KR20130114955A - 박형 글라스 연마 방법 - Google Patents
박형 글라스 연마 방법Info
- Publication number
- KR20130114955A KR20130114955A KR1020120037421A KR20120037421A KR20130114955A KR 20130114955 A KR20130114955 A KR 20130114955A KR 1020120037421 A KR1020120037421 A KR 1020120037421A KR 20120037421 A KR20120037421 A KR 20120037421A KR 20130114955 A KR20130114955 A KR 20130114955A
- Authority
- KR
- South Korea
- Prior art keywords
- glass
- thin glass
- polishing
- thin
- carrier
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
- B24B7/24—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding or polishing glass
- B24B7/242—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding or polishing glass for plate glass
- B24B7/244—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding or polishing glass for plate glass continuous
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/1303—Apparatus specially adapted to the manufacture of LCDs
Abstract
본 발명은 박형 글라스 연마 방법에 관한 것으로서, 특히, 원장 글라스에서 분리된 박형 글라스의 모서리를 글래스 온 글래스(GOG) 상태에서 연마시키는, 박형 글라스 연마 방법을 제공하는 것을 기술적 과제로 한다. 이를 위해 본 발명에 따른 박형 글라스 연마 방법은, 디스플레이장치의 제조에 이용될 박형 글라스를 원장 글라스로부터 절단하는 단계; 상기 박형 글라스를 캐리어 글라스에 합착시키는 단계; 상기 합착 단계를 통해 상기 캐리어 글라스에 합착되어 있는 상기 박형 글라스의 모서리를 연마장치를 이용하여 연마하는 단계; 및 상기 연마 단계를 통해 연마된 상기 박형 글라스를, 상기 디스플레이장치를 제조하기 위한 패키지 공정에 투입시키는 단계를 포함한다.
Description
본 발명은 디스플레이장치의 제조에 이용되는 글라스를 연마하는 방법에 관한 것으로서, 특히, 0.4T 이하의 박형 글라스를 연마하는 방법에 관한 것이다.
유기발광표시장치(OLED) 또는 액정표시장치(LCD)와 같은 디스플레이장치들은, 글라스 상에 복수 개의 TFT 어레이를 형성시켜 제조되고 있다.
이러한 글라스는 대형의 원장 글라스에서 일정한 크기로 절단된 이후, 다양한 공정을 통해 하나의 디스플레이장치로 제조된다. 원장 글라스로부터 절단되어 각종 공정이 수행되는 글라스의 절단면은 일반적으로 날카로운 상태로 잔존한다. 또한, 절단 공정 시 발생되어 절단면에 붙어 있던 파편들은, 글라스의 이동 중 또는 디스플레이장치의 제조 공정 중에 글라스로부터 분리되어 이물질로 작용할 수도 있다.
따라서, 원장 글라스로부터 분리된 글라스에 대해서는 절단된 모서리 부분을 연마시켜 주는 연마 공정이 수행되고 있다.
디스플레이장치에 적용되는 글라스는 일반적으로 0.5T(0.5mm) 이상의 두께를 가지고 있다. 그러나, 박형의 전자제품들이 요구됨에 따라, 디스플레이장치에 적용되는 글라스의 두께도 얇아지고 있다. 따라서, 최근에는 0.4T(0.4mm) 이하의 글라스도 널리 이용되고 있다.
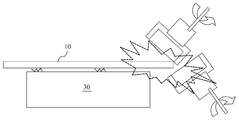
도 1은 종래의 일반적인 연마 방법을 나타낸 예시도이다.
디스플레이장치에 적용되는 글라스의 연마에는 컵타입(Cup Type) 휠(Wheel) 또는 그루브 타입(Groove Type) 휠(Wheel)이 적용되고 있다. 도 1에 도시된 종래의 연마 방법은 컵 타입 휠을 이용한 것으로서, 연마 스테이지(Stage)(30) 위에 글라스(10)를 올려놓고, 글라스의 모서리를 상면 휠 및 하면 휠을 이용하여 연마하고 있다.
그러나, 도 1에 도시된 바와 같은 종래의 연마 방법은, 0.5T 이상의 글라스를 연마하는 방법으로는 적당하나, 0.4T 이하의 박형 글라스를 연마하는 방법으로는 부적당하다. 그 이유는 다음과 같다.
첫째, 박형 글라스(Glass)(≤0.4T)(10)는 강성이 낮고, 두께가 얇기 때문에, 도 1과 같이 연마 스테이지(30)에 위치되는 경우 휨 현상 등이 발생 되며, 이에 의하여 연마 공정(면취 처리 공정)이 불가능 한다.
둘째, 박형 글라스(10)는 상기한 바와 같이 두께가 얇고 강성이 낮기 때문에, 도 1에 도시된 바와 같은 연마 공정을 이용하는 경우, 기판(10) 또는 연마 스테이지(30)의 진동에 의해 기판(10)이 파손되거나 또는 기판(10)이 갈라질 염려가 있다. 즉, 박형 글라스는 두께가 얇기 때문에, 박형 글라스(10)를 연마 스테이지(30)에 완전히 고정시킬 수 없으며, 이로 인해 박형 글라스의 진동이 발생되어, 박형 글라스가 파손되거나 갈라질 염려가 있다.
