KR20120060700A - 신규한 라미네이션 장치 및 이를 사용하여 생산되는 이차전지 - Google Patents
신규한 라미네이션 장치 및 이를 사용하여 생산되는 이차전지 Download PDFInfo
- Publication number
- KR20120060700A KR20120060700A KR1020100122326A KR20100122326A KR20120060700A KR 20120060700 A KR20120060700 A KR 20120060700A KR 1020100122326 A KR1020100122326 A KR 1020100122326A KR 20100122326 A KR20100122326 A KR 20100122326A KR 20120060700 A KR20120060700 A KR 20120060700A
- Authority
- KR
- South Korea
- Prior art keywords
- web
- heating
- lamination apparatus
- rotating belt
- unit
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0046—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by constructional aspects of the apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
- B32B37/1027—Pressing using at least one press band
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0404—Machines for assembling batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0471—Processes of manufacture in general involving thermal treatment, e.g. firing, sintering, backing particulate active material, thermal decomposition, pyrolysis
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/46—Separators, membranes or diaphragms characterised by their combination with electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/26—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer which influences the bonding during the lamination process, e.g. release layers or pressure equalising layers
- B32B2037/268—Release layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/10—Batteries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/26—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer which influences the bonding during the lamination process, e.g. release layers or pressure equalising layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0404—Machines for assembling batteries
- H01M10/0409—Machines for assembling batteries for cells with wound electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/30—Batteries in portable systems, e.g. mobile phone, laptop
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Secondary Cells (AREA)
- Cell Separators (AREA)
Abstract
본 발명은 분리막을 사이에 두고 양극과 음극이 순차적으로 적층되는 구조의 전극조립체를 열접합에 의해 라미네이션 하는 장치로서, 상기 양극/분리막/음극이 적층되어 있는 구조의 웹이 유입되는 유입부; 상기 웹을 가열하여 양극/분리막/음극 상호간의 열접합을 유도하는 가열부; 상기 열접합된 웹이 배출되는 배출부; 및 상기 유입부, 가열부 및 배출부를 경유하여 웹을 이송하는 이송부;를 포함하고 있으며, 상기 이송부는 웹의 상면과 하면 중 적어도 일면에 접촉한 상태로 웹에 이송 구동력을 제공하며, 상기 가열부는 이송부가 웹에 접촉해 있는 부위를 직접 가열하여 열접합을 위한 에너지를 웹에 전달하는 라미네이션 장치를 제공한다.
Description
본 발명은 분리막을 사이에 두고 양극과 음극이 순차적으로 적층되는 구조의 전극조립체를 열접합에 의해 라미네이션 하는 장치로서, 상기 양극/분리막/음극이 적층되어 있는 구조의 웹이 유입되는 유입부; 상기 웹을 가열하여 양극/분리막/음극 상호간의 열접합을 유도하는 가열부; 상기 열접합된 웹이 배출되는 배출부; 및 상기 유입부, 가열부 및 배출부를 경유하여 웹을 이송하는 이송부;를 포함하고 있으며, 상기 이송부는 웹의 상면과 하면 중 적어도 일면에 접촉한 상태로 웹에 이송 구동력을 제공하며, 상기 가열부는 이송부가 웹에 접촉해 있는 부위를 직접 가열하여 열접합을 위한 에너지를 웹에 전달하는 라미네이션 장치에 관한 것이다.
최근, 충방전이 가능한 이차전지는 와이어리스 모바일 기기의 에너지원 또는 보조 전력장치 등으로 광범위하게 사용되고 있다. 또한, 이차전지는 화석 연료를 사용하는 기존의 가솔린 차량, 디젤 차량 등의 대기오염 등을 해결하기 위한 방안으로 제시되고 있는 전기자동차(EV), 하이브리드 전기자동차(HEV), 플러그-인 하이브리드 전기자동차(Plug-In HEV) 등의 동력원으로서도 주목받고 있다.
이러한 이차전지는 전극조립체가 전해액과 함께 전지케이스에 포함되는 형태로 제조된다. 상기 전극조립체는 제조 방법에 따라 스택형, 폴딩형 및 스택-폴딩형 등으로 구분된다. 스택형 또는 스택-폴딩형 전극조립체의 경우, 단위 조립체가 양극과 음극이 분리막을 사이에 두고 순차적으로 적층되는 구조로 이루어져 있다. 이러한 단위 조립체를 만들기 위해서는 전극과 분리막 사이를 접합시키는 라미네이션 과정이 필요하다.
상기 라미네이션 과정은 일반적으로 상기 단위 조립체를 가열하여 전극과 분리막이 접착시키는 과정을 거친다. 이를 위한 가열 방법으로는 주로 복사 및 대류에 의한 간접 가열 방식을 사용하고 있다. 이러한 방식은, 대량 생산을 위하여 이차전지의 각 제조 공정이 유기적으로 연결되어 있으므로, 상기 단위 조립체를 이송 중에 라미네이션 하기 위함이다.
그러나, 상기 복사 및 대류에 의한 간접 가열 방식은 직접 접촉하여 전도하는 직접 가열 방식에 비하여 단위 조립체를 목표 온도까지 승온시키는데 더 많은 시간이 소요된다.
일반적으로 공정 속도를 높이기 위해서는 동일 시간동안 상기 단위 조립체가 더 긴 거리를 이동하게 되므로, 상기와 같은 이유로 인해, 가열 장치의 규모가 커져야 하는 문제가 발생하게 되고, 이는 생산 비용의 증가로 이어지게 된다.
그러나, 상기와 같은 문제점을 해결하고자 가열 시간이 짧은 직접 가열 방식을 사용하는 경우, 단위 조립체와 가열부의 마찰로 인하여 공정 속도가 저하되고, 불량 발생 우려가 높아진다는 문제가 있다.
따라서, 상기와 같은 문제점을 해결하기 위한 새로운 라미네이션 장치의 개발이 필요한 실정이다.
본 발명은 상기와 같은 종래기술의 문제점과 과거로부터 요청되어온 기술적 과제를 해결하는 것을 목적으로 한다.
본 발명의 목적은 분리막과 전극의 라미네이션이 상대적으로 짧은 시간 동안에 공정 속도를 저하시키지 않으면서 진행되도록 하는 라미네이션 장치를 제공하는 것이다.
본 발명의 또 다른 목적은 상기와 같은 라미네이션 장치를 사용하여 우수한 작동 특성을 발휘하는 이차전지를 제공하는 것이다.
따라서, 상기와 같은 목적을 달성하기 위한 본 발명에 따른 라미네이션 장치는, 분리막을 사이에 두고 양극과 음극이 순차적으로 적층되는 구조의 전극조립체를 열접합에 의해 라미네이션 하는 장치로서,
상기 양극/분리막/음극이 적층되어 있는 구조의 웹이 유입되는 유입부;
상기 웹을 가열하여 양극/분리막/음극 상호간의 열접합을 유도하는 가열부;
상기 열접합된 웹이 배출되는 배출부; 및
상기 유입부, 가열부 및 배출부를 경유하여 웹을 이송하는 이송부;
를 포함하고 있으며,
상기 이송부는 웹의 상면과 하면 중 적어도 일면에 접촉한 상태로 웹에 이송 구동력을 제공하며, 상기 가열부는 이송부가 웹에 접촉해 있는 부위를 직접 가열하여 열접합을 위한 에너지를 웹에 전달하는 것을 특징으로 한다.
본 발명에 따르면, 가열부가 이송부의 웹에 접촉해 있는 부위를 직접 가열하여 열접합을 위한 에너지를 웹에 전달함으로써, 웹의 가열과 이송이 동시에 진행될 수 있으므로, 마찰에 의한 공정 속도의 저하 또는 불량 발생의 문제를 근본적으로 해결할 수 있다.
