 할 수 있게 되는 것이다.
위와 같이 구성되는 본 발명의 하나의 실시예의 파이프 정렬방법은, 도 7과 도 8에 도시된 바와 같이, 수평하게 배열된 파이프를 용접 간격(W)이 일정하도록 유지하면서 양단의 진원도 보정이 가능하다.
또한, 도 9에 도시된 바와 같이, 사선으로 배열된 파이프 진원도 보정에 있어서도, 본체의 길이가 짧기 때문에 용접 간격(W)이 소정 증가율을 보이며 넓어지더라도 진원도 보정을 할 수 있게 된다.
또한, 도 7과 도 8에 도시된 바와 같이, 본 발명의 하나의 실시예의 클램프 가이드를 갖는 파이프 정렬장치는 종래 장치에 비하여 가로 방향 길이가 짧아지며, 유압펌프 및 이동을 위한 모터 등이 장착되지 않아서 무게가 줄게 된다.
도 11은 도 10의 순서도의 순서에 따른 동작도이다.
도 11의 (a)는 도 10의 제1 단계(S1)가 도시된 것으로, 제1 파이프 내부에서 이동되는 파이프 정렬장치가 제1 파이프의 용접부위에 위치되어 제1 클램핑부가 작동되어 제1 파이프의 진원도가 보정된 것이 개시되었다.
도 11의 (b)는 도 10의 제2 단계(S2)가 도시된 것으로, 제1 클램핑부와 제2 클램핑부 사이에 클램프 가이드가 장착된 것이 개시되었다.
도 11의 (c)는 도 10의 제3 단계(S3)가 도시된 것으로, 클램프 가이드가 장착된 파이프 정렬장치에 장착된 클램프 가이드가 제2 파이프의 내면에 수용되도록 제2 파이프가 옮겨져, 제2 파이프의 용접면이 클램프 가이드의 일측벽면에 밀착되도록 제2 파이프가 설치된 것이 개시되었다.
도 11의 (d)는 도 10의 제4 단계(S4)가 도시된 것으로, 제2 클램핑부가 작동되어 설치된 제2 파이프의 진원도가 보정된 것이 개시되었다.
도 11의 (e)는 도 10의 제5 단계(S5)가 도시된 것으로, 제2 파이프가 제2 클램핑부에 의해 진원도가 보정된 후 용접을 위하여 클램프 가이드가 분리된 것이 개시되었다.
본 발명의 효과를 명확히 정리하면, 파이프 정렬장치가 적용되는 현장(On Shore 및 Off Shore 파이프라인)의 특성상 동일한 구경의 파이프가 수백~수천 Km 단위 파이프 형태로 연결이 됨으로 파이프 정렬장치의 부피 및 무게가 많이 나가면 파이프 정렬장치 운송 및 설치를 위한 부수적인 기계(크레인 등) 장치가 필요하게 되며, 설치 시간이 과도하게 소모된다.
또한, 기 개발되어 사용되고 있는 대부분의 장비의 크기가 큼으로(파이프 길이방향으로 장비의 길이가 길게 제작되어 있음) 파이프 사선 정렬을 하는 용도로 사용하지 못하며 상기 파이프라인 현장의 파이프 수평 정렬 작업 이외의 용도로 사용이 불가피 하다.
따라서, 본 발명에 따라 장비 감량 및 크기를 축소함으로써 장비 운송이 용의하며 설치 시간을 단축하는 효과를 확보함과 동시에 파이프와 파이프 또는 파이프 끝단부에 L관, T관 등의 다양한 배관부속물 등 파이프를 수평 또는 사선 정렬하는 작업 현장의 여건에 맞추어 다양한 용도로 활용이 가능하다는 효과를 갖게 된다.