셋째, 박형 글라스(Glass)(≤0.4T)910)는 운반 및 취급 시 글라스의 모서리 부분(Glass edge 부) 파손에 취약하기 때문에, 박형 글라스 자체를 도 1과 같이 연마 스테이지(30)로 이동시켜 연마하는 것이 불가능하다.
한편, 박형 글라스에 대한 디스플레이장치의 제조 과정 중 박형 글라스의 휨 등의 문제를 극복하기 위해, 박형 글라스는 일반적으로 0.5T 이상의 캐리어 글라스 상에 적층된 상태(GOG)에서 TFT 등이 증착된 후, 최종 단계에서 캐리어 글라스가 분리된다.
그러나, 박형 글라스는 상기한 바와 같이 종래의 연마 방법에 의해서는 연마될 수 없기 때문에, 연마 과정을 거치지 않은 상태의 박형 글라스가 캐리어 글라스 상에 적층된 후 GOG 상태로 제조 공정이 수행되고 있다. 이 경우 다음과 같은 문제점이 발생될 수 있다.
첫째, 원장 글라스에서 분리된 후 연마 공정을 거치지 않은 박형 글라스의 모리서(Edge)에는, 절단 공정(Scribe) 시 발생된 미세 파손부가 존재하며, 이러한 미세 파손부가 TFT/CF/Cell 공정을 거치면서, 글라스 칩(Glass Chip)으로 발생될 가능성이 높다.
둘째, 연마 공정을 거치지 않은 박형 글라스가 GOG 상태로 포토(Photo) 공정을 거칠 경우, 캐리어 글라스와 박형 글라스의 경계부에 포토레지스터(PR)가 두껍게 증착될 수 있다.
셋째, 연마 공정을 거치지 않은 박형 글라스가 GOG 상태로 러빙 공정을 거칠 경우, 박형 글라스의 날카로운 모서리에 의해 러빙 포가 데미지(damage)를 입을 가능성이 있다.
넷째, 연마 공정을 거치지 않은 박형 글라스에 대해 GOG 상태로 각 공정을 수행한 다음, 캐리어 글라스를 탈착 후 박형 글라스를 운반 및 작업 시, 미세 파손부가 존재하는 박형 글라스의 모서리가 파손될 가능성이 있다.
본 발명은 상술한 문제점을 해결하기 위해 제안된 것으로서, 원장 글라스에서 분리된 박형 글라스의 모서리를 글래스 온 글래스(GOG) 상태에서 연마시키는, 박형 글라스 연마 방법을 제공하는 것을 기술적 과제로 한다.
본 발명은 상술한 문제점을 해결하기 위해 제안된 것으로서, 원장 글라스에서 분리된 박형 글라스의 모서리를 식각용액으로 연마시키는, 박형 글라스 연마 방법을 제공하는 것을 또 다른 기술적 과제로 한다.
본 발명은 상술한 문제점을 해결하기 위해 제안된 것으로서, 원장 글라스에서 분리된 박형 글라스의 모서리를 레이저를 이용하여 연마시키는, 박형 글라스 연마 방법을 제공하는 것을 또 다른 기술적 과제로 한다.
상술한 기술적 과제를 달성하기 위한 본 발명에 따른 박형 글라스 연마 방법은, 디스플레이장치의 제조에 이용될 박형 글라스를 원장 글라스로부터 절단하는 단계; 상기 박형 글라스를 캐리어 글라스에 합착시키는 단계; 상기 합착 단계를 통해 상기 캐리어 글라스에 합착되어 있는 상기 박형 글라스의 모서리를 연마장치를 이용하여 연마하는 단계; 및 상기 연마 단계를 통해 연마된 상기 박형 글라스를, 상기 디스플레이장치를 제조하기 위한 패키지 공정에 투입시키는 단계를 포함한다.
상술한 기술적 과제를 달성하기 위한 본 발명에 따른 박형 글라스 연마 방법은, 디스플레이장치의 제조에 이용될 박형 글라스를 원장 글라스로부터 절단하는 단계; 상기 박형 글라스의 모서리를 식각용액을 이용하여 연마하는 단계; 및 상기 연마 단계의 진행 시, 상기 박형 글라스의 모서리 중 상기 식각용액에 의해 연마될 필요가 없는 부분에는 에어를 주입하는 단계를 포함한다.
상술한 기술적 과제를 달성하기 위한 본 발명에 따른 박형 글라스 연마 방법은, 디스플레이장치의 제조에 이용될 박형 글라스를 원장 글라스로부터 절단하는 단계; 상기 박형 글라스를 캐리어 글라스에 합착시키는 단계; 상기 합착 단계를 통해 상기 캐리어 글라스에 합착되어 있는 상기 박형 글라스의 모서리를 레이저를 이용하여 연마하는 단계; 및 상기 연마 단계를 통해 연마된 상기 박형 글라스를, 상기 디스플레이장치를 제조하기 위한 패키지 공정에 투입시키는 단계를 포함하며, 상기 레이저는 상기 박형 글라스의 모서리를 사선 방향으로 연마시키는 것을 특징으로 한다.
본 발명은 원장 글라스에서 분리된 박형 글라스의 모서리를 글래스 온 글래스(GOG) 상태에서 연마시킴으로써, 다음과 같은 효과를 제공한다.
첫째, 박형 글라스의 파손이 저감되며, 박형 글라스의 이동 및 운반이 용이해진다.