상기 웹은, 예를 들어, 길이 방향으로 긴 분리필름 상에 분리막을 사이에 두고 양극과 음극이 순차적으로 적층되는 구조의 전극조립체가 위치해 있는 소재를 의미한다. 여기서, 분리필름은 분리막과 마찬가지로 다공성 구조로 이루어져 있어서, 완성된 이차전지에서 양극과 음극을 전기적으로 격리시키면서 리튬이온 등과 같은 이온들의 통과를 허여하는 작용을 한다.
이러한 웹은 일정한 속도로 움직이기 때문에, 웹을 일정한 시간동안 가열해주기 위해서는, 속도-시간-거리 관계 식에 따라 특정 길이에 걸쳐서 가열하는 것이 필요하게 된다. 따라서, 본 발명에 따른 라미네이션 장치에서 이송부는 특정 길이동안 웹에 접촉하여 가열과 이송을 동시에 진행할 수 있는 형태이면 어느 것이든 가능하다.
하나의 바람직한 예에서, 상기 이송부는 동일한 방향으로 회전하는 한 쌍의 롤러들과, 웹에 접촉하면서 상기 롤러들에 의해 회전하는 회전 벨트를 포함하는 구조일 수 있다.
이러한 구조에서, 상기 롤러들과 롤러들에 의해 회전하는 회전 벨트는 롤러의 중심축 길이를 조정함으로써 가열 시간을 조정할 수 있다.
상기 이송부는, 앞서 정의한 바와 같이, 웹의 상면과 하면 중 적어도 일면에 접촉한 상태로 웹에 이송 구동력을 제공하며, 바람직하게는, 웹의 상면 및 하면에 각각 접촉한 상태로 웹에 이송 구동력을 제공하는 구조일 수 있다.
상면 또는 하면 중 한 면에만 상기 이송부가 접촉하는 것보다, 상면 및 하면에 각각 접촉한 상태로 웹에 이송 구동력을 제공하는 것이 안정적인 이송 측면에서 더욱 바람직하다.
이러한 구조에서는, 웹의 상면 및 하면에 각각 분리필름이 위치하는 것이 바람직하다. 상기 웹에서 전극이 외부에 노출되어 있으면, 양극재와 음극재가 이송 과정에서 탈리될 수도 있기 때문이다.
경우에 따라서는, 라미네이션 장치와 분리필름 사이에서 접착 현상이 발생하지 않도록 하기 위하여, 별도의 보호필름을 웹과 라미네이션 장치 사이에 위치시킬 수도 있다.
이 경우, 상기 보호필름은 라미네이션 온도에서 변화가 없고 분리필름과 접착되지 않는 것이면 어느 것이라도 사용이 가능하며, 예를 들어, 폴리올레핀 필름, 폴리에틸렌 필름, 폴리카보네이트 필름, 고무 필름 등 일 수 있다.
하나의 구체적인 예에서, 상기 이송부는,
웹의 상면 부위에 위치하는 한 쌍의 제 1 롤러들과, 웹의 상면에 접촉하면서 제 1 롤러들에 의해 회전하는 제 1 회전 벨트; 및
웹의 하면 부위에 위치하는 한 쌍의 제 2 롤러들과, 웹의 하면에 접촉하면서 제 2 롤러들에 의해 회전하는 제 2 회전 벨트;
를 포함하는 것으로 구조일 수 있다.
바람직하게는, 이송부의 회전 벨트가 가열부에 의해 가열되는 구조일 수 있다.
이 경우, 가열부가 이송부 중 웹에 직접 접촉하는 부분인 회전 벨트를 직접 가열함으로써 불필요한 열에너지의 손실을 최소화할 수 있다.
따라서, 상기와 같은 이유로, 가열부는 웹에 접촉하는 회전 벨트의 부위를 가열하도록, 회전 벨트 중 웹과 접촉하는 회전 벨트 부위에 인접하여 위치하는 것이 바람직하다.
상기 회전 벨트는 열을 전도할 수 있고 롤러에 의해 회전이 가능할 정도의 유연성을 가지는 소재이면, 그 종류에 관계없이 사용이 가능하다.
바람직하게는 회전 벨트가 금속 소재일 수 있다. 또한, 장치의 제조 단가, 열 에너지의 전도성 및 유지 보수의 용이성 등을 종합적으로 고려할 때, 금속 소재 중에서도 스테인리스 스틸 소재인 것이 더욱 바람직하다.
본 발명에 따른 라미네이션 장치에서, 상기 가열부의 온도는 80 내지 105℃인 것이 바람직하다. 가열부의 온도가 80℃보다 낮으면, 라미네이션 온도에 도달하는 시간이 길어질 수 있고, 반대로 105℃보다 높으면 보호필름의 유리 결정화로 이송부의 표면에 부착되는 현상이 발생하여 공정의 진행이 불가능해 질 수 있다. 상기와 같은 이유로 상기 가열부의 온도는 90 내지 103℃인 것이 더욱 바람직하다.
본 발명에 따른 라미네이션 장치에서, 상기 웹의 이송 속도는 400 내지 450 mm/s인 것이 바람직하다.
웹의 이송 속도는 공정에 맞게 적절하게 조절이 가능하지만, 라미네이션 하는 단계가 전체 공정의 병목 단계가 되지 않기 위해서는, 웹이 상기 이송 속도로 라미네이션 장치를 통과하여 소망하는 라미네이션이 달성되는 것이 바람직하다.
이 경우, 가열부에 의한 웹의 온도 상승률은 20℃/초 이상인 것이 바람직하고, 30℃/초 내지 50℃/초인 것이 더욱 바람직하다.
상기와 같은 이송 속도로 라미네이션이 되기 위해서는, 실온 상태의 분리막 또는 분리필름이 공정 Target 온도인 64.5℃까지 1.5초 이내에 도달하는 것이 필요할 수 있다. 즉, 1.5초 이내에 30 내지 45℃만큼 온도가 상승하는 것을 목표로 할 때, 상기의 온도 상승률을 가지는 것이 바람직하다.
하나의 바람직한 예에서, 상기 가열부와 이송부는 밀폐된 챔버 내에 위치하고, 상기 챔버의 온도는 대기 온도보다 20 내지 70℃ 높은 온도로 설정되어 있는 구조일 수 있다.
가열부와 이송부가 외부에 노출되어 있는 상태라면 열에너지의 손실이 일어날 수 있다. 따라서, 이를 방지하기 위하여, 가열부와 이송부는 밀폐된 챔버 내에 위치하는 것이 바람직하고, 상기 챔버의 내부 온도는 대기 온도보다 20 내지 70℃ 높은 범위에서 설정됨으로써 챔버 내부 온도와 상기 가열부 및 이송부의 온도 차이에서 오는 열에너지 손실을 최소화할 수 있어 더욱 바람직하다.
본 발명은 또한, 상기 장치를 사용하여 제조되는 것을 특징으로 하는 전극조립체를 제공한다.
상기 전극조립체는 양극과 음극이 분리막을 사이에 두고 서로 적층된 구조로 이루어져 있다.
상기 양극은 예를 들어, 양극 합제를 NMP 등의 용매에 혼합하여 만들어진 슬러리를 음극 집전체 상에 도포한 후 건조 및 압연하여 제조될 수 있다.
상기 양극 합제는 양극 활물질 이외에 선택적으로 도전재, 바인더, 충진제 등이 포함될 수 있다.