본 명세서에 기재된 본 발명의 실시예와 도면에 도시된 구성은 본 발명의 가장 바람직한 실시예에 불과할 뿐이고 발명의 기술적 사상을 모두 포괄하는 것은 아니므로, 출원시점에 있어서 이들을 대체할 수 있는 다양한 균등물과 변형 예들이 있을 수 있음을 이해하여야 한다.
따라서, 본 발명은 상술한 실시예에 한정되지 아니하며, 청구범위에서 청구하는 본 발명의 요지를 벗어남이 없이 당해 발명이 속하는 기술분야에서 통상의 지식을 가진 자라면 누구든지 다양한 변형실시가 가능한 것은 물론이고, 그와 같은 변경은 청구범위 기재의 권리범위 내에 있게 된다.
100: 본체 101: 암 힌지 샤프트 102: 몸체 힌지 샤프트
103: 조인트 샤프트 110: 제1 클램핑부 111: 클램프 몸체
112: 클램프 암 113: 링크 114: 로드
115: 클램프 패드 116: 실린더 브라켓 120: 제2 클램핑부
125: 클램프 패드 130: 견인고리 200: 주행부
210: 롤러 브라켓 220: 롤러 300: 구동부
310: 유압 실린더 311: 유압 니뿔 320: 피스톤
400: 클램프 가이드 410: 제1 가이드 420: 제2 가이드
421: 암 힌지 샤프트 고정부 422: 몸체 힌지 샤프트 고정부
423: 조인트 샤프트 고정부 430: 가이드 핸들
P1: 제1 파이프 P2: 제2 파이프 H1: 유압호스
H2: 유압호스 W: 용접 간격
103: 조인트 샤프트 110: 제1 클램핑부 111: 클램프 몸체
112: 클램프 암 113: 링크 114: 로드
115: 클램프 패드 116: 실린더 브라켓 120: 제2 클램핑부
125: 클램프 패드 130: 견인고리 200: 주행부
210: 롤러 브라켓 220: 롤러 300: 구동부
310: 유압 실린더 311: 유압 니뿔 320: 피스톤
400: 클램프 가이드 410: 제1 가이드 420: 제2 가이드
421: 암 힌지 샤프트 고정부 422: 몸체 힌지 샤프트 고정부
423: 조인트 샤프트 고정부 430: 가이드 핸들
P1: 제1 파이프 P2: 제2 파이프 H1: 유압호스
H2: 유압호스 W: 용접 간격
Claims (10)
- 외주면에 클램프 패드가 구비되며, 파이프의 직경방향으로 이동하는 링 형상의 제1 클램핑부와 제2 클램핑부가 파이프의 중심선 방향을 따라 마주보도록 결합된 본체;
상기 본체가 파이프 내부에서 이동 가능하도록 상기 본체의 외측에 부착되어 파이프의 내면과 접촉하는 주행부;
상기 본체에 하단이 고정되는 유압 실린더와 상기 실린더 내부의 피스톤의 일단이 상기 제1 클램핑부 또는 제2 클램핑부의 일단과 힌지에 의해 연결되는 구동부;
상기 제1 클램핑부와 제2 클램핑부의 결합 부위에 체결되는 반원부가 형성된 제1 가이드와 제2 가이드가 마주보며 상기 본체의 외주 중심선을 따라 탈착가능하게 장착되는 클램프 가이드;를 포함하는 파이프 정렬장치. - 제1항에 있어서,
상기 제1 클램핑부 또는 제2 클램핑부는,
상기 실린더의 일측이 고정되는 실린더 브라켓이 형성된 클램프 몸체와, 상기 클램프 몸체의 양단에 대응되도록 힌지 결합되는 한쌍의 클램프 암과, 상기 클램프 암의 일측에 결합된 링크와, 상기 링크와 결합되도록 상기 실린더에 부착된 로드를 포함하며,
상기 클램프 패드가 상기 클램프 암의 외주면과 클램프 몸체의 외주면에 해체가능하게 고정되는 것을 특징으로 하는 파이프 정렬장치. - 제2항에 있어서,
상기 클램프 암과 클램프 몸체가 상기 피스톤의 움직임에 따라 상하로 이동되어 상기 클램프 패드가 파이프의 내측에 밀착되는 것을 특징으로 하는 파이프 정렬장치. - 제1항에 있어서,
상기 주행부는,
상기 제1 클램핑부와 제2 클램핑부의 외측에 돌출된 롤러 브라켓에 주행 롤러가 부착된 것을 특징으로 하는 파이프 정렬장치. - 제1항에 있어서,
상기 본체의 일측에 구비되는 견인고리를 더 포함하며,
상기 견인고리에 와이어가 연결되어 외부로 연장된 것을 특징으로 하는 파이프 정렬장치. - 제1항에 있어서,
상기 제1 가이드와 제2 가이드의 두께가 용접되는 두 파이프의 간격과 동일한 것을 특징으로 하는 파이프 정렬장치. - 제1항에 있어서,