둘째, 공정 진행 시, 박형 글라스의 모서리의 미세 파손에 의한 글라스 칩(Glass Chip) 발생 가능성이 저감된다.
셋째, 러빙 공정 진행 시 박형 글라스의 모서리에 의해 러빙 포의 데미지(Damage)가 없기 때문에, 외부 러빙이 가능하다.
넷째, 포토(Photo) 공정 진행 시, 캐리어 글라스와 박형 글라스 경계부의 포토레지스터(PR) 두께가 저감될 수 있다.
다섯째, GOG 탈착 후, 박형 글라스의 모서리(Glass Edge부) 파손이 저감된다.
또한, 식각용액을 이용하는 본 발명은 박형 글라스를 훼손시키지 않으면서도 간단하게 모서리를 연마시킬 수 있다.
또한, 레이저를 이용하는 본 발명은 박형 글라스의 모서리를 간편하게 연마시킬 수 있다.
도 1은 종래의 일반적인 연마 방법을 나타낸 예시도.
도 2는 본 발명의 제1실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도.
도 3은 본 발명의 제1실시예에 따른 박형 글라스 연마 방법에 의해 박형 글라스 및 캐리어 글라스가 연마된 상태를 나타낸 예시도.
도 4는 본 발명의 제2실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도.
도 5는 본 발명의 제2실시예에 따른 박형 글라스 연마 방법에 의해 박형 글라스 및 캐리어 글라스가 연마된 상태를 나타낸 예시도.
도 6은 본 발명의 제2실시예에 따른 박형 글라스 연마 방법을 나타낸 일실시예 흐름도.
도 7은 본 발명의 제3실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도.
도 8은 본 발명의 제4실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도.
도 9는 본 발명의 제5실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도.
도 2는 본 발명의 제1실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도.
도 3은 본 발명의 제1실시예에 따른 박형 글라스 연마 방법에 의해 박형 글라스 및 캐리어 글라스가 연마된 상태를 나타낸 예시도.
도 4는 본 발명의 제2실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도.
도 5는 본 발명의 제2실시예에 따른 박형 글라스 연마 방법에 의해 박형 글라스 및 캐리어 글라스가 연마된 상태를 나타낸 예시도.
도 6은 본 발명의 제2실시예에 따른 박형 글라스 연마 방법을 나타낸 일실시예 흐름도.
도 7은 본 발명의 제3실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도.
도 8은 본 발명의 제4실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도.
도 9는 본 발명의 제5실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도.
이하, 첨부된 도면을 참조하여 본 발명의 실시 예에 대해 상세히 설명한다.
도 2는 본 발명의 제1실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도이다. 도 3은 본 발명의 제1실시예에 따른 박형 글라스 연마 방법에 의해 박형 글라스 및 캐리어 글라스가 연마된 상태를 나타낸 예시도이다. 특히, 도 3에는 0.2T의 두께를 갖는 박형 글라스(100) 및 0.5T의 두께를 갖는 캐리어 글라스(200)가 본 발명의 일예로서 도시되어 있다. 이하의 설명 중, 박형 글라스라 함은 0.4T(mm) 이하의 두께를 가지고 있는 글라스를 말한다. 또한, 캐리어 글라스는 그 두께로 구분되는 것이 아니며, 박형 글라스와 합착되는 글라스를 말한다. 따라서, 캐리어 글라스의 두께에는 제한이 없다. 또한, 두께가 0.4T보다 큰 글라스는 박형 글라스와의 구분을 위해 일반 글라스라 한다.
경량 박형 디스플레이이(Display)에 대한 요구 증가에 따라, 셀(Cell) 완성 후 식각 공정이 추가되어 박형 패널(Panel)을 제작하고 있다. 그러나, 식각 진행 시 발생하는 불량과 TAT 증가 문제를 해결하기 위해, 최근에는 TFT, CF, Cell 공정 진행 시, 0.4T 이하의 박형 글라스를 0.5T 이상의 캐리어 글라스 상에 적층된 상태(GOG : Glass On Glass)(이하, 간단히 'GOG'라 함)로 장비에 투입하여 액정표시장치를 제조하고 있다.
이때, 박형 글라스 자체는, 발명의 배경이 되는 기술에서 언급된 바와 같이, 낮은 강성과 휨으로 인해 면취(Rounding) 처리가 불가능한바, 본 발명은 다양한 방법으로 박형 글라스를 연마(Grinding)하는 방법을 제안한다.
본 발명의 제1실시예에 따른 박형 글라스 연마 방법은 도 2에 도시된 바와 같이, 두께가 0.4T 보다 큰 캐리어 글라스(200) 상에 박형 글라스(100)를 합착시킨 상태, 즉, GOG 상태에서, 캐리어 글라스(200)와 박형 글라스(100)의 모서리를, 연마장치(휠, Whell)(400)를 이용하여 동시에 연마시키고 있다. 이를 위한 구체적인 방법은 다음과 같다.
첫째, 원장 글라스로부터 절단되어 분리된 박형 글라스(100)를, 두께가 0.4T 보다 큰 캐리어 글라스(200) 상에 진공 합착 방법을 이용하여, 합착시킨다.
여기서, 박형 글라스(100)와 캐리어 글라스(200)의 진공 합착 방법은, 현재 일반적으로 이용되고 있는 기술인바, 그에 대한 상세한 설명은 생략된다.
