KR20130028362A - Apparatus for camera module continous test and focus adjustment having position detecting function - Google Patents
Apparatus for camera module continous test and focus adjustment having position detecting function Download PDFInfo
- Publication number
- KR20130028362A KR20130028362A KR1020110091860A KR20110091860A KR20130028362A KR 20130028362 A KR20130028362 A KR 20130028362A KR 1020110091860 A KR1020110091860 A KR 1020110091860A KR 20110091860 A KR20110091860 A KR 20110091860A KR 20130028362 A KR20130028362 A KR 20130028362A
- Authority
- KR
- South Korea
- Prior art keywords
- camera module
- inspection
- unit
- focusing
- focus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M11/00—Testing of optical apparatus; Testing structures by optical methods not otherwise provided for
- G01M11/02—Testing optical properties
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/26—Measuring arrangements characterised by the use of optical techniques for measuring angles or tapers; for testing the alignment of axes
- G01B11/27—Measuring arrangements characterised by the use of optical techniques for measuring angles or tapers; for testing the alignment of axes for testing the alignment of axes
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03B—APPARATUS OR ARRANGEMENTS FOR TAKING PHOTOGRAPHS OR FOR PROJECTING OR VIEWING THEM; APPARATUS OR ARRANGEMENTS EMPLOYING ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ACCESSORIES THEREFOR
- G03B17/00—Details of cameras or camera bodies; Accessories therefor
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03B—APPARATUS OR ARRANGEMENTS FOR TAKING PHOTOGRAPHS OR FOR PROJECTING OR VIEWING THEM; APPARATUS OR ARRANGEMENTS EMPLOYING ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ACCESSORIES THEREFOR
- G03B43/00—Testing correct operation of photographic apparatus or parts thereof
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Automatic Focus Adjustment (AREA)
- Accessories Of Cameras (AREA)
Abstract
본 발명은 카메라모듈 연속 검사 및 초점 조정 장치에 관한 것으로서, 특히 디지털 카메라나 핸드폰 등에 장착되는 카메라 모듈에 대한 이미지 검사, 초점 검사 및 초점 조정을 하나 이상의 카메라 모듈에 대해 연속적으로 수행하되, 위치검출을 통해 정밀한 검사 및 초점 조정을 지원하는 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치에 관한 것이다. 본 발명에 따르면 베이스를 고정하고, 베이스상에 위치하는 초점조정부와 포커싱 챠트부 및 카메라모듈이 안착되는 복수의 카메라모듈 지그의 위치를 조정하는 위치조정부가 비젼부와 레이저부를 통한 카메라모듈의 배치 및 높이 검출을 통해 최적의 위치로 미리 조정될 뿐만 아니라 서로 독립적인 구동에 의해 위치가 조정되므로 진동을 최소화하여 초점 조정 및 검사와 이미지 검사의 정밀도를 크게 향상시킴과 동시에 하나의 카메라 모듈에 대한 초점 조정 및 검사 과정 중에 다른 카메라모듈에 대한 이미지 검사 및 새로운 카메라모듈의 탈부착을 동시 실시하여 검사의 연속성을 보장함으로써 검사 시간을 단축시키며, 검사 효율을 크게 높이는 효과가 있다.The present invention relates to a camera module continuous inspection and focusing apparatus, and in particular, image inspection, focus inspection, and focus adjustment for the camera module mounted on a digital camera or a mobile phone to continuously perform at least one camera module, the position detection The present invention relates to a camera module continuous inspection and focusing device having a position detection function that supports precise inspection and focus adjustment. According to the present invention, the positioning unit for fixing the base, and adjusting the position of the focusing unit positioned on the base, the focusing chart unit, and the plurality of camera module jigs on which the camera module is seated is arranged through the vision unit and the laser unit; Not only is it pre-adjusted to the optimum position through height detection, but also the position is adjusted by independent driving, which minimizes vibration, greatly improving the accuracy of focusing and inspection and image inspection, and simultaneously focusing and During the inspection process, by performing image inspection on the other camera module and detaching and attaching a new camera module at the same time, it is possible to shorten the inspection time and greatly increase the inspection efficiency by ensuring the continuity of inspection.

Description
본 발명은 카메라모듈 연속 검사 및 초점 조정 장치에 관한 것으로서, 특히 디지털 카메라나 핸드폰 등에 장착되는 카메라 모듈에 대한 이미지 검사, 초점 검사 및 초점 조정을 하나 이상의 카메라 모듈에 대해 연속적으로 수행하되, 위치검출을 통해 정밀한 검사 및 초점 조정을 지원하는 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치에 관한 것이다.
The present invention relates to a camera module continuous inspection and focusing apparatus, and in particular, image inspection, focus inspection, and focus adjustment for the camera module mounted on a digital camera or a mobile phone to continuously perform at least one camera module, the position detection The present invention relates to a camera module continuous inspection and focusing device having a position detection function that supports precise inspection and focus adjustment.
일반적으로, 디지털 카메라나 핸드폰용 카메라에 사용되는 카메라 모듈은 이미지센서가 장착된 하우징과, 이미지센서의 전방에 장착된 렌즈로 구성되어, 렌즈를 통해 들어온 이미지를 이미지센서로 디지털화할 수 있도록 구성된다.2. Description of the Related Art Generally, a camera module used in a digital camera or a mobile phone camera is composed of a housing equipped with an image sensor and a lens mounted in front of the image sensor, and is configured to digitize an image received through the lens with an image sensor .
이러한 카메라 모듈의 종류는 크게 FF(Fixed Focus Type)형과 AF(Auto Focus Type)형으로 구분할 수 있다. FF형은 하나의 초점거리로 고정된 모듈이고, AF형은 기본적인 고정 초점거리는 정해져 있으나, 전류 또는 전압을 렌즈부에 인가하여 렌즈부내에 구성된 Actuator(구동기)를 작동시켜 초점거리를 변화시킬 수 있는 모듈이다. AF형 카메라 모듈은 다수 개의 렌즈로 렌즈계를 구성하고 있으며, VCM(Voice Coil Motor)등의 구동기가 구비되어 있어서, 각각의 렌즈를 이동시켜 그 상대거리를 변화시킴으로써 광학적인 초점거리를 조절하도록 구성된다.
These camera modules can be classified into FF (Fixed Focus Type) type and AF (Auto Focus Type) type. The FF type is a fixed module with one focal length, and the AF type has a fixed fixed focal length. However, the focal length can be changed by applying an electric current or voltage to the lens to operate an actuator configured in the lens. Module. The AF type camera module is composed of a lens system composed of a plurality of lenses, and is equipped with a driver such as a voice coil motor (VCM), and is configured to adjust the optical focal length by moving each lens to change its relative distance. .
상기 카메라 모듈은 디지털 카메라나 핸드폰에 장착하기 전 카메라 모듈 자체의 정상 유무 및 상기 광학적인 초점거리의 조정 과정을 수행한다.The camera module performs the process of adjusting the optical focal length and the normal state of the camera module before mounting the camera module in a digital camera or a mobile phone.
즉, 렌즈와 이미지센서의 이격된 간격의 차이에 따라, 이미지센서로 입력되는 화상의 선명도, 색감, 명암 등이 설정되므로, 일정하고 명확한 이미지를 얻기 위해서 카메라모듈 검사 및 초점 조정 장치를 이용하여 카메라 모듈의 정상적인 작동 여부를 검사하는 과정 및 초점의 이상 유무를 판단한 후 초점에 이상이 있을 경우 초점을 조절하는 조정 과정을 수행하여 출하하는 것이다.
In other words, the sharpness, color, and contrast of the image input to the image sensor are set according to the difference between the lens and the image sensor spaced apart, so that the camera using the camera module inspection and focusing device to obtain a constant and clear image After checking whether the module is operating normally and determining whether there is a problem with the focus, if there is a problem with the focus, it is shipped by performing an adjustment process to adjust the focus.
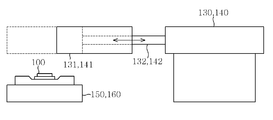
도 1은 일반적인 카메라 모듈 검사 및 초점 조정 장치의 구성도로서, 본체(10)에, 카메라모듈(7)을 거치하는 거치대(6)와, 이 거치대(6)의 상측에 배치되어 카메라모듈(7)로 촬영할 수 있도록 된 촬영대상물(1)과, 상기 거치대(6)에 거치된 카메라모듈(7)에 연결되는 영상처리장치가 구비된다. 이때, 상기 촬영대상물(1)은 카메라모듈(7)의 초점거리에 맞게 거치대(6)로부터 일정거리 이격되어 배치되며, 영상처리장치는 상기 거치대(6)에 카메라모듈(7)을 거치한 상태에서 카메라 모듈(7)에 연결되도록 구성된다.1 is a block diagram of a general camera module inspection and focusing apparatus, which is mounted on a
이러한 카메라 모듈 검사 및 초점 조정 장치에서 상기 카메라 모듈(7)의 초점 검사를 하기 위해서는 카메라모듈(7)의 초점거리만큼 상기 거치대(6)와 촬영대상물(1)의 거리가 확보되어야 하므로, 본체(10)의 크기가 매우 커지게 된다. 따라서, 최근에는, 카메라모듈(7)이 거치되는 거치대(6)의 상부에 광학계(5)를 설치하여 카메라모듈(7)의 초점거리를 줄임으로써, 촬영대상물(1)을 카메라모듈(7)에 가까이 배치하여 본체(10)의 크기를 줄일 수 있는 카메라 모듈 검사 및 초점 조정 장치가 개발되어 널리 사용되고 있다.
In order to perform the focus inspection of the camera module 7 in the camera module inspection and focusing device, the distance between the
상기 카메라 모듈 검사 및 초점 조정 장치를 이용한 구체적인 검사 과정은 카메라 모듈에 대한 오픈/숏 검사, 전원 라인의 저항값 측정, 소비전류 검사, 입출력 누설 전류검사 등이 있으며, 이를 통해 카메라 모듈의 불량 여부를 판정하게 된다.Specific inspection procedures using the camera module inspection and focusing apparatus include an open / short inspection of the camera module, a resistance value measurement of a power line, a current consumption test, an input / output leakage current test, and the like. It is determined.
또한, 카메라 모듈의 출하 전에 수행하는 초점 검사 및 조정 과정으로는 특정 고정초점거리에 맞도록 렌즈를 정밀 회전시켜 체결깊이를 결정하는 고정 포커싱 조정, 이미지 검사, AF 구동 검사 등이 있다. 상기 포커싱은 렌즈의 고정 초점을 검사하는 과정이고, 이미지 검사는 카메라 모듈의 출력이미지를 정밀 분석하여 센서 내 단위픽셀의 결함 내지는 스크래치나 파티클 등의 결함이 있는지를 검사하는과정이며, AF 구동 검사는 카메라 모듈 자체가 가진 VCM 등의 구동부를 작동시켜 구현하는 자동초점 기능의 동작이상 유무를 검사하는 과정이다.
In addition, focus inspection and adjustment processes performed before shipment of the camera module include fixed focusing adjustment, image inspection, and AF driving inspection to determine the depth of engagement by precisely rotating the lens to fit a specific fixed focal length. The focusing is a process of inspecting the fixed focus of the lens, and the image inspection is a process of inspecting the output image of the camera module for defects or defects of unit pixels or scratches or particles in the sensor. It is a process to check whether there is a malfunction of the auto focus function that is implemented by operating a driving unit such as VCM which the camera module itself has.
그런데, 종래에는 단일의 카메라모듈 검사 및 초점조정장치에서 하나의 카메라 모듈에 대해서만 검사 및 조정 과정을 수행할 수 있기 때문에 동시에 복수의 카메라 모듈에 대한 연속적인 검사 및 조정 과정이 불가하여, 다수의 카메라 모듈의 검사를 수행해야할 경우 검사 시간이 오래 걸리고 이로 인해 검사 수율이 떨어지는 문제점이 있었다.However, in the related art, since a single camera module can be inspected and adjusted only by a single camera module inspection and focusing device, a continuous inspection and adjustment process for a plurality of camera modules is not possible at the same time. If the module needs to be inspected, the test takes a long time, which causes a problem in that the test yield drops.