상기 제1 가이드와 제2 가이드의 외주에 가이드 핸들이 구비된 것을 특징으로 하는 파이프 정렬장치. - 제1항에 있어서,
상기 구동부와 유압호스로 연결된 유압펌프가 외부에 위치되는 것을 특징으로 하는 파이프 정렬장치. - 제1 클램핑부와 제2 클램핑부가 결합된 본체와 상기 본체에 구비된 구동부를 포함하는 클램프 가이드를 갖는 정렬장치가 사용되는 파이프 정렬방법에 있어서,
상기 제1 클램핑부가 제1 파이프의 일측에 위치되고, 상기 구동부가 작동되어 상기 제1 클램핑부에 고정된 클램프 패드가 상기 제1 파이프의 내주면에 밀착되어 상기 제1 파이프의 진원도가 보정되는 제1 단계;
상기 제1 단계 후 상기 제1 클램핑부와 제2 클램핑부의 결합부위에 착탈 가능하도록 프레임 가이드가 설치되는 제2 단계;
상기 제2 단계 후 제2 파이프의 상기 제1 파이프와의 용접부위가 상기 프레임 가이드와 밀착되도록 상기 제2 파이프가 설치되는 제3 단계;
상기 제3 단계 후 상기 제2 클램핑부에 고정된 클램프 패드가 상기 제2 파이프의 내주면에 밀착되어 상기 제2 파이프의 진원도가 보정되는 제4 단계;
상기 제4 단계 후 상기 프레임 가이드가 상기 본체로부터 분리되는 제5 단계;를 포함하는 파이프 정렬방법. - 제9항에 있어서,
상기 제1 단계 전에 상기 본체가 양단이 용접된 여러 개의 파이프를 통과하여 상기 제1 파이프의 용접지점까지 이동되는 단계를 더 포함하는 것을 특징으로 하는 파이프 정렬방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120129965A KR101410952B1 (ko) | 2012-11-16 | 2012-11-16 | 클램프 가이드를 갖는 파이프 정렬장치 및 이를 사용하는 파이프 정렬방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120129965A KR101410952B1 (ko) | 2012-11-16 | 2012-11-16 | 클램프 가이드를 갖는 파이프 정렬장치 및 이를 사용하는 파이프 정렬방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140065563A true KR20140065563A (ko) | 2014-05-30 |
| KR101410952B1 KR101410952B1 (ko) | 2014-06-27 |
Family
ID=50892364
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120129965A KR101410952B1 (ko) | 2012-11-16 | 2012-11-16 | 클램프 가이드를 갖는 파이프 정렬장치 및 이를 사용하는 파이프 정렬방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101410952B1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017018653A1 (ko) * | 2015-07-30 | 2017-02-02 | 주식회사 엘지화학 | 심 플레이트 |
| KR102140320B1 (ko) * | 2019-02-18 | 2020-07-31 | (주)케이에이 | 용접을 위한 파이프 정렬장치 및 이를 이용한 파이프 용접 방법 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60210391A (ja) * | 1984-03-31 | 1985-10-22 | Okamoto Kogyo Kk | パイプ内側クランプ装置 |
| JPH06344140A (ja) * | 1993-06-07 | 1994-12-20 | Chiyoda Corp | 配管自動溶接装置 |
| JP3594798B2 (ja) * | 1998-03-31 | 2004-12-02 | 株式会社栗本鐵工所 | パイプ溶接用固定装置 |
| KR100953114B1 (ko) * | 2009-05-07 | 2010-04-19 | 동양철관 주식회사 | 파이프 배관용 정형이음장치 |
-
2012