둘째, 캐리어 글라스(200)와 합착된 박형 글라스(100)를 도 2에 도시된 바와 같이, 연마 스테이지(300) 상에 정렬시킨다.
셋째, 연마장치인 휠(Wheel)(400)을 이용하여 도 2에 도시된 바와 같이, 캐리어 글라스(200)의 모서리와, 박형 글라스(100)의 모서리를 동시에 연마한다.
이 경우, 컵 타입(Cup Type) 휠보다는, 그루브 타입(Groove Type) 휠(400)을 이용하는 것이 바람직하다.
네째, 캐리어 글라스(200)와 박형 글라스(100)의 네 개의 모서리를 모두 연마하기 위해, 캐리어 글라스(200)와 박형 글라스(100)가 놓여져 있는 연마 스테이지(300)를 회전 및 이동시킬 수도 있으며, 또는 연마장치(400)를 이동시켜 가면서 캐리어 글라스와 박형 글라스의 모서리를 연마할 수도 있다.
다섯째, 상기와 같은 방법에 의해 네 개의 모서리에 대한 연마 공정이 종료되면, 박형 글라스(100)는 캐리어 글라스(200) 상에 합착된 상태에서, TFT, CF, Cell 공정 장비에 투입되어 패키지 공정이 수행된다. 그러나, 박형 글라스(100)는 상기와 같은 연마 공정이 종료된 후, 캐리어 글라스와 분리된 상태에서 TFT, CF, Cell 공정 장비에 투입될 수도 있다. 이 경우, 캐리어 글라스(200)는 또 다른 박형 글라스와 합착되어 상기 과정들을 반복적으로 수행할 수 있다.
본 발명의 제1실시예에 따른 연마 공정 진행 시의, 정렬(Align) 방법은, 비전 카메라(Vision camera)를 이용한 글라스 에지 어라인(GLS Edge Align) 방법이 적용될 수 있다.
본 발명의 제1실시예에 따른 박형 글라스 연마 방법에 의하면, 박형 글라스(100)가 캐리어 글라스(200)와 합착된 상태에서 연마되기 때문에, 진동에 의해 박형 글라스의 모서리가 파손되는 현상 없이 연마될 수 있다.
본 발명의 제1실시예에 따라 연마된 박형 글라스(100) 및 캐리어 글라스(200)의 일예가 도 3에 도시되어 있다. 즉, 본 발명의 제1실시예는 도 3에 도시된 바와 같이, 박형 글라스(100)를 지지하고 있는 캐리어 글라스(200)의 모서리를 박형 글라스(100)의 모서리와 함께 연마시키고 있다.
도 4는 본 발명의 제2실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도이다. 도 5는 본 발명의 제2실시예에 따른 박형 글라스 연마 방법에 의해 박형 글라스 및 캐리어 글라스가 연마된 상태를 나타낸 예시도이다. 도 6은 본 발명의 제2실시예에 따른 박형 글라스 연마 방법을 나타낸 일실시예 흐름도이다. 이하의 설명 중, 제1실시예에서 설명된 내용과 중복되는 내용은 간단히 설명되거나 또는 생략된다.
본 발명의 제2실시예에 따른 박형 글라스 연마 방법은 도 4에 도시된 바와 같이, 두께가 0.4T 이하인 박형 글라스(Thin Glass)(100)를, 두께가 0.4T 이하인 캐리어 글라스(200) 상에 합착시킨 상태, 즉, GOG 상태에서, 캐리어 글라스(200)와 박형 글라스(100)의 모서리를, 연마장치(휠, Whell)(400)를 이용하여 동시에 연마시키고 있다.
즉, 도 4에 도시된 본 발명의 제2실시예는, 도 2에 도시된 본 발명의 제1실시예와 마찬가지로, 박형 글라스(100)를 캐리어 글라스(200)와 합착시킨 상태에서, 박형 글라스(100)의 모서리와 캐리어 글라스(200)의 모서리를 동시에 연마시키고 있다는 특징을 가지고 있다.
그러나, 본 발명의 제2실시예에 적용되는 캐리어 글라스(200)는, 두께가 0.4T 이하의 박형 글라스라는 점이 본 발명의 제1실시예와 차이가 있다.
본 발명의 특징 및 방법이 도 5 및 도 6을 참조하여 구체적으로 설명된다.
우선, 도 6을 참조하여 본 발명의 제2실시예가 설명된다.
첫째, 원장 글라스로부터 박형 글라스(100)를 절단시키는 스크라이브(Scribe) 절단 과정(602)이 수행된다.
둘째, 박형 글라스(100)와 캐리어 글라스(200)를 합착시키는 합착 과정(604)이 수행된다(도 5의 (a) 참조). 이때, TFT, CF 등이 적층되지 않는 비사용면을 진공합착시키는 것이 바람직하다. 캐리어 글라스(200)는 상기 절단 과정(602)을 통해 절단된 박형 글라스들 중 어느 하나가 될 수 있다. 즉, 본 발명의 제2실시예는 두께가 0.4T 이하인 두 개의 박형 글라스를 합착시키고 있다. 그러나, 캐리어 글라스(200)로 이용되는 박형 글라스가, 반드시 캐리어 글라스(200)에 합착되는 박형 글라스(100)의 두께와 동일할 필요는 없다. 즉, 캐리어 글라스(200)는 박형 글라스(100)의 두께와 동일할 수도 있고, 더 클 수도 있으며, 더 작을 수도 있다.