또한, 카메라 모듈에 대하여 초점 조정을 하기 위해서는 초점 조정을 위한 콜렛을 검사하고자 하는 카메라 모듈의 렌즈에 가까이 하강시켜 초점 검사 및 조정을 수행하여야 하는데, 콜렛을 하강시키는 과정에서 콜렛과 카메라모듈의 안정적인 접촉을 위한 정밀 조정이 불가하여, 렌즈에 대한 콜렛의 접촉압력 때문에 정확한 초점측정이 어려워 초점의 조정이 불량하게 되는 경우가 발생하거나, 상기 콜렛이 과도하게 하강하게 되는 경우 카메라 모듈의 렌즈가 파손되는 경우가 종종 발생하는 문제점이 있었다.In addition, in order to focus on the camera module, the collet for focusing should be lowered closer to the lens of the camera module to be inspected to perform focus inspection and adjustment. In this case, it is difficult to precisely measure the focus due to the contact pressure of the collet on the lens because the contact pressure of the collet is poor, or the lens of the camera module is damaged when the collet is excessively lowered. There was a problem that often occurs.
이외에도, 콜렛은 하단에 노브가 형성되며, 상기 노브가 상기 카메라모듈의 상단에 형성된 배럴의 홈과 결합되어 상기 콜렛이 회전하면서 상기 배럴을 회전시켜 카메라모듈의 렌즈 위치를 조절하게 되는데, 상기 노브와 홈을 정밀하게 결합시키는 과정이 어려워 보통 수동작업으로 카메라모듈의 노브와 배럴의 홈이 맞물리도록 배치시킨다.In addition, the collet is formed with a knob at the bottom, the knob is coupled to the groove of the barrel formed on the top of the camera module to rotate the barrel while the collet is rotated to adjust the lens position of the camera module. The process of precisely combining the grooves is difficult, so it is usually arranged to manually engage the knob of the camera module with the groove of the barrel.
이와 같은, 수동작업으로 카메라모듈을 거치시키고 홈과 노브를 상호 맞물리도록 배치하는 경우 정밀도가 상당히 떨어져 콜렛이 하강하면서 진동에 의해 카메라모듈이 원래 위치에서 이탈하여 노브와 홈이 상호 엇갈리게 접촉하는 경우가 상당하여 이를 다시 재조정하는 등의 비효율적인 작업 시간이 추가되게 되므로 역시 검사 시간이 오래 걸려 제품 수율이 떨어지며 정밀 측정의 효율을 떨어뜨리는 문제점을 야기한다.When mounting the camera module by manual operation and arranging the groove and the knob to interlock with each other, the collet falls and the camera module is separated from the original position due to vibration because the precision is considerably lowered, and the knob and the groove come into contact with each other. This adds inefficient work time, such as readjustment, which results in a long inspection time, resulting in poor product yield and poor precision measurement.
더하여, 초점 검사 과정에서 카메라 모듈의 스펙에 따라 광학계, 촬영대상물 또는 카메라모듈간의 간격이 상이해 지는데 이에 대한 정렬이 제대로 이루어지지 않을 경우, 화각 유의차에 따른 검사의 오류가 발생하여 정확한 검사 및 초점 조정이 이루어지지 않는 문제점이 있었다.In addition, if the distance between the optical system, the object, or the camera module is different according to the specification of the camera module during the focus inspection process, and the alignment is not done properly, an error of the inspection according to the difference of angle of view occurs, so that the accurate inspection and focus There was a problem that no adjustment was made.
특히, 상기와 같은 기존 카메라모듈의 검사 및 초점조정 장치는 초점을 맞추어가는 과정에서 상기 카메라모듈 상부에 위치한 배럴을 회전시키기 위해 상기 콜렛을 반복적으로 승하강시키는 것이 요구되므로, 콜렛에 의한 배럴의 회전 이후 카메라모듈의 위치가 틀어질때마다 교정하는 작업이 요구되어 검사 및 초점조정의 작업 시간을 더욱 증가시키므로, 콜렛의 승하강에 따라 여러가지 문제점이 발생한다.
In particular, the inspection and focusing apparatus of the existing camera module as described above is required to repeatedly raise and lower the collet in order to rotate the barrel located above the camera module in the process of focusing, rotation of the barrel by the collet Afterwards, since corrective work is required every time the camera module is displaced, the work time of inspection and focus adjustment is further increased, and various problems occur as the collet moves up and down.
상술한 문제점을 해결하기 위하여 본 발명은 카메라 모듈과 콜렛을 거치하는 베이스를 고정하고, 촬영대상물의 위치를 가변하여 진동에 의한 카메라모듈의 위치이탈을 방지하고 교체 작업이 용이하게 이루어지도록 함으로써 검사 및 초점조정 과정의 시간과 효율을 크게 높일 수 있는 장치를 제공하는데 그 목적이 있다.In order to solve the above problems, the present invention is fixed by the base for mounting the camera module and the collet, by varying the position of the shooting object to prevent the deviation of the position of the camera module by vibration and to facilitate the replacement and inspection and The purpose is to provide a device that can greatly increase the time and efficiency of the focusing process.
또한, 본 발명은 콜렛과 카메라모듈 사이의 배치 간격을 측정하여 배럴의 높이를 검출하고 이에 따라 콜렛의 하강정도를 정밀 제어함으로써, 콜렛에 의한 접촉 압력을 제거하는 동시에 초점조점을 위한 카메라모듈의 회전이 정확하게 이루어지도록 하는 장치를 제공하는데 그 목적이 있다.In addition, the present invention by measuring the interval between the collet and the camera module to detect the height of the barrel and thereby precisely control the degree of falling of the collet, thereby removing the contact pressure caused by the collet and at the same time rotation of the camera module for focusing It is an object of the present invention to provide a device for precisely this.
더하여, 본 발명은 기존의 초점 조정과 검사를 위하여 콜렛의 승하강 과정이 반복되는 것을 배제하여 검사 및 초점조정 과정의 시간을 크게 단축시킴과 동시에 콜렛에 의한 배럴의 회전에 따라 야기되는 카메라모듈의 틀어짐이나 화각유의차와 같은 여러가지 문제점을 해소할 수 있는 장치를 제공하는데 그 목적이 있다.In addition, the present invention eliminates the repetition of the collet raising and lowering for the conventional focusing and inspection, which greatly shortens the time of the inspection and focusing process and at the same time causes the camera module to be caused by the rotation of the barrel by the collet. The object of the present invention is to provide a device that can solve various problems such as distortion and angle of view.
이외에도, 본 발명은 카메라모듈 상부에 회전을 위한 배럴을 자동 인식하고 배럴의 위치를 기준으로 카메라모듈이 안착하는 카메라모듈 지그의 위치를 조정할 수 있도록 하여, 콜렛에 구비된 노브가 정확히 상기 배럴의 홈에 맞물리도록 함으로써 검사 및 초점 조정시간을 단축하는 동시에 검사정확성 및 신뢰성을 크게 향상시키는 장치를 제공하는데 그 목적이 있다.
In addition, the present invention to automatically recognize the barrel for rotation on the top of the camera module and to adjust the position of the camera module jig seating the camera module based on the position of the barrel, the knob provided in the collet is exactly the groove of the barrel The purpose of the present invention is to provide an apparatus for greatly improving inspection accuracy and reliability while reducing inspection and focusing time.
상기한 목적을 달성하기 위한 본 발명에 따른 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치는 광원 및 포커싱 챠트를 제공하는 포커싱 챠트부와, 상기 포커싱 챠트를 이용하여 카메라 모듈의 초점 조정을 수행하고 콜렛을 이용하여 상기 카메라 모듈의 초점 거리를 조정하는 초점조정부와, 상기 초점조정부로부터 좌,우로 소정 거리만큼 각각 이격 배치되어 이미지검사를 수행하는 제 1 이미지검사부와 제 2 이미지검사부와, 카메라 모듈이 안착된 제 1 카메라 모듈 지그와 제 2 카메라 모듈 지그를 상기 소정 거리만큼 이격 배치하여 좌,우로 이송하는 카메라 모듈 거치부와, 상기 카메라모듈 지그에 안착되는 상기 카메라모듈에 구비된 배럴의 배치를 검출하는 비젼부와, 상기 배럴의 높이를 검출하는 레이저부를 포함하되, 상기 비젼부와 레이저부에 의한 카메라모듈에 구비된 상기 배럴의 배치 및 높이에 따라 상기 초점조정부의 콜렛에 구성된 노브가 상기 배럴의 홈에 비접촉 상태로 맞물리도록 상기 초점조정부의 콜렛 위치를 회전 및 승하강 조절한 후 상기 초점조정부를 통한 초점 조정을 실시하며, 상기 제 1 및 제 2 카메라모듈 지그 중 어느 하나에 대하여 초점 조정을 수행하는 중에 상기 제 1 및 제 2 카메라모듈 지그 중 다른 하나에 대하여 이미지 검사를 수행하는 것을 특징으로 할 수 있다.The camera module continuous inspection and focusing device having a position detection function according to the present invention for achieving the above object is a focusing chart unit for providing a light source and a focusing chart, and focusing of the camera module using the focusing chart. A focus adjusting unit for adjusting a focal length of the camera module by using a collet, a first image inspecting unit and a second image inspecting unit arranged to be spaced apart from each other by a predetermined distance from the focus adjusting unit and performing an image inspection; A camera module mounting unit for disposing the first camera module jig and the second camera module jig on which the module is seated by the predetermined distance, and transferring them to the left and right, and the arrangement of the barrel provided in the camera module seated on the camera module jig. Vision unit for detecting the; and Laser unit for detecting the height of the barrel, the vision And adjusts the collet position of the focus adjuster to move up and down so that the knob configured to collet the collet of the focus adjuster in a non-contact state according to the arrangement and height of the barrel provided in the camera module by the laser unit. Then, focus is adjusted through the focus adjusting unit, and image inspection is performed on the other of the first and second camera module jig while performing the focus adjustment on any one of the first and second camera module jig. It can be characterized by.
이때, 상기 카메라 모듈 거치부가 좌우로 반복하여 이송되며, 상기 이미지 검사 또는 초점 조정을 반복 수행하여 복수의 카메라 모듈의 검사를 연속적으로 수행하는 것을 특징으로 할 수 있다.In this case, the camera module holder may be repeatedly transported from side to side, and the inspection of the plurality of camera modules may be continuously performed by repeatedly performing the image inspection or the focus adjustment.
또한, 소정의 레일과 연동하여 상기 카메라모듈 거치부를 좌우로 이송하고, 상기 비젼부의 상기 배럴에 대한 배치 검출에 따라 상기 카메라모듈 거치부의 전후 또는 좌우의 위치를 조정하는 위치조정부를 더 포함할 수 있다.The apparatus may further include a position adjusting unit which moves the camera module mounting unit left and right in association with a predetermined rail and adjusts the front, rear, left and right positions of the camera module mounting unit according to the arrangement detection of the barrel of the vision unit. .
이때, 상기 위치조정부는 상기 비젼부의 상기 배럴에 대한 배치 검출에 따라 상기 카메라 모듈 거치부의 위치를 조정하여 상기 제 1 카메라 모듈 또는 제 2 카메라 모듈이 상기 제 1 이미지검사부, 제 2 이미지검사부 또는 초점조정부와의 검사시 화각 유의차를 없애도록 정렬시키는 것을 특징으로 할 수 있다.In this case, the position adjusting unit adjusts the position of the camera module mounting unit according to the arrangement detection of the barrel of the vision unit so that the first camera module or the second camera module is the first image inspecting unit, the second image inspecting unit, or the focus adjusting unit. It can be characterized in that the alignment to eliminate the significant difference in angle of view when inspecting.