상기 양극 활물질은 전기화학적 반응을 일으킬 수 있는 물질로서, 리튬 전이금속 산화물로서, 2 이상의 전이금속을 포함하고, 예를 들어, 1 또는 그 이상의 전이금속으로 치환된 리튬 코발트 산화물(LiCoO2), 리튬 니켈 산화물(LiNiO2) 등의 층상 화합물; 1 또는 그 이상의 전이금속으로 치환된 리튬 망간 산화물; 화학식 LiNi1-yMyO2 (여기서, M = Co, Mn, Al, Cu, Fe, Mg, B, Cr, Zn 또는 Ga 이고 상기 원소 중 하나 이상의 원소를 포함, 0.01≤y≤0.7 임)으로 표현되는 리튬 니켈계 산화물; Li1+zNi1/3Co1/3Mn1/3O2, Li1+zNi0.4Mn0.4Co0.2O2 등과 같이 Li1+zNibMncCo1-(b+c+d)MdO(2-e)Ae (여기서, -0.5≤z≤0.5, 0.1≤b≤0.8, 0.1≤c≤0.8, 0≤d≤0.2, 0≤e≤0.2, b+c+d<1 임, M = Al, Mg, Cr, Ti, Si 또는 Y 이고, A = F, P 또는 Cl 임)으로 표현되는 리튬 니켈 코발트 망간 복합산화물; 화학식 Li1+xM1-yM'yPO4-zXz(여기서, M = 전이금속, 바람직하게는 Fe, Mn, Co 또는 Ni 이고, M' = Al, Mg 또는 Ti 이고, X = F, S 또는 N 이며, -0.5≤x≤+0.5, 0≤y≤0.5, 0≤z≤0.1 임)로 표현되는 올리빈계 리튬 금속 포스페이트 등을 들 수 있지만, 이들만으로 한정되는 것은 아니다.
상기 도전재는 통상적으로 양극 활물질을 포함한 혼합물 전체 중량을 기준으로 1 내지 30 중량%로 첨가된다. 이러한 도전재는 당해 전지에 화학적 변화를 유발하지 않으면서 도전성을 가진 것이라면 특별히 제한되는 것은 아니며, 예를 들어, 천연 흑연이나 인조 흑연 등의 흑연; 카본블랙, 아세틸렌 블랙, 케첸 블랙, 채널 블랙, 퍼네이스 블랙, 램프 블랙, 서머 블랙 등의 카본블랙; 탄소 섬유나 금속 섬유 등의 도전성 섬유; 불화 카본, 알루미늄, 니켈 분말 등의 금속 분말; 산화아연, 티탄산 칼륨 등의 도전성 위스키; 산화 티탄 등의 도전성 금속 산화물; 폴리페닐렌 유도체 등의 도전성 소재 등이 사용될 수 있다.
상기 바인더는 활물질과 도전재 등의 결합과 집전체에 대한 결합에 조력하는 성분으로서, 통상적으로 양극 활물질을 포함하는 혼합물 전체 중량을 기준으로 1 내지 30 중량%로 첨가된다. 이러한 바인더의 예로는, 폴리불화비닐리덴, 폴리비닐알코올, 카르복시메틸셀룰로우즈(CMC), 전분, 히드록시프로필셀룰로우즈, 재생 셀룰로우즈, 폴리비닐피롤리돈, 테트라플루오로에틸렌, 폴리에틸렌, 폴리프로필렌, 에틸렌-프로필렌-디엔 테르 폴리머(EPDM), 술폰화 EPDM, 스티렌 브티렌 고무, 불소 고무, 다양한 공중합제 등을 들 수 있다.
상기 충진제는 전극의 팽창을 억제하는 성분으로서 선택적으로 사용되며, 당해 전지에 화학적 변화를 유발하지 않으면서 섬유상 재료라면 특별히 제한되는 것은 아니며, 예를 들어, 폴리에틸렌, 폴리프로필렌 등의 올리핀계 중합제; 유리섬유, 탄소섬유 등의 섬유상 물질이 사용된다.
상기 양극 집전체는 일반적으로 3 내지 500 ㎛의 두께로 만들어진다. 이러한 양극 집전체는, 당해 전지에 화학적 변화를 유발하지 않으면서 도전성을 가진 것이라면 특별히 제한되는 것은 아니며, 예를 들어, 스테인리스 스틸, 알루미늄, 니켈, 티탄, 소성 탄소, 또는 알루미늄이나 스테인리스 스틸의 표면에 카본, 니켈, 티탄, 은 등으로 표면처리한 것 등이 사용될 수 있다. 집전체는 그것의 표면에 미세한 요철을 형성하여 양극 활물질의 접착력을 높일 수도 있으며, 필름, 시트, 호일, 네트, 다공질체, 발포체, 부직포체 등 다양한 형태가 가능하다.
상기 음극은, 예를 들어, 음극 집전체 상에 음극 활물질을 포함하고 있는 음극 합제를 도포한 후 건조하여 제조되며, 상기 음극 합제에는, 필요에 따라, 앞서 설명한 바와 같은 도전재, 바인더, 충진제 등의 성분들이 포함될 수 있다.
상기 음극 활물질로는, 예를 들어, 천연 흑연, 인조 흑연, 팽창 흑연, 탄소섬유, 난흑연화성 탄소, 카본블랙, 카본나노튜브, 플러렌, 활성탄 등의 탄소 및 흑연재료; 리튬과 합금이 가능한 Al, Si, Sn, Ag, Bi, Mg, Zn, In, Ge, Pb, Pd, Pt, Ti 등의 금속 및 이러한 원소를 포함하는 화합물; 금속 및 그 화합물과 탄소 및 흑연재료의 복합물; 리튬 함유 질화물 등을 들 수 있다. 그 중에서도 탄소계 활물질, 규소계 활물질, 주석계 활물질, 또는 규소-탄소계 활물질이 더욱 바람직하며, 이들은 단독으로 또는 둘 이상의 조합으로 사용될 수도 있다.
상기 음극 집전체는 일반적으로 3 내지 500 ㎛의 두께로 만든다. 이러한 음극 집전체는, 당해 전지에 화학적 변화를 유발하지 않으면서 높은 도전성을 가지는 것이라면 특별히 제한되는 것은 아니며, 예를 들어, 구리, 스테인리스 스틸, 알루미늄, 니켈, 티탄, 소성 탄소, 구리나 스테인리스 스틸의 표면에 카본, 니켈, 티탄, 은 등으로 표면처리한 것, 알루미늄-카드뮴 합금 등이 사용될 수 있다. 또한, 양극 집전체와 마찬가지로, 표면에 미세한 요철을 형성하여 음극 활물질의 결합력을 강화시킬 수도 있으며, 필름, 시트, 호일, 네트, 다공질체, 발포체, 부직포체 등 다양한 형태로 사용될 수 있다.
상기 분리막은 양극과 음극 사이에 개재되며, 높은 이온 투과도와 기계적 강도를 가지는 절연성의 얇은 박막이 사용된다. 분리막의 기공 직경은 일반적으로 0.01 ~ 10 ㎛이고, 두께는 일반적으로 5 ~ 300 ㎛이다. 이러한 분리막으로는, 예를 들어, 내화학성 및 소수성의 폴리프로필렌 등의 올레핀계 폴리머; 유리섬유 또는 폴리에틸렌 등으로 만들어진 시트나 부직포 등이 사용된다. 전해질로서 폴리머 등의 고체 전해질이 사용되는 경우에는 고체 전해질이 분리막을 겸할 수도 있다.
또한, 본 발명은 상기 전극조립체가 리튬염 함유 비수계 전해액과 함께 전지케이스의 내부에 밀봉되어 있는 것을 특징으로 하는 이차전지를 제공한다.
상기 리튬염 함유 비수계 전해액은 전해액과 리튬염으로 이루어져 있으며, 상기 전해액으로는 비수계 유기용매, 유기 고체 전해질, 무기 고체 전해질 등이 사용된다.