셋째, 합착된 박형 글라스(100)와 캐리어 글라스(200)의 모서리를 동시에 연마(그라인딩)한다(606)(도 5의 (b) 참조).
넷째, 연마과정(606)을 거친 박형 글라스(100)와 캐리어 글라스(200)를 분리시키는 탈착 공정(608)이 수행된다.
다섯째, 탈착 공정(608)에 의해 분리된 박형 글라스(100) 및 캐리어 글라스(200)를 세정한다(610).
여섯째, 세정 과정을 거친 박형 글라스(100) 및 캐리어 글라스(200)의 모서리는 도 5의 (c)에 도시된 바와 같이 모두 연마되어 있으며, 이처럼 연마된 박형 글라스(1000 및 캐리어 글라스(200)는 상기한 바와 같은 TFT, CF, Cell 공정 장비에 투입되어 패키지 공정을 거친다(612). 이때, 박형 글라스(100) 및 캐리어 글라스(200)의 양쪽 면들 중, 합착되지 않았던 면, 즉, 사용면(110, 210)에 각종 소자들이 적층되도록 하는 것이 바람직하다.
본 발명의 제2실시예에 의하면 박형 글라스의 제조 공정이 단순화될 수 있다.
예를 들어, 본 발명의 제2실시예에 의하지 않고 두 개의 박형 글라스를 제조하는 경우, 제1박형 글라스에 대하여, 절단공정(Scribe), 연마공정(Grinde), 세정공정이 수행되어야 하고, 제2박형 글라스에 대하여도 동일한 공정들이 수행되어야 한다. 따라서, 총 여섯 단계를 거쳐야만 두 개의 박형 글라스가 제조될 수 있다.
그러나, 본 발명의 제2실시예에 의하면, 상기한 바와 같이, 절단공정(602), 합착공정(604), 연마공정(606), 탈착공정(608), 세정공정(610)을 통해 두 개의 박형 글라스가 제조될 수 있다. 즉, 본 발명의 제2실시예에 의하면 총 다섯 단계를 거쳐 두 개의 박형 글라스가 제조될 수 있다. 따라서, 본 발명의 제2실시예에 의하는 경우, 전체적으로 디스플레장치의 제조 공정이 간소화될 수 있다.
또한, 본 발명의 제2실시예에 의하는 경우, 세정공정(610)이 보다 더 간단하게 이루어질 수 있다. 즉, 박형 글라스(100)를 연마 스테이지(300) 상에 위치시킨 상태에서 박형 글라스의 모서리를 직접 연마하는 종래 방법의 경우, 연마된 박형 글라스의 양쪽 면 모두를 세정시켜 주어야할 필요가 있다. 그러나, 본 발명의 제2실시예에 의하는 경우, 두 개의 박형 글라스들의 비사용면이 합착되었다가(604), 연마공정(606)을 거친 후 비사용면이 탈착되기 때문에, 비사용면에 대해서는 별도의 세정과정을 수행할 필요가 없다. 즉, 탈착 공정(608) 후, 두 개의 박형 글라스(100, 200)의 사용면(110, 210)들에 대해서만 세정과정을 수행하면 되므로, 세정 공정이 간소화될 수 있다.
한편, 상기한 바와 같은 효과는 본 발명의 제1실시예에 의해서도 동일하게 발생될 수 있다.
즉, 상기 제1실시예에 대한 설명에서는, 캐리어 글라스(200)가 0.4T 보다 큰 두께를 갖는 글라스로 이루어져 있고, 한번 사용된 캐리어 글라스(200)는 또 다른 박형 글라스(100)의 연마를 위해 재사용될 수 있다고 하였다.
그러나, 두께가 0.4T 보다 큰 일반 글라스 역시, 현재 다양한 종류의 디스플레이장치를 제조하는데에 이용되고 있다. 따라서, 제1실시예에 적용된 캐리어 글라스(200)는 0.4T 보다 큰 두께를 요구하는 디스플레이장치의 제조공정에 투입되어 디스플레이장치로 제조될 수 있다.
이 경우, 제2실시예와 관련하여 설명된 바와 같이, 한 번의 연마 공정에 의해 박형 글라스와, 일반 글라스(0.4T 보다 큰 두께를 가지는 글라스) 두 개가 동시에 제조될 수 있으며, 박형 글라스와, 일반 글라스를 개별적으로 제조하는 공정보다 공정이 단순화될 수 있다.
도 7은 본 발명의 제3실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도이다. 이하의 설명 중, 제1실시예 또는 제2실시예에서 설명된 내용과 중복되는 내용은 간단히 설명되거나 또는 생략된다.
본 발명의 제3실시예에 따른 박형 글라스 연마 방법은 도 7에 도시된 바와 같이, 두께가 0.4T 이하인 박형 글라스(100)를 원장 글라스로부터 절단시킨 후, 그 모서리를 식각용액(Etchant)을 이용하여 연마시키고 있다. 본 발명의 제3실시예는 다시 세 개의 방법으로 구현될 수 있다.
첫 번째 방법은, 도 7의 (a)에 도시된 바와 같이, 원장 글라스로부터 절단된 박형 글라스(100)의 모서리를, 식각용기(500a)에 채워져 있는 식각용액에 담가, 모서리를 식각용액을 이용하여 연마시키는 방법이다. 즉, 첫 번째 방법은 제1 및 제2실시예와 달리, 박형 글라스를 GOG 상태로 합착시킬 필요가 없다.