한편, 초점조정부의 승하강을 안내하는 레일이 구비된 제 1 지지부를 더 포함하며, 상기 제 1 지지부는 상기 카메라모듈과 초점조정부의 정렬이 완료된 시점에 하강시켜 초점조정부의 검사 완료 후 승강시키며, 하강시 상기 레이저부의 배럴에 대한 높이 검출에 따라 상기 콜렛에 구비된 노브가 상기 배럴의 홈과 비접촉으로 맞물리는 위치로 하강시키는 것을 특징으로 할 수 있다.On the other hand, further comprising a first support provided with a rail for guiding the lifting of the focus adjustment unit, the first support is lowered when the alignment of the camera module and the focus adjustment unit is completed, the lifting after the inspection of the focus adjustment unit, When descending, the knob provided in the collet may be lowered to a non-contacting position with the groove of the barrel according to the height detection of the barrel of the laser unit.
또한, 상기 초점조정부는 카메라모듈의 초점조절시 상기 콜렛의 회전에 따라 상기 노브와 상기 배럴의 홈을 접촉시켜 배럴의 회전을 유도하며, 초점 검사시 상기 노브를 다시 상기 배럴의 홈과 비접촉 상태로 위치시킬 수 있다.In addition, the focusing unit may be in contact with the knob and the groove of the barrel in accordance with the rotation of the collet to adjust the focus of the camera module to induce the rotation of the barrel, and when the focus check the knob in contact with the groove of the barrel again Can be located.
더하여, 상기 포커싱 챠트부의 승하강을 안내하는 레일이 본체에 구비되며, 상기 본체의 적어도 일부가 레일에 의해 좌,우로 이송되는 제 2 지지부를 더 포함할 수 있다.In addition, a rail for guiding the lifting and lowering of the focusing chart part may be provided in the main body, and at least a part of the main body may further include a second support part which is transferred left and right by the rail.
이때, 상기 제 2 지지부는 상기 비젼부와 레이저부에 의한 상기 카메라모듈과 초점조정부의 정렬에 따라 검사시 화각 유의차를 없애도록 상기 포커싱 챠트부를 정렬시킬 수 있다.In this case, the second support part may align the focusing chart part so as to eliminate a significant difference in angle of view during inspection according to the alignment of the camera module and the focus adjusting part by the vision part and the laser part.
또한, 상기 제1 이미지검사부 또는 제2 이미지검사부는 다음 검사 이전 자동으로 내장된 실린더를 신장시켜 검사 대상 카메라 모듈과 이미지 검사 헤드를 정렬시키고, 검사 종료 후 상기 실린더를 축소시킬 수 있다.In addition, the first image inspecting unit or the second image inspecting unit may extend the cylinder embedded automatically before the next inspection, align the inspection camera module with the image inspection head, and reduce the cylinder after the inspection ends.
한편, 상기 초점조정부는 자동 초점 검사 및 초점 조정을 수행하며, 상기 제1 카메라 모듈 지그와 제2 카메라 모듈 지그에 카메라 모듈이 안착되어 센서에 전류가 인가되면, OST 또는 전류 검사를 수행할 수 있다.On the other hand, the focusing unit performs an auto focus check and focus adjustment, and when the camera module is mounted on the first camera module jig and the second camera module jig and a current is applied to the sensor, the focus unit may perform an OST or a current test. .
또한, 상기 제 1 이미지검사부 또는 제 2 이미지검사부는 쉐이딩 검사, 이미지 이물 검사, 흑점 검사, 색점 검사, FPN 검사 중 적어도 하나 이상의 검사를 수행할 수 있다.
The first image inspecting unit or the second image inspecting unit may perform at least one inspection among a shading inspection, an image foreign matter inspection, a black spot inspection, a color spot inspection, and an FPN inspection.
본 발명에 따르면 베이스를 고정하고, 베이스상에 위치하는 초점조정부와 포커싱 챠트부 및 카메라모듈이 안착되는 복수의 카메라모듈 지그의 위치를 조정하는 위치조정부가 비젼부와 레이저부를 통한 카메라모듈의 배치 및 높이 검출을 통해 최적의 위치로 미리 조정될 뿐만 아니라 서로 독립적인 구동에 의해 위치가 조정되므로 진동을 최소화하여 초점 조정 및 검사와 이미지 검사의 정밀도를 크게 향상시킴과 동시에 하나의 카메라 모듈에 대한 초점 조정 및 검사 과정 중에 다른 카메라모듈에 대한 이미지 검사 및 새로운 카메라모듈의 탈부착을 동시 실시하여 검사의 연속성을 보장함으로써 검사 시간을 단축시키며 검사 효율을 크게 높이는 효과가 있다.According to the present invention, the positioning unit for fixing the base, and adjusting the position of the focusing unit positioned on the base, the focusing chart unit, and the plurality of camera module jigs on which the camera module is seated is arranged through the vision unit and the laser unit; Not only is it pre-adjusted to the optimum position through height detection, but also the position is adjusted by independent driving, which minimizes vibration, greatly improving the accuracy of focusing and inspection and image inspection, and simultaneously focusing and During the inspection process, it is possible to reduce the inspection time and greatly increase the inspection efficiency by performing image inspection on another camera module and detaching and attaching a new camera module at the same time.
또한, 본 발명은 콜렛과 카메라모듈 사이의 배치 간격을 측정하여 배럴의 높이를 결정한 후 콜렛의 하강정도를 정밀 제어함으로써, 콜렛에 의한 접촉 압력을 제거하는 동시에 초점조점을 위한 카메라모듈의 회전이 정확하게 이루어지도록 하여 검사 정밀도를 더욱 향상시키는 효과가 있다.In addition, the present invention by determining the height of the barrel by measuring the distance between the collet and the camera module to precisely control the falling degree of the collet, while removing the contact pressure caused by the collet while at the same time the rotation of the camera module for the focus point accurately It is effective to further improve the inspection precision.
더하여, 본 발명은 초점 조정 및 검사가 초점조정부가 하강하여 원래 위치를 유지한 상태에서 지속적으로 이루어지므로, 초점조정부의 콜렛의 반복적인 승하강에 따라 야기되는 카메라모듈의 위치이탈이나 화각유의차와 같은 문제점을 해결하는 효과가 있다.In addition, the present invention, since the focus adjustment and inspection is made continuously in the state in which the focus adjustment unit is lowered to maintain the original position, the difference between the positional deviation of the camera module caused by the repeated ascending and descending of the collet of the focus adjustment unit It is effective to solve the same problem.
이외에도, 본 발명은 카메라모듈 상부에 회전을 위한 배럴을 자동 인식하고 배럴의 배치를 기준으로 카메라모듈이 안착하는 카메라모듈 지그의 위치를 조정할 수 있도록 하여, 콜렛에 구비된 노브가 정확히 상기 배럴의 홈에 맞물리도록 함으로써 검사 및 초점 조정시간을 단축하는 동시에 검사정확성 및 신뢰성을 크게 향상시키는 효과가 있다.
In addition, the present invention is to automatically recognize the barrel for rotation on the top of the camera module and to adjust the position of the camera module jig seating the camera module based on the arrangement of the barrel, the knob provided in the collet is exactly the groove of the barrel In this case, the inspection and focusing time can be shortened, and inspection accuracy and reliability can be greatly improved.
도 1은 일반적인 카메라모듈 검사 및 초점조정장치의 구성도.
도 2 내지 도 3은 본 발명의 실시 예에 따른 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점조정장치의 구성도.
도 4는 본 발명의 실시예에 따른 제 1 및 제 2 이미지 검사부의 동작 예시도.
도 5는 본 발명의 실시예에 따른 초점조정부와 제 1 지지부의 상세 구성도.
도 6은 본 발명의 실시예에 따른 위치조정부와 제 1 및 제 2 카메라모듈 지그의 상세 구성도.
도 7은 본 발명의 실시예에 따른 포커싱 챠트부와 제 2 지지부의 상세 구성도.
도 8은 본 발명의 실시예에 따른 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점조정장치의 동작 예시도.
도 9는 본 발명의 실시예에 따른 레이저부와 비젼부를 이용한 콜렛 위치조정에 대한 예시도.
도 10은 본 발명의 실시예에 따른 초점조정부의 하강에 따른 콜렛의 노브와 배럴의 홈의 위치를 도시한 예시도.
도 11은 본 발명의 실시예에 따른 콜렛의 회전에 따른 노브와 배럴의 홈 사이의 동작 예시도.1 is a block diagram of a general camera module inspection and focusing device.
2 to 3 is a configuration diagram of a camera module continuous inspection and focusing apparatus having a position detection function according to an embodiment of the present invention.
4 is an exemplary view illustrating the operation of the first and second image inspecting units according to an exemplary embodiment of the present invention.
5 is a detailed configuration diagram of the focusing unit and the first support unit according to the embodiment of the present invention;
Figure 6 is a detailed configuration of the position adjusting unit and the first and second camera module jig according to an embodiment of the present invention.
7 is a detailed configuration diagram of a focusing chart part and a second support part according to an embodiment of the present invention;
8 is an exemplary view illustrating an operation of a camera module continuous inspection and focusing device having a position detection function according to an embodiment of the present invention.
Figure 9 is an illustration of the collet position adjustment using the laser unit and the vision unit according to an embodiment of the present invention.
10 is an exemplary view showing the position of the knob of the collet and the groove of the barrel according to the lowering of the focusing unit according to the embodiment of the present invention.
11 is a view illustrating operation between the knob and the groove of the barrel according to the rotation of the collet according to the embodiment of the present invention.
상기한 바와 같은 본 발명을 첨부된 도면들과 실시예들을 통해 상세히 설명하도록 한다.BRIEF DESCRIPTION OF THE DRAWINGS The above and other objects, features and advantages of the invention will become more apparent from the following detailed description of the present invention when taken in conjunction with the accompanying drawings.
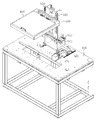
도 2 내지 도 3은 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치의 상세 구성도이다.2 to 3 is a detailed configuration of the camera module continuous inspection and focus adjustment apparatus having a position detection function.
상기 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치는 도시된 바와 같이, 광원 및 포커싱 챠트를 제공하는 포커싱 챠트부(400), 상기 포커싱 챠트부(400)를 이용하여 카메라 모듈의 초점 조정 및 검사를 수행하고 콜렛을 이용하여 상기 카메라 모듈의 초점 거리를 조절하는 초점조정부(300), 상기 초점조정부(300)로부터 좌,우로 소정 거리만큼 각각 이격 배치되어 이미지검사를 수행하는 제 1 이미지검사부(130)와 제 2 이미지검사부(140), 카메라 모듈이 안착된 제 1 카메라 모듈 지그(150)와 제 2 카메라 모듈 지그(160)를 상기 소정 거리만큼 이격 배치하여 좌,우로 이송하는 카메라 모듈 거치부(800), 상기 카메라모듈 지그(150, 160)에 안착된 상기 카메라모듈의 배럴 배치를 검출하는 비젼부(110), 상기 카메라모듈 지그에 안착된 배럴의 높이를 검출하는 레이저부(120)를 포함하되, 상기 비젼부(110)와 레이저부(120)에 의해 검출되는 상기 배럴의 배치 및 높이에 따라 상기 초점조정부(300)의 콜렛(320)에 구성된 노브가 상기 배럴에 비접촉 상태로 맞물리도록 상기 초점조정부(300)의 콜렛을 회전 및 승하강 조절한 후 상기 초점조정부(300)를 통한 초점 조정 및 검사를 실시하며, 상기 제 1 및 제 2 카메라모듈 지그(150, 160) 중 어느 하나에 대하여 초점 조정 및 검사를 수행하는 중에 상기 제 1 및 제 2 카메라모듈 지그(150, 160) 중 다른 하나에 대하여 이미지 검사를 수행한다.The camera module continuous inspection and focus adjustment device having the position detection function, as shown, focusing
상기 초점 조정 과정에는 상기 초점조정부(300)가 초점 거리를 검사하고 조정하는 과정이 포함된다.The focus adjusting process includes a process of checking and adjusting the focal length by the
상기 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점조정장치는 오픈/숏 검사(OST: Open / Short Test, 이하 OST라고 함), 전류 검사(Current Test), 자동 초점 검사 및 조정(Auto Focusing Test), 이미지 검사(Image Test)를 진행한다.The camera module continuous inspection and focusing device equipped with the position detection function includes an open / short test (OST: Open / Short Test, OST), a current test, an auto focusing test, and an auto focusing test. ), Proceed to Image Test.