상기 비수계 유기용매로는, 예를 들어, N-메틸-2-피롤리디논, 프로필렌 카르보네이트, 에틸렌 카르보네이트, 부틸렌 카르보네이트, 디메틸 카르보네이트, 디에틸 카르보네이트, 감마-부틸로 락톤, 1,2-디메톡시 에탄, 테트라히드록시 프랑(franc), 2-메틸 테트라하이드로푸란, 디메틸술폭시드, 1,3-디옥소런, 포름아미드, 디메틸포름아미드, 디옥소런, 아세토니트릴, 니트로메탄, 포름산 메틸, 초산메틸, 인산 트리에스테르, 트리메톡시 메탄, 디옥소런 유도체, 설포란, 메틸 설포란, 1,3-디메틸-2-이미다졸리디논, 프로필렌 카르보네이트 유도체, 테트라하이드로푸란 유도체, 에테르, 프로피온산 메틸, 프로피온산 에틸 등의 비양자성 유기용매가 사용될 수 있다.
상기 유기 고체 전해질로는, 예를 들어, 폴리에틸렌 유도체, 폴리에틸렌 옥사이드 유도체, 폴리프로필렌 옥사이드 유도체, 인산 에스테르 폴리머, 폴리 에지테이션 리신(agitation lysine), 폴리에스테르 술파이드, 폴리비닐 알코올, 폴리 불화 비닐리덴, 이온성 해리기를 포함하는 중합제 등이 사용될 수 있다.
상기 무기 고체 전해질로는, 예를 들어, Li3N, LiI, Li5NI2, Li3N-LiI-LiOH, LiSiO4, LiSiO4-LiI-LiOH, Li2SiS3, Li4SiO4, Li4SiO4-LiI-LiOH, Li3PO4-Li2S-SiS2 등의 Li의 질화물, 할로겐화물, 황산염 등이 사용될 수 있다.
상기 리튬염은 상기 비수계 전해질에 용해되기 좋은 물질로서, 예를 들어, LiCl, LiBr, LiI, LiClO4, LiBF4, LiB10Cl10, LiPF6, LiCF3SO3, LiCF3CO2, LiAsF6, LiSbF6, LiAlCl4, CH3SO3Li, CF3SO3Li, (CF3SO2)2NLi, 클로로 보란 리튬, 저급 지방족 카르본산 리튬, 4 페닐 붕산 리튬, 이미드 등이 사용될 수 있다.
또한, 전해액에는 충방전 특성, 난연성 등의 개선을 목적으로, 예를 들어, 피리딘, 트리에틸포스파이트, 트리에탄올아민, 환상 에테르, 에틸렌 디아민, n-글라임(glyme), 헥사 인산 트리 아미드, 니트로벤젠 유도체, 유황, 퀴논 이민 염료, N-치환 옥사졸리디논, N,N-치환 이미다졸리딘, 에틸렌 글리콜 디알킬 에테르, 암모늄염, 피롤, 2-메톡시 에탄올, 삼염화 알루미늄 등이 첨가될 수도 있다. 경우에 따라서는, 불연성을 부여하기 위하여, 사염화탄소, 삼불화에틸렌 등의 할로겐 함유 용매를 더 포함시킬 수도 있고, 고온 보존 특성을 향상시키기 위하여 이산화탄산 가스 등을 더 포함시킬 수도 있다.
상기 전지케이스는 원통형 캔, 각형 캔 또는 라미네이션 시트를 열융착한 파우치 형태일 수 있다. 이 중에서도 파우치형 케이스가 중량이 작고 제조비용이 낮으며 형태 변형이 용이하다는 등의 이점으로 인해 최근 많이 사용되고 있다.
상기 라미네이트 시트는 열융착이 행해지는 내부 수지층, 차단성 금속층, 및 내구성을 발휘하는 외부 수지층을 포함하는 구조로 이루어져 있다.
상기 외부 수지층은 외부 환경에 대해 우수한 내성을 가져야 하므로, 소정 이상의 인장강도와 내후성이 필요하다. 이러한 측면에서 외부 피복층의 고분자 수지는 인장강도 및 내후성이 우수한 폴리에틸렌 나프탈레이트(PEN), 폴리에틸렌 테레프탈레이트(PET) 또는 연신 나일론을 포함할 수 있다.
또한, 상기 외부 피복층은 폴리에틸렌 나프탈레이트(PEN)로 이루어져 있거나 및/또는 상기 외부 피복층의 외면에 폴리에틸렌 테레프탈레이트(PET)층이 구비되어 있는 구조로 이루어질 수 있다.
상기 폴리에틸렌 나프탈레이트(PEN)는 폴리에틸렌 테레프탈레이트 (PET)와 비교하여 얇은 두께에서도 우수한 인장강도와 내후성을 가지므로 외부 피복층으로 사용하기에 바람직하다.
상기 내부 수지층의 고분자 수지로는 열융착성(열접착성)을 가지고, 전해액의 침입을 억제하기 위해 전해액에 대한 흡습성이 낮으며, 전해액에 의해 팽창하거나 침식되지 않는 고분자 수지가 사용될 수 있으며, 더욱 바람직하게는 무연신 폴리프로필렌 필름(CPP)으로 이루어질 수 있다.
하나의 바람직한 예에서, 본 발명에 따른 라미네이트 시트는, 상기 외부 피복층의 두께가 5 내지 40 ㎛이고, 상기 베리어층의 두께가 20 내지 150 ㎛이며, 상기 내부 실란트층의 두께가 10 내지 50 ㎛인 구조로 이루어질 수 있다. 상기 라미네이트 시트의 각 층들의 두께가 너무 얇은 경우에는 물질에 대한 차단 기능과 강도 향상을 기대하기 어렵고, 반대로 너무 두꺼우면 가공성이 떨어지고 시트의 두께 증가를 유발하므로 바람직하지 않다.
상기와 같은 이차전지는 소형 디바이스의 전원으로 사용되는 전지셀에 사용될 수 있을 뿐만 아니라, 고온 안정성 및 긴 사이클 특성과 높은 레이트 특성 등이 요구되는 중대형 디바이스의 전원으로 사용되는 다수의 전지셀들을 포함하는 중대형 전지모듈에 단위전지로도 바람직하게 사용될 수 있다.
상기 중대형 디바이스의 바람직한 예로는 전지적 모터에 의해 동력을 받아 움직이는 파워 툴(power tool); 전기자동차(Electric Vehicle, EV), 하이브리드 전기자동차(Hybrid Electric Vehicle, HEV), 플러그-인 하이브리드 전기자동차(Plug-in Hybrid Electric Vehicle, PHEV) 등을 포함하는 전기차; 전기 자전거(E-bike), 전기 스쿠터(E-scooter)를 포함하는 전기 이륜차; 전기 골프 카트(electric golf cart) 등을 들 수 있으나, 이에 한정되는 것은 아니다.
이상에서 설명한 바와 같이, 본 발명에 따른 라미네이션 장치는 웹에 직접 접촉하여 가열과 이송을 동시에 행함으로써 짧은 시간에 라미네이션을 진행시킬 수 있고, 전체 공정 효율성의 향상에 기여할 수 있다.
도 1은 본 발명의 하나의 실시예에 따른 라미네이션 장치의 모식도이다;
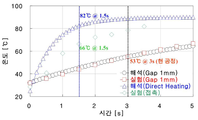
도 2는 접촉 가열에 따른 웹의 온도 변화를 나타낸 그래프이다.
도 2는 접촉 가열에 따른 웹의 온도 변화를 나타낸 그래프이다.
이하, 본 발명의 실시예에 따른 도면을 참조하여 본 발명을 더욱 상술하지만, 이는 본 발명의 더욱 용이한 이해를 위한 것으로, 본 발명의 범주가 그것에 의해 한정되는 것은 아니다.
도 1에는 본 발명의 하나의 실시예에 따른 라미네이션 장치의 모식도가 도시되어 있다.
도 1을 참조하면, 라미네이션 장치(100)는 웹(200)이 유입되는 유입부(110); 웹(200)에 접촉하여 이송하는 제 1 및 제 2 회전벨트(131, 132); 제 1 및 제 2 회전벨트(131, 132)를 각각 회전시키는 제 1 및 제 2 롤러(121a, 121b, 122a, 122b); 제 1 및 제 2 회전벨트(131, 132)를 가열하여 웹(200)을 가열하는 가열부(140); 및 웹(200)이 배출되는 배출부(150)로 구성되어 있다.
웹(200)은 분리필름 상에 전극조립체의 단위체(유닛셀)가 위치하는 것으로, 상기 유닛셀은 풀셀 또는 바이셀(도시하지 않음)일 수 있다.
상기 유닛셀로서의 풀셀은 양극/분리막/음극의 단위 구조로 이루어져 있는 셀로서, 셀의 양측에 각각 양극과 음극이 위치하는 셀이다. 이러한 풀셀은 가장 기본적인 구조의 양극/분리막/음극 셀과 양극/분리막/음극/분리막/양극/분리막/음극 등을 들 수 있다.
또한, 유닛셀로서의 바이셀은 양극/분리막/음극/분리막/양극의 단위 구조 및 음극/분리막/양극/분리막/음극의 단위구조와 같이 셀의 양측에 동일한 전극이 위치하는 셀이다. 일반적으로 상기 양극/분리막/음극/분리막/양극 구조의 셀을 "C형 바이셀"로서 칭하고, 음극/분리막/양극/분리막/음극 구조의 셀을 "A형 바이셀"로서 칭한다. 즉, 양측에 양극이 위치하는 셀을 C형 바이셀이라 하고, 양측에 음극이 위치하는 셀을 A형 바이셀이라 한다.
이러한 바이셀들은 셀 양측의 전극이 동일한 구조라면 그것을 이루는 양극 및 음극과 분리막의 수가 특별히 제한되는 것은 아니다.
웹(200)이 유입부(110)로 유입되기 전에 웹(200)의 상면 및 하면에는 보호필름(210)이 위치한다. 보호필름(210)은, 예를 들어, 웹(200)의 상면에 위치한 전극이 회전 벨트(131, 132)에 의해 직접 접촉하여 양극재와 음극재가 탈리되는 것을 방지하여 주고, 웹(200)의 하면에 위치한 분리필름이 회전 벨트(131, 132)와 접착되는 현상을 방지하여 준다. 이러한 보호필름(210)은 도면에서와 같이 라미네이션 된 웹이 배출부(150)로 배출되기 전에 회수된다.
제 1 롤러(121a, 121b)는 반시계 방향으로 회전하면서 제 1 회전 벨트(131)를 반시계 방향으로 회전시킴으로써, 웹(200)에 대하여 좌측에서 우측으로 이송력을 가한다. 또한, 제 2 롤러(122a, 122b)는 제 1 롤러(121a, 121b)와 반대로 시계 방향으로 회전하면서 제 2 회전 벨트(132)를 시계 방향으로 회전시킴으로써, 웹(200)에 대하여 좌측에서 우측으로 이송력을 가한다.
라미네이션 장치(100)는 라미네이션이 일어나는 과정에서 챔버(300)로 밀폐되어 있다. 이러한 밀폐된 챔버(300) 내에서 라미네이션이 일어나게 함으로써, 불필요한 열손실을 줄일 수 있으며, 보다 효율적인 라미네이션이 일어날 수 있도록 한다.
챔버(300)는 상기와 같이 열손실을 줄이기 위하여 대기 온도보다 20 내지 70℃ 높은 온도로 설정되어 있다.
도 2에는 접촉 가열에 따른 웹의 온도 변화를 나타낸 그래프가 도시되어 있다.
도 2를 참조하면, 가열부와 웹 사이의 간격을 1 mm로 한 경우, 이론적 해석값과 실험값이 유사하고, 3초에 53℃까지 승온되는 것을 알 수 있다. 직접 가열하는 경우, 해석값은 1.5초에 82℃까지 승온되는 것으로 나타나지만, 실제 접촉 가열한 경우의 실험값은 1.5초에 66℃까지 승온되었다. 상기의 결과만으로도, 직접(접촉) 가열 방식을 사용하는 경우, 기존 간접 가열 방식에 비해 약 2배 이상 짧은 시간에 목표로 하는 온도까지 승온시킬 수 있어 라미네이션 시간을 단축시킬 수 있다.
이상 본 발명의 실시예에 따른 도면을 참조하여 설명하였지만, 본 발명이 속한 분야에서 통상의 지식을 가진 자라면 상기 내용을 바탕으로 본 발명의 범주 내에서 다양한 응용 및 변형을 행하는 것이 가능할 것이다.
Claims (17)
- 분리막을 사이에 두고 양극과 음극이 순차적으로 적층되는 구조의 전극조립체를 열접합에 의해 라미네이션 하는 장치로서,
상기 양극/분리막/음극이 적층되어 있는 구조의 웹이 유입되는 유입부; 상기 웹을 가열하여 양극/분리막/음극 상호간의 열접합을 유도하는 가열부; 상기 열접합된 웹이 배출되는 배출부; 및 상기 유입부, 가열부 및 배출부를 경유하여 웹을 이송하는 이송부;를 포함하고 있으며,
상기 이송부는 웹의 상면과 하면 중 적어도 일면에 접촉한 상태로 웹에 이송 구동력을 제공하며, 상기 가열부는 이송부가 웹에 접촉해 있는 부위를 직접 가열하여 열접합을 위한 에너지를 웹에 전달하는 것을 특징으로 하는 라미네이션 장치. - 제 1 항에 있어서, 상기 이송부는 동일한 방향으로 회전하는 한 쌍의 롤러들과, 웹에 접촉하면서 상기 롤러들에 의해 회전하는 회전 벨트를 포함하는 것을 특징으로 하는 라미네이션 장치.
- 제 1 항에 있어서, 상기 이송부는 웹의 상면 및 하면에 각각 접촉한 상태로 웹에 이송 구동력을 제공하는 것을 특징으로 하는 라미네이션 장치.
- 제 3 항에 있어서, 상기 이송부는,
웹의 상면 부위에 위치하는 한 쌍의 제 1 롤러들과, 웹의 상면에 접촉하면서 제 1 롤러들에 의해 회전하는 제 1 회전 벨트; 및
웹의 하면 부위에 위치하는 한 쌍의 제 2 롤러들과, 웹의 하면에 접촉하면서 제 2 롤러들에 의해 회전하는 제 2 회전 벨트;
를 포함하는 것을 특징으로 하는 라미네이션 장치. - 제 2 항에 있어서, 상기 이송부의 회전 벨트가 가열부에 의해 가열되는 것을 특징으로 하는 라미네이션 장치.
- 제 5 항에 있어서, 상기 가열부는 웹에 접촉하는 회전 벨트의 부위를 가열하도록 회전 벨트 중 웹과 접촉한 회전 벨트 부위에 인접하여 위치하는 것을 특징으로 하는 라미네이션 장치.
- 제 2 항에 있어서, 상기 회전 벨트는 금속 소재로 이루어진 것을 특징으로 하는 라미네이션 장치.
- 제 7 항에 있어서, 상기 회전 벨트는 스테인리스 스틸 소재인 것을 특징으로 하는 라미네이션 장치.
- 제 1 항에 있어서, 상기 가열부의 온도는 80 내지 105℃인 것을 특징으로 하는 라미네이션 장치.
- 제 1 항에 있어서, 상기 웹의 이송 속도는 400 내지 450 mm/s인 것을 특징으로 하는 라미네이션 장치.
- 제 1 항에 있어서, 상기 가열부에 의한 웹의 온도 상승률은 20℃/초 이상인 것을 특징으로 하는 라미네이션 장치.
- 제 11 항에 있어서, 상기 가열부에 의한 웹의 온도 상승률은 30℃/초 내지 50 ℃/초인 것을 특징으로 하는 라미네이션 장치.
- 제 1 항에 있어서, 상기 가열부와 이송부는 밀폐된 챔버 내에 위치하고, 상기 챔버의 온도는 대기 온도보다 20 내지 70℃ 높은 온도로 설정되어 있는 것을 특징으로 하는 라미네이션 장치.
- 제 1 항 내지 제 13 항 중 어느 하나에 따른 장치를 사용하여 제조되는 것을 특징으로 하는 전극조립체.
- 제 14 항에 있어서, 상기 전극조립체가 전해액과 함께 전지케이스의 내부에 밀봉되어 있는 것을 특징으로 하는 이차전지.
- 제 15 항에 따른 이차전지를 단위전지로서 둘 또는 그 이상 포함하는 것을 특징으로 하는 전지팩.
- 제 16 항에 있어서, 상기 전지팩은 전기자동차, 하이브리드 전기자동차, 플러그-인 하이브리드 전기자동차, 또는 전력 저장장치의 전원으로 사용되는 것을 특징으로 하는 전지팩.
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100122326A KR101355834B1 (ko) | 2010-12-02 | 2010-12-02 | 이차전지 제조용 라미네이션 장치 |
| EP11845212.7A EP2648260B1 (en) | 2010-12-02 | 2011-11-09 | Device for laminating a secondary battery and method |
| PL11845212T PL2648260T3 (pl) | 2010-12-02 | 2011-11-09 | Sposób i urządzenie do laminowania akumulatora |
| CN201180057959.3A CN103238248B (zh) | 2010-12-02 | 2011-11-09 | 用于层叠电极组件的新颖装置和使用该装置制造的二次电池 |
| JP2013541917A JP5731664B2 (ja) | 2010-12-02 | 2011-11-09 | 積層するための新規装置 |
| PCT/KR2011/008487 WO2012074219A2 (ko) | 2010-12-02 | 2011-11-09 | 신규한 라미네이션 장치 및 이를 사용하여 생산되는 이차전지 |
| TW100143005A TWI461303B (zh) | 2010-12-02 | 2011-11-23 | 壓合電極組之新穎裝置及使用其所製備之二次電池 |
| US13/899,995 US20130260211A1 (en) | 2010-12-02 | 2013-05-22 | Novel device for laminating electrode assembly and secondary battery manufactured using the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100122326A KR101355834B1 (ko) | 2010-12-02 | 2010-12-02 | 이차전지 제조용 라미네이션 장치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20120060700A true KR20120060700A (ko) | 2012-06-12 |
| KR101355834B1 KR101355834B1 (ko) | 2014-01-28 |
Family
ID=46172353
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020100122326A KR101355834B1 (ko) | 2010-12-02 | 2010-12-02 | 이차전지 제조용 라미네이션 장치 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20130260211A1 (ko) |
| EP (1) | EP2648260B1 (ko) |
| JP (1) | JP5731664B2 (ko) |
| KR (1) | KR101355834B1 (ko) |
| CN (1) | CN103238248B (ko) |
| PL (1) | PL2648260T3 (ko) |
| TW (1) | TWI461303B (ko) |
| WO (1) | WO2012074219A2 (ko) |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016053060A1 (ko) * | 2014-10-02 | 2016-04-07 | 주식회사 엘지화학 | 이차전지용 라미네이팅 장치 및 이차전지의 라미네이팅 방법 |
| KR20170036398A (ko) * | 2015-09-24 | 2017-04-03 | 주식회사 엘지화학 | 이차전지 제작장치 및 이차전지의 제작방법 |
| KR20170111234A (ko) * | 2016-03-25 | 2017-10-12 | 주식회사 엘지화학 | 전극 조립체 제작 시스템 |
| KR20170122030A (ko) * | 2016-04-26 | 2017-11-03 | 주식회사 엘지화학 | 전극조립체 제조방법 |
| KR20180023812A (ko) * | 2016-08-26 | 2018-03-07 | 주식회사 엘지화학 | 에어 블로잉 유닛을 포함하는 전극조립체 제조 장치 |
| US10014550B2 (en) | 2014-10-02 | 2018-07-03 | Lg Chem, Ltd. | Secondary battery laminating device and secondary battery laminating method |
| KR101888052B1 (ko) | 2017-09-26 | 2018-08-13 | 장명희 | 이차전지 제조용 라미네이션 장치 |
| KR101992280B1 (ko) | 2018-07-27 | 2019-06-24 | 장명희 | 이차전지 제조용 라미네이션 장치 |
| KR102028611B1 (ko) | 2018-07-27 | 2019-10-04 | 장명희 | 이차전지 제조용 라미네이션 장치 |
| KR20200067575A (ko) | 2018-12-04 | 2020-06-12 | 주식회사 엘지화학 | 라미네이션장치 및 방법, 그를 포함하는 이차전지 제조설비 |
| KR20200093956A (ko) | 2019-01-29 | 2020-08-06 | 주식회사 엘지화학 | 전극조립체 가열유닛, 그를 포함하는 라미네이션장치 및 방법 |
| KR20200109042A (ko) | 2019-03-12 | 2020-09-22 | 주식회사 엘지화학 | 이차전지용 라미네이션장치 및 방법 |
| KR20200114410A (ko) | 2019-03-28 | 2020-10-07 | 주식회사 엘지화학 | 이차전지용 실링장치 및 실링방법 |
| KR20200118694A (ko) | 2019-04-08 | 2020-10-16 | 주식회사 엘지화학 | 이차전지 및 그의 제조방법 |
| KR20200137186A (ko) | 2019-05-29 | 2020-12-09 | 주식회사 엘지화학 | 기본단위체, 이차전지용 라미네이션장치 및 방법 |
| KR20200141858A (ko) | 2019-06-11 | 2020-12-21 | 주식회사 엘지화학 | 이차전지용 실링장치 및 실링방법 |
| KR20200141856A (ko) | 2019-06-11 | 2020-12-21 | 주식회사 엘지화학 | 이차전지 검사설비 및 검사방법 |
| KR20210006231A (ko) | 2019-07-08 | 2021-01-18 | 주식회사 엘지화학 | 이차전지 및 그의 제조방법 |
| KR20210006232A (ko) | 2019-07-08 | 2021-01-18 | 주식회사 엘지화학 | 그리퍼장치 및 그를 포함하는 전극조립체 폴딩설비 |
| KR20210006720A (ko) | 2019-07-09 | 2021-01-19 | 주식회사 엘지화학 | 이차전지 |
| KR20210023053A (ko) | 2019-08-21 | 2021-03-04 | 주식회사 엘지화학 | 전극, 그의 제조장치 및 제조방법 |
| KR20210023527A (ko) | 2019-08-23 | 2021-03-04 | 주식회사 엘지화학 | 이차전지 및 그의 제조방법 |
| KR20210024917A (ko) | 2019-08-26 | 2021-03-08 | 주식회사 엘지화학 | 전해액 검출장치 및 그를 포함한 이차전지 이송설비 |
| KR20210120731A (ko) | 2020-03-27 | 2021-10-07 | 주식회사 엘지에너지솔루션 | 이차전지용 라미네이션 장치 및 방법 |
| KR20220129255A (ko) | 2021-03-16 | 2022-09-23 | (주)나노테크 | 이차전지 제조용 히팅롤러 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101528027B1 (ko) | 2012-06-28 | 2015-06-12 | 주식회사 엘지화학 | 전극조립체의 제조공정 |
| KR101523427B1 (ko) | 2012-06-28 | 2015-05-27 | 주식회사 엘지화학 | 전극조립체의 제조공정 |
| ITMO20130311A1 (it) * | 2013-11-11 | 2015-05-12 | Kemet Electronics Italia S R L | Metodo di laminazione |
| KR102042752B1 (ko) * | 2015-09-04 | 2019-11-08 | 주식회사 엘지화학 | 이차 전지의 전극판 압착 장치 및 방법 |
| KR102658614B1 (ko) * | 2015-11-19 | 2024-04-19 | 도레이 카부시키가이샤 | 고분자 전해질막을 포함하는 접합체의 제조 방법 및 제조 장치 |
| EP3399581B1 (en) * | 2016-11-30 | 2022-02-16 | LG Energy Solution Ltd. | Cleaning device, provided with cleaning roll, for protective film for battery cell production |
| KR102104297B1 (ko) * | 2016-11-30 | 2020-04-24 | 주식회사 엘지화학 | 세정 롤이 구비되어 있는 전지셀 제조용 보호 필름의 세정 장치 |
| KR102167118B1 (ko) | 2017-04-26 | 2020-10-16 | 주식회사 엘지화학 | 이차전지용 라미네이션장치 |
| KR102245125B1 (ko) * | 2017-05-18 | 2021-04-28 | 주식회사 엘지화학 | 전극 조립체 제조 장치 및 전극 조립체 제조방법 |
| KR102287768B1 (ko) * | 2018-01-29 | 2021-08-10 | 주식회사 엘지에너지솔루션 | 전극 조립체 제조방법 및 이차전지 제조방법 |
| CN108878986B (zh) * | 2018-07-13 | 2022-10-11 | 广东天劲新能源科技股份有限公司 | 一种弧形锂离子电池制造装置及制造方法 |
| KR102580441B1 (ko) * | 2019-03-06 | 2023-09-20 | 주식회사 엘지에너지솔루션 | 셀 제조 장치 및 방법 |
| EP4205976A1 (en) * | 2021-12-28 | 2023-07-05 | Guangdong Willing Technology Corporation | Lamination device |
| DE102022114553A1 (de) * | 2022-06-09 | 2023-12-14 | Körber Technologies Gmbh | Vorrichtung und Verfahren zur Vorbehandlung von Materialbahnen für die Herstellung von gewickelten Energiezellen |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3235222C2 (de) * | 1982-09-23 | 1986-03-13 | Peter Dr. 4000 Düsseldorf Faber | Maschine zur Herstellung von Metall/Kunststoff-Verbundelektroden |
| JP2574548B2 (ja) * | 1991-03-07 | 1997-01-22 | 早川ゴム株式会社 | 繊維シートとゴムとの積層シートの連続的製造方法 |
| GB9525385D0 (en) * | 1995-12-13 | 1996-02-14 | Potter Michael J | Foil coil laminator |
| IT1282098B1 (it) * | 1996-01-29 | 1998-03-12 | Roofing Italiana S R L | Impianto automatico in continuo per il confezionamento di pannelli in tessuto di vetro e distanziali cellulari in leghe leggere |
| JPH11339775A (ja) * | 1998-05-29 | 1999-12-10 | Toshiba Battery Co Ltd | ポリマー電池用電極要素の製造装置 |
| JP3830284B2 (ja) * | 1998-10-15 | 2006-10-04 | 東洋鋼鈑株式会社 | 密閉型電池の安全装置の製造方法及び設備 |
| JP2000173623A (ja) * | 1998-12-07 | 2000-06-23 | Mitsubishi Materials Corp | 多孔質ニッケル基材及びそれを用いたアルカリ二次電池用電極 |
| JP2000195504A (ja) * | 1998-12-24 | 2000-07-14 | Sony Corp | ポリマ電池用電極材製造装置 |
| TW459413B (en) * | 2000-12-13 | 2001-10-11 | Elite Ionergy Co Ltd | Manufacturing apparatus of battery component and its manufacturing method |
| JP2002298924A (ja) * | 2001-03-30 | 2002-10-11 | Toray Eng Co Ltd | 二次電池および二次電池製造方法ならびに二次電池製造装置 |
| US6823584B2 (en) * | 2001-05-03 | 2004-11-30 | Ballard Power Systems Inc. | Process for manufacturing a membrane electrode assembly |
| US20060159999A1 (en) * | 2001-07-23 | 2006-07-20 | Kejha Joseph B | Method of automated prismatic electrochemical cells production and method of the cell assembly and construction |
| JP2003132899A (ja) | 2001-10-30 | 2003-05-09 | Matsushita Electric Ind Co Ltd | 燃料電池用電極の形成方法及びその形成装置 |
| US7432009B2 (en) * | 2002-04-03 | 2008-10-07 | 3M Innovative Properties Company | Lamination apparatus and methods |
| TW200418638A (en) * | 2003-03-26 | 2004-10-01 | Nova Leather Entpr Co Ltd | Cloth free high staminal patterned rubber and manufacturing method thereof |
| JP4493287B2 (ja) * | 2003-03-28 | 2010-06-30 | 住友化学株式会社 | 高分子電解質複合膜の連続的製造方法及び装置 |
| DE202004001671U1 (de) * | 2004-02-04 | 2004-04-15 | Maschinenfabrik Herbert Meyer Gmbh & Co. Kg | Kaschiervorrichtung |
| JPWO2005117043A1 (ja) * | 2004-05-27 | 2008-04-03 | 日本ゼオン株式会社 | 電気化学デバイス用電極の製造方法及びその装置 |
| US20060029850A1 (en) * | 2004-08-03 | 2006-02-09 | Peter Szrama | Fuel cell assembly with structural film |
| US7531012B2 (en) * | 2004-10-21 | 2009-05-12 | Bathium Canada Inc. | Thin film electrochemical cell for lithium polymer batteries and manufacturing method therefor |
| JP2008311012A (ja) * | 2007-06-13 | 2008-12-25 | Toyota Motor Corp | 燃料電池用電極材料接合体の製造装置および製造方法、燃料電池 |
| DE102007041261B3 (de) * | 2007-08-30 | 2009-03-19 | Meier Vakuumtechnik Gmbh | Laminator, Andrückmembran und Verfahren für das Laminieren von Bauteilstapeln |
-
2010
- 2010-12-02 KR KR1020100122326A patent/KR101355834B1/ko active IP Right Grant
-
2011
- 2011-11-09 CN CN201180057959.3A patent/CN103238248B/zh active Active
- 2011-11-09 PL PL11845212T patent/PL2648260T3/pl unknown
- 2011-11-09 JP JP2013541917A patent/JP5731664B2/ja active Active
- 2011-11-09 WO PCT/KR2011/008487 patent/WO2012074219A2/ko active Application Filing
- 2011-11-09 EP EP11845212.7A patent/EP2648260B1/en active Active
- 2011-11-23 TW TW100143005A patent/TWI461303B/zh active
-
2013
- 2013-05-22 US US13/899,995 patent/US20130260211A1/en not_active Abandoned
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10014550B2 (en) | 2014-10-02 | 2018-07-03 | Lg Chem, Ltd. | Secondary battery laminating device and secondary battery laminating method |
| WO2016053060A1 (ko) * | 2014-10-02 | 2016-04-07 | 주식회사 엘지화학 | 이차전지용 라미네이팅 장치 및 이차전지의 라미네이팅 방법 |
| KR20170036398A (ko) * | 2015-09-24 | 2017-04-03 | 주식회사 엘지화학 | 이차전지 제작장치 및 이차전지의 제작방법 |
| KR20170111234A (ko) * | 2016-03-25 | 2017-10-12 | 주식회사 엘지화학 | 전극 조립체 제작 시스템 |
| KR20170122030A (ko) * | 2016-04-26 | 2017-11-03 | 주식회사 엘지화학 | 전극조립체 제조방법 |
| US10665900B2 (en) | 2016-08-26 | 2020-05-26 | Lg Chem, Ltd. | Device for manufacturing electrode assembly including air blowing unit |
| KR20180023812A (ko) * | 2016-08-26 | 2018-03-07 | 주식회사 엘지화학 | 에어 블로잉 유닛을 포함하는 전극조립체 제조 장치 |
| KR101888052B1 (ko) | 2017-09-26 | 2018-08-13 | 장명희 | 이차전지 제조용 라미네이션 장치 |
| KR101992280B1 (ko) | 2018-07-27 | 2019-06-24 | 장명희 | 이차전지 제조용 라미네이션 장치 |
| KR102028611B1 (ko) | 2018-07-27 | 2019-10-04 | 장명희 | 이차전지 제조용 라미네이션 장치 |
| KR20200067575A (ko) | 2018-12-04 | 2020-06-12 | 주식회사 엘지화학 | 라미네이션장치 및 방법, 그를 포함하는 이차전지 제조설비 |
| KR20200093956A (ko) | 2019-01-29 | 2020-08-06 | 주식회사 엘지화학 | 전극조립체 가열유닛, 그를 포함하는 라미네이션장치 및 방법 |
| KR20200109042A (ko) | 2019-03-12 | 2020-09-22 | 주식회사 엘지화학 | 이차전지용 라미네이션장치 및 방법 |
| KR20200114410A (ko) | 2019-03-28 | 2020-10-07 | 주식회사 엘지화학 | 이차전지용 실링장치 및 실링방법 |
| KR20200118694A (ko) | 2019-04-08 | 2020-10-16 | 주식회사 엘지화학 | 이차전지 및 그의 제조방법 |
| KR20200137186A (ko) | 2019-05-29 | 2020-12-09 | 주식회사 엘지화학 | 기본단위체, 이차전지용 라미네이션장치 및 방법 |
| US11955611B2 (en) | 2019-06-11 | 2024-04-09 | Lg Energy Solution, Ltd. | Equipment and method for inspecting secondary battery |
| KR20200141858A (ko) | 2019-06-11 | 2020-12-21 | 주식회사 엘지화학 | 이차전지용 실링장치 및 실링방법 |
| KR20200141856A (ko) | 2019-06-11 | 2020-12-21 | 주식회사 엘지화학 | 이차전지 검사설비 및 검사방법 |
| KR20210006231A (ko) | 2019-07-08 | 2021-01-18 | 주식회사 엘지화학 | 이차전지 및 그의 제조방법 |
| KR20210006232A (ko) | 2019-07-08 | 2021-01-18 | 주식회사 엘지화학 | 그리퍼장치 및 그를 포함하는 전극조립체 폴딩설비 |
| KR20210006720A (ko) | 2019-07-09 | 2021-01-19 | 주식회사 엘지화학 | 이차전지 |
| KR20210023053A (ko) | 2019-08-21 | 2021-03-04 | 주식회사 엘지화학 | 전극, 그의 제조장치 및 제조방법 |
| KR20210023527A (ko) | 2019-08-23 | 2021-03-04 | 주식회사 엘지화학 | 이차전지 및 그의 제조방법 |
| KR20210024917A (ko) | 2019-08-26 | 2021-03-08 | 주식회사 엘지화학 | 전해액 검출장치 및 그를 포함한 이차전지 이송설비 |
| US11830987B2 (en) | 2019-08-26 | 2023-11-28 | Lg Energy Solution, Ltd. | Electrolyte detection device and secondary battery transfer facility comprising the same |
| KR20210120731A (ko) | 2020-03-27 | 2021-10-07 | 주식회사 엘지에너지솔루션 | 이차전지용 라미네이션 장치 및 방법 |
| KR20220129255A (ko) | 2021-03-16 | 2022-09-23 | (주)나노테크 | 이차전지 제조용 히팅롤러 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201236874A (en) | 2012-09-16 |
| EP2648260A2 (en) | 2013-10-09 |
| US20130260211A1 (en) | 2013-10-03 |
| CN103238248B (zh) | 2016-03-23 |
| CN103238248A (zh) | 2013-08-07 |
| EP2648260A4 (en) | 2015-01-21 |
| KR101355834B1 (ko) | 2014-01-28 |
| JP2013545244A (ja) | 2013-12-19 |
| WO2012074219A2 (ko) | 2012-06-07 |
| PL2648260T3 (pl) | 2020-02-28 |
| TWI461303B (zh) | 2014-11-21 |
| WO2012074219A3 (ko) | 2012-07-26 |
| EP2648260B1 (en) | 2019-10-23 |
| JP5731664B2 (ja) | 2015-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101355834B1 (ko) | 이차전지 제조용 라미네이션 장치 | |
| KR102101906B1 (ko) | 조립 가이드 기능의 체결 부재를 포함하는 전지팩 | |
| US9095987B2 (en) | Device for cutting electrode sheet and secondary battery manufactured using the same | |
| US10576558B2 (en) | Device for notching a secondary battery manufactured using the same | |
| US20130247637A1 (en) | Novel device for notching and secondary battery manufactured using the same | |
| US8757351B2 (en) | Device for folding electrode assembly | |
| KR101370855B1 (ko) | 스크랩 제거를 위한 노칭 장치 및 이를 사용하여 생산되는 이차전지 | |
| EP3196970B1 (en) | Method for manufacturing lithium secondary battery and lithium secondary battery manufactured using same | |
| KR20140133140A (ko) | 전지셀 이송 장치 | |
| KR101490845B1 (ko) | 전극조립체의 제조를 위한 폴딩 장치 | |
| KR102149931B1 (ko) | 가스 트랩 현상을 개선시킨 이차전지 | |
| KR102011679B1 (ko) | 양면에 활물질의 로딩량이 상이한 전극판을 포함하는 전극조립체 | |
| KR102098154B1 (ko) | 3차원 망상 구조의 전극 집전체를 포함하는 전극 | |
| KR102263467B1 (ko) | 집전체가 없는 전극 및 이를 포함하는 이차전지 | |
| KR102082467B1 (ko) | 집전체 중심 부위에 높은 활물질 로딩량을 가지는 전극을 포함하는 전극조립체 | |
| KR102025564B1 (ko) | 전지 소자들 사이에 개재되어 있는 단위셀을 포함하는 전극조립체 | |
| KR102070907B1 (ko) | 충방전 시 발생하는 가스를 수용할 수 있는 잉여부를 포함하는 전지셀 | |
| US20130316224A1 (en) | Method For Preparing Secondary Battery And The Secondary Battery Prepared By Using The Same | |
| KR102026292B1 (ko) | 활물질 로딩량의 구배를 가진 전극을 포함하는 전극조립체 | |
| KR101307772B1 (ko) | 이차전지 제조방법 및 이를 이용하여 생산되는 이차전지 | |
| KR102225091B1 (ko) | 고용량화를 위한 분리막 구조를 가진 전극조립체 및 이를 포함하는 전지셀 | |
| KR102164576B1 (ko) | 전극조립체 제조방법 및 이를 사용하여 제조되는 전극조립체 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20161227 Year of fee payment: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20180116 Year of fee payment: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20190116 Year of fee payment: 6 |