이 경우, 박형 글라스(100)를 지그(Gig)를 통해 도 7의 (a)에 도시된 바와 같이 수직 방향으로 세운 상태에서, 박형 글라스의 모서리만을 식각용액에 담가 모서리를 연마시킬 수 있다. 이때, 연마를 원하지 않는 부분까지 식각용액에 의해 연마되는 현상을 방지하기 위해, (a)에 도시된 바와 같이, 식각용액의 상단부에서 에어(air)를 분사시킬 수도 있다.
식각용액(Etchant)으로는 HF를 주원료로 한 다양한 종류의 용액이 이용될 수 있다. 이러한 식각용액은 연마하고자 하는 두께 및 박형 글라스의 재질에 따라 다양하게 설정될 수 있다.
두 번째 방법은, 도 7의 (b)에 도시된 바와 같이, 원장 글라스로부터 절단된 박형 글라스(100)의 모서리를, 식각용액이 채워져 있지 않은 식각용기(500b)의 주입구로 주입시킨 후, 식각용기(500b)의 내부에서 박형 글라스(100)의 모서리를 향해 식각용액을 분사시켜 박형 글라스의 모서리를 연마시키는 방법이다. 두 번째 방법에서 사용되는 식각용액은 첫 번째 방법에서 사용된 식각용액이 이용될 수 있다.
이 경우, 박형 글라스(100)는 (b)에 도시된 바와 같이, 수직으로 세워진 상태에서 식각용기(500b)의 주입구로 주입될 수도 있으나, 스테이지에 수평한 상태로 놓여진 상태에서 그 모서리만이 주입구로 주입될 수도 있다.
세 번째 방법은, 도 7의 (c)에 도시된 바와 같이, 원장 글라스로부터 절단된 박형 글라스(100)의 모서리 중 일측면만을, 식각용액이 채워져 있는 식각용액에 담가, 박형 글라스의 모서리 중 일측면만을 연마시키는 방법이다.
즉, 절단공정을 거친 모서리의 일측면만을 연마시키더라도 연마를 전혀 하지 않은 경우에 발생될 수 있는 문제들이 대부분 해결될 수 있기 때문에, 본 발명은 세 번째 방법과 같이 박형 글라스 모서리의 일측면만을 연마시킬 수도 있다.
또한, 세 번째 방법은 (b)에 도시된 두 번째 방법에도 적용될 수 있다. 즉, 두 번째 방법의 경우에도 모서리의 양쪽면들 중 어느 하나의 면에만 식각용액을 분사시켜 박형 글라스를 연마시킬 수도 있다.
이 경우, 식각용액에 의해 점선과 같이 연마된 일측면을 포함하는 면(도 7의 (c)에서 하단을 향한 면)이, 각종 소자들이 증착되는 사용면으로 이용되는 것이 바람직하다.
도 8은 본 발명의 제4실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도이다. 도 9는 본 발명의 제5실시예에 따른 박형 글라스 연마 방법을 나타낸 예시도이다.
우선, 본 발명의 제4실시예는 도 8에 도시된 바와 같이, 캐리어 글라스(200)에 합착되어 있는 박형 글라스(100)를 연마 스테이지(300)에 놓은 상태에서, 박형 글라스(100)의 모서리를 연마장치인 휠(Wheel)(400)을 이용하여 연마하고 있다.
즉, 상기에서 설명된 본 발명의 제1실시예 및 제2실시예는 박형 글라스(100)와 캐리어 글라스(200)의 모서리를 동시에 연마시키고 있으나, 본 발명의 제4실시예는 캐리어 글라스(200)에 합착되어 있는 박형 글라스(100)의 모서리만을 연마시키고 있다.
이 경우, 컵 타입(Cup Type)의 휠(Wheel)(400)이 적용되는 것이 바람직하다. 또한, 컵 타입 휠(400)은 박형 글라스(100)의 평면에 대하여 약30도의 기울기를 갖도록 배치되는 것이 바람직하다.
또한, 본 발명의 제4실시예는, 캐리어 글라스(200)의 모서리들 중 박형 글라스와 합착되어 있는 일측면의 모서리를 박형 글라스(100)와 함께 연마시킬 수도 있다.
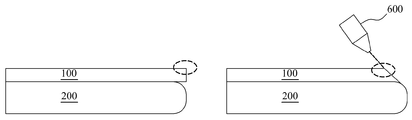
다음, 본 발명의 제5실시예는 도 9에 도시된 바와 같이, 캐리어 글라스(200)에 합착되어 있는 박형 글라스(100)를 연마 스테이지에 놓은 상태에서, 박형 글라스(100)의 모서리를 레이저(600)를 이용하여 연마하고 있다.
이 경우, 레이저(600)는 도 9에 도시된 바와 같이, 박형 글라스(100)의 평면에 대하여 일정한 각도로 기울어진 상태에서 이용된다. 즉, 레이저는 박형 글라스의 모서리를 사선 방향으로 절단시키고 있다.
상기와 같이 박형 글라스의 모서리를 연마하는 레이저 연마 방법은, 삭마(Ablation) 방식을 이용하는 것이 바람직하다. 삭마 방식은, 연마되는 박형 글라스가 레이저의 에너지를 흡수하여 용융 또는 기화되도록 하는 방식이다.