상기 이미지 검사의 예로는 쉐이딩(Shading), 디펙트(Defect: Black, RGB), 블레미쉬(Blemish), FPN 검사 등이 있다.Examples of the image inspection include shading, defect (black, RGB), blemish, and FPN inspection.
본 발명의 실시 예에 따른 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점조정장치는 OST, 전류 검사, 초점 검사 및 조정, 쉐이딩 검사, 이미지 이물 및 흑점, 색점 검사(Image Blemish & Defect Test) 및 FPN 검사를 수행할 수 있으며, 검사의 종류나 순서는 바뀌거나 추가/삭제될 수 있음에 유의한다.Camera module continuous inspection and focusing device equipped with a position detection function according to an embodiment of the present invention OST, current inspection, focus inspection and adjustment, shading inspection, image foreign matter and black spot, color spot inspection (Image Blemish & Defect Test) and Note that the FPN test can be performed and the type or order of the test can be changed or added / deleted.
더하여, 본 발명의 실시예에 따른 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점조정장치는 상기 초점 조정 및 검사 단계 이전에 상기 비젼부(110)를 통한 카메라모듈에 구비된 배럴의 배치 및 상기 레이저부(120)를 통한 배럴의 높이 검출에 따라 검사대상인 카메라모듈의 정확한 위치를 검출하여 초점 조정 및 검사 과정이 정밀하고 신속하게 이루어지도록 한다.
In addition, the camera module continuous inspection and focusing device having a position detection function according to an embodiment of the present invention is the arrangement of the barrel provided in the camera module through the
상술한 이미지 검사와, 초점 조정 및 검사의 효율을 기존보다 더욱 향상시키기 위한 각 구성부의 상세 구성에 대한 실시예를 도 2 내지 도 3을 기반으로 관련 추가 도면들과 함께 상세히 설명하기로 한다.
An embodiment of the detailed configuration of the above-described image inspection and each component for further improving the efficiency of focusing and inspection will be described in detail with the related additional drawings based on FIGS. 2 to 3.
우선, 상기 제 1 및 제 2 카메라모듈 지그(150, 160)는 도시된 바와 같이 상기 카메라모듈이 안착되는 공간을 제공하며, 상기 카메라모듈에 구비된 배럴을 외부로 노출시키는 동시에 안착된 카메라모듈을 고정시키는 덮개(151, 161)를 제공한다. 이에 따라, 상기 덮개(151, 161)를 회동하여 상기 카메라모듈을 상기 제 1 및 제 2 카메라모듈 지그(150, 160)에 용이하게 탈부착 시킬 수 있으며, 안착된 카메라모듈을 상기 덮개(151, 161)를 통해 고정시킬 수 있다.First, the first and second camera module jig (150, 160) provides a space in which the camera module is seated as shown, and exposes the barrel provided in the camera module to the outside and at the same time the seated camera module Covers 151 and 161 for securing are provided. Accordingly, the camera modules can be easily attached to and detached from the first and second camera module jigs 150 and 160 by rotating the
또한, 상기 제 1 및 제 2 카메라모듈 지그(150, 160)는 상기 카메라모듈 거치부(800)에 소정거리 만큼 이격배치되고, 상기 카메라모듈 거치부(800)는 상기 구성부들이 설치된 베이스(900)상에 위치하는 이송레일(1000)을 통해 좌우로 이동하도록 안내되며, 이에 따라 상기 제 1 및 제 2 카메라모듈 지그(150, 160)를 좌우로 이송한다.
In addition, the first and second camera module jig (150, 160) is spaced apart from the camera
이와 같은 상기 제 1 및 제 2 카메라모듈 지그(150, 160)의 이송에 따라, 상기 각 카메라모듈 지그(150, 160)와 마주보도록 정렬된 구성부가 동작하게 되는데, 우선 상기 제 1 또는 제 2 이미지 검사부(130, 140)는 상기 제 1 및 제 2 카메라모듈 지그(150, 160)가 이송되어 어느 하나가 마주보도록 정렬되면, 해당 카메라모듈 지그에 대하여 이미지 검사를 실시한다.According to the transfer of the first and second
상기 제 1 또는 제 2 이미지 검사부(130, 140)는 도 4에 도시된 바와 같이 이미지 검사의 시작, 종료시 다음 카메라 모듈 교체의 편의를 위해 이미지 검사 헤드(131, 141)가 실린더(132, 142)에 의해 전후로 이송될 수 있다.As shown in FIG. 4, the first or second
즉, 상기 이미지 검사 헤드(131, 141)는 검사 종료 후 실린더(132, 142)가 축소되어 후방으로 이송됨으로써 카메라 모듈 지그(150, 160)에서 카메라 모듈(700)을 탈착하는 작업자의 편의를 도모할 수 있다. That is, the image inspection heads 131 and 141 are designed to be convenient for an operator who detaches the camera module 700 from the
상기 제 1 또는 제 2 이미지검사부(130, 140)는 초점 검사 및 초점 조정 과정이 완료된 카메라 모듈에 대해 이후 이미지 해상도 측정을 위해 다양한 검사를 수행하게 된다.The first or second
일례로, 쉐이딩 검사, 이미지 이물 및 흑점, 색점 검사 및 FPN 검사를 진행하게 되며, 상기 쉐이딩 검사는 전체 크기에 49개 영역을 설정하여 각각의 영역별로 휘도, RGB(Red, Green, Blue)값을 읽어,영역별로 편차값을 이용하여 색감 및 명암 검사를 수행한다. 이는 이미지 이물 및 흑점, 색점 검사와 동시에 수행할 수 있다. 상기 FPN 검사는 영상의 선 노이즈를 판별하며, 가로, 세로 각각 설정이 가능하다.
For example, shading inspection, image foreign matter and black spot, color spot inspection, and FPN inspection are performed, and the shading inspection sets 49 regions in the overall size to display luminance, RGB (Red, Green, Blue) values for each region. Read and test the color and contrast using the deviation value for each area. This can be performed at the same time as the image foreign matter, black spot, color point inspection. The FPN inspection determines line noise of an image, and can be set horizontally and vertically.
또한, 상기 제 1 및 제 2 카메라모듈 지그(150, 160) 중 어느 하나가 상기 비젼부(110)와 마주보도록 정렬되면, 상기 비젼부(110)는 상기 카메라모듈 지그의 외부로 노출된 상기 카메라모듈의 배럴을 감지하게 되며, 상기 배럴의 배치를 검출할 수 있다. 이때, 상기 비젼부는 상기 배럴에 구성된 홈의 배치를 기준으로 배럴의 배치를 검출할 수 있다.In addition, when any one of the first and second
상기 비젼부(110)의 배럴에 대한 배치 검출에 따라 상기 초점조정부(300)는 상기 콜렛(320)의 하부에 구비된 노브가 상기 배럴에 구비된 홈에 맞물리도록 미리 상기 콜렛을 회전시켜 상기 노브의 위치를 미리 조정할 수 있으며, 이에 따라 상기 카메라모듈 지그가 상기 초점조정부(300)와 마주보도록 정렬되는 경우 상기 초점조정부(300)가 바로 하강하여 초점 조절이 이루어지도록 함으로써 초점 조절에 요구되는 작업 시간을 크게 단축시킬 수 있다. 이에 대한 상세한 설명은 이하에서 하기로 한다.
According to the arrangement detection of the barrel of the
한편, 상기 제 1 및 제 2 카메라모듈 지그 중 어느 하나가 상기 레이저부(120)와 마주보도록 정렬되면, 상기 레이저부(120)는 상기 카메라모듈과 상기 초점조정부(300) 사이의 간격을 감지하여 배럴의 높이를 검출할 수 있다. On the other hand, when any one of the first and second camera module jig is aligned to face the
상기 비젼부(110)와 상기 레이저부(120)의 배치 및 높이 검출에 따라 배럴의 위치가 결정되며, 결정된 배럴의 위치에 따라 상기 초점조정부(300)는 콜렛(320)에 구비된 상기 노브가 상기 배럴의 홈과 비접촉으로 상호 맞물리도록 하는 소정의 위치를 결정할 수 있으며, 결정된 위치로 하강하여 노브와 배럴의 홈이 상호 맞물리도록 할 수 있다. The position of the barrel is determined according to the arrangement of the
이와 같은, 노브와 배럴의 홈이 상호 비접촉으로 맞물리도록 하여 기존 콜렛(320)에 의한 접촉압력에 따른 렌즈의 파손이나 콜렛(320)의 회전시 발생하는 진동에 의하여 초점이 원하는 조절값을 벗어나는 현상을 용이하게 방지할 수 있다. 즉, 초점 조정의 미세 제어를 보장할 수 있다. 이에 대한 상세한 설명 역시 이하에서 하기로 한다.
As such, the grooves of the knob and the barrel are engaged with each other in a non-contact manner so that the focus is out of a desired adjustment value due to the breakage of the lens due to the contact pressure of the existing
상기와 같이 비젼부(110)와 레이저부(120)를 통해 카메라모듈에 구비된 배럴의 배치 및 높이를 포함하는 위치 검출이 완료된 상기 제 1 및 제 2 카메라모듈 지그(150, 160) 중 어느 하나가 상기 초점조정부(300)로 이송되어 상호 마주보도록 위치한다.Any one of the first and second camera module jig (150, 160) of the position detection is completed, including the position and height of the barrel provided in the camera module through the
이때, 상기 초점조정부(300)는 도 5(a)에 도시된 바와 같이 경통 형태로 구성되어 경통 상부에는 초점 거리의 단축을 위해 콜리메터 렌즈와 같은 광학계(310)가 구성될 수 있으며, 이때 상기 콜리메터 렌즈는 짧은 거리에서도 포커싱 챠트부(400)로부터 제공되는 광원이 상기 카메라모듈에 용이하게 집광될 수 있도록 상기 카메라모듈의 화각을 지원하여, 이에 따라 전체 장치가 차지하는 부피를 대폭 줄일 수 있다.At this time, the focusing
또한, 상기 초점조정부(300)는 도 5(b)에 도시된 바와 같이 상기 베이스(900)상에 별도로 구성된 제 1 지지부(600)와 레일(610, 620)을 통해 상호 연결되며, 상기 제 1 지지부(600)의 레일(610, 620)은 상기 초점조정부(300)의 승하강을 안내한다. 이때, 상기 초점조정부(300)를 견고하게 지지하기 위하여 상기 제 1 지지부는 복수의 레일(610, 620)을 구비하여 상기 초점조정부(300)와 연결될 수 있다. 이를 통해, 상기 초점조정부(300)의 하강에 따른 진동을 최소화한다.In addition, the
더하여, 상기 초점조정부(300)는 도 5(c)에 도시된 바와 같이 상기 카메라모듈의 초점 조정을 위한 콜렛(320)이 경통 하부에 구비되며, 상기 콜렛(320)의 하부에는 노브(321)가 상기 카메라모듈 상부에 구비된 배럴의 홈과 상호 비접촉으로 맞물리는 크기로 형성될 수 있다.In addition, the
이에 따라, 상기 초점조정부(300)와 상기 카메라모듈이 상호 마주보도록 정렬되면 상기 카메라모듈의 초점 조절을 위해 하강하게 되며, 상기 초점조정부(300)가 상기 비젼부(110)와 레이저부(120)에 의해 검출된 상기 배럴의 배치 및 높이에 따라 상기 노브(321)가 상기 배럴의 홈과 상호 비접촉으로 맞물리는 소정의 위치에 위치하도록 하강 정도를 자동 조절할 수 있다.Accordingly, when the focusing
이때, 상기 비젼부(110)와 레이저부(120)는 상기 초점조정부(300)의 좌우에 직접 연결될 수 있다.
In this case, the
상기와 같은 기본 구성 이외에도, 상기 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점조정장치는 카메라 모듈의 종류에 따라 카메라 모듈 지그(150, 160)를 교체하거나 검사의 종류에 따라 포커싱 챠트부(400)의 포커싱 챠트를 교체하는 것으로 다양한 카메라 모듈의 기종에 따른 검사를 수행할 수 있어 범용성이 뛰어나다.In addition to the basic configuration as described above, the camera module continuous inspection and focusing device having the position detection function replaces the camera module jig (150, 160) according to the type of camera module or focusing
그러나, 이러한 카메라모듈의 기종 변경과 포커싱 챠트의 변경에 따라 카메라모듈 지그(150, 160)에 안착되는 카메라모듈의 검사 위치나 포커싱 챠트로부터 제공되는 광원을 집광시키는 최적위치가 변경될 수 있다. 이에 따라, 상기 카메라모듈 지그(150, 160)의 위치나 포커싱 챠트부(400)의 위치 변경이 요구된다.However, according to the model change of the camera module and the change of the focusing chart, the inspection position of the camera module seated on the
이를 위해, 우선 도 6에 도시된 바와 같이 상기 카메라모듈의 기종 변경에 따른 위치를 보정하기 위하여, 상기 카메라모듈 지그(150, 160)의 위치를 제어하는 위치조정부(170, 180)가 상기 카메라모듈 지그(150, 160)와 상기 카메라모듈 거치부(800) 사이에 구성될 수 있다.To this end, first, as shown in FIG. 6, in order to correct the position according to the change of the model of the camera module, the
상기 위치조정부(170, 180)는 상기 비젼부(110)의 상기 배럴에 대한 위치검출에 따라 상기 카메라모듈 지그(150, 160)를 X, Y 좌표상에서 이송할 수 있으며, 이에 따라 카메라모듈 지그를 전, 후, 좌, 우로 이동시킬 수 있다. 또한, 상기 위치조정부(170, 180)는 상기 카메라모듈 거치부(800)와 연결되어 상기 카메라모듈 거치부(800)의 이송에 따라 상기 카메라모듈 지그(150, 160)와 함께 이송된다.The
이에 따라, 상기 위치조정부(170, 180)는 상기 초점조정부(300) 및 이미지검사부(130, 140)가 용이하게 카메라모듈을 검사할 수 있도록 최적위치로 상기 카메라모듈 지그(150, 160)의 위치를 제어하여 상기 초점조정부(300)나 이미지검사부(130, 140)와 정렬될 수 있도록 위치를 조정할 수 있다.
Accordingly, the
또한 상술한 바와 같이 포커싱 챠트가 변경될 경우 포커싱 챠트의 광원을 카메라모듈에 집광시키기 위하여 기존에는 상기 베이스부(900)의 전체 위치를 조정하여야 되므로 이에 따른 진동에 의하여 카메라모듈의 위치가 틀어지거나 미세조정이 어려워 검사 오류가 발생하는 빈도가 상당하였다. 이에 따라, 검사의 신뢰성 및 정확성이 떨어진다.In addition, when the focusing chart is changed as described above, in order to focus the light source of the focusing chart on the camera module, the entire position of the
이를 위해, 도 7에 도시된 바와 같이 본 발명의 실시예에 따라 상기 포커싱 챠트가 구비된 포커싱 챠트부(400)를 이송하는 별도의 제 2 지지부(500)를 제공한다.To this end, as shown in FIG. 7, an additional
상기 제 2 지지부(500)는 상기 베이스부(900)상에 별도로 구비되어, 상기 포커싱 챠트부(400)를 지지하며, 상기 포커싱 챠트부(400)와 레일(510, 520)로 연결되어 상기 포커싱 챠트부(400)의 승하강을 안내할 수 있다. 이때, 상기 포커싱 챠트부(400)의 연결시 견고성을 보장하기 위하여 역시 복수의 레일(510, 520)로 구성될 수 있다.The
이는 검사대상 모듈 교체시 대응 위치로 포커싱 챠트부(400)를 용이하게 선정할 수 있도록 하며, 필요한 경우 템플릿화하여 다양한 측정대상에 빠르게 대응할 수 있도록 한다.This makes it possible to easily select the focusing
또한, 상기 제 2 지지부(500)는 본체 일부가 좌우로 이동하도록 안내하는 레일(530, 540)이 구성되어 본체 일부가 좌우로 이송될 수 있다. 이와 같은 제 2 지지부(500) 본체의 좌우 이송에 따라 결국 상기 포커싱 챠트부(400)가 함께 좌우로 이송될 수 있다.In addition, the
상술한 구성에 따라, 포커싱 챠트부(400)를 전, 후, 좌, 우로 이송할 수 있으며, 포커싱 챠트부(400)의 변경에 대응하여 최적의 위치로 배치하여 상기 초점조정부(300) 및 카메라모듈에 대하여 정렬시킬 수 있다.
According to the above-described configuration, the focusing
상술한 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점조정장치는 상기 장치에서 구동에 관여하는 모터들의 구동 및 상기 포커싱 챠트부의 광원에 필요한 엘이디(LED LIGHT) 및 입출력 제어를 담당하는 통합 컨트롤러를 더 포함하여 구성할 수 있다. 상기 구동의 예로는 제1 또는 제2 이미지검사부(130, 140)의 실린더의 이송, 제 1 지지부(600)의 초점조정부(300)에 대한 승하강, 제 2 지지부(500)의 포커싱 챠트부(400)에 대한 전,후,좌,우 이송, 위치조정부(170, 180)의 카메라모듈 지그(150, 160)에 대한 전,후, 좌,우 이송 및 상기 초점조정부(300)의 콜렛(320)에 대한 회전 등을 들 수 있다.The camera module continuous inspection and focusing device having the above-described position detection function further includes an integrated controller that is responsible for driving LEDs and input / output control for the light sources of the focusing chart unit and driving of the motors involved in the drive. It can be configured to include. Examples of the driving include the transfer of the cylinder of the first or second
이때, 통합 컨트롤러는 상기 비젼부(110)와 레이저부(120)의 상기 배럴에 대한 위치 검출에 따라 상기 구동을 제어할 수 있다.
In this case, the integrated controller may control the driving according to the position detection of the barrel of the
이하, 상술한 구성을 바탕으로 하여 도 8을 기초로 도 9 내지 도 11를 통해 본 발명의 실시예에 따른 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치의 동작 순서를 상세히 설명하기로 한다.Hereinafter, the operation sequence of the camera module continuous inspection and focus adjustment apparatus having a position detection function according to an embodiment of the present invention will be described in detail with reference to FIGS. 9 to 11 based on the above-described configuration. do.
우선, 카메라모듈 거치부(800)에 거치된 상기 제 1 및 제 2 카메라모듈 지그(150, 160)는 상기 이송레일(1000)에 따라 안내되어 상기 제 1 및 제 2 카메라모듈 지그(150, 160)를 상기 제 1 또는 제 2 이미지 검사부(130, 140), 비젼부(110), 초점조정부(300), 레이저부(120) 각각에 대하여 순차적으로 마주보도록 정렬시킬 수 있다.First, the first and second camera module jigs 150 and 160 mounted on the camera
이하, 상기 제 1 카메라모듈 지그(150)가 상기 제 1 이미지 검사부(130)에 위치한 상태를 실시예로 하여 이하 과정에 대해 상세히 설명하기로 하나, 제 2 카메라모듈 지그(160)가 상기 제 2 이미지 검사부(140)에 위치한 상태에서 진행되어도 무방하며, 상기 카메라모듈 거치부(800)가 임의의 위치에 있는 상태에서 종료된 이후 최초 부팅시 상기 카메라모듈 거치부(800)가 상기 제 1 또는 제 2 카메라모듈 지그(150, 160)를 상기 제 1 또는 제 2 이미지 검사부(130, 140) 중 어느 하나에 정렬시켜 검사를 시작할 수 있다.(S1)Hereinafter, the following process will be described in detail with an example in which the first
우선, 상기 제 1 카메라모듈 지그(150)가 상기 제 1 이미지 검사부(130)와 정렬된 상태에서, 사용자는 상기 제 1 이미지 검사부(130)에 위치한 제 1 카메라 모듈 지그(150)에 상기 카메라모듈을 안착시켜 검사 시작을 위한 제어신호를 입력할 수 있다.First, in a state where the first
이때, 카메라모듈이 상기 제 1 카메라모듈 지그(150)에 안착되면, 그와 동시에 OST를 수행한다. 상기 OST는 현재 모듈 핀의 오픈/숏 값을 나타내며, 32 핀(pin)까지 검사할 수 있고, 이것을 카메라 모듈에 따라 설정 가능하다.At this time, when the camera module is seated on the first
또한, 카메라모듈의 동작시 동작 전류 검사를 수행한다. 상기 동작 전류 검사는 8개의 채널(ch)까지 검사할 수 있으며, 역시 카메라모듈에 따라 설정이 가능하다.In addition, the operation of the camera module when the operating current is performed. The operating current test can check up to eight channels (ch) and can also be set according to the camera module.
상기 검사들이 종료되면, 상기 카메라모듈 거치부(800)가 상기 제 1 카메라모듈 지그(150)와 상기 제 2 카메라모듈 지그(160)를 이송하여, 상기 제 1 카메라모듈 지그(150)가 상기 비젼부(110)와 마주보도록 정렬시킬수 있다.(S2)When the inspections are finished, the camera
이때, 상기 비젼부(100)는 도 9에 도시된 바와 같이 상기 카메라모듈에 구비된 배럴(710)의 배치를 감지하며, 일례로 상기 배럴(710) 중심의 x, y좌표와, 상기 배럴(710)에 구비된 홈(711)의 배치각도를 감지하여 인식할 수 있다.At this time, the
이를 통해, 상기 초점조정부(300)는 상기 홈(711)의 각도를 인식하여 상기 콜렛(320)을 회전시켜 상기 콜렛(320)에 구비된 노브(321)가 상기 홈에 맞물리도록 위치를 조정할 수 있다. 또한, 상기 제 1 카메라모듈 지그(150)와 연결된 위치조정부(180)는 상기 x,y 좌표에 따라 상기 제 1 카메라모듈 지그(150)를 전, 후, 좌, 우로 이송하여 콜렛(320)의 중심에 배럴(710)의 중심이 일치하도록 조정할 수 있다.Through this, the focusing
이에 따라, 상기 콜렛(320)의 노브(321)가 상기 배럴(710)의 홈(711)과 정밀하게 맞물리도록 할 수 있다.Accordingly, the
상기 과정이 완료되면, 상기 카메라모듈 거치부(800)는 상기 제 1 카메라모듈 지그(150)를 이송하여 상기 레이저부(120)와 마주보도록 정렬시킬 수 있다.(S3)When the above process is completed, the camera
이때, 상기 레이저부(120)는 도 9(a)에 도시된 바와 같이 초점조정부(300)와 카메라모듈의 상기 배럴(710)과의 간격(h)을 감지하여 상기 배럴(710)의 높이를 검출할 수 있으며, 이에 따라 상기 초점조정부(300)의 하강 정도를 결정할 수 있다.In this case, the
이후, 상기 카메라모듈 거치부(800)가 상기 제 1 카메라모듈 지그(150)를 이송하여, 상기 제 1 카메라모듈 지그(150)와 상기 초점조정부(300)가 상호 마주보도록 정렬시킬 수 있다.(S4)Thereafter, the
다음으로, 상기 초점조정부(300)는 상기 레이저부(120)의 상기 배럴에 대한 높이 검출에 따라 상기 콜렛(320)에 구성된 노브(321)와 상기 카메라모듈에 구성된 배럴(710)의 홈(711)이 도 9(b)에 도시된 바와 같이 비접촉으로 맞물리도록 상기 제 1 지지부(600)의 레일을 따라 하강하여 초점조정과 관련된 검사를 수행할 수 있으며, 초점 조정 및 검사가 완료될때까지 하강한 위치를 그대로 유지할 수 있다.Next, the focusing
이때, 상기 초점조정부(300)는 도 10에 도시된 바와 같이 해상력 검사를 바탕으로 가장 최적의 값이 나오는 위치로 상기 콜렛(320)을 회전시킬 수 있으며, 이에 따라 상기 노브(321)가 배럴(710)의 홈(711)과 접촉하여 배럴(710)을 회전시키게 된다. 또한, 상기 배럴(710)의 회전에 따라 상기 카메라모듈에 구성된 렌즈가 승하강하여 초점이 조정된다.At this time, the focusing
이때, 상기 해상력 검사는 상기 포커싱 챠트부(400)의 포커싱 챠트를 수치화하여 값을 표시하며, 각각의 영역들이 설정된 규격에 일치하면 통과된다. 또한, 상기 해상력 검사의 판정 기준은 주변 영역들의 편차값을 규격과 비교하여 최종 판정에 반영한다. 이때, 상기 포커싱 챠트를 TV 본 차트로 구성할 수 있다.At this time, the resolution test is a numerical value of the focusing chart of the focusing
또한, 상기 해상력 검사의 정밀도를 높이기 위하여, 상기 포커싱 챠트부(400)는 상술한 바와 같이 상기 제 2 지지부(500)에 구성된 레일 및 상기 제 2 지지부(500)의 일부에 구성된 레일을 따라 승하강 및 좌우 이동이 가능하며, 이에 따라 상기 카메라모듈과 초점조정부(300) 및 상기 포커싱 챠트부(400)가 일직선상에 정확히 정렬되도록 할 수 있을 뿐 아니라, 카메라모듈의 스펙에 따라 화각 유의차를 없애도록 상기 포커싱 챠트부(400)의 승하강이 조절될 수 있다.In addition, in order to increase the accuracy of the resolution test, the focusing
한편, 상기 초점조정부(300)의 초점조정 과정에서 상기 콜렛(320)의 노브(321)와 배럴(710)의 홈(711)이 지속적으로 접촉하게 되면, 회전에 의한 진동 뿐 아니라 콜렛(320)의 회전이 종료된 시점에서 발생되는 관성에 의한 진동 등과 같이 외부적인 요인에 의한 진동이 부가되어 상기 배럴(710)이 회전하게 되므로 초점 조정의 정밀도가 떨어지는 문제점이 있다.Meanwhile, when the
또한, 규격에 일치할때까지 복수의 초점조정 및 초점검사가 이루어지며, 각 초점조정마다 초점을 조정하기 위한 콜렛의 회전이 발생하므로, 이에 따른 진동이 상기 노브(321)와 상기 배럴(710)의 홈(711)이 접촉되어 있는 경우 그대로 전달 및 누적되어 초점 조정의 정밀도를 저하시키게 된다.In addition, a plurality of focus adjustments and focus checks are made until the standard is matched, and rotation of the collet for adjusting the focus occurs for each focus adjustment, so that the vibration is caused by the
따라서, 상기 초점조정부(300)는 상기와 같은 진동에 따른 영향을 감소시키기 위하여 도 11에 도시된 바와 같은 동작제어를 수행할 수 있다.Accordingly, the
즉, 도 11(a)에 도시된 바와 같이 최초 상기 콜렛(320)의 노브(321)와 상기 배럴(710)의 홈(711)이 서로 비접촉으로 맞물리도록 배치된 상태(①)에서, 상기 초점조정부(300)가 콜렛(320)을 회전시키면 도 11(b)에 도시된 바와 같이 상기 배럴(710)의 홈(711) 일면과 노브(321) 일면이 서로 접촉하여 회전하게 되며(②), 초점 조정과정이 종료되면 도 11(c)에 도시된 바와 같이 상기 초점조정부(300)는 상기 콜렛(320)의 노브(321)와 배럴(710)의 홈(711)을 다시 비접촉 상태(①)로 복구시켜 외부 요인에 따른 압력이 전달되지 않도록 할 수 있다. 이를 통해, 초점 조정 과정의 정밀도를 크게 향상시킬 수 있다. That is, as shown in FIG. 11A, in the state (①) in which the
한편, 상기와 같이 제 1 카메라모듈 지그(150)가 초점 조정부(300)와 정렬되면 상기 제 1 카메라모듈 지그(150)와 소정 간격으로 상기 카메라모듈 거치부(800)상에 배치된 제 2 카메라모듈 지그(160)는 상기 제 2 이미지 검사부(140)와 마주보도록 정렬되며, 상기 제 1 카메라모듈 지그(150)에 대한 초점조정 및 초점검사가 수행되는 중에 상기 제 2 카메라모듈 지그(160)에 다른 카메라모듈로 교환하여 안착시킬 수 있다(S4). 이때, 상술한 바와 같이 새로운 카메라모듈이 상기 제 2 카메라모듈 지그에 안착되면, 역시 상기 새로운 카메라모듈에 대하여 상기 OST 검사를 수행할 수 있다.Meanwhile, when the first
이후, 상기 제 1 카메라모듈 지그(150)에 대한 초점 조정 및 초점 검사가 종료되면, 상기 카메라모듈 거치부(800)는 상기 제 2 카메라모듈 지그(160)를 중심으로 상기 제 2 카메라모듈 지그(160)의 초점 조정 및 초점 검사를 위한 이송을 수행할 수 있다.Subsequently, when the focus adjustment and focus inspection for the first
다시말해, 상기 카메라모듈 거치부(800)는 상기 제 2 카메라모듈 지그(160)를 상기 초점 조정 및 초점 검사를 위한 배럴의 배치 및 높이 검출을 수행하기 위하여, 상기 레이저부(120) 및 비젼부(110)에 순차적으로 마주보도록 정렬시킬 수 있다.In other words, the
이때, 상기 제 2 카메라모듈 지그(160)는 도시된 바와 같이 상기 비젼부(110)보다 레이저부(120)와 인접하므로 우선적으로 레이저부(120)에 정렬하여 높이 검출을 수행한 후(S5), 상기 비젼부(110)에 정렬하여 배럴의 배치 검출을 수행함으로써(S6) 이송거리를 최소화할 수 있다. 이때, 상기 배럴(710)의 배치 검출에 따라 상기 제 2 카메라모듈 지그(160)와 카메라모듈 거치부(800) 사이에 위치한 위치조정부(170)가 상기 제 2 카메라모듈 지그(160)를 전, 후, 좌, 우로 이송하여 상기 콜렛(320)의 중심과 배럴(710)의 중심이 일직선상에 정렬되도록 할 수 있으며, 상기 제 2 카메라모듈 지그(160)에 안착된 카메라모듈을 구성하는 배럴(710)의 배치 각도에 따라 상기 콜렛(320)의 노브(321)와 상기 배럴(710)의 홈(711)이 비접촉으로 맞물리도록 상기 콜렛(320)을 미리 회전시킬 수 있다.At this time, since the second
이후, 상기 카메라모듈 거치부(800)는 상기 제 2 카메라모듈 지그(160)를 상기 초점조정부(300)에 정렬하여 상기 제 1 카메라모듈 지그(150)와 동일한 초점 조정 및 초점 검사 과정을 수행할 수 있다(S7).Subsequently, the
이때, 상기 제 2 카메라모듈 지그(160)가 초점 조정부(300)에 정렬하게 되면, 상기 제 1 카메라모듈 지그(150)는 상기 제 1 이미지 검사부(130)와 정렬하게 된다. 이때, 상기 제 1 이미지 검사부(130)는 상기 카메라모듈 거치부(800)가 상기 제 1 카메라모듈 지그(150)가 정렬되기 이전에 미리 상기 이미지 검사 헤드(131)를 신장하여 마주보도록 정렬되면 상술한 이미지 검사를 수행할 수 있으며, 이때 상기 이미지 검사는 상기 제 2 카메라모듈 지그(160)의 초점 조정 및 초점 검사 과정과 동시에 진행된다.In this case, when the second
즉, 상기 제 1 이미지 검사부(130)의 상기 제 1 카메라모듈 지그(150)에 대한 이미지 검사를 수행한 후 상기 이미지 검사 헤드(131)가 원위치로 복귀하고, 이미지 검사가 종료된 카메라모듈을 탈착한 후 새로운 카메라모듈을 상기 제 1 카메라모듈 지그(150)에 부착할 수 있으며, 이러한 이미지 검사 및 탈부착 과정이 상기 제 2 카메라모듈 지그(150)에 대한 초점조정부의 초점 조정 및 초점 검사 중에 완료될 수 있다.That is, after performing the image inspection of the first
또한, 상기 제 2 카메라모듈 지그(160)의 초점 조정 및 초점 검사 과정이 종료되면, 상기 카메라모듈 거치부(800)는 다시 상기 제 1 카메라모듈 지그(150)를 중심으로 초점 조정 및 초점 검사를 위한 이송을 시작하며, 상기 제 1 카메라모듈 지그(150)의 초점 조정시에 상기 제 2 카메라모듈 지그(160)와 상기 제 2 이미지 검사부(140)가 마주보도록 정렬되어 상기 제 2 카메라모듈 지그(160)의 카메라모듈에 대한 이미지 검사 및 탈부착 과정이 이루어져 서로 다른 카메라모듈 지그에서 연속적인 검사가 이루어질 수 있다.In addition, when the focus adjustment and focus inspection process of the second
이와 같이, 본 발명에 따른 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치는 복수의 서로 다른 카메라모듈 각각에 대하여 초점 조정 및 초점 검사의 정밀도를 향상시키기 위한 배럴의 위치 검출을 번갈아가면서 수행하되, 어느 하나의 카메라모듈 지그가 초점조정부에 정렬될 경우 다른 카메라모듈에 대하여 이미지 검사나 카메라모듈의 탈부착을 상기 초점조정부의 초점 조정 및 초점 검사와 동시에 수행할 수 있어 끊김없는 연속적인 검사가 이루어질 수 있어 검사 효율 및 검사 정밀도를 대폭 향상시킬 수 있다.As described above, the camera module continuous inspection and focus adjustment device having the position detection function according to the present invention alternately performs the position detection of the barrel for improving the accuracy of the focus adjustment and the focus inspection for each of a plurality of different camera modules. However, when any one of the camera module jig is aligned with the focusing unit, image inspection or detachment of the camera module can be performed simultaneously with the focusing and focusing inspection of the other camera module. It can greatly improve the inspection efficiency and inspection precision.
이처럼, 본 발명의 실시 예에 따른 카메라모듈 연속 검사 및 초점조정장치는 검사 절차에 따라 제 1 또는 제 2 이미지검사부, 초점조정부, 비젼부, 레이저부, 위치조정부, 포커싱 챠트부 및 카메라 모듈 거치부의 이송 및 구동을 자동화하여 빠르게 정확한 위치로 이동하여 자동으로 검사를 수행하므로 더욱 효율적이고 정밀한 검사가 가능하다.As described above, the camera module continuous inspection and focusing apparatus according to the embodiment of the present invention includes the first or second image inspection unit, the focusing unit, the vision unit, the laser unit, the position adjusting unit, the focusing chart unit, and the camera module mounting unit according to the inspection procedure. Automated transfer and drive move quickly to the correct position and automatically perform inspections for more efficient and precise inspections.
더불어, 상기 카메라모듈 연속 검사 및 초점조정장치는 검사에 따른 수치의 측정을 위해 뷰팩(Viewpack-EX) 계측기를 이용할 수 있으며, 일반적인 PC에서도 사용 가능하다.In addition, the camera module continuous inspection and focusing device can use a viewpack (Viewpack-EX) measuring instrument for measuring the value according to the inspection, it can be used in a general PC.
이때, 한대의 PC에서 두 개의 카메라 모듈의 검사 수치를 동시에 측정하기 위해 두 개의 비젼팩(visionpack)을 장착하여 동시 동작하게 구성한다. 또한, 상기 검사는 일측에서 초점 검사 및 조정이 이루어지면, 타측은 OST나 동작 전류 검사 또는 이미지 검사가 수행되므로, 상기 PC에 내장된 검사 프로그램은 모니터에 양측의 검사 결과를 동시에 보여주도록 구성하는 것이 바람직하다.At this time, in order to measure the inspection values of the two camera modules at the same time in one PC is equipped with two vision pack (visionpack) is configured to operate simultaneously. In addition, when the inspection is focused and adjusted on one side, the other side is performed OST or operating current inspection or image inspection, so that the inspection program built into the PC is configured to show both inspection results on the monitor at the same time desirable.
상기 OST나 동작 전류 검사는 검사 대상 카메라 모듈이 카메라 모듈 지그에 안착되어 작업자가 시작 버튼을 누르면 센서가 부팅되면서 바로 검사가 수행되므로 더욱 검사 시간을 단축할 수 있다.
The inspection of the OST or the operating current can be further shortened because the inspection target camera module is seated on the camera module jig and the operator presses the start button to perform the inspection as the sensor boots.
110: 비젼부 120: 레이저부
130: 제 1 이미지 검사부 140: 제 2 이미지 검사부
131, 141: 이미지 검사 헤드 132, 142: 실린더
150: 제 1 카메라모듈 지그 160: 제 2 카메라모듈 지그
151, 161: 덮개 170, 180: 위치조정부
300: 초점조정부 320: 콜렛
321: 노브 400: 포커싱 챠트부
500: 제 2 지지부 510, 520, 530, 540: 레일
600: 제 1 지지부 610, 620: 레일
700: 카메라모듈 710: 배럴
711: 배럴의 홈 800: 카메라모듈 거치부
900: 베이스부 1000: 이송레일110: vision unit 120: laser unit
130: first image inspection unit 140: second image inspection unit
131, 141: image inspection head 132, 142: cylinder
150: first camera module jig 160: second camera module jig
151, 161:
300: focusing unit 320: collet
321: knob 400: focusing chart
500:
600:
700: camera module 710: barrel
711: groove of the barrel 800: camera module mounting portion
900: base 1000: transfer rail
Claims (11)
상기 포커싱 챠트를 이용하여 카메라 모듈의 초점 조정을 수행하고 콜렛을 이용하여 상기 카메라 모듈의 초점 거리를 조정하는 초점조정부;
상기 초점조정부로부터 좌,우로 소정 거리만큼 각각 이격 배치되어 이미지검사를 수행하는 제 1 이미지검사부와 제 2 이미지검사부;
카메라 모듈이 안착된 제 1 카메라 모듈 지그와 제 2 카메라 모듈 지그를 상기 소정 거리만큼 이격 배치하여 좌,우로 이송하는 카메라 모듈 거치부;
상기 카메라모듈 지그에 안착되는 상기 카메라모듈에 구비된 배럴의 배치를 검출하는 비젼부; 및
상기 배럴의 높이를 검출하는 레이저부를 포함하되,
상기 비젼부와 레이저부에 의한 카메라모듈에 구비된 상기 배럴의 배치 및 높이에 따라 상기 초점조정부의 콜렛에 구성된 노브가 상기 배럴의 홈에 비접촉 상태로 맞물리도록 상기 초점조정부의 콜렛 위치를 회전 및 승하강 조절한 후 상기 초점조정부를 통한 초점 조정을 실시하며, 상기 제 1 및 제 2 카메라모듈 지그 중 어느 하나에 대하여 초점 조정을 수행하는 중에 상기 제 1 및 제 2 카메라모듈 지그 중 다른 하나에 대하여 이미지 검사를 수행하는 것을 특징으로 하는 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치.
A focusing chart portion for providing a light source and a focusing chart;
A focus adjusting unit which performs focus adjustment of the camera module by using the focusing chart and adjusts a focal length of the camera module by using a collet;
A first image inspecting unit and a second image inspecting unit arranged to be spaced apart from each other by a predetermined distance from the focus adjusting unit to perform image inspection;
A camera module holder configured to move the first camera module jig on which the camera module is mounted and the second camera module jig apart from each other by the predetermined distance and move left and right;
A vision unit configured to detect an arrangement of barrels provided in the camera module seated on the camera module jig; And
Including a laser unit for detecting the height of the barrel,
According to the position and height of the barrel provided in the camera module by the vision unit and the laser unit, the collet position of the focusing unit is rotated and raised so that the knob configured to engage the collet in the non-contact state with the groove of the barrel. After adjusting the down, the focus is adjusted through the focus adjusting unit, and the image of the other one of the first and second camera module jig while the focus adjustment is performed on one of the first and second camera module jig. Camera module continuous inspection and focusing device having a position detection function, characterized in that for performing the inspection.
상기 카메라 모듈 거치부가 좌우로 반복하여 이송되며, 상기 이미지 검사 또는 초점 조정을 반복 수행하여 복수의 카메라 모듈의 검사를 연속적으로 수행하는 것을 특징으로 하는 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치.
The method according to claim 1,
The camera module mounting unit is repeatedly transported from side to side, and the camera module continuous inspection and focus adjustment with position detection function is characterized in that the inspection of a plurality of camera modules continuously performed by repeatedly performing the image inspection or focus adjustment. Device.
소정의 레일과 연동하여 상기 카메라모듈 거치부를 좌우로 이송하고, 상기 비젼부의 상기 배럴에 대한 배치 검출에 따라 상기 카메라모듈 거치부의 전후 또는 좌우의 위치를 조정하는 위치조정부를 더 포함하는 것을 특징으로 하는 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치.
The method according to claim 1,
And a position adjusting unit which transfers the camera module mounting unit left and right in association with a predetermined rail and adjusts the front, rear, left and right positions of the camera module mounting unit according to the arrangement detection of the barrel of the vision unit. Camera module continuous inspection and focusing device with position detection.
상기 위치조정부는 상기 비젼부의 상기 배럴에 대한 배치 검출에 따라 상기 카메라 모듈 거치부의 위치를 조정하여 상기 제 1 카메라 모듈 또는 제 2 카메라 모듈이 상기 제 1 이미지검사부, 제 2 이미지검사부 또는 초점조정부와의 검사시 화각 유의차를 없애도록 정렬시키는 것을 특징으로 하는 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치.
The method according to claim 3,
The position adjusting unit adjusts the position of the camera module mounting unit according to the arrangement detection of the barrel of the vision unit so that the first camera module or the second camera module is connected to the first image inspecting unit, the second image inspecting unit, or the focus adjusting unit. Camera module continuous inspection and focusing device equipped with a position detection function, characterized in that the alignment so as to eliminate significant difference in angle of view during inspection.
초점조정부의 승하강을 안내하는 레일이 구비된 제 1 지지부를 더 포함하며, 상기 제 1 지지부는 상기 카메라모듈과 초점조정부의 정렬이 완료된 시점에 하강시켜 초점조정부의 검사 완료 후 승강시키며, 하강시 상기 레이저부의 배럴에 대한 높이 검출에 따라 상기 콜렛에 구비된 노브가 상기 배럴의 홈과 비접촉으로 맞물리는 위치로 하강시키는 것을 특징으로 하는 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치.
The method according to claim 1,
And a first support having a rail for guiding the lifting and lowering of the focus adjusting unit, wherein the first support is lowered when the alignment of the camera module and the focus adjusting unit is completed, and then the lifting is completed after the inspection of the focus adjusting unit is completed. And a knob provided in the collet is lowered to a position where the knob provided in the collet is in contact with the groove of the barrel in contact with the height of the barrel of the laser unit.
상기 초점조정부는 카메라모듈의 초점조절시 상기 콜렛의 회전에 따라 상기 노브와 상기 배럴의 홈을 접촉시켜 배럴의 회전을 유도하며, 초점 검사시 상기 노브를 다시 상기 배럴의 홈과 비접촉 상태로 위치시키는 것을 특징으로 하는 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치.
The method according to claim 5,
The focusing unit induces the rotation of the barrel by contacting the knob and the groove of the barrel according to the rotation of the collet when adjusting the focus of the camera module, and positioning the knob again non-contact with the groove of the barrel during focus inspection. Camera module continuous inspection and focusing device having a position detection function, characterized in that.
상기 포커싱 챠트부의 승하강을 안내하는 레일이 본체에 구비되며, 상기 본체의 적어도 일부가 레일에 의해 좌,우로 이송되는 제 2 지지부를 더 포함하는 것을 특징으로 하는 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치.
The method according to claim 1,
A rail for guiding the lifting and lowering of the focusing chart part is provided in the main body, and at least a portion of the main body further includes a second support part which is transferred to the left and right by the rail. Inspection and focusing device.
상기 제 2 지지부는 상기 비젼부와 레이저부에 의한 상기 카메라모듈과 초점조정부의 정렬에 따라 검사시 화각 유의차를 없애도록 상기 포커싱 챠트부를 정렬시키는 것을 특징으로 하는 위치검출 기능을 구비한 카메라 모듈 연속 검사 및 초점 조정 장치.
The method of claim 7,
The second support part includes a camera module continuous with a position detection function, wherein the focusing chart part is aligned so as to eliminate a significant difference in angle of view during inspection according to the alignment of the camera module and the focusing part by the vision part and the laser part. Inspection and focusing device.
상기 제1 이미지검사부 또는 제2 이미지검사부는 다음 검사 이전 자동으로 내장된 실린더를 신장시켜 검사 대상 카메라 모듈과 이미지 검사 헤드를 정렬시키고, 검사 종료 후 상기 실린더를 축소시키는 것을 특징으로 하는 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치.
The method according to claim 1,
The first image inspection unit or the second image inspection unit automatically extends the built-in cylinder before the next inspection to align the inspection object camera module and the image inspection head, and after the completion of the inspection to reduce the position detection function Camera module continuous inspection and focusing device.
상기 초점조정부는 자동 초점 검사 및 초점 조정 공정을 수행하며,
상기 제1 카메라 모듈 지그와 제2 카메라 모듈 지그에 카메라 모듈이 안착되어 센서에 전류가 인가되면, OST 또는 전류 검사를 수행하는 것을 특징으로 하는 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치.
The method according to claim 1,
The focus adjuster performs an auto focus check and focus adjustment process,
Camera module continuous inspection and focus adjustment device having a position detection function characterized in that when the camera module is mounted on the first camera module jig and the second camera module jig and current is applied to the sensor, OST or current inspection is performed. .
상기 제 1 이미지검사부 또는 제 2 이미지검사부는 쉐이딩 검사, 이미지 이물 검사, 흑점 검사, 색점 검사, FPN 검사 중 적어도 하나 이상의 검사를 수행하는 것을 특징으로 하는 위치검출 기능을 구비한 카메라모듈 연속 검사 및 초점 조정 장치.
The method of claim 1,
The first image inspection unit or the second image inspection unit, the camera module continuous inspection and focus with a position detection function, characterized in that performing at least one inspection of the shading inspection, image foreign matter inspection, black spot inspection, color spot inspection, FPN inspection Adjustment device.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020110091860A KR101263391B1 (en) | 2011-09-09 | 2011-09-09 | Apparatus for camera module continous test and focus adjustment having position detecting function |
| CN201210328685.3A CN102998892B (en) | 2011-09-09 | 2012-09-06 | Possess camera model follow-on test and the focus control of position detecting function |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020110091860A KR101263391B1 (en) | 2011-09-09 | 2011-09-09 | Apparatus for camera module continous test and focus adjustment having position detecting function |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20130028362A true KR20130028362A (en) | 2013-03-19 |
| KR101263391B1 KR101263391B1 (en) | 2013-05-24 |
Family
ID=47927644
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020110091860A Expired - Fee Related KR101263391B1 (en) | 2011-09-09 | 2011-09-09 | Apparatus for camera module continous test and focus adjustment having position detecting function |
Country Status (2)
| Country | Link |
|---|---|
| KR (1) | KR101263391B1 (en) |
| CN (1) | CN102998892B (en) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101415942B1 (en) * | 2014-03-26 | 2014-07-04 | 팸텍주식회사 | Camera module inspection and focus adjusting device |
| KR101470423B1 (en) * | 2013-08-08 | 2014-12-12 | 주식회사 퓨런티어 | Testing apparatus for lens |
| CN107755998A (en) * | 2017-11-23 | 2018-03-06 | 广东弘景光电科技股份有限公司 | Applied to the clamping manipulator on camera module automatic focusing assembly equipment |
| KR101859423B1 (en) * | 2018-01-02 | 2018-05-23 | (주)이즈미디어 | Aligning unit for dual camera module and aligning method using the same |
| KR20180126106A (en) * | 2017-04-27 | 2018-11-27 | (주)이즈미디어 | Position alignment device for camera module inspection apparatus |
| KR102039303B1 (en) * | 2019-07-17 | 2019-10-31 | 주식회사 리얼마이크로시스템 | Positioning apparatus of camera module |
| KR102094962B1 (en) * | 2018-11-29 | 2020-03-30 | 주식회사 엠에스텍 | Method for High Accuracy Aligning Substrates and Substrate Attaching Apparatus Using the Same Method |
| CN111754587A (en) * | 2020-06-28 | 2020-10-09 | 东华大学 | A fast calibration method of zoom lens based on single focal length focusing image |
| CN113820332A (en) * | 2021-09-06 | 2021-12-21 | 深圳格兰达智能装备股份有限公司 | Defect detection system |
| KR102380940B1 (en) * | 2020-10-15 | 2022-03-31 | 주식회사 세인블루텍 | Camera module auto test socket |
| CN115113475A (en) * | 2022-05-23 | 2022-09-27 | 深圳市新四季信息技术有限公司 | Rotating adjusting equipment for focusing machine |
| CN118732360A (en) * | 2024-09-02 | 2024-10-01 | 南京航煜智能科技有限公司 | A Pixel focusing device for security surveillance cameras |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103499870B (en) * | 2013-07-16 | 2015-09-30 | 宁波舜宇光电信息有限公司 | A kind of automatic focusing apparatus of high pixel module |
| KR101547108B1 (en) | 2013-09-30 | 2015-08-26 | (주)하이비젼시스템 | Method for aligning camera module materials and method for manufacturing camera module |
| KR101526320B1 (en) * | 2013-12-13 | 2015-06-10 | (주)이즈미디어 | Camera module testing apparatus |
| KR101573681B1 (en) | 2014-01-22 | 2015-12-02 | (주)하이비젼시스템 | Focus regulator and focus regulating method of camera module |
| CN105445897B (en) * | 2014-08-21 | 2017-12-19 | 百辰光电股份有限公司 | Automatic focusing test equipment and automatic focusing test method |
| CN104570384B (en) * | 2014-12-02 | 2017-01-11 | 爱彼思(苏州)自动化科技有限公司 | Process method integrating three functions of lens assembly, segment difference detection and gap detection |
| CN105242489B (en) * | 2015-09-24 | 2018-01-23 | 苏州富晶微精密电子科技有限公司 | A kind of automatic focusing device and method |
| CN105516708A (en) * | 2015-11-23 | 2016-04-20 | 深圳市东盈讯达电子有限公司 | Camera module multi-point parameter automatic detection device |
| CN108474719B (en) * | 2015-12-17 | 2020-08-28 | 倍耐力轮胎股份公司 | Method and apparatus for calibrating optical tools for tire inspection systems |
| CN105573044B (en) * | 2015-12-25 | 2018-10-30 | 信利光电股份有限公司 | A kind of screw thread locks method for testing reliability |
| KR102085261B1 (en) * | 2016-01-04 | 2020-03-05 | 황영수 | Apparatus for Determining Position of Lens in Camera module |
| KR101923719B1 (en) | 2017-03-02 | 2018-11-29 | 주식회사 태루 | Visual inspection apparatus of blood vessels for biomedical |
| CN109089107B (en) | 2017-06-14 | 2021-12-24 | 宁波舜宇光电信息有限公司 | Batch camera module testing equipment and testing system thereof |
| CN109254491B (en) * | 2017-07-13 | 2021-06-04 | 宁波舜宇光电信息有限公司 | Batch test equipment and method for camera modules |
| KR102058272B1 (en) | 2017-09-29 | 2020-01-22 | (주)이즈미디어 | Camera module testing device with pre-alining unit and method for preparing camera module test |
| CN107608174A (en) * | 2017-11-02 | 2018-01-19 | 宁波舜宇仪器有限公司 | Camera module test equipment |
| CN107741647A (en) * | 2017-11-23 | 2018-02-27 | 广东弘景光电科技股份有限公司 | Applied to the lifting platform on the automatic focusing assembly equipment of the camera module |
| CN108168433A (en) * | 2017-12-30 | 2018-06-15 | 广州番禺职业技术学院 | The part pose detection adjusting apparatus and method of a kind of view-based access control model |
| CN112087621B (en) * | 2019-06-14 | 2022-07-05 | 宁波舜宇光电信息有限公司 | Lens detection apparatus and method |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005191387A (en) * | 2003-12-26 | 2005-07-14 | Fujitsu Ltd | Image sensor testing method and apparatus |
| KR20090004142A (en) * | 2007-07-06 | 2009-01-12 | 김대봉 | Control Method of Camera Module Inspection Device |
| KR100947041B1 (en) * | 2008-05-08 | 2010-03-10 | (주)이즈미디어 | Camera module inspection and focusing device |
| KR101032175B1 (en) * | 2008-08-11 | 2011-05-02 | 삼성전기주식회사 | Stage device and its control method |
| KR100924116B1 (en) * | 2009-07-15 | 2009-10-29 | 김대봉 | Inspection device and method of finished camera module |
-
2011
- 2011-09-09 KR KR1020110091860A patent/KR101263391B1/en not_active Expired - Fee Related
-
2012
- 2012-09-06 CN CN201210328685.3A patent/CN102998892B/en not_active Expired - Fee Related
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101470423B1 (en) * | 2013-08-08 | 2014-12-12 | 주식회사 퓨런티어 | Testing apparatus for lens |
| KR101415942B1 (en) * | 2014-03-26 | 2014-07-04 | 팸텍주식회사 | Camera module inspection and focus adjusting device |
| KR20180126106A (en) * | 2017-04-27 | 2018-11-27 | (주)이즈미디어 | Position alignment device for camera module inspection apparatus |
| CN107755998A (en) * | 2017-11-23 | 2018-03-06 | 广东弘景光电科技股份有限公司 | Applied to the clamping manipulator on camera module automatic focusing assembly equipment |
| KR101859423B1 (en) * | 2018-01-02 | 2018-05-23 | (주)이즈미디어 | Aligning unit for dual camera module and aligning method using the same |
| KR102094962B1 (en) * | 2018-11-29 | 2020-03-30 | 주식회사 엠에스텍 | Method for High Accuracy Aligning Substrates and Substrate Attaching Apparatus Using the Same Method |
| KR102039303B1 (en) * | 2019-07-17 | 2019-10-31 | 주식회사 리얼마이크로시스템 | Positioning apparatus of camera module |
| CN111754587A (en) * | 2020-06-28 | 2020-10-09 | 东华大学 | A fast calibration method of zoom lens based on single focal length focusing image |
| CN111754587B (en) * | 2020-06-28 | 2024-01-12 | 东华大学 | A fast calibration method for zoom lenses based on images captured by focusing at a single focal length |
| KR102380940B1 (en) * | 2020-10-15 | 2022-03-31 | 주식회사 세인블루텍 | Camera module auto test socket |
| CN113820332A (en) * | 2021-09-06 | 2021-12-21 | 深圳格兰达智能装备股份有限公司 | Defect detection system |
| CN115113475A (en) * | 2022-05-23 | 2022-09-27 | 深圳市新四季信息技术有限公司 | Rotating adjusting equipment for focusing machine |
| CN115113475B (en) * | 2022-05-23 | 2024-05-10 | 深圳市新四季信息技术有限公司 | Rotation adjusting device for focusing machine |
| CN118732360A (en) * | 2024-09-02 | 2024-10-01 | 南京航煜智能科技有限公司 | A Pixel focusing device for security surveillance cameras |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102998892A (en) | 2013-03-27 |
| KR101263391B1 (en) | 2013-05-24 |
| CN102998892B (en) | 2016-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101263391B1 (en) | Apparatus for camera module continous test and focus adjustment having position detecting function | |
| KR101897088B1 (en) | Bonding apparatus and bonding method | |
| US10095046B2 (en) | Automated UV calibration, motorized optical target and automatic surface finder for optical alignment and assembly robot | |
| KR101949257B1 (en) | Apparatus for Testing Display device module and Method for Testing the same | |
| JP2005191387A (en) | Image sensor testing method and apparatus | |
| KR102286993B1 (en) | Apparatus, method and computer program product for inspection of at least aspects of semiconductor devices | |
| US20090067701A1 (en) | System and method for detecting blemishes on surface of object | |
| KR101800088B1 (en) | Apparatus for inspecting camera module | |
| KR20120129547A (en) | Specimen inspecting apparatus using multi-line senser camera and multi-light | |
| CN108469663B (en) | Assembling process and alignment device for lens assembly and chip assembly | |
| KR101202301B1 (en) | Apparatus for camera module continous test and focus adjustment | |
| JP2011220794A (en) | Calibration jig and imaging apparatus calibration method using the same | |
| KR101470424B1 (en) | Testing apparatus for lens | |
| KR101415942B1 (en) | Camera module inspection and focus adjusting device | |
| CN110470247B (en) | Device and method for detecting coaxiality of inner and outer circular surfaces of part | |
| KR20130058396A (en) | Apparatus for focus adjustment and bonding camera module having position detecting function | |
| CN110470250B (en) | Detection device and detection method for surface flatness of part | |
| US7289655B2 (en) | Device for inspecting illumination optical device and method for inspecting illumination optical device | |
| CN120321488A (en) | Camera module assembly method and camera module assembly equipment | |
| KR101470423B1 (en) | Testing apparatus for lens | |
| JPH10282459A (en) | Auxiliary mark printing device for eyeglass lens and auxiliary mark printing method | |
| KR20180036527A (en) | A tape inspector | |
| JP2000214368A (en) | Lens system optical axis adjustment method and lens system optical axis adjustment device | |
| JP2014156038A (en) | Method and device for measuring gap between mold pieces of tire molding mold | |
| JP3836479B2 (en) | Wire bonding equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| FPAY | Annual fee payment |
Payment date: 20160504 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| FPAY | Annual fee payment |
Payment date: 20170508 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| LAPS | Lapse due to unpaid annual fee | ||
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20180507 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20180507 |