- 2012-11-16 KR KR1020120129965A patent/KR101410952B1/ko active IP Right Grant
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017018653A1 (ko) * | 2015-07-30 | 2017-02-02 | 주식회사 엘지화학 | 심 플레이트 |
| KR20170014620A (ko) * | 2015-07-30 | 2017-02-08 | 주식회사 엘지화학 | 심 플레이트 |
| CN107735586A (zh) * | 2015-07-30 | 2018-02-23 | 株式会社Lg化学 | 垫板 |
| US10634182B2 (en) | 2015-07-30 | 2020-04-28 | Lg Chem, Ltd. | Shim plate |
| KR102140320B1 (ko) * | 2019-02-18 | 2020-07-31 | (주)케이에이 | 용접을 위한 파이프 정렬장치 및 이를 이용한 파이프 용접 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101410952B1 (ko) | 2014-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110280954A (zh) | 一种金属管件焊接用工装夹具 | |
| CN205363073U (zh) | 管口对接夹具 | |
| KR101410952B1 (ko) | 클램프 가이드를 갖는 파이프 정렬장치 및 이를 사용하는 파이프 정렬방법 | |
| CN207447752U (zh) | 大尺寸圆管端轴焊接装置 | |
| KR101003942B1 (ko) | 관체 연결 장치 | |
| CN206540563U (zh) | 一种用于压力管道检测的支撑装置 | |
| CN209793010U (zh) | 一种高精度、简易便捷的钢管对接装置 | |
| CN105081666A (zh) | 一种大直径钢管的组对焊接方法及其组对焊接装置 | |
| US20150258593A1 (en) | Method and assembly of straightening heavy wall tube | |
| CN207298173U (zh) | 一种tbm管线快速接头装置 | |
| CN105195960A (zh) | 钢管防偏移夹具 | |
| KR101583312B1 (ko) | 순차적인 벤딩에 의해 파이프를 큰 곡률로 벤딩시킬 수 있는 벤딩 장치와 벤딩방법 및, 이를 이용하여 환형으로 권취된 스테인리스 폴리에틸렌 복합 롤관 | |
| RU2580234C1 (ru) | Способ замены дефектного участка магистрального трубопровода | |
| CN203726077U (zh) | 多口径内对口器 | |
| JP6242219B2 (ja) | さや管内配管工法 | |
| KR101784824B1 (ko) | 파이프 검사장치 | |
| KR101772425B1 (ko) | 파이프 외주면 오버레이 용접 장치 | |
| CN106002786A (zh) | 大管径pccp管安装时的快速定位装置 | |
| CN105598231A (zh) | 一体式无芯弯管设备 | |
| CN104075029B (zh) | 双层海底管道内管的拖拉装置 | |
| CN104625553A (zh) | 一种用于调整焊口组对错边量的工具 | |
| CN109340462B (zh) | 一种石油管道 | |
| KR20160001763U (ko) | 파이프/플랜지 연결부 얼라인 핏업 장치 | |
| CN204928010U (zh) | 一种焊接防错口的电缆保护管 | |
| CN202264044U (zh) | 一种连续管线管焊接工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20170612 Year of fee payment: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20180618 Year of fee payment: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20190425 Year of fee payment: 6 |