레이저에 의해 연마 공정이 수행되는 박형 글라스는 TFT 및 CF 공정을 진행하기 전의 베어(Bare) 상태의 기판이기 때문에, 레이저에 의한 데미지(Damage) 발생 등은 무시될 수 있다.
또한, 박형 글라스(100)와 캐리어 글라스(200)의 정렬 시, 박형 글라스(100)의 모서리를 도 9에 도시된 바와 같이 캐리어 글라스(200)의 모서리보다 돌출시킴으로써, 캐리어 글라스(200)가 레이저에 의해 연마되는 현상을 방지할 수 있다.
본 발명이 속하는 기술분야의 당업자는 본 발명이 그 기술적 사상이나 필수적 특징을 변경하지 않고서 다른 구체적인 형태로 실시될 수 있다는 것을 이해할 수 있을 것이다. 그러므로, 이상에서 기술한 실시 예들은 모든 면에서 예시적인 것이며 한정적인 것이 아닌 것으로 이해해야만 한다. 본 발명의 범위는 상기 상세한 설명보다는 후술하는 특허청구범위에 의하여 나타내어지며, 특허청구범위의 의미 및 범위 그리고 그 등가 개념으로부터 도출되는 모든 변경 또는 변형된 형태가 본 발명의 범위에 포함되는 것으로 해석되어야 한다.
100 : 박형 글라스 200 : 캐리어 글라스
300 : 연마 스테이지 400 : 연마장치
500a, 500b, 500c : 식각용기 600 : 레이저
300 : 연마 스테이지 400 : 연마장치
500a, 500b, 500c : 식각용기 600 : 레이저
Claims (13)
- 디스플레이장치의 제조에 이용될 박형 글라스를 원장 글라스로부터 절단하는 단계;
상기 박형 글라스를 캐리어 글라스에 합착시키는 단계;
상기 합착 단계를 통해 상기 캐리어 글라스에 합착되어 있는 상기 박형 글라스의 모서리를 연마장치를 이용하여 연마하는 단계; 및
상기 연마 단계를 통해 연마된 상기 박형 글라스를, 상기 디스플레이장치를 제조하기 위한 패키지 공정에 투입시키는 단계를 포함하는 박형 글라스 연마 방법. - 제 1 항에 있어서
상기 합착단계는
0.4T 이하의 두께를 가지는 상기 박형 글라스를, 상기 박형 글라스의 두께보다 크거나 같은 두께를 가지는 상기 캐리어 글라스에 합착시키는 것을 특징으로 하는 박형 글라스 연마 방법. - 제 1 항에 있어서,
상기 연마 단계는,
상기 연마장치를 이용하여 상기 박형 글라스의 모서리와 상기 캐리어 글라스의 모서리를 동시에 연마하는 것을 특징으로 하는 박형 글라스 연마 방법. - 제 3 항에 있어서,
상기 연마 단계는,
그루브 휠(Groove wheel)에 의해 수행되는 것을 특징으로 하는 박형 글라스 연마 방법. - 제 1 항에 있어서,
상기 연마 단계는,
상기 연마장치를 이용하여 상기 박형 글라스의 모서리만 연마하는 것을 특징으로 하는 박형 글라스 연마 방법. - 제 5 항에 있어서,
상기 연마 단계는,
컵 타입 휠(Cup Type Wheel)에 의해 수행되는 것을 특징으로 하는 박형 글라스 연마 방법. - 제 3 항에 있어서,
상기 투입 단계는,
상기 연마 단계 후, 상기 박형 글라스를 상기 캐리어 글라스로부터 분리시키는 단계;
상기 박형 글라스를 세정하는 단계; 및
세정된 상기 박형 글라스를 상기 패키지 공정에 투입하는 단계를 포함하는 박형 글라스 연마 방법. - 제 7 항에 있어서,
상기 세정 단계는,
상기 합착 단계에서 상기 캐리어 글라스와 합착되지 않은 면에 대하여 수행되는 것을 특징으로 하는 박형 글라스 연마 방법. - 제 7 항에 있어서,
상기 투입 단계는,
상기 분리 단계에 의해 상기 박형 글라스와 분리된 상기 캐리어 글라스의 양쪽 면들 중, 상기 합착 단계에서 상기 박형 글라스와 합착되지 않은 면을 세정하는 단계; 및
세정된 상기 캐리어 글라스를 상기 패키지 공정에 투입하는 단계를 포함하는 박형 글라스 연마 방법. - 디스플레이장치의 제조에 이용될 박형 글라스를 원장 글라스로부터 절단하는 단계;
상기 박형 글라스의 모서리를 식각용액을 이용하여 연마하는 단계; 및
상기 연마 단계의 진행 시, 상기 박형 글라스의 모서리 중 상기 식각용액에 의해 연마될 필요가 없는 부분에는 에어를 주입하는 단계를 포함하는 박형 글라스 연마 방법. - 제 10 항에 있어서,
상기 연마 단계는,
상기 모서리의 양쪽 면들 중 적어도 하나의 면으로 상기 식각용액을 분사하는 것을 특징으로 하는 박형 글라스 연마 방법. - 제 10 항에 있어서,
상기 연마 단계는,
상기 모서리의 양쪽 면들 중 적어도 하나의 면을 상기 식각용액에 담그는 것을 특징으로 하는 박형 글라스 연마 방법. - 디스플레이장치의 제조에 이용될 박형 글라스를 원장 글라스로부터 절단하는 단계;
상기 박형 글라스를 캐리어 글라스에 합착시키는 단계;
상기 합착 단계를 통해 상기 캐리어 글라스에 합착되어 있는 상기 박형 글라스의 모서리를 레이저를 이용하여 연마하는 단계; 및
상기 연마 단계를 통해 연마된 상기 박형 글라스를, 상기 디스플레이장치를 제조하기 위한 패키지 공정에 투입시키는 단계를 포함하며,
상기 레이저는 상기 박형 글라스의 모서리를 사선 방향으로 연마시키는 것을 특징으로 하는 박형 글라스 연마 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120037421A KR20130114955A (ko) | 2012-04-10 | 2012-04-10 | 박형 글라스 연마 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120037421A KR20130114955A (ko) | 2012-04-10 | 2012-04-10 | 박형 글라스 연마 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20130114955A true KR20130114955A (ko) | 2013-10-21 |
Family
ID=49634749
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120037421A KR20130114955A (ko) | 2012-04-10 | 2012-04-10 | 박형 글라스 연마 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20130114955A (ko) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105904305A (zh) * | 2016-04-13 | 2016-08-31 | 成都梓楠家具有限公司 | 一种定位稳固的磨边设备 |
| KR20170032928A (ko) | 2015-09-15 | 2017-03-24 | (주)위시스 | 박형 커버 글라스의 사이드 에지 연마장치 |
| CN110948326A (zh) * | 2019-11-29 | 2020-04-03 | 武汉天马微电子有限公司 | 研磨刀具及用于显示面板的研磨方法、显示面板及装置 |
| WO2020072405A1 (en) * | 2018-10-04 | 2020-04-09 | Corning Incorporated | Systems and methods for forming multi-section displays |
| US11888101B2 (en) | 2018-07-16 | 2024-01-30 | Samsung Electronics Co., Ltd. | Display panel |
-
2012
- 2012-04-10 KR KR1020120037421A patent/KR20130114955A/ko not_active Application Discontinuation
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170032928A (ko) | 2015-09-15 | 2017-03-24 | (주)위시스 | 박형 커버 글라스의 사이드 에지 연마장치 |
| CN105904305A (zh) * | 2016-04-13 | 2016-08-31 | 成都梓楠家具有限公司 | 一种定位稳固的磨边设备 |
| US11888101B2 (en) | 2018-07-16 | 2024-01-30 | Samsung Electronics Co., Ltd. | Display panel |
| WO2020072405A1 (en) * | 2018-10-04 | 2020-04-09 | Corning Incorporated | Systems and methods for forming multi-section displays |
| CN113039040A (zh) * | 2018-10-04 | 2021-06-25 | 康宁公司 | 用于形成多区段显示器的系统和方法 |
| CN110948326A (zh) * | 2019-11-29 | 2020-04-03 | 武汉天马微电子有限公司 | 研磨刀具及用于显示面板的研磨方法、显示面板及装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6048654B2 (ja) | 半導体ウェーハの製造方法 | |
| KR101905199B1 (ko) | 범프가 부착된 디바이스 웨이퍼의 가공 방법 | |
| KR20130114955A (ko) | 박형 글라스 연마 방법 | |
| JP5949334B2 (ja) | 貼り合わせ基板、及び製造方法 | |
| JP6956788B2 (ja) | 基板処理方法及び基板処理システム | |
| KR20200060654A (ko) | 원장보호필름의 박리방법 및 유기발광 표시장치의 제조방법 | |
| JP6109551B2 (ja) | 液晶パネル研磨方法 | |
| US10804131B2 (en) | Carrier plate removing method | |
| US10384324B2 (en) | Methods for strengthening edges of laminated glass articles and laminated glass articles formed therefrom | |
| KR20210076434A (ko) | 폴더블 커버 유리 및 그의 제조방법 | |
| TWI716931B (zh) | 太鼓晶圓環形切割製程方法 | |
| TWI448358B (zh) | 研磨設備與液晶顯示裝置之研磨方法 | |
| JP2005162519A (ja) | フラットパネルディスプレイ用ガラス基板の切断分離面の研磨方法、フラットパネルディスプレイ用ガラス基板及びフラットパネルディスプレイ | |
| CN106098865B (zh) | 一种改善led用蓝宝石衬底研磨掉边的方法 | |
| JP2007001789A (ja) | ガラス表面の研磨方法 | |
| KR20200133022A (ko) | 웨이퍼의 가공 방법 | |
| JP2009053626A (ja) | 表示パネルの製造方法 | |
| KR101960847B1 (ko) | 평판표시장치 및 이의 제조 방법 | |
| JP2010132529A (ja) | ガラス基板を有する電子装置の製造方法 | |
| JP2010113338A (ja) | Fpd用ガラス基板の製造方法 | |
| TWI458004B (zh) | 薄化晶圓的方法 | |
| JP2014089295A (ja) | 貼り合わせ基板の製造方法 | |
| KR19990074542A (ko) | 액정 표시 패널 연마 장치 및 이를 이용한 액정 표시 장치의 제조 방법 | |
| JP4615936B2 (ja) | 積層型の光学素子の製造方法 | |
| TW201914973A (zh) | 用於處理設備的設備與方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |