KR20120051749A - 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 - Google Patents
복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 Download PDFInfo
- Publication number
- KR20120051749A KR20120051749A KR1020127007852A KR20127007852A KR20120051749A KR 20120051749 A KR20120051749 A KR 20120051749A KR 1020127007852 A KR1020127007852 A KR 1020127007852A KR 20127007852 A KR20127007852 A KR 20127007852A KR 20120051749 A KR20120051749 A KR 20120051749A
- Authority
- KR
- South Korea
- Prior art keywords
- shaft
- sole
- functional layer
- water vapor
- composite
- Prior art date
Links
Images


















Classifications
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B7/00—Footwear with health or hygienic arrangements
- A43B7/12—Special watertight footwear
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B7/00—Footwear with health or hygienic arrangements
- A43B7/12—Special watertight footwear
- A43B7/125—Special watertight footwear provided with a vapour permeable member, e.g. a membrane
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B13/00—Soles; Sole-and-heel integral units
- A43B13/02—Soles; Sole-and-heel integral units characterised by the material
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B13/00—Soles; Sole-and-heel integral units
- A43B13/02—Soles; Sole-and-heel integral units characterised by the material
- A43B13/026—Composites, e.g. carbon fibre or aramid fibre; the sole, one or more sole layers or sole part being made of a composite
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B13/00—Soles; Sole-and-heel integral units
- A43B13/02—Soles; Sole-and-heel integral units characterised by the material
- A43B13/12—Soles with several layers of different materials
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B13/00—Soles; Sole-and-heel integral units
- A43B13/14—Soles; Sole-and-heel integral units characterised by the constructive form
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B7/00—Footwear with health or hygienic arrangements
- A43B7/06—Footwear with health or hygienic arrangements ventilated
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B7/00—Footwear with health or hygienic arrangements
- A43B7/06—Footwear with health or hygienic arrangements ventilated
- A43B7/08—Footwear with health or hygienic arrangements ventilated with air-holes, with or without closures
Abstract
본 발명은, 복합체 슈즈 밑창의 깊이를 통해 연장되는 하나 이상의 개구(3)를 포함하며, 배리어 유닛(35)은, 복합체 슈즈 밑창(105)의 상부 일부의 하나 이상의 섹션을 형성하는 상부 부분을 가지고 그리고 밑창을 침투하는 이물질에 대한 배리어로서 구성된 수증기-투과성 배리어 물질(33)을 가지고, 상기 물질은 수증기-투과성 방식으로 하나 이상의 스루홀(31)를 폐쇄하는 상부 부분을 갖는 수증기-투과성 복합체 슈즈 밑창(105)에 관한 것이다. 안정화 디바이스(25)는 복합체 슈즈 밑창(105)을 기계적으로 강화하기 위한 배리어 물질(33)과 관련있다. 상기 요소는 배리어 물질(33)의 하나 이상의 표면 상에 배치되며 그리고 적어도 부분적으로 하나 이상의 스루홀(31)를 브릿지하는 하나 이상의 안정화 막대(37)을 포함한다. 하나 이상의 바깥창 부분(117)은 배리어 유닛(35) 아래 배치된다.
Description
본 발명은 복합체 슈즈 밑창, 이로 구성된 신발과, 이러한 신발의 제조 방법에 관한 것이다.
양자택일로서, 땀 수분을 차단하는 방수성 슈즈 최하부 구조, 또는 땀 수분에 투과성이고, 또한 물-투과성인 구조에 대해 결정할 필요가 더 이상 없는데, 구체적으로 천공 바깥창(perforated outsole) 또는 스루홀들(through holes)이 제공된 바깥창 및 이 위에 배치된 방수성 수증기-투과성 기능층 -예를 들어, 막(membrane)의 형태임- 의 사용에 기초한 수증기-투과성임에도 불구하고 방수성인 슈즈-최하부 구조(shoe-bottom structure)가 있었기 때문이다. 문헌들 EP 0,275,644 A2, EP 0,382,904 A2, EP 1,506,723 A2, EP 0,858,270 B1, DE 100 36 100 C1, EP 959,704 B1, WO 2004/028,284 A1, DE 20 2004 08539 U1, 및 WO 2005/065,479 A1에 그 예들이 제공된다.
인간의 발은 땀을 잘 흘리는 경향이 있으므로, 본 발명은, 이의 안정성을 심각하게 해치지 않고, 특히 고도의 수증기 투과성을 갖는 슈즈-최하부 구조를 갖는 신발을 이용가능하게 하고자 하는 것이다.
EP 0,382,904 A2에 따른 작은 스루홀들을 갖는 바깥창을 갖는 신발에서, 일반적으로 뻣뻣한(stiff) 바깥창 물질을 사용하되, 슈즈 최하부의 적당한 수증기 투과성만으로, 밑창 구조의 충분한 안정성이 달성될 수 있다.
EP 959,704 B1, WO 2005/063069 A2 및 WO 2004/028,284 A1에 따른 밑창 구조들은, 이는 본질적으로, 다수의 개별 바깥창 클리트들(cleats)에 부가하여 수증기-투과성 물질을 넣기 위한 주변 프레임만으로 구성되며, 보다 높은 수증기 투과성을 선호하는(favoring) 바깥창을 가지며, 이는 작은자갈들(pebbles)과 같은 이물질의 침투로부터 이 위에 위치된 막을 보호하는 것으로 생각되지만 그 자체로 개별적으로 안정하지는 않고, 많은 타입의 신발들에 요구되는 밑창 구조의 안정화도(degree of stabilization)를 제공하지 않는다. WO 2004/028,284 A1의 바깥창은 주변 프레임 및 다수의 바깥창 클리트들로부터 형성되고, 이는 주변 프레임 내 밑창의 최하부에 걸쳐 분포된다.
DE 20 2004 08539 U1 및 WO 2005/065479 A1에 따른 밑창 구조에서 상황은 비슷하며, 여기서 방수성, 수증기-투과성 인서트가 바깥창의 대-면적(large-area) 개구들 내에 삽입되고, 이는 개구를 방수성 방식으로 덮는 막 그리고 그 아래에 이물질의 침투에 대해 막을 보호하는 역할을 하는 라미네이트된 그리드(laminated grid)를 갖는다. 막 및 라미네이트된 메쉬는 모두 상대적으로 연질인 물질로 구성되어, 이들이 밑창 구조의 안정화에 거의 기여할 수 없으므로, 밑창 구조의 안정성은 대-면적 개구들의 부위에서 약화된다.
슈즈 최하부 구조의 보다 우수한 안정화가 DE 100 36 100 C1에 따른 운동 슈즈에서 달성되었고, 이의 바깥창은 대-면적 개구들의 바깥창 부분들로부터 형성되어 바깥창 부분들이 압착-방지(compression-proof) 가소성물질로 구성되는 지지층의 최하부 상에 배치되고, 이는 바깥창 부분들의 대-면적 개구들 상의 부위들에서 그리드-형 개구들이 제공되고 그리고 따라서 바깥창 부분들과 같이 수증기-투과성이며, 막은 지지층 및, 수증기 투과성을 위한 홀들이 제공된, 이 위에 위치된 안창 사이에 배치되며, 이를 사용하여 수증기 투과성과 함께 방수성이 달성될 뿐 아니라, 지지층의 그리드 개구들이 막을(keep out) 수 없는 작은자갈들이 슈즈 내부로 침투되는 것이 방지될 것으로 또한 생각된다. 따라서, 기계적 작용에 의해 쉽게 손상되는 막은, 이것 자체가 실제 요구하는 보호를 제공할 것으로 생각된다.
예를 들어, EP 1,506,723 A2 및 EP 0,858,270 B1에 따른 다른 해결책은, 천공 바깥창을 통해 들어간 자갈들과 같은 이물질의 침투에 대한 보호물로서 막 아래의 보호층을 제안한다.
EP 1,506,723 A2의 실시형태에서, 막 및 보호층은 스폿 글루잉(spot gluing)에 의해, 즉 도트 매트릭스로서 적용된 글루(glue) 패턴에 의해 서로 결합된다. 글루에 의해 덮이지 않은 막의 표면 부분만이 수증기 수송을 위해 여전히 이용가능하다. 이 때, 막 및 보호층은, 신발의 샤프트 최하부(shaft bottom)에 이와 같이 부착되는 바깥창과 함께 복합체 밑창을 형성하거나, 또는 샤프트 최하부, 이 위에 바깥창은 여전히 부착되어야 함, 의 한 부분을 형성하는 글루 복합체(glue composite)를 형성한다.
EP 1,506,723 A2의 또다른 실시형태에서, 바깥창은 두께의 관점에서 둘로 나뉘며, 두 바깥창 층들은 비교적 작은 직경의 플러쉬(flush) 스루홀들이 제공되고, 그리고 보호층이 두 슈즈층들 사이에 배치된다. 마무리된(finished) 신발 내 막은 바깥창의 상부 측면 상에 위치된다. 이 바깥창의 스루홀 표면 부분만이 수증기 통과를 위해 이용가능하므로, 막 표면의 이에 따른 보다 작은 부분만이 수증기 통과에 효과를 나타낼 수 있다. 정치(standing) 공기 부피는 수증기 수송을 막는 것으로 또한 확인되었다. 이러한 정치 공기 부피는 이 바깥창의 스루홀들에서 형성되고, 그리고 바깥창을 통한 공기 순환에 의해 이들을 제거하는 것은 보호층이 불리하게 작용한다. 바깥창의 스루홀들 외부에 있고 그리고 전체 막 영역의 상당한 백분율(percentage)을 형성하는 막의 표면 부분들이 수증기 수송과 관련하여 효과를 나타낸다는 사실에, 스루홀들 반대편 막의 표면 부분들은 또한 수증기 수송에 대해 제한된 효과만을 갖는다는 사실이 추가된다.
한 제조자가 슈즈 샤프트를 제조하고 그리고 다른 제조자가 대응하는 슈즈 밑창 또는 대응하는 복합체 슈즈 밑창을 제조하거나 또는 슈즈 샤프트 상에 이의 몰딩하는 것을 책임지는 것이, 현재 신발 제조의 일반적인 노동 분배(division of labor)이다. 슈즈 밑창의 제조자들은 통상적으로 방수성, 수증기-투과성 막 취급에 있어서 장비가 부족하고(less equipped) 그리고 경험이 부족하므로, 슈즈-최하부 개념은 추구할 가치가 있으며, 여기서 복합체 슈즈 밑창은 이와 같이 막이 없고, 그리고 막은, 복합체 슈즈 밑창이 배치되는 샤프트 최하부의 일부를 형성한다.
따라서, 본 발명의 과제는, 바람직하게는 슈즈-최하부 구조의 가능한 가장 높은 안정성을 달성하면서, 영구적인 방수성을 가지고 그리고 특히 고도의 수증기 투과성을 갖는 슈즈-최하부 구조를 갖는 신발, 이에 적합한 복합체 슈즈 밑창과, 신발의 제조 방법을 제공하는 것이다.
이러한 과제를 해결하기 위해, 본 발명은 수증기-투과성 복합체 슈즈 밑창, 따른 신발, 및 신발의 제조 방법을 이용가능하게 한다. 이러한 목적의 변형은 대응하는 종속항들에 언급되어 있다.
본 발명의 제 1 측면에 따르면, 복합체 슈즈 밑창의 두께를 통해 연장되는 하나 이상의 개구를 갖는, 상부 측면을 갖는 수증기-투과성 복합체 슈즈 밑창이 이용가능하게 만들어진다. 배리어 유닛에는, 복합체 슈즈 밑창의 상부 측면을 적어도 부분적으로 형성하는 상부 측면, 그리고 이물질의 침투에 대한 배리어로서 형성된 수증기-투과성 배리어 물질이 제공되며, 이에 의해 하나 이상의 개구가 수증기-투과성 방식으로 폐쇄된다. 안정화 디바이스는 복합체 슈즈 밑창의 기계적 안정화를 위해 배리어 물질에 할당되며, 이는 배리어 물질의 하나 이상의 표면 상에 배치되고 적어도 부분적으로 하나 이상의 개구를 부분적으로 브릿지하는 하나 이상의 안정화 막대로 구축된다.
즉, 본 발명은 다음을 갖는, 상부 측면(50)을 갖는 수증기-투과성 복합체 슈즈 밑창(105)을 제공한다:
복합체 슈즈 밑창의 두께를 통해 연장되는 하나 이상의 스루 홀(31);
복합체 슈즈 밑창(105)의 상부 측면(50)을 적어도 부분적으로 형성하는 상부 측면을 가지고 그리고 하나 이상의 스루 홀(31)이 수증기-투과성 방식으로 폐쇄하는 이물질의 침투에 대한 배리어로서 디자인된 수증기-투과성 배리어 물질(33)을 갖는 배리어 유닛(35);
복합체 슈즈 밑창(105)의 기계적 안정화를 위해 디자인된, 배리어 물질(33)에 할당된 안정화 디바이스(25), 이는 배리어 물질(33)의 하나 이상의 표면에 배치되고 그리고 하나 이상의 스루 홀(31)을 적어도 부분적으로 브릿지하는 하나 이상의 안정화 막대(37)로 구축됨;
그리고 배리어 유닛(35) 아래에 배치된 하나 이상의 바깥창 부분(117).
하나 이상의 바깥창은 배리어 유닛 아래에 배치된다. "배리어 유닛 아래"는, 하나 이상의 바깥창 부분이 플로어 또는 그라운드와 대면하는 배리어 유닛의 표면 상에 배치되는 것을 의미한다. 따라서, 하나 이상의 바깥창 부분만이 복합체 밑창의 걷기 또는 멈춤의 기능을 담당하는 상황이 된다. 하나 이상의 바깥창 부분이 배리어 유닛 상에 배치되어, 어떤 바깥창 부분도 하나 이상의 개구에서 보이지 않는다. 배리어 유닛은 그라운드에 닿는 복합체 슈즈 밑창의 층을 나타내지 않거나 또는 두드러지게 나타내지 않으므로, 강성(stiffness) 및 비틀림 강성(torsion stiffness)과 같은 이의 안정화 특성에 대해 이를 최적화할 수 있다. 이에 비해, 바깥창이 이의 바깥창 기능에 대해 최적화될 수 있으며, 예를 들어 제한된 마모(wear) 및 접착 물질이 선택될 수 있다.
본 발명의 일 실시형태에서, 배리어 물질은 융점에 대해 상이한 둘 이상의 섬유 성분들을 갖는 섬유 복합체이다. 이 때, 제 1 섬유 성분의 하나 이상의 부분은 제 1 융점 및 이보다 낮은 제 1 연화 온도 범위를 가지고 그리고 제 2 섬유 성분의 하나 이상의 부분은 제 2 융점 및 이보다 낮은 제 2 연화 온도 범위를 갖는다. 제 1 융점 및 제 1 연화 온도 범위는 제 2 융점 및 제 2 연화 온도 범위보다 높다. 섬유 복합체는, 열적으로 결합된 영역에서 수증기 투과성을 유지하면서, 제 2 섬유 성분의 열적 활성화의 결과로서, 제 2 연화 온도 범위의 접착 연화 온도로 열적으로 결합된다.
"융점"은, 중합체 또는 섬유 구조의 분야에서, 중합체 또는 섬유 구조의 결정질 영역이 용융되고 그리고 중합체가 액체 상태로 전환되는 좁은 온도 범위를 의미하는 것으로 이해된다. 이는 연화 온도 범위보다 높고 그리고 부분적으로 결정질인 중합체의 중요한 특성이다. "연화 온도 범위"는, 합성 섬유의 분야에서, 용융이 아닌 연화가 일어나는, 융점 도달 전에 나타나는 상이한 폭의 온도 범위를 의미하는 것으로 이해된다.
이 특성은 다음 정도까지 배리어 물질에서 개발된다. 두 섬유 성분들에 대해 융점 및 연화 온도 범위에 대한 본 발명에 따른 조건이 충족되도록 물질 선택이 섬유 복합체의 두 섬유 성분들에 대해 이루어지고, 그리고 열적 결합을 위해 제 2 섬유 성분의 연화가 일어나는 제 2 섬유 성분에 대한 접착 연화 온도를 대표하는 온도가 선택되어, 이 경우에 이의 물질은 글루잉 효과를 나타내어, 제 2 섬유 성분의 섬유들의 적어도 일부가 글루잉에 의해 서로 열적으로 결합되어, 순수하게 기계적인 결합에 의해, 예를 들어 섬유 복합체의 니들 부착에 의해, 두 섬유 성분들에 대해 동일한 물질을 갖는 섬유 복합체에서 얻어진 결합보다 우위에 있는 섬유 복합체의 결합 안정화가 일어난다. 접착 연화 온도는, 글루잉이, 제 2 섬유 성분의 섬유들이 서로에 대해 부착될 뿐 아니라, 제 1 섬유 복합체의 섬유들의 개별 부위들을 제 2 섬유 복합체의 섬유들의 연화된 물질로 부분적 또는 전체적으로 포위(enclosure)하도록 하는 정도까지, 즉, 제 2 섬유 복합체의 섬유들의 물질 내에 제 1 섬유 복합체의 섬유들의 이러한 부위들을 부분적으로 또는 완전히 끼워넣도록 하여(embedding), 제 2 섬유 성분의 섬유들의 연화가 일어나는 방식으로 선택될 수도 있으며, 이에 따라 섬유 복합체의 안정화 결합이 증가된다.
본 발명에 따른 복합체 슈즈 밑창의 일실시형태에서, 배리어 물질은 이들의 융점에 대해 상이한 둘 이상의 섬유 성분들을 갖는 섬유 복합체의 형태로 디자인되며, 배리어 물질은 제 1 섬유 성분 및 두 섬유 부분들을 갖는 제 2 섬유 성분을 갖는 섬유 복합체를 가지고, 이에 의해 제 1 섬유 성분은 제 1 융점 및 이보다 낮은 연화 온도를 가지고, 그리고 제 2 섬유 성분의 제 2 섬유 부분은 제 2 융점 및 이보다 낮은 제 2 연화 온도를 가지고; 제 1 융점 및 제 1 연화온도 범위는 제 2 융점 및 제 2 연화 온도 범위보다 높고, 제 2 섬유 성분의 제 1 섬유 부분은 제 2 섬유 부분보다 높은 융점 그리고 이보다 낮은, 제 2 섬유 부분보다 높은 연화 온도를 가지고, 그리고 섬유 복합체는, 열적으로 결합된 영역에서 수증기-투과성을 유지하면서, 제 2 섬유 성분의 제 2 섬유 일부의 열적 활성화의 결과로서, 제 2 연화 온도 범위의 접착 연화 온도로 열적으로 결합된다. 이 때, 두 섬유 성분들 및 섬유 부분들에 대한 융점 및 연화 온도 범위에 대해 본 발명에 따른 조건이 만족되고 그리고 열적 결합을 위해 이 섬유 일부 또는 제 2 섬유 성분의 연화가 일어나는 제 2 섬유 부분 또는 제 2 섬유 성분에 대한 접착 연화 온도 - 이 경우에 이의 물질은 접착 효과를 나타냄- 를 나타내는 온도가 선택되어, 제 2 섬유 성분의 섬유들의 적어도 일부가 글루잉에 의해 서로 열적으로 결합되어, 순수하게 기계적인 결합에 의해, 예를 들어 섬유 복합체의 니들 부착에 의해 두 섬유 성분들에 대해 동일한 물질을 갖는 섬유 복합체에서 얻어진 결합보다 우수한 섬유 복합체의 결합 안정화가 일어나도록, 물질 선택이 이루어진다.
상이한 융점 또는 상이한 연화 온도 범위의 두 섬유 부분들을 갖는 제 2 섬유 성분의 일 실시형태는, 코어가 쉘보다 높은 융점 및 이보다 높은 연화 온도 범위를 가지고 그리고 섬유 성분의 열적 결합이 쉘의 적합한 연화에 의해 일어나는 코어-쉘 구조를 갖는 섬유들을 갖는다.
상이한 융점 또는 상이한 연화 온도 범위의 두 섬유 부분들을 갖는 제 2 섬유 성분의 또다른 실시형태는 측면-대-측면 구조를 갖는 섬유들을 가져, 제 2 섬유 성분은 섬유들의 길이방향으로 서로 평행한 두 섬유 부분들을 가지고, 이의 첫번째 부분은 제 2 섬유 부분보다 높은 융점 및 이보다 높은 연화 온도 범위를 가지고, 그리고 제 1 복합체의 열적 부착은 제 2 섬유 부분의 적당한 연화에 의해 일어난다.
이 실시형태에서, 접착 연화 온도는, 제 2 섬유 성분의 제 2 섬유 부분이 서로에 대해 결합될 뿐 아니라, 부가적으로 제 1 섬유 성분의 섬유들의 개별 부위들을 제 2 섬유 성분의 제 2 섬유 부분의 연화된 물질로 부분적 또는 전체적으로 포위되도록 하여, 즉 제 2 섬유 성분의 제 2 섬유 부분의 물질 내에 제 1 섬유 성분의 섬유들의 이러한 부위들을 부분적으로 또는 완전히 끼워넣도록 하여(embedding), 이에 따라 섬유 복합체의 안정화 결합 증가가 전개되는 정도까지, 제 2 섬유 성분의 제 2 섬유 부분의 연화가 일어나는 방식으로 선택될 수도 있다. 이는, 특히 제 2 섬유 성분이, 이미 언급된 측면-대-측면(side-to-side) 섬유 구조를 갖는 경우에 그러하다. 제 2 섬유 성분의 제 2 섬유 부분이 언급된 정도까지 접착 연화되는 동안, 제 1 섬유 성분의 섬유들의 개별 부위들 뿐 아니라 제 2 섬유 성분의 제 1 섬유 부분의 부분적 또는 완전한 포위가 일어날 수 있다.
제 2 섬유 성분의 접착 연화 동안 또는 그 후에 섬유 복합체의 부가적인 압착에 의해, 부가적인 안정화 증가가 달성될 수 있으며, 여기서 제 2 섬유 성분의 섬유들의 연화된 물질 내의 섬유 부위들의 부분적 또는 완전한 끼워넣어짐(embedding)이 더 증대된다. 접착 연화 온도를 사용함으로써 달성되는, 섬유 복합체의 열적 결합은, 한편으로는, 섬유 복합체의 충분한 수증기 투과성이 생산되어, 즉 섬유 결합이 항상 개별 결합 부위로 제한되어, 수증기 수송을 위한 충분한 미결합 부위가 남아있는 방식으로 선택되어야 한다. 접착 연화 온도의 선택은, 특히 안정성 특성 및 수증기 투과성과 관련하여, 실제 실시형태의 원하는 요건에 따라 이루어질 수 있다.
두 섬유 성분들에 대한 특정 물질들을 선택함으로써 그리고 섬유 복합체의 열적 결합 정도를 선택함으로써, 수증기 투과성을 유지하면서, 열적 결합 전의 이의 상태에 대한 섬유 복합체의 원하는 안정화가 달성될 수 있다. 이 열적 결합 때문에, 섬유 복합체는 일정 강도에 도달하고, 이에 기초하여 이것이 복합체 슈즈 밑창을 안정화하는 수증기-투과성 배리어 물질로서 특히 적합하고, 따라서 슈즈 최하부가 한편으로는 우수한 수증기-투과성 그리고 다른 한편으로는 우수한 안정성을 갖기로 되어 있는 신발에 적합하다.
이의 열적 결합 및 달성되는 안정성 때문에, 이러한 배리어 물질은 대면적 개구를 사용하여 고도의 수증기 투과성을 얻도록 디자인되는 복합체 슈즈 밑창에 특히 적합하여, 이는 한편으로, 이 위에 위치된 막을, 막의 이러한 개구를 통한, 자갈과 같은 이물질의 침투로부터 보호하기 위한 배리어 물질, 그리고 다른 한편으로, 대면적 개구들 때문에 부가적인 안정성을 요구한다.
신발 최하부 영역에 통상 사용되는 부직 섬유 복합체(non-woven fiber composite) -이는 열적 결합의 시도시에 완전히 용융되고 그리고 열적으로 압착되는 단일 섬유 성분으로 구성됨- 와 달리, 이러한 배리어 물질에서 둘 이상의 섬유 성분들에 대해 물질들을 선택함으로써 그리고 열적 결합을 위해 선택된 파라미터들에 의해, 자유도가 사용될 수 있고, 이에 의해 원하는 안정성도와, 수증기 투과성도(degree of water-vapor permeability)가 설정될 수 있다. 보다 낮은 융점을 갖는 섬유 성분을 연화함으로써, 이 섬유 성분의 섬유들은 서로에 대해 고정될 뿐 아니라, 열적 결합 공정 동안, 보다 높은 융점을 갖는 다른 섬유 성분의 섬유의 고정(fixation)도 일어나며, 이는 섬유 복합체의 특히 우수한 기계적 결합 및 안정성에 이르게 한다. 보다 높은 융점을 갖는 섬유 성분의 섬유들 및 보다 낮은 융점을 갖는 섬유 성분의 섬유들 간의 백분율을 선택함으로써, 그리고 접착 연화 온도 및 따라서 연화도를 선택함으로써, 공기 투과성, 수증기 투과성과 같은 배리어 물질의 특성, 및 배리어 물질의 기계적 안정성이 조절될 수 있다.
배리어 물질의 일실시형태에서, 이의 섬유 복합체는 텍스타일 패브릭이고, 이는 직조(woven), 워프-니트(warp-knit), 니트, 또는 부직포(non-woven fabric), 펠트, 메쉬 또는 레이(lay)일 수 있다. 실제 일실시형태에서, 섬유 복합체는 기계적으로 강화된 부직포이고, 이에 의해 기계적 결합은 섬유 복합체의 니들링(needling)에 의해 달성될 수 있다. 상기 섬유 복합체는 기계적으로 결합된 부직 물질(non-woven material)일 수 있고, 니들드(needled) 부직 물질일 수 있다. 워터-제트(water-jet) 결합이 섬유 복합체의 기계적 결합을 위해 사용될 수도 있으며, 여기서 섬유 복합체의 섬유들의 기계적 결합 얽힘(entanglement)을 위해 진짜 니들(needle) 대신에 워터 제트가 사용된다.
본 발명의 일 실시형태에서, 제 1 섬유 성분은 지지 성분이고 그리고 제 2 섬유 성분은 배리어 물질의 결합 성분이다.
본 발명의 일실시형태에서, 제 2 섬유 성분은 보다 높은 융점을 갖는 제 1 섬유 부분 및 보다 낮은 융점을 갖는 제 2 섬유 부분을 가지고, 상기 제 2 섬유 성분의 제 1 섬유 부분은 제 1 섬유 성분에 부가하여 부가적인 지지 성분을 형성하고, 제 2 섬유 성분의 제 2 섬유 부분은 배리어 물질의 결합 성분을 형성한다.
섬유 성분에 대한 물질들의 선택은, 일실시형태에서, 제 2 섬유 성분의 적어도 일부 그리고 이어서, 제 2 섬유 성분이 적어도 제 1 섬유 부분 및 제 2 섬유 부분을 포함한다면, 제 2 섬유 성분의 제 2 섬유 부분의 적어도 일부가, 접착 연화를 위해 80 ℃ 내지 230 ℃ 범위의 온도에서 활성화될 수 있는 방식으로 이루어진다.
일실시형태에서, 제 2 연화 온도 범위는 60 ℃ 내지 220 ℃ 이다.
특히, 신발 및 특히 이의 밑창 구조는 제조하는 동안, 예를 들어 바깥창의 상부-몰딩(molding-on) 동안 비교적 고온에 흔히 노출된다는 사실의 관점에서, 본 발명의 일실시형태에서, 제 1 섬유 성분, 및 선택적으로 제 2 섬유 성분의 제 1 섬유 부분은 적어도 130 ℃의 온도에서 용융-내성이고, 이에 의해 실제 실시형태에서, 제 1 섬유 부분, 및 선택적으로 제 2 섬유 성분의 제 1 섬유 부분에 대한 물질을 대응 선택함으로써, 적어도 170 ℃ 또는 심지어 적어도 250 ℃ 의 온도에서의 용융 내성이 선택된다.
제 1 섬유 부분, 및 선택적으로 제 1 섬유 부분 및 제 2 섬유 성분에 대해, 천연 섬유, 플라스틱(plastic) 섬유, 금속 섬유, 유리 섬유, 탄소 섬유, 및 이의 블렌드와 같은 물질이 적합하다. 가죽 섬유는 천연 섬유의 관계에 있어 적합한 물질이다.
본 발명의 일실시형태에서, 제 2 섬유 성분, 및 선택적으로 제 2 섬유 성분의 제 2 섬유 부분은 하나 이상의 가소성 섬유로 구축되며, 적당한 온도에서의 열적 결합에 적합한 하나 이상의 합성 섬유로 구성된다.
본 발명의 일실시형태에서, 두 섬유 성분들 중 하나 이상, 그리고 선택적으로 제 2 섬유 성분의 두 섬유 부분들 중 하나 이상은, 폴리올레핀, 폴리아미드, 코폴리아미드, 비스코스, 폴리우레탄, 폴리아크릴릭, 폴리부틸렌 테레프탈레이트, 및 이의 블렌드를 포함하는 물질 그룹으로부터 선택된다. 이어서, 폴리올레핀은 폴리에틸렌 및 폴리프로필렌으로부터 선택될 수 있다.
본 발명의 일실시형태에서, 제 1 섬유 성분, 및 선택적으로 제 2 섬유 성분의 제 1 섬유 부분은, 물질 그룹 폴리에스테르 및 코폴리에스테르로부터 선택된다.
본 발명의 일실시형태에서, 적어도 제 2 섬유 성분, 및 선택적으로 제 2 섬유 성분의 적어도 제 2 섬유 부분은 하나 이상의 열가소성 물질로 구성된다. 제 2 섬유 성분, 및 선택적으로 제 2 섬유 성분의 제 2 섬유 부분은 물질 그룹 폴리아미드, 코폴리아미드, 및 폴리부틸렌 테레프탈레이트 및 폴리올레핀으로부터, 또는 또한 물질 그룹 폴리에스테르 및 코폴리에스테르로부터 선택될 수 있다. 상기 폴리올레핀은 폴리에틸렌 및 폴리프로필렌으로부터 선택된다.
적합한 열가소성 물질의 예는 폴리에틸렌, 폴리아미드(PA), 폴리에스테르(PET), 폴리에틸렌(PE), 폴리프로필렌(PP), 및 폴리비닐클로라이드(PVC)이다. 부가적인 적합한 물질은 고무, 열가소성 고무(TR), 및 폴리우레탄(PU)이다. 열가소성 폴리우레탄(TPU) -이의 파라미터(경도, 색깔, 탄성 등)는 매우 가변성있게 조정될 수 있음- 도 적합하다.
본 발명의 일 실시형태에서, 제 2 섬유 성분의 두 섬유 부분들은 폴리에스테르로 구성되고, 제 2 섬유 부분의 폴리에스테르는 상기 제 1 섬유 부분의 폴리에스테르보다 낮은 융점과 이보다 낮은 연화-온도 범위를 갖는다.
본 발명의 일실시형태에서, 적어도 제 2 섬유 성분은 코어-쉘 구조, 즉 섬유 성분의 코어 물질이 쉘 층에 의해 동축으로(coaxially) 둘러싸이는 구조를 갖는다. 이 때, 보다 높은 융점을 갖는 제 1 섬유 부분은 코어를 형성하고, 그리고 보다 낮은 융점을 갖는 제 2 섬유 부분은 쉘을 형성한다.
본 발명의 다른 실시형태에서, 적어도 제 2 섬유 성분은 측면-대-측면 구조를 가져, 즉 섬유의 길이방향 방향으로 서로에 대해 다음에 진행되는 상이한 물질의 두 섬유 부분들 -이의 각각은 반원형 단면을 가짐- 이 서로에 대해 위치되어, 두 섬유 성분들이 서로 나란히 결합된다. 이 때, 한 측면은 보다 높은 융점을 갖는, 배리어 물질의 제 1 섬유 부분을 형성하고 그리고 제 2 측면은 보다 낮은 융점을 갖는, 배리어 물질의 제 2 섬유 성분의 제 2 섬유 부분을 형성한다.
본 발명의 일 실시형태에서, 제 2 섬유 성분은 섬유 복합체의 기본 중량에 대해, 10 % 내지 90 % 범위의 중량 백분율을 갖는다. 일 실시형태에서, 제 2 섬유 성분의 중량 백분율은 10 % 내지 60 % 범위에 있다. 실제 실시형태에서, 제 2 섬유 성분의 중량 백분율은 50 % 또는 20 %이다.
본 발명의 일 실시형태에서, 두 섬유 성분들의, 그리고 선택적으로 제 2 섬유 성분의 두 섬유 부분들에 대한 물질들은, 이들의 융점이 적어도 20 ℃ 상이한 방식으로 선택된다.
배리어 물질은 이의 전체 두께에 걸쳐 열적으로 결합될 수 있다. 특히 공기 투과성, 수증기 투과성, 및 안정성에 대해, 달성될 요건에 따라, 배리어 물질의 두께의 일부만이 열적으로 결합되는 실시형태가 선택될 수 있다. 본 발명의 일실시형태에서, 이의 두께의 적어도 일부에 걸쳐, 열적으로 결합된 배리어 물질은, 압력 및 온도에 의해 하나 이상의 표면 상에서 부가적으로 압착된다. 표면 압착에 의해 복합체 슈즈 밑창의 트레드(tread)와 대면하는 배리어 물질의 최하부를 평활화하는 것이 유리할 수 있는데, 이 때 복합체 슈즈 밑창의 개구들을 통해 배리어 물질의 최하부에 도달하는 먼지가 이에 덜 쉽게 부착되기 때문이다. 동시에, 배리어 물질의 마모 내성(abrasion resistance)이 증가된다.
본 발명의 일실시형태에서, 배리어 물질은 물질 그룹 발수제(water repellant), 방오제(dirt repellant), 발유제(oil-repellant), 항균제(antibacterial agent), 방취제(deodorant), 및 이의 조합으로부터의 하나 이상의 작용제(agent)로 마무리 또는 처리된다.
또다른 실시형태에서, 배리어 물질은 발수성, 방오성, 발유성, 또는 항균성이 되도록 처리되고, 및/또는 냄새에 대해 처리된다.
본 발명의 일실시형태에서, 배리어 물질은 적어도 4000 g/(m2?24 h)의 수증기 투과성을 갖는다. 실제 실시형태에서, 적어도 7000 g/(m2?24 h) 또는 심지어 10,000 g/(m2?24 h)의 수증기 투과성이 선택된다.
본 발명의 일실시형태에서, 배리어 물질은 물-투과성이 되도록 디자인된다.
본 발명의 실시형태에서, 배리어 물질은 적어도 1 mm 내지 5 mm 범위의 두께를 가지고, 이에 의해 특히 1 mm 내지 2.5 mm 범위, 또는 심지어 1 mm 내지 1.5 mm 범위의 실제 실시형태가 선택되고, 특별히 선택되는 두께는 배리어 물질의 특별한 적용예에 따라, 그리고 또한 표면 평활도(smoothness), 공기 투과성, 수증기 투과성, 및 기계적 강도가 제공되어야 하는 것에 따라 좌우된다.
본 발명의 실제 실시형태에서, 배리어 물질은 융점 및 연화 온도 범위와 관련하여 상이한 둘 이상의 섬유 성분을 갖는 섬유 복합체를 가지고, 제 1 섬유 성분은 폴리에스테르로 구성되고 그리고 제 1 융점 및 이보다 낮은 제 1 연화 온도 범위를 가지고, 그리고 제 2 섬유 성분의 적어도 일부는 제 2 융점 및 이보다 낮은 제 2 연화 온도 범위를 가지고, 이에 의해 제 1 융점 및 제 1 융점 범위는 제 2 융점 및 제 2 융점 범위보다 높다. 제 2 섬유 성분은 코어-쉘 구조 그리고 코어를 형성하는 폴리에스테르의 제 1 섬유 부분 및 쉘을 형성하는 폴리에스테르의 제 2 섬유 부분을 가지고, 제 1 섬유 부분은 제 2 섬유 부분보다 높은 융점 및 이보다 높은 연화 온도 범위를 갖는다. 섬유 복합체는, 제 2 섬유 성분의 열적 활성화의 결과로서, 열적으로 결합된 영역에서 수증기 투과성을 유지하면서, 제 2 연화 온도 범위에 있는 접착 연화 온도로 열적으로 결합되고, 그리고 섬유 복합체는 압력 및 온도에 의해 이의 표면들 중 하나 이상 상에서 압착되는 니들드(needled) 부직포이다.
본 발명의 일실시형태에서, 배리어 물질은 섬유 복합체의 표면을 11.5 N/cm2 내지 4 N/cm2 범위의 표면 압력으로 230 ℃의 가열-플레이트 온도에서 10 초동안 표면 압착함으로써 얻어진다. 실제 실시형태에서, 섬유 복합체의 표면의 표면 압착은 3.3 N/cm2 의 표면 압력으로 230 ℃의 가열-플레이트 온도에서 10 초동안 일어난다.
본 발명의 일 실시형태에서, 배리어 물질은 290 N 내지 320 N의 범위의 천공 강도(puncture strength)로 제조되어, 이는 작은 자갈(pebble)과 같은 이물질의 침투에 대하여 이 위에 위치된 방수성, 수증기 투과성 막에 대한 우수한 보호를 형성한다.
따라서, 이러한 배리어 물질은, 특히 복합체 슈즈 밑창을 안정화하고, 이 위에 위치된 막을 보호하는 수증기-투과성 배리어 층으로서, 수증기-투과성 복합체 슈즈 밑창에 적합하다. 상기 수증기-투과성 복합체 슈즈 밑창은 물-투과성이 되도록 디자인된다.
따라서, 이러한 배리어 물질로 구축된 배리어 유닛은 본 발명에 따른 복합체 슈즈 밑창에 특히 적합하다. 상기 배리어 유닛은 물-투과성이 되도록 디자인된다.
본 발명에 따르면, 배리어 물질을 안정화하기 위한 하나 이상의 안정화 디바이스 및 이에 따라 복합체 슈즈 밑창이 배리어 물질에 할당된다. 이는 특히 배리어 물질 자체가 안정화 물질로서 디자인되지 않거나 또는 안정화 물질로서 적당히 디자인되지 않아, 배리어 물질이 안정화 디바이스로부터 안정화 지지 또는 안정화를 얻는 경우에 유리하다. 이 경우, 부가적인 안정화가, 이의 열적 결합, 그리고 선택적으로 표면 압착 때문에, 배리어 물질이 갖는 고유 안정성에 부가되는 상태가 얻어지며, 이는 배리어 유닛의 특정 부위에서, 특히 대면적에 걸쳐 만들어진 복합체 슈즈 밑창의 개구들의 영역에서 신중히 제조되어, 복합체 슈즈 밑창의 고도의 수증기 투과성을 제공할 수 있다.
복합체 슈즈 밑창의 발 앞쪽(forefoot) 영역 및 발 중앙(midfoot) 영역이 이하에서 논의될 것이다. 인간의 발에서, 발 앞쪽은 발가락 및 발의 척골부위(ball)에 걸쳐 발등의 시작부까지 연장되는 길이방향의 발 영역이고, 그리고 발 중앙은 발의 구 및 뒤꿈치 사이의 길이방향 발 영역이다. 본 발명에 따른 복합체 슈즈 밑창과 관련하여, 발 앞쪽 영역 및 발 중앙 영역은, 이러한 복합체 슈즈 밑창이 제공된 신발을 신을 때 신발의 착용자의 발 앞쪽 및 발 중앙이 연장되는 복합체 슈즈 밑창의 길이방향 영역을 의미한다.
본 발명의 일실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 발 앞쪽 영역의 표면의 적어도 15%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 발 앞쪽 영역의 표면의 25%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 발 앞쪽 영역의 표면의 40%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 발 앞쪽 영역의 표면의 50%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 발 앞쪽 영역의 표면의 60%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 발 앞쪽 영역의 표면의 75%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 발 중앙 영역의 표면의 15%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 발 중앙 영역의 표면의 25%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 발 중앙 영역의 표면의 40%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 발 중앙 영역의 표면의 50%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 발 중앙 영역의 표면의 60%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 발 중앙 영역의 표면의 75%가 수증기-투과성인 방식으로 디자인된다.
상기된 상이한 백분율에 이르게 하는 발 중앙 영역의 안정화 디바이스는, 상기된 상이한 백분율에 이르게 하는 발 앞쪽 영역의 개별 안정화 유닛과 결합될 수 있다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 길이방향 범위의 전방 반의 적어도 15%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 길이방향 범위의 전방 반의 적어도 25%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 길이방향 범위의 전방 반의 적어도 40%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 길이방향 범위의 전방 반의 적어도 50%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 길이방향 범위의 전방 반의 적어도 60%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창의 길이방향 범위의 전방 반의 적어도 75%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창에서 뒤꿈치 영역을 뺀 길이방향 범위의 적어도 15%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창에서 뒤꿈치 영역을 뺀 길이방향 범위의 적어도 25%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창에서 뒤꿈치 영역을 뺀 길이방향 범위의 적어도 40%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창에서 뒤꿈치 영역을 뺀 길이방향 범위의 적어도 50%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창에서 뒤꿈치 영역을 뺀 길이방향 범위의 적어도 60%가 수증기-투과성인 방식으로 디자인된다.
본 발명의 일 실시형태에서, 하나 이상의 안정화 디바이스는 복합체 슈즈 밑창에서 뒤꿈치 영역을 뺀 길이방향 범위의 적어도 75%가 수증기-투과성인 방식으로 디자인된다.
수증기 투과성과 관련해서만 언급된 백분율은, 신발 착용자의 발 밑창의 외형(outside contour) 내 표면에 대응하는 전체 복합체 슈즈 밑창의 부분(part), 즉 본질적으로 밑창 측면 상의 보다 낮은 샤프트 단부(shaft end)(밑창 측면 상의 샤프트 윤곽)의 내부 주변에 의해 마무리된 신발에서 포위되는(enclosed) 복합체 슈즈 밑창의 표면 부분에 적용된다. 밑창 측면 상의 샤프트 윤곽 상에 방사상으로 외부로 돌출되는, 즉 신발 착용자의 발 밑창 상에 돌출되는 슈즈-밑창 가장자리(edge)는, 수증기 투과성을 가질 필요가 없는데, 여기에 땀을 배출하는(sweat-releasing) 발 영역이 위치되지 않기 때문이다. 따라서, 언급된 백분율은, 발 앞쪽 영역과 관련하여, 발 앞쪽 길이 상에 경계화된(bounded), 밑창 측면 상의 샤프트 윤곽에 의해 포함된 표면의 부분에 적용되고, 그리고 발 중앙 영역과 관련하여, 발 중앙 길이 상에 경계화된, 밑창 측면 상의 샤프트 윤곽에 의해 포위된 표면의 부분에 적용된다.
문제의 신발이, 바깥창이 밑창 측면 상의 샤프트 윤곽의 외부 상에 비교적 넓게 돌출되는 바깥창 주변 가장자리 -이는 예를 들어 슈즈 측면 상의 샤프트 윤곽의 외부 주변에 또한 이어지는(run) 장착 프레임 상에 단단히 스티치됨(stitched)- 를 갖는 비즈니스 슈즈라면, 수증기 투과성이 바깥창 주변 가장자리의 영역에 존재할 필요가 없는데, 이 영역이 발에 의해 접촉되는 복합체 슈즈 밑창의 부분 외부에 위치되고, 그리고 따라서 땀 배출이 이 영역에서 일어나지 않기 때문이다. 앞 문단에 언급된 백분율은 비즈니스 슈즈에서 전형적인, 상기된 돌출 바깥창 가장자리를 갖지 않는 신발에 적용된다. 비즈니스 슈즈의 이 바깥창 영역은 전체 바깥창 표면의 약 20%를 차지하므로, 비즈니스 슈즈에서 전체 바깥창 표면으로부터 약 20% 가 빼내어 질 수 있고, 그리고 복합체 슈즈 밑창의 수증기 투과성에 대한 상기된 백분율은 전체 바깥창 표면의 나머지 80%와 관계된다.
안정화 디바이스는, 예를 들어 바깥창 측면 상의 배리어 물질의 최상부 상에 배치되는 하나 이상의 안정화 막대로 구성될 수 있다. 일 실시형태에서, 안정화 디바이스에는 하나 이상의 개구가 제공되며, 이는 복합체 슈즈 밑창의 제조 후에 스루홀의 하나 이상의 부분을 형성하고 그리고 배리어 물질로 폐쇄된다.
본 발명의 일실시형태에서, 발 앞쪽 영역 및/또는 발 중앙 영역의 상기된 백분율 수증기 투과성은 안정화 디바이스의 하나 이상의 개구의 영역에 대개 또는 심지어 배타적으로 제공된다.
본 발명의 일 실시형태에서, 하나 이상의 지지 요소가 스루홀 또는 하나 이상의 스루홀들 내 배리어 물질에 할당되어 -이는 트레드와 대면하는 배리어 물질의 측면으로부터 트레드의 수준까지 연장됨- 걷는 동안, 배리어 물질은 지지 요소에 의해 플로어 상에 지지된다. 이 경우에, 하나 이상의 안정화 막대들이 동시에 지지 요소로서 디자인될 수 있다.
본 발명에 따르면, 수증기 투과성을 위한 통과 개구들을 갖는, 배리어 유닛 및 이 밑에 배치된 1-부분 또는 다수부분 바깥창을 갖는 복합체 슈즈 밑창에서, 바깥창 또는 바깥창 부분들 및 배리어 유닛의 통과 개구들은 동일하거나 또는 상이한 영역들을 가질 수 있다. 이러한 통과 개구들이 적어도 부분적으로 오버랩되는 것은 중요하며, 이에 의해 배리어 유닛의 대응하는 통과 개구 및 바깥창 또는 바깥창 부분의 대응하는 통과 개구의 교차 표면은, 전체 복합체 슈즈 밑창을 통해 개구를 형성한다. 바깥창 또는 바깥창 부분의 대응하는 통과 개구의 특정 치수가 규정될 때, 배리어 유닛의 대응하는 통과 개구가 적어도 동등하게 크고, 바깥창 또는 바깥창 부분의 대응하는 통과 개구의 전체 영역에 걸쳐 연장되는 경우에, 개구의 범위가 가장 크고, 또는 반대로도 마찬가지이다.
상기 배리어 유닛은 바깥창에 대면하는 배리어 유닛의 측면 상에 하나 이상의 안정화 막대(37)을 갖는다. 또한, 하나 이상의 안정화 막대를 갖는, 안정화 디바이스는 하나 이상의 바깥창 부분의 성분이 되지 않는 것이 제안된다. 이는, 안정화 디바이스, 및 특히 하나 이상의 안정화 막대가, 바깥창 기능을 갖지 않는다는 것을 의미한다. 특히, 하나 이상의 안정화 막대를 갖는 안정화 디바이스는 플로어 또는 기판으로부터 간격을 갖는다. 바깥창을 갖는 복합체 슈즈 밑창은 플로어 상이나 또는 그라운드 상에서 걷고 그리고 멈춰있기 위해 만들어진다. 이 경우, 복합체 슈즈 밑창의 하나 이상의 안정화 막대가 플로어 또는 그라운드 상에 위치되고 그리고 특정 거리가 안정화 막대 및 플로어 사이에 규정된다. 상기 하나 이상의 안정화 막대를 갖는 안정화 디바이스는 플로어로부터 간격(spacing)을 갖는다. 일실시형태에서, 이 간격은 하나 이상의 바깥창 부분의 두께에 대응하고, 이는 배리어 유닛 아래에 배치된다.
하나 이상의 안정화 막대가 플로어 또는 그라운드로부터 간격을 갖는다는 조건으로부터의 예외가, 안정화 막대가 동시에 플로어 또는 그라운드에 연장되는 지지 요소로서 형성되는 경우에 적용된다.
또다른 실시형태에서, 바깥창 부분이 제 1 물질을 가지고 그리고 안정화 디바이스가 제 1 물질과 상이한 제 2 물질을 갖는다고 규정되어 있으며, 제 2 물질은 제 1 물질보다 더 경질이다(쇼어 경도에 따름). "경도"는, 또다른, 보다 경질인 물질의 침투를 견디기 위해 물질이 갖는 기계적 내성을 의미하는 것으로 이해된다.
복합체 슈즈 밑창의 대응하는 개구가 수증기-투과성 배리어 물질로 폐쇄된다는 사실로 인해, 복합체 슈즈 밑창의 하나 이상의 개구 내에서의 수증기 투과성이, 자갈과 같은 이물질의 침투에 대해 이 위에 위치된 막을 동시에 보호하는 것과 함께 달성된다. 배리어 물질이, 열적 결합 및 선택적으로 부가적인 표면 압착의 결과로서, 물질이 열적 결합 및 표면 결합 없이 제공할 수 있는 것보다 상당히 더 높은 고유 안정성을 갖출 수 있는 배리어 유닛에 대해 사용된다면, 복합체 슈즈 밑창의 하나 이상의 개구들이 고도의 수증기-투과성을 위하여 매우 대면적으로 디자인된다 할지라도, 배리어 유닛의 이러한 배리어 물질은 개구들이 제공된 복합체 슈즈 밑창에 부가적인 안정화를 제공할 수 있다. 이러한 고유 안정성은, 이미 언급된 부가적인 안정화 디바이스를 사용함으로써 그리고 특별한 안정화를 요구하는 복합체 슈즈 밑창의 영역에서 선택적으로 더 증가된다.
안정화 디바이스에 수 개의 개구들이 제공되는 경우, 이들은 한 피스의 배리어 물질로 전체적으로 또는 한 피스의 배리어 물질로 각각 폐쇄될 수 있다. 즉, 본 발명에 의하면 한 피스의 배리어 물질(33)에 의해 각각, 또는 전체적으로 폐쇄된 다수의 스루 홀들(31)을 갖는, 수증기-투과성 복합체 슈즈 밑창(105)이 제공된다. 상기 안정화 디바이스는 한 피스로 디자인되고, 여기서 모든 스루 홀들을 폐쇄하는 배리어 물질을 갖는다. 상기 안정화 디바이스는 또한 수개의 피스들로 디자인되고, 여기서 상기 피스들은 적어도 하나 이상의 스루 홀에 할당되고 그리고 각각 하나 이상의 스루 홀을 폐쇄하는 한 피스의 배리어 물질을 갖는다.
안정화 디바이스에 하나 이상의 개구가 제공되고, 이는 스루 홀의 하나 이상의 부분을 형성하고 그리고 배리어 물질(33)로 폐쇄된다. 안정화 디바이스가 한 피스의 배리어 물질로 전체적으로 또는 각각 폐쇄되는 다수의 개구들을 가질 수도 있다.
안정화 디바이스는, 이것이 복합체 슈즈 밑창의 전체 영역에 걸쳐 연장되는 경우, 밑창-형태가 되도록 디자인될 수 있고, 이것이 복합 슈즈 밑창의 표면의 일부에만 제공되는 경우, 부분적으로 밑창-형태가 되도록 디자인될 수 있다.
본 발명의 일실시형태에서, 배리어 유닛의 안정화 디바이스는 적어도 복합체 슈즈 밑창을 안정화하는 하나 이상의 안정화 프레임을 가져, 복합체 슈즈 밑창은 배리어 물질을 통한 안정화 효과와 별도로 부가적으로 안정화된다. 안정화 프레임이 복합체 슈즈 밑창의 개구들 중 하나 이상, 또는 하나 이상의 개구 내에 끼워 맞춰지는(fit) 경우, 특히 우수한 안정화 효과가 얻어져, 복합체 슈즈 밑창이 가장 큰 가능한 영역을 갖는 개구들에 의해 이의 안정성 면에서 초기에 약화되는 경우에, 그럼에도 불구하고 복합체 슈즈 밑창의 우수한 안정화가 안정화 프레임에 의해 보장된다.
본 발명에 따른 배리어 유닛의 일실시형태에서, 안정화 디바이스의 하나 이상의 개구는 적어도 1 cm2의 면적을 갖는다. 실제 실시형태에서, 적어도 5 cm2, 예를 들어 8 내지 15 cm2의 범위, 또는 심지어 적어도 10 cm2, 또는 심지어 적어도 20 cm2, 또는 심지어 적어도 40 cm2의 하나 이상의 개구를 갖는 개구 표면이 선택된다.
본 발명에 따른 배리어 유닛에서, 안정화 디바이스는 하나 이상의 안정화 막대를 가지고, 이는 배리어 물질의 하나 이상의 표면 상에 배치되고 그리고 적어도 부분적으로 하나 이상의 개구의 영역을 브릿지한다. 안정화 디바이스에 안정화 프레임이 제공되는 경우, 안정화 막대가 안정화 프레임 상에 배치될 수 있다. 배리어 물질의 하나 이상의 표면 상에 그리드-형 구조를 형성하는 수개의 안정화 막대가 제공될 수 있다. 이러한 그리드 구조는 한편으로, 복합체 슈즈 밑창을 특히 우수하게 안정화하고, 그리고 또한 보다 큰 돌 또는 지반 고지(ground elevations)와 같은 보다 큰 이물질이, 배리어 물질까지 침투하는 것 그리고 이러한 배리어 유닛을 구비한 신발의 사용자에 의해 감지되는 것을 막는다.
일실시형태에서, 본 발명에 따른 배리어 유닛의 안정화 디바이스는 하나 이상의 열가소성 물질로 구성된다. 이미 언급된 타입의 열가소성 물질이 이를 위해 사용될 수 있다.
본 발명의 일 실시형태에서, 안정화 디바이스 및 배리어 물질은, 예를 들어 글루잉(gluing), 웰딩(welding), 상부 또는 주변 몰딩(molding), 또는 상부 또는 주변 경화(vulcanization)에 의해 서로 적어도 부분적으로 결합된다. 상부 몰딩 또는 경화동안, 대개 안정화 디바이스 및 배리어 물질 간의 부착이 반대편 표면 영역들 상에서 일어난다. 대개 주변 몰딩 및 경화동안, 배리어 물질의 안정화 디바이스와의 주변 통합(peripheral incorporation)이 일어난다.
일실시형태에서, 복합체 슈즈 밑창은 물-투과성이다.
제 2 측면에 따르면, 본 발명은, 복합체 슈즈 밑창과 관련하여 상기된 실시형태 중 하나 이상에 따라 구성될 수 있는, 본 발명에 따른 복합체 슈즈 밑창을 갖는 신발을 이용가능하게 한다. 이 때, 신발은 밑창 측면 상의 샤프트 단부 영역 상에 방수성 및 수증기 투과성 샤프트-최하부 기능층이 제공되어 있는 샤프트를 가지고, 이에 의해 복합체 슈즈 밑창은 샤프트-최하부 기능층이 제공된 샤프트-단부 영역에 연결되어, 샤프트-최하부 기능층은, 적어도 복합체 슈즈 밑창의 하나 이상의 개구의 영역에서, 배리어 물질에 결합되지 않는다.
본 발명에 따른 이러한 신발 내 샤프트-최하부 기능층은, 본 발명에 따른 복합체 슈즈 밑창 내 배리어 물질 및 밑창 측면 상의 샤프트 말단 영역 상에서, 몇가지 장점으로 이끈다. 한편으로, 샤프트-최하부 기능층의 취급은 샤프트 제조 영역 내에서 이루어지고 그리고 복합체 슈즈 밑창의 제조 영역에서 벗어나 유지된다. 이는, 샤프트 제조자 및 복합체-밑창 제조자는 종종 상이한 제조자이거나 적어도 상이한 제조 영역에 있고, 그리고 샤프트 제조자는 일반적으로 슈즈-밑창 제조자 또는 복합체-슈즈-밑창 제조자보다 기능-층 물질 및 이의 고유 문제점 취급하도록 더 잘 설비하는(set up) 관례를 고려한다. 다른 한편으로, 샤프트-최하부 기능층 및 배리어 물질은, 이들이 복합체 자체 내에 수용되는 것이 아니라, 샤프트-최하부 복합체 및 슈즈-밑창 복합체로 나뉜다면, 보다 낮은 샤프트-단부 영역 상에 복합체 슈즈 밑창의 부착 후, 본질적으로 서로 연결되지 않고 유지될 수 있는데, 마무리된 신발에서 서로에 대한 이들의 위치설정(positioning)이, 보다 낮은 샤프트 단부로의 복합체 슈즈 밑창의 (상부 글루잉 또는 상부 몰딩에 의한) 부착에 의해 일어나기 때문이다. 샤프트-최하부 기능층 및 부착 물질을 서로에 대해 완전히 또는 주로 결합되지 않은 채로 유지한다는 것은, 이들 사이에 글루잉이 필요 없다는 것을 의미하며, 이는 심지어 스팟-형 글루를 사용하여 글루잉하는 동안에도, 수증기 투과성을 갖는, 기능층의 활성 영역의 일부를 차단(blocking)할 것이다.
본 발명에 따른 신발의 일 실시형태에서, 샤프트는, 적어도 밑창 측면 상의 샤프트-단부 영역의 영역에서, 방수성 샤프트 기능층을 갖는 하나 이상의 샤프트 물질로 구성되고, 이에 의해 방수성 시일(seal)이 샤프트 기능층 및 샤프트-최하부 기능층 사이에 존재한다. 그리고나서, 샤프트 및 샤프트-최하부 영역 모두에서 수증기 투과성이 유지되면서, 샤프트 영역에서 그리고 샤프트-최하부 영역에서 모두, 그리고 이 둘 간의 전이 부위(transition site)에서, 발이 방수되는 신발이 얻어진다.
본 발명에 따른 신발의 일 실시형태에서, 샤프트-최하부 기능층이 수증기-투과성 샤프트-장착 밑창에 할당되고, 이에 의해 샤프트-최하부 기능층은 다층 라미네이트의 일부가 될 수 있다. 샤프트-장착 밑창은 그 자체가 라미네이트로 구성된 샤프트-최하부 기능층에 의해 형성될 수도 있다. 샤프트-장착 기능층, 및 선택적으로 샤프트 기능층은, 방수성, 수증기 투과성 코팅에 의해, 또는 방수성, 수증기-투과성 막에 의해 형성될 수 있으며, 이에 의해 미세공막(microporous membrane) 또는 세공(pore)을 갖지 않는 막이 수반될 수 있다. 본 발명의 일실시형태에서, 막은 팽창된 폴리테트라플루오로에틸렌(ePTFE)을 갖는다.
방수성, 수증기-투과성 기능층에 적합한 물질은 폴리우레탄, 폴리프로필렌, 및 폴리에테르 에스테르 및 이의 라미네이트를 포함하는 폴리에스테르이며, 문헌 US-A-4,725,418 및 US-A-4,493,870에 기재된 바와 같다. 그러나, 팽창된 미세공 폴리테트라플루오로에틸렌(ePTFE)이 특히 바람직하며, 예를 들어 문헌 US-A-3,953,566 및 US-A-4,187,390에 기재된 바와 같고, 그리고 팽창된 폴리테트라플루오로에틸렌에는 친수성 함침제 및/또는 친수성 층이 제공된다; 예를 들어 문헌 US-A-4,194,041 참조. "미세공 기능층"은 평균 세공 크기가 약 0.2 ㎛ 내지 약 0.3 ㎛인 기능층을 의미하는 것으로 이해된다. 세공 크기는 Coulter Electronics Inc.사제(Hialeah, Florida, USA) Coulter Porometer(상표명)로 측정될 수 있다.
제 3 실시형태에 따르면, 본 발명은, 본 발명에 따른 수증기-투과성 복합체 슈즈 밑창에 추가하여, 예를 들어 복합체 슈즈 밑창에 대해 상기된 실시형태 중 하나 이상에 따라, 밑창 측면 상의 샤프트-단부 영역 상에, 방수성 및 수증기-투과성 샤프트-최하부 기능층이 제공되어 있는 신발의 제조 방법을 이용가능하게 한다. 이 방법에서, 복합체 슈즈 밑창 및 샤프트가 먼저 제조된다. 샤프트는, 밑창 측면 상의 샤프트-단부 영역 상에, 방수성 및 수증기-투과성 샤프트-최하부 기능층이 제공된다. 밑창 측면 상에 샤프트-최하부 기능 층이 제공되어 있는 샤프트-단부 영역 및 복합체 슈즈 밑창이 서로 결합되어, 샤프트 최하부 기능 층은, 적어도 하나 이상의 개구 영역에서 배리어 물질에 결합되지 않은 채로 남아 있다. 이를 통해, 앞서 이미 설명된 장점이 얻어진다.
이 방법의 일 실시형태에서, 밑창 측면 상의 샤프트-단부 영역은 샤프트-최하부 기능 층으로 폐쇄된다. 샤프트에 샤프트 기능층이 제공되어 있는 경우에, 샤프트 기능층 및 샤프트-최하부 기능층 사이에 방수성 연결이 이루어진다. 이를 통해 전체적으로 방수성인 신발 및 수증기-투과성인 신발이 얻어진다.
본 발명, 본 발명의 과제 측면, 및 본 발명의 장점은 이제 실시형태를 참조하여 더 설명될 것이다. 대응하는 도면에서:
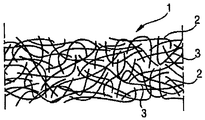
도 1은 니들링(needling)에 의해 기계적으로 결합된 부직 물질(non-woven material)의 골격을 도시하고;
도 2는 열적 결합 후의 도 1에 따른 부직 물질의 스케치를 도시하고;
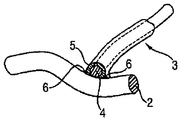
도 2a는 도 2의 열적으로 결합된 부직 물질의 영역(IIa)의 컷아웃(cutout)을, 고도로 확대된 배율의, 스케치로서 또한 도시한다.
도 2b는 도 2의 열적으로 결합된 부직 물질의 영역(IIa), 도 2에 도시됨, 의 컷아웃을, 훨씬 더 확대된 배율의, 스케치로 또한 도시한다.
도 3은 추가적인 열적 표면 압착 후의 도 2에 도시된 열적으로 결합된 부직 물질의 스케치를 도시하고;
도 4는 배리어 물질이 여전히 없는, 복합체 슈즈 밑창의 개략도를 도시하며, 복합체 슈즈 밑창의 두께를 통해 연장되는 개구가 도시된다.
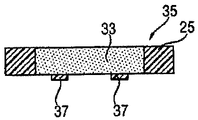
도 5는 막대를 갖는 안정화 디바이스 및 그 안에 수용된 배리어 물질을 갖는 배리어 유닛의 제 1 실시예의 개략도를 도시한다.
도 6은 막대를 갖는 안정화 디바이스 및 배리어 물질을 갖는 배리어 유닛의 다른 실시예의 개략도를 도시한다.
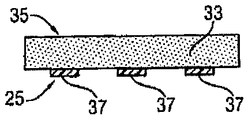
도 7은 하나 이상의 막대 형태의 안정화 디바이스를 갖는 배리어 물질의 부가적인 실시예의 개략도를 도시한다.
도 8은 막대를 갖는 안정화 디바이스 및 배리어 물질을 갖는 배리어 유닛의 또다른 실시예의 개략도를 도시한다.
도 9는 배리어 물질 및 안정화 디바이스 -막대를 가짐- 를 갖는 도 4에 도시된 복합체 슈즈 밑창의 개략도를 도시한다.
도 10은 배리어 물질의 최하부 상에 배치된 안정화 막대의 개략도를 도시한다.
도 11은배리어 물질의 최하부 상에 배치된 안정화 그리드의 개략도를 도시한다.
도 12는 본 발명에 따른 복합체 밑창이 제공된 슈즈의 최하부로부터의 투시사시도를 도시한다.
도 13a는, 도 12의 슈즈를 도시하며, 본 발명에 따른 복합체 슈즈 밑창은 슈즈의 샤프트 최하부 상에 위치된다.
도 13b는 본 발명에 따른 복합체 밑창의 또다른 예가 제공된 도 12의 슈즈를 도시한다.
도 14는 도 13a의 복합체 슈즈 밑창을, 투시 상부 측면도로 도시한다.
도 15는 도 14의 복합체 슈즈 밑창을, 이의 개별 성분의 분해도로, 상부 측면으로부터의 사시투시도로 도시한다.
도 16은 도 15의 복합체 슈즈 밑창의 부분을, 최하부로부터의 투시사시도로 도시한다.
도 17은 도 16의 배리어 유닛의 발 앞쪽 영역 및 발 중앙 영역을, 상부 측면으로부터의 투시사시도로 도시함으로써, 안정화 디바이스 부분 및 배리어 물질 부분이 서로 독립적으로 도시된다.
도 18은 최하부로부터의 투시사시도로, 발 앞쪽 영역, 도 17의 배리어 유닛의 발 중앙 영역의 변형을 도시함으로써, 이 배리어 유닛 부분의 중앙 영역 만이 배리어 물질로 점유되고 그리고 두 측면 부분들은 통과 개구(passage opening) 없이 형성된다.
도 19는 도 18의 배리어 유닛 부분을, 대응하는 안정화-디바이스 부분 및 대응하는 배리어-물질 부분이 서로 독립적으로 도시되는 도면으로 도시한다.
도 20은, 샤프트 최하부 상에 아직 위치되지 않은 복합체 슈즈 밑창을 갖는, 제 1 실시형태의 샤프트-최하부 측면 상에 폐쇄된 샤프트를 통한 발 앞쪽 영역의 개략단면도를 도시한다.
도 21은 이 위에 위치된 샤프트 최하부와의 선택된 결합동안의 배리어 물질 및 안정화 막대를 갖는 배리어 유닛의 또다른 실시예의 개략도를 도시한다.
도 22는, 상부-접착된(glued-on) 복합체 슈즈 밑창을 갖는, 도 20의 슈즈 구조의 상세도를 도시한다.
도 23은 상부-몰딩된(molded-on) 복합체 슈즈 밑창을 갖는, 도 21의 밑창 구조의 상세도를 도시한다.
도 24는, 도 20에 도시된 것과 유사하지만, 상이하게 구성된 샤프트 최하부를 가지고, 샤프트로부터 여전히 분리된 복합체 슈즈 밑창을 갖는 슈즈 구조를 도시한다.
도 25는 도 24의 슈즈 구조의 상세도를 도시한다.
도 26은 또다른 실시형태의 복합체 밑창을 도시한다.
도 27은 또다른 실시형태의 복합체 슈즈 밑창을 도시한다.
도 1은 니들링(needling)에 의해 기계적으로 결합된 부직 물질(non-woven material)의 골격을 도시하고;
도 2는 열적 결합 후의 도 1에 따른 부직 물질의 스케치를 도시하고;
도 2a는 도 2의 열적으로 결합된 부직 물질의 영역(IIa)의 컷아웃(cutout)을, 고도로 확대된 배율의, 스케치로서 또한 도시한다.
도 2b는 도 2의 열적으로 결합된 부직 물질의 영역(IIa), 도 2에 도시됨, 의 컷아웃을, 훨씬 더 확대된 배율의, 스케치로 또한 도시한다.
도 3은 추가적인 열적 표면 압착 후의 도 2에 도시된 열적으로 결합된 부직 물질의 스케치를 도시하고;
도 4는 배리어 물질이 여전히 없는, 복합체 슈즈 밑창의 개략도를 도시하며, 복합체 슈즈 밑창의 두께를 통해 연장되는 개구가 도시된다.
도 5는 막대를 갖는 안정화 디바이스 및 그 안에 수용된 배리어 물질을 갖는 배리어 유닛의 제 1 실시예의 개략도를 도시한다.
도 6은 막대를 갖는 안정화 디바이스 및 배리어 물질을 갖는 배리어 유닛의 다른 실시예의 개략도를 도시한다.
도 7은 하나 이상의 막대 형태의 안정화 디바이스를 갖는 배리어 물질의 부가적인 실시예의 개략도를 도시한다.
도 8은 막대를 갖는 안정화 디바이스 및 배리어 물질을 갖는 배리어 유닛의 또다른 실시예의 개략도를 도시한다.
도 9는 배리어 물질 및 안정화 디바이스 -막대를 가짐- 를 갖는 도 4에 도시된 복합체 슈즈 밑창의 개략도를 도시한다.
도 10은 배리어 물질의 최하부 상에 배치된 안정화 막대의 개략도를 도시한다.
도 11은배리어 물질의 최하부 상에 배치된 안정화 그리드의 개략도를 도시한다.
도 12는 본 발명에 따른 복합체 밑창이 제공된 슈즈의 최하부로부터의 투시사시도를 도시한다.
도 13a는, 도 12의 슈즈를 도시하며, 본 발명에 따른 복합체 슈즈 밑창은 슈즈의 샤프트 최하부 상에 위치된다.
도 13b는 본 발명에 따른 복합체 밑창의 또다른 예가 제공된 도 12의 슈즈를 도시한다.
도 14는 도 13a의 복합체 슈즈 밑창을, 투시 상부 측면도로 도시한다.
도 15는 도 14의 복합체 슈즈 밑창을, 이의 개별 성분의 분해도로, 상부 측면으로부터의 사시투시도로 도시한다.
도 16은 도 15의 복합체 슈즈 밑창의 부분을, 최하부로부터의 투시사시도로 도시한다.
도 17은 도 16의 배리어 유닛의 발 앞쪽 영역 및 발 중앙 영역을, 상부 측면으로부터의 투시사시도로 도시함으로써, 안정화 디바이스 부분 및 배리어 물질 부분이 서로 독립적으로 도시된다.
도 18은 최하부로부터의 투시사시도로, 발 앞쪽 영역, 도 17의 배리어 유닛의 발 중앙 영역의 변형을 도시함으로써, 이 배리어 유닛 부분의 중앙 영역 만이 배리어 물질로 점유되고 그리고 두 측면 부분들은 통과 개구(passage opening) 없이 형성된다.
도 19는 도 18의 배리어 유닛 부분을, 대응하는 안정화-디바이스 부분 및 대응하는 배리어-물질 부분이 서로 독립적으로 도시되는 도면으로 도시한다.
도 20은, 샤프트 최하부 상에 아직 위치되지 않은 복합체 슈즈 밑창을 갖는, 제 1 실시형태의 샤프트-최하부 측면 상에 폐쇄된 샤프트를 통한 발 앞쪽 영역의 개략단면도를 도시한다.
도 21은 이 위에 위치된 샤프트 최하부와의 선택된 결합동안의 배리어 물질 및 안정화 막대를 갖는 배리어 유닛의 또다른 실시예의 개략도를 도시한다.
도 22는, 상부-접착된(glued-on) 복합체 슈즈 밑창을 갖는, 도 20의 슈즈 구조의 상세도를 도시한다.
도 23은 상부-몰딩된(molded-on) 복합체 슈즈 밑창을 갖는, 도 21의 밑창 구조의 상세도를 도시한다.
도 24는, 도 20에 도시된 것과 유사하지만, 상이하게 구성된 샤프트 최하부를 가지고, 샤프트로부터 여전히 분리된 복합체 슈즈 밑창을 갖는 슈즈 구조를 도시한다.
도 25는 도 24의 슈즈 구조의 상세도를 도시한다.
도 26은 또다른 실시형태의 복합체 밑창을 도시한다.
도 27은 또다른 실시형태의 복합체 슈즈 밑창을 도시한다.
본 발명에 따른 복합체 슈즈 밑창에 특히 적합화된 배리어 물질의 일실시형태가 도 1 내지 도 3을 참조하여 먼저 설명될 것이다. 이어서, 본 발명에 따른 배리어 유닛의 실시형태에 관한 설명이 도 4 내지 11을 참조하여 이어진다. 그리고 나서, 본 발명에 따른 신발 및 본 발명에 따른 복합체 슈즈 밑창의 실시형태가 도 12 내지 도 27에 의해 설명될 것이다.
도 1 내지 3에 도시된 배리어 물질의 실시형태는 열적으로 결합되고 그리고 열적으로 표면-결합된 부직 물질 형태의 섬유 복합체(1)로 구성된다. 이 섬유 복합체(1)는 두 섬유 성분들(2,3)로 구성되고, 이는 각각 폴리에스테르 섬유들로 구성된다. 이 때, 제 1 섬유 성분(2), 이는 섬유 복합체(1)의 지지 성분으로서 작용함, 은 제 2 섬유 성분(3) -이는 결합 성분으로서 작용함- 보다 높은 융점을 갖는다. 고려된 실시형태에서, 예를 들어 바깥창의 상부-몰딩(molding-on) 동안에, 특히 신발이 제조시 비교적 고온에 노출될 수 있다는 사실의 관점에서, 적어도 180 ℃의 전체 섬유 복합체(1)의 온도 안정성을 보장하기 위해, 180 ℃ 보다 높은 융점을 갖는 폴리에스테르 섬유들이 두 섬유 성분들 모두에 사용되었다. 상이한 융점 및 이보다 낮은 연화 온도를 갖는 폴리에스테르 섬유의 상이한 변형예가 존재한다. 문제의 본 발명에 따른 문제의 배리어 물질의 실시형태에서, 약 230 ℃의 융점을 갖는 폴리에스테르 중합체가 제 1 성분에 대해 선택되는 반면에, 약 200 ℃의 융점을 갖는 폴리에스테르 중합체가 제 1 섬유 성분(2)의 하나 이상의 섬유 부분에 대해 선택된다. 제 2 섬유 성분이 코어-쉘 섬유 구조 형태의 두 섬유 부분들을 갖는 일 실시형태에서, 코어(4)는 약 230 ℃의 연화점을 갖는 폴리에스테르의 이러한 섬유 성분으로 구성되고 그리고 이 섬유 성분의 쉘은 약 200 ℃의 접착 연화 온도를 갖는 폴리에스테르로 구성된다(도 2 b). 상이한 융점의 두 섬유 부분들을 갖는 이러한 섬유 성분은 또한 생략하여 "비코(bico)"라고도 한다. 이후 이러한 간략어가 사용될 것이다.
문제의 실시형태에서, 두 섬유 성분들의 섬유들은 상기된 특별한 특성들을 갖는 모두 안정한 섬유들이다. 약 400 g/m2의 섬유 복합체의 총 기본 중량(basis weight)에 대하여, 제 1 섬유 성분의 중량 분율은 약 50%이다. 제 2 섬유 성분의 중량 분율은 또한 섬유 복합체(1)의 기본 중량에 대해 약 50%이다. 제 1 섬유 성분의 섬도(fineness)는 약 6.7 dtex인 반면, 비코로서 디자인된 제 2 섬유 성분은 4.4 dtex의 높은 섬도를 갖는다.
이러한 배리어 물질을 제조하기 위해, 스테이플 섬유로서 존재하는 섬유 성분들이 먼저 혼합된다. 이어서, 이러한 스테이플 섬유 혼합물의 수개의 개별 층들은, 섬유 복합체에 대해 추구되는 기본 중량이 도달될 때까지, 수개의 개별 부직 층들의 형태로 하나가 다른 하나의 상부 상에 위치되고, 이 경우에 부직 패키지가 얻어진다. 이 부직 패키지는 단지 매우 약간의 기계적 안정성을 가지고 그리고 따라서 강화 공정(strengthening process)를 거쳐야 한다.
먼저, 부직 패키지의 기계적 강화는, 니들 매트릭스 내에 배치된 니들 막대들이 부직 패키지의 연장면에 수직인 부직 패키지를 침투하는(penetrate) 니들 기술에 의한 니들링에 의해 일어난다. 부직 패키지의 섬유들은 이에 의해 부직 패키지의 이들의 원래 위치로부터 재배향되어, 부직 패키지의 보다 안정한 기계적 구조 및 섬유들의 볼링(balling)이 일어난다. 이러한 니들링에 의해 기계적으로 강화된 부직 물질은 도 1에 개략 도시된다.
니들링되지 않은 부직 패키지의 초기 두께에 대한 부직 패키지의 두께는 니들링 공정에 의해 이미 감소된다. 그러나, 니들링에 의해 얻어진 구조는 여전히 영구적으로 유지될 수 없는데, 이는 안정한 섬유들의 순수하게 기계적인 삼차원 "후킹(hooking)"이며, 이는 응력(stress) 하에서 다시 "언후킹(unhooked)"될 수 있기 때문이다.
영구 안정화, 즉 신발에 사용하기 위한 안정화 특성을 달성하기 위해, 본 발명에 따른 섬유 복합체는 더 처리된다. 이 때 열적 에너지 및 압력이 사용된다. 이 공정에서, 섬유 혼합물의 유리한 조성이 사용되고, 여기서 온도는, 섬유 혼합물의 열적 결합을 위해 선택되어, 이는 적어도 보다 낮은 융점에서 용융되는 코어-쉘 비코의 쉘의 접착 연화 온도 범위 내에 있어, 이를 점성 상태로 연화하여, 대응하는 비코의 쉘의 연화된 매스 부근에 위치하는 제 1 섬유 성분의 섬유 부분들이 이 점성 매스 내에 부분적으로 들어갈(incorporated) 수 있도록 한다. 이 때문에, 두 섬유 성분들은 부직 물질의 기본 구조 변화 없이 서로 영구적으로 결합된다. 이 부직 물질의 유리한 특성, 특히 이의 우수한 수증기 투과성이, 영구 기계적 안정화 특성과 조합되어 사용될 수도 있다.
이러한 열적으로 결합된 부직 물질은 도 2에 개략 도시되며, 여기서 고도로 확대된 배율의 컷아웃의 상세도가 도 2a에 도시되고, 여기서 개별 섬유들 간의 글루 결합 점들은 편평한(flat) 검은 점들로 나타내고, 그리고 도 2b는 보다 큰 배율로 컷아웃의 영역을 도시한다.
부직 물질의 열적 결합에 추가하여, 이 부직 물질 표면을, 예를 들어 가열 압착 플레이트 또는 압착 롤러에 의해, 압력 및 온도의 작용에 동시에 노출시킴으로써, 부직 물질의 하나 이상의 표면 상에서 열적 표면 압착이 실시될 수 있다. 그 결과, 부직 물질의 잔류 부피에서보다 결합이 훨씬 더 강하고 그리고 열적으로 압착된 표면이 매끄럽다.
니들링에 의해 처음에 기계적으로 결합되고, 이어서 열적으로 결합되고, 그리고 마지막으로 이의 표면 중 하나 상에서 열적으로 표면 압착된 부직 물질이 도 3에 개략 도시된다.
첨부되는 비교 표에서, 본 발명에 따른 배리어 물질을 포함하는 다양한 물질들이 몇가지 파라미터에 대해 비교된다. 스플릿(split) 밑창 가죽, 오직 니들-결합된 두개의 부직 물질, 니들-결합되고 그리고 열적으로 결합된 부직 물질, 그리고 마지막으로 니들 결합되고, 열적으로 결합되고 그리고 열적으로 표면-압착된 부직 물질이 고려되며, 이에 의해 이러한 물질들은 비교표의 연이은 처리의 단순화를 위해, 비교 표에서 물질 번호 1 내지 5로 할당된다.
길이방향-신장(longitudinal-elongation) 값 및 횡단-신장(transverse-elongation) 값은, 대응하는 물질이 50 N, 100 N, 또는 150 N의 스트레칭력(stretching force)으로 작용받을 때 팽창하는 백분율을 보여준다. 이 길이방향 및 횡단 신장이 낮을수록, 물질은 더 안정하고 그리고 이는 배리어 물질로서 더 적합화된다. 대응하는 물질이 자갈(pebble)과 같은 이물질의 침투에 대해 막을 보호하기 위한 배리어 물질로서 사용된다면, 천공 저항성(puncture resistance)이 중요하다. 비교표에서 마모라고 한, 마모 강도(abrasion strength)도, 복합체 신발 밑창에 대응하는 물질을 사용하기 위해 중요하다.
비교표로부터, 스플릿 밑창 가죽은 고도의 인장 강도(tensile strength), 스트레칭력에 대한 비교적 우수한 내성, 그리고 고도의 천공 저항성을 갖지만, 습윤 시험(wet test) 시 단지 적당한 마모 강도, 그리고 특히 꽤 적당한 수증기 투과성을 갖는다는 것을 알 수 있다.
단지 니들-결합된 부직 물질들(물질 2 및 물질 3)은 가죽에 비해 비교적 가볍고 그리고 높은 수증기 투과성을 갖지만, 스트레칭력의 관점에서 비교적 낮은 스트레칭 내성을 가지고, 단지 제한된 천공 저항성을 가지고, 그리고 단지 적당한 마모 강도를 갖는다.
니들-결합되고 그리고 열적으로 결합된 부직 물질(물질 4)은 보다 저도의 두께에서 물질 2 및 3보다 높은 기본 중량을 가지고, 그리고 따라서 보다 콤팩트하다. 물질 4의 수증기 투과성은 물질 2의 수증기 투과성보다 높고 그리고 거의 물질 3 의 수증기 투과성 만큼 크며, 물질 1 에 따른 가죽의 수증기 투과성의 거의 3배만큼 크다. 물질 4의 길이방향 및 횡단 신장 내성은 단지 니들-결합되는 부직 물질들 2, 3의 경우보다 훨씬 더 크고, 그리고 길이방향 및 횡단 파단 하중(transverse breaking load)도 물질들 2,3에 대해서보다 훨씬 더 크다. 물질 4의 천공 저항성 및 마모 강도도 물질 2,3의 경우보다 훨씬 더 크다.
물질 5, 즉 이의 표면들 중 하나 상에 열적으로 압착된, 니들-결합된, 열적으로 결합된 부직 물질은, 동일한 기본 중량에서의 열적 표면 압착 때문에, 물질 4 보다 저도의 두께를 가지고, 그리고 따라서 복합체 슈즈 밑창에서 더 적은 공간을 차지한다. 물질 5 의 수증기 투과성은 물질 4의 수증기 투과성보다 크다. 신장 내성에 대해, 물질 5 은 또한 물질 4보다 우수한데, 이는 50 N 내지 150 N의 길이방향 및 횡단 신장력이 적용될 때 신장을 보이지 않기 때문이다. 인장 강도는 물질 4의 인장강도보다 길이방향 하중(loading)에 대해 더 크고 그리고 횡단 하중에 대해 더 작다. 천공 저항성은 물질 4의 천공 저항성보다 다소 낮고, 이는 물질 5의 보다 제한된 두께에 기인한다. 마모 강도에 대해 물질 5은 모든 물질 1 내지 4에 비해 특별한 우수성을 보인다.
따라서, 비교표는, 고도의 수증기 투과성, 고도의 형태(shape) 안정성, 및 이에 따라 안정화 효과 및 고도의 마모 내성이 배리어 물질에서 중요한 경우, 물질4 및 특히 물질 5가 상당히 특별하게 적합하다는 것을 보여준다.
물질 5의 경우, 본 발명의 일실시형태에서, 니들-결합되고 그리고 열적으로 결합된 부직 물질 -이는 매우 우수한 안정화를 가짐- 은 이어서, 예를 들어 소수성화(hydrophobization)를 유발하는 액체 내에서의 디핑 공정에 의해, 소수성 마무리되어, 부직 물질의 흡인 효과를 최소화한다. 소수화 조(bath) 이후, 부직 물질은 열의 영향 하에서 건조되고, 이에 의해 적용된 마무리의 소수성 특성은 더 개선된다. 건조 공정 후, 부직 물질은 정립(sizing) 롤러를 지나고, 이에 의해 말하자면 1.5 mm의 최종 두께가 설정된다.
특히 매끄러운 표면을 얻기 위해, 이어서 부직 물질을 다시 온도 및 압력에 노출시켜 섬유 부분들, 즉 부직 물질의 표면 상의 비코의 쉘의 제 2 섬유 성분을 용융시키고 그리고 이를 동시 적용된 압력에 의해 매우 매끄러운 표면에 대해 가압한다. 이는 적당한 캘린더링(calendering) 디바이스를 사용하여 또는 가열된 압착 다이에 의해 일어나며, 이에 의해 분리 물질 층이 부직 및 물질 가열된 압력 플레이트 사이에 도입될 수 있고, 이는 예를 들어 실리콘 페이퍼 또는 테플론이 될 수 있다.
열적 표면 압착에 의한 표면 평활화는 배리어 물질의 원하는 특성에 따라, 부직 물질의 단지 한 표면 또는 두 표면들 상에서 실시된다.
비교 표에 의해 이미 나타낸 바와 같이, 이렇게 제조된 부질 물질은 인열(tearing) 하중에 대한 고도 안정성을 가지고 그리고 우수한 천공 저항성을 가지며, 이는 물질이 막을 보호하기 위한 배리어 물질로서 사용되는 경우에 중요하다.
지금 기재된 물질(5)은 본 발명에 따른 배리어 물질의 제 1 실시예 실시형태이며, 여기서 두 섬유 성분들은 모두 폴리에스테르로 구성되고, 두 섬유 성분들은 모두 전체 섬유 복합체의 50%의 중량 백분율을 가지고, 그리고 제 2 섬유 성분은 비코 타입의 폴리에스테르 코어-쉘 섬유이다.
본 발명에 따라 사용된 배리어 물질의 추가적인 실시예 실시형태가 이제 간략하게 고려될 것이다:
실시형태 2:
두 섬유 성분들이 모두 폴리에스테르로 구성되고 그리고 전체 섬유 복합체에서 각각 50%의 중량 백분율을 가지고, 그리고 제 2 섬유 성분은 나란한 타입(side-by-side type)의 폴리에스테르로부터의 비코인 배리어 물질.
특별한 비코 구조를 제외하고는, 실시예 실시형태 2에 따른 배리어 물질은 코어-쉘 타입의 비코 섬유를 갖는 실시예 실시형태 1에 따른 배리어 물질과 동일한 방식으로 제조되고 그리고 동일한 특성을 갖는다.
실시형태 3:
두 섬유 성분들 모두는 50%의 중량 백분율을 가지고 그리고 제 1 섬유 성분은 폴리에스테르이고 그리고 제 2 섬유 성분은 폴리프로필렌인 배리어 물질.
이 실시형태에서, 어떤 비코도 사용되지 않고, 단일-성분 섬유가 제 2 섬유 성분으로서 그 대신 사용된다. 섬유 복합체의 제조를 위해, 상이한 융점을 갖는 단 두 섬유 성분이 선택된다. 이 경우, 50%의 중량 분율을 갖는 폴리에스테르 섬유(약 230 ℃의 융점을 가짐)가 지지 성분인 반면, 또한 50%의 중량 분율을 갖는 폴리프로필렌 섬유가 약 130 ℃의 보다 낮은 융점을 가지고 그리고 따라서 접착가능한(gluable) 결합 성분이다. 제조 공정은 다른 점에서는 실시예 실시형태 1에서와 같다. 실시예 실시형태 2와 비교하여, 실시예 실시형태 3에 따른 부직 물질은 보다 낮은 열 안정성을 갖지만, 보다 낮은 온도를 사용하여 제조될 수도 있다.
실시형태 4:
제 1 섬유 성분으로서의 80% 폴리에스테르 및 제 2 섬유 성분으로서의 폴리에스테르 코어-쉘 비코의 백분율을 갖는 배리어 물질.
이 실시예 실시형태에서, 제조는 다시 실시예 실시형태 1에서와 같고, 유일한 차이점은, 결합 성분을 형성하는 제 2 섬유 성분의 백분율이 변화된다는 것이다. 이의 중량 백분율은 제 1 섬유 성분에 의해 형성되는 중량의 80%에 비해 이제는 단지 20%이며, 이는 보다 높은 융점을 갖는다. 결합 성분의 비례하는 감소 때문에, 얻어진 배리어 물질의 안정화 효과는 감소된다. 이는, 유연성(flexibility) 증가와 결합된 고도의 기계적 수명을 갖는 부직 물질이 요구되는 경우에 유리할 수 있다. 이 부직 물질의 온도 내성은 제 1 실시예 실시형태의 온도 내성에 대응한다.
복합체 슈즈 밑창 및 배리어 유닛의 일부 실시예 실시형태 그리고 이의 상세한 내용이 이제 도 4 내지 11에 의해 고려된다.
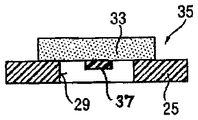
도 4는, 복합체 슈즈 밑창(21)에 배리어 물질이 제공되기 전, 하부 바깥창(underlying outsole)(23) 및 이 위에 위치한 안정화 디바이스(25)를 갖는 복합체 슈즈 밑창(21)을 통한 부분 단면을 도시한다. 바깥창(23) 및 안정화 디바이스(25)는 각각 개구들(27, 29)을 가지고, 이는 함께 복합체 슈즈 밑창(21)의 전체 두께를 통한 스루홀(31)를 형성한다. 따라서, 스루홀(31)는 두 통과 개구(27,29)의 교차 표면에 의해 형성된다. 이 복합체 슈즈 밑창(21)을 완성하기 위해, 배리어 물질(33)(도 4에 도시되지 않음)은 통과 개구(29) 내에 위치되거나 또는 이 위에 배치된다.
도 5는 안정화 디바이스(25)에 의해 유지된 한 피스의 배리어 물질(33)을 갖는 배리어 유닛(35)의 일례를 도시한다.
일실시형태에서, 안정화 디바이스는 배리어 물질(33)의 피스의 주변 영역 주변에 몰딩되거나 또는 이 위에 몰딩되어, 안정화 디바이스(25)의 물질이 배리어 물질(33)의 섬유 구조 내에 침투하고 그리고 거기서 경화되고(cured) 그리고 고체 복합체를 형성한다.
안정화 디바이스를 몰딩하거나 또는 안정화 디바이스 상에 몰딩하기 위한 물질로서, 열가소성 폴리우레탄(TPU)이 적합하고, 이는 배리어 물질이 매우 우수하게 포위(enclosure)되도록 하고, 그리고 이에 잘 결합된다.
또다른 실시형태에서, 배리어 물질(33)은 안정화 디바이스(25)에 접착된다. 안정화 디바이스(25)는 바람직하게는 적어도 복합체 슈즈 밑창(21)을 안정화하는 안정화 프레임 및 하나 이상의 안정화 막대(37)을 가지며, 이는 배리어 물질(33)의 표면 상에 배치된다. 하나 이상의 안정화 막대(37)는 바람직하게는 바깥창과 대면하는 배리어 물질(33)의 최하부에 배치된다.
도 6은, 배리어 물질(33)의 가장자리 영역이 안정화 디바이스(25)에 의해 둘러싸일 뿐 아니라 두 표면 모두 상에 유지된다는 의미에서, 한 피스의 배리어 물질(33)이 안정화 디바이스(25)에 의해 포위되는 배리어 유닛(35)을 도시한다.
도 7은 한 피스의 배리어 물질(33)에 하나 이상의 안정화 막대(37)의 형태로 안정화 디바이스(25)가 제공되어 있는 배리어 유닛(35)을 도시한다. 안정화 막대(37)는, 바람직하게는 바깥창(23) 쪽으로 하향 지향된 표면 상에, 배리어 물질(33)의 하나 이상의 표면 상에 배치되어 있다.
도 8은, 배리어 물질(33)이 안정화 디바이스(25)의 하나 이상의 표면에 적용되도록, 한 피스의 배리어 물질(33)에 안정화 디바이스(25)가 제공되는 배리어 유닛(35)을 도시한다. 이 때, 배리어 물질(33)은 통과 개구(29)를 덮는다. 안정화 막대(37)는 안정화 디바이스(25)의 통과 개구(29) 내에 위치된다.
도 9는 바깥창(23) 상에 도 5에 따른 배리어 유닛(35)을 갖는 도 4에 따른 복합체 슈즈 밑창(21)을 도시하며, 이에 의해 단 하나의 안정화 막대(37)가 도시된다.
도 4 내지 9에 따른 모든 상기된 실시형태에 대해, 배리어 물질(33) 및 안정화 디바이스(25) 간의 상부 몰딩, 주변 몰딩, 또는 글루잉 동안 결합 물질은 결합되는 표면에 부착될 뿐 아니라, 섬유 구조 내에 침투하고 그리고 거기서 경화되는 것이 사실이다. 따라서, 섬유 구조는 이의 결합 영역에서 부가적으로 강화된다.
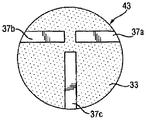
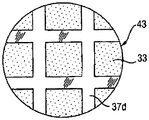
배리어 물질(33)의 표면에 적용된 안정화 막대(37)의 안정화 막대 패턴의 두 실시형태가 도 10 및 11에 도시된다. 도 10의 경우에, 세 개의 개별 막대들(37a, 37b, 및 37c)이, 예를 들어 배리어 물질의 최하부 상으로의 글루잉에 의해, 원형 표면(43), 예를 들어 복합체 슈즈 밑창(21)의 스루홀에 대응하는 배리어 물질(33)의 최하부 상에 T-형 상호 배치로 배치되는 반면에, 도 11의 경우에, 안정화 그리드(37d) 형태의 안정화-막대 디바이스가 제공된다.
본 발명에 따라 디자인된 슈즈의 실시형태가 도 12 내지 27을 참조하여 이제 설명될 것이며, 이에 의해 이의 개별 성분들이, 특히 대응하는 복합체 슈즈 밑창(21)과 관련하여 또한 고려될 것이다.
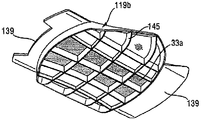
도 12는, 최하부로부터의 투시 사시도로, 본 발명에 따른 샤프트(103) 및 복합체 슈즈 밑창(105)을 갖는, 본 발명에 따른 슈즈(101)의 실시예 실시형태를 도시한다. 슈즈(101)는 발 앞쪽 영역(107), 발 중앙 영역(109), 뒤꿈치 영역(111), 및 발-삽입 개구(113)를 갖는다. 복합체 슈즈 밑창(105)은 이의 최하부 상에 다수부분 바깥창(117)을 가지고, 이는 복합체 슈즈 밑창(105)의, 다수부분 바깥창 뒤꿈치 영역(117a), 발의 척골부위(ball) 영역의 바깥창 부분(117b), 및 다수 부분 바깥창 발가락 영역(117c)을 갖는다. 이러한 바깥창(117) 부분들은, 뒤꿈치 영역(119a), 발 중앙 영역(119b) 및 발앞쪽 영역(119c)을 갖는 안정화 디바이스(119)의 최하부에 부착된다. 복합체 슈즈 밑창(105)은 다음 다이어그램을 참조하여 더 상세히 설명될 것이다.
복합체 슈즈 밑창(105)의 부가적인 성분은 댐핑(damping) 밑창 부분들(121a, 121b)이 될 수 있으며, 이는 안정화 디바이스(119)의 최상부 상에서 뒤꿈치 영역(111)에 그리고 발 앞쪽 영역(107)에 적용된다. 바깥창(117) 및 안정화 디바이스(119)는 복합체 슈즈 밑창을 통해 스루홀들을 형성하는 통과 개구들을 갖는다. 이러한 스루홀들은 수증기-투과성 방식으로 배리어 물질들(33a 내지 33d)에 의해 덮인다.
도 13a는 샤프트(103) 및 복합체 슈즈 밑창(105)이 여전히 서로 분리되어 있는 제조 단계에서의 도 12에 따른 슈즈(101)를 도시한다. 샤프트(103)는, 밑창 측면 상의 이의 최하부 단부 영역 상에, 방수성, 수증기-투과성 샤프트-최하부 기능층 -이는 방수성, 수증기-투과성 막임- 을 갖는 샤프트 최하부(221)가 제공되어 있다. 기능층은 바람직하게는, 기능층에 추가하여, 하나 이상의 보호 층, 예를 들어 텍스타일 이판(backing)을 처리 보호물로서 갖는 다층 기능층 라미네이트의 성분이다. 샤프트 최하부(115)에는 또한 샤프트-장착 밑창이 제공될 수 있다. 그러나, 기능층 라미네이트에 샤프트-장착 밑창의 기능을 할당할 가능성도 있다. 복합체 슈즈 밑창은 또한 도 8에서 이미 언급된 스루홀(31)들을 가지며, 이는 배리어 물질 부분들(33a 내지 33d)로 덮인다. 막대들(37)은 대응하는 스루홀들의 주변 가장자리 내에 도시된다. 다른 실시형태에서, 세 개의 스루홀들 또는 두 개의 스루홀들 또는 하나의 스루홀이 제공될 수 있다. 다른 실시형태에서, 네 개 이상의 스루홀들이 제공된다. 복합체 슈즈 밑창(105)은, 도 12에 따른 상태를 얻기 위해, 상부 몰딩 또는 글루잉에 의해 밑창 측면 상의 샤프트 단부에 부착될 수 있다. 기능층 및 이의 라미네이트 그리고 장착 밑창과의 연결을 상세히 설명하기 위해, 상세한 설명 및 도 20 내지 도 25를 참조한다.
도 13b는 도 13a에서와 동일한 슈즈 구조를 도시하며, 도 13a의 슈즈는 네개의 스루홀(31)들을 갖는 반면, 도 13b에 따른 슈즈는 두개의 스루홀(31)들이 제공되어 있다는 차이점을 갖는다. 여기서, 막대들(37)이 대응하는 스루홀(31)의 주변 가장자리 내에 배치되고 그리고 스루홀(31)을 제한하지 않는다는 것을 알 수 있다. 스루홀의 표면은 이를 브릿지하는 막대들의 전체 영역을 빼고 결정되는데, 이 막대 표면이 수증기 수송을 차단하기 때문이다.
도 14는 바깥창(117)에서 멀리 놓인 상부 측면을 갖는 복합체 슈즈 밑창(105)을 도시한다. 바깥창(117)으로부터 멀리 놓인 상부 측면 상에서, 안정화 디바이스(119)는, 이의 중앙 영역(119b) 및 이의 발 앞쪽 영역(119c)에서, (도 14에서 보이지 않는) 복합 슈즈 밑창(105)의 스루홀들이 덮여 있는 배리어 물질(33)의 수개의 피스들(33a, 33b, 33c, 및 33d)로 덮여 있다. 복합체 슈즈 밑창(105)의 뒤꿈치 영역에서 및 발 앞쪽 영역에서, 댐핑 밑창 부분(121a, 및 121b)이, 본질적으로 뒤꿈치 영역의 전체 표면에 걸쳐서 그리고 배리어 물질 부분들(33b, 33c, 및 33d)이 위치되는 발 앞쪽 영역 내 함몰부들(recesses)에서, 안정화 디바이스(119)의 상부 측면에 적용된다.
바깥창(117)의 바깥창 부분들, 안정화 디바이스(119), 및 댐핑 밑창 부분들(121a, 및 121b)은 복합체 슈즈 밑창 내에서 상이한 기능들을 가지므로, 이들은 또한 상이한 물질들로 적합하게 구성된다. 우수한 마모 내성을 갖는 것으로 생각되는 바깥창 부분은, 예를 들어 열가소성 폴리우레탄(TPU) 또는 고무로 구성된다. 열가소성 폴리우레탄은 다양한 특성을 가질 수 있는 다수의 상이한 폴리우레탄들에 대한 용어이다. 바깥창에 대하여, 고도 안정성 및 미끄럼 내성을 갖는 열가소성 폴리우레탄이 선택될 수 있다. 슈즈 사용자의 걷는 움직임 동안 충격을 흡수할 것으로 생각되는 댐핑 밑창 부분들(121a, 121b)은, 이에 따라 탄성 순응적인(elastically compliant) 물질, 예를 들어 에틸렌-비닐 아세테이트(EVA) 또는 폴리우레탄(PU)으로 구성된다. 비-응집성(non-coherent) 바깥창 부분들(117a, 117b, 117c)에 대한 그리고 또한 비-응집성 댐핑 밑창 부분들(121a, 121b)에 대한 홀더로서 작용하고 그리고 전체 복합체 슈즈 밑창(105)에 대한 안정화 요소로서 작용하고, 그리고 대응하는 탄성 강성(elastic rigidity)을 갖는 것으로 생각되는 안정화 디바이스(119)는 하나 이상의 열가소성 물질로 구성된다. 적합한 열가소성물질의 예로는 폴리에틸렌, 폴리아미드, 폴리아미드(PA), 폴리에스테르(PET), 폴리에틸렌(PE), 폴리프로필렌(PP), 및 폴리비닐클로라이드(PVC)가 있다. 다른 적합한 물질은 고무, 열가소성 고무(TR), 및 폴리우레탄(PU)이다. 열가소성 폴리우레탄(TPU)도 적합하다.
도 14에 도시된 복합체 슈즈 밑창은 도 15의 분해도 -즉, 배리어 물질 부분들(33a, 33b, 33c 및 33d), 이들은 안정화 디바이스(119b 및 119c) 부분들 상에 이미 배치되어 도시됨- 을 제외하고는 복합체 슈즈 밑창(105)의 개별 부분들이 서로 분리되어 도시되는 도면에 도시된다. 도 15에 도시된 실시형태에서, 안정화 디바이스(119)는 최초 개별 부분들로서 이의 부분들(119a, 119b 및 119c)를 가지며, 이는 복합체 슈즈 밑창(105)의 조립 동안 안정화 디바이스(119)에 대해 함께 결합되고, 이는 세 안정화 디바이스 부분들을 서로 웰딩 또는 글루잉함으로써 가능하다. 도 16와 관련하여 계속 설명될 때, 개구들은 배리어 물질 부분들 아래에 위치되며, 이는, 바깥창 부분들(117a, 117b 및 117c) 내 개구들(123a, 123b 및 123c)과 함께, 도 4와 관련하여 이미 설명된 형태의 스루홀(31)들을 형성하고, 그리고 이와 함께 배리어 물질 부분들(33a 내지 33d)이 수증기-투과성 방식으로 덮인다. 안정화 디바이스(119)의 뒤꿈치 영역(119a) 내 통과 개구(125)는 배리어 물질(33)로가 아니라 전-표면(full-surface) 댐핑 밑창 부분(121a)로 폐쇄된다. 이에 의해 슈즈의 뒤꿈치 영역의 복합체 슈즈 밑창(105)에 대해 보다 우수한 댐핑 효과가 얻어지는데, 일부 환경 하에서 땀 수분 제거가 덜 요구될 수 있는 경우에, 발의 땀은 대개 뒤꿈치 영역에서가 아니라 발 앞쪽 및 발 중앙 영역에서 형성되기 때문이다.
댐핑 밑창 부분(121b)에는, 댐핑 밑창 부분의 개구(127a, 127b, 및 127c)이 제공되며, 이는 배리어 물질 부분들(33b, 33c, 33d)이 댐핑 밑창 부분의 개구(127a, 127b 및 127c) 내에서 안정화 디바이스 부분(119c)의 포위 제한 가장자리(129a, 129b 또는 129c) 내에 수용될 수 있도록 치수화된다.
또다른 실시형태에서, 어떤 댐핑 밑창 부분(121)도 제안되지 않는다. 이 경우, 안정화 디바이스(119a, 119b 및 119c)는 제한 가장자리(129a, 129b, 129c) 없이 평평한 표면을 가져, 배리어 물질(33)은 이의 개구들 내 안정화 디바이스의 표면과 플러쉬(flush) 위치된다. 복합체 밑창은 배리어 유닛에 의해서만 형성되고, 이는 배리어 물질(33), 안정화 디바이스(119), 및 바깥창으로부터 구축된다.
도 15에 도시된 복합체 슈즈-밑창(105) 부분들은, 서로 분리 배치되지만, 최하부로부터의 사시도로 도 16에 사시 도시된다. 바깥창 부분들(117a 내지 117c)은, 일반적인 방식으로 바깥창 프로파일이 제공되어, 미끄러짐의 위험이 감소되는 것을 알 수 있다. 이들의 최하부 상에서의 안정화-디바이스 부분들(119a 및 119c)의 최하부는 또한 수개의 혹-형(knob-like) 돌출부(131)를 가지며, 이는 바깥창 부분들(117a 내지 117c)을 대응하는 안정화-디바이스 부분들(119a 및 119c)에 위치적으로 바르게 결합시키기 위해 바깥창 부분들(117a, 117b, 및 117c)의 상부 측면의 도 15에 도시되는 상보 함몰부들(complementary recesses)을 수용하는 역할을 한다. 개구들(135a, 135b, 135c 및 135d)은 또한 도 16의 안정화-디바이스 부분들(119b 및 119d)에서 볼 수 있으며, 이는 수증기-투과성 방식으로 대응하는 배리어 물질(33a, 33b, 33c 및 33d)로 덮여, 복합체 슈즈 밑창(105)의 스루홀(31)들(도 4)이 수증기-투과성 방식으로 폐쇄된다. 일실시형태에서, 배리어 물질은, 이의 매끄러운 표면이 바깥창을 향해 지향되도록 배치된다. 개구들(135a 내지 135d)은 각각 안정화 그리드(137a, 137b, 137c 및 137e)로 브릿지되며, 이는 안정화 디바이스(119)의 대응하는 개구의 영역에서 안정화 구조를 형성한다. 이러한 안정화 그리드들(137a 내지 137e)은 또한, 슈즈 사용자에 의해 불쾌한 것으로 느껴질 수 있는, 배리어 물질(33)까지 또는 심지어 더 멀리까지의 보다 큰 이물질의 침투에 대해 작용한다.
발 중앙 측면 상의 안정화 디바이스(119b)의 축 단부(axial end) 상에 제공된 연결 요소(connection element)(139)도 언급되어야 하며, 이는 세 안정화 디바이스 (119a 내지 119c) 부분들로부터 안정화 디바이스(119)를 어셈블리하는 동안, 바깥창 적용 측면으로부터 떨어져 대면하는 안정화 디바이스(119a 및 119c) 부분들의 상부 측면 상에 오버랩되면서 놓여, 예를 들어 웰딩 또는 글루잉에 의해, 이에 부착된다.
도 17은, 도 16에 비해 확대된 도면으로, 서로 부착되기 전의 두 안정화 디바이스(119a 및 119b) 부분들을 도시하며, 이에 의해 발 앞쪽 측면 상의 안정화 디바이스 부분(119c)의 개구들(135b 내지 135d) 및 이 안에 위치된 안정화 그리드 구조가 특히 보여질 수 있다. 중앙 안정화 디바이스 부분(119b)는, 길이방향 측면 상에서 높인(raised) 프레임 및 그리드 부분들을 도시한다. 안정화 디바이스 부분(119b) 상에 위치될 배리어 물질(33a) 피스는, 이의 긴 측면들 상에, 대응하여 높인 측면 윙들(wings)(141)이 제공되어 있다. 이러한 높인 부분들, 안정화 디바이스(119b) 및 배리어-물질 피스(33a) 모두를 통해, 측면(lateral) 발 중앙 측면 형태에 대한 조절이 가능하다. 나머지 배리어 물질 부분들(33b 내지 33d)은 발 앞쪽 측면 상의 안정화 디바이스 부분(119c)의 본질적으로 평평한 디자인에 대응하여, 본질적으로 평평하다.
일반적으로 여기에 추가되어야 하는 것은, 안정화 디바이스(119b 및 119c)의 하나 이상의 개구(135a 내지 135d)가, 개구들(135a 내지 135d) 내에 존재하는 막대들(37)에 의해서가 아니라 안정화 디바이스(119)의 프레잉(147)에 의해 경계화되는 것이다. 이 실시형태의 도 17에 도시된, 제한 가장자리들(129a 내지 129c)은 대응하는 프레임(147)의 일부를 나타낸다.
수개의 배리어 물질 부분들(33b, 33c, 33d) 대신, 단일-피스 배리어 물질 부분을 사용하는 것도 가능하다. 지지 돌출부들(150) 및/또는 제한 가장자리(129a 내지 129c)가 이에 따라 구성되어야 한다.
안정화 디바이스 부분(119b) 및 배리어 물질(33a) 부분을 갖는 발 중앙 영역에 제공된 배리어-유닛 부분의 다른 변형예가 도 18 및 19에 도시된다. 마무리된 장착 상태가 도 18에 도시되며 그리고 반면에 도 21에서는 이러한 두 부분들이 여전히 서로 분리되어 있다. 도 17의 실시형태와 대조적으로, 도 18 및 19의 변형예에서, 발 중앙 영역에 대해 제공된 안정화 디바이스(119b)는 단지, 중앙 영역에서, 개구 및 이 위에 위치된 안정화 그리드(137a)가 제공되고, 반면에 안정화 디바이스 부분(119b)의 긴 측면들 상의 두 윙 부분들(143)은 연속적이도록 설계되지만, 즉 개구가 없고, 그러나 이들의 최하부 상에 안정화 립들(145)이 제공된다. 따라서, 이러한 배리어-유닛 부분에 제공된 배리어 물질(33a) 피스는 도 18 또는 19의 실시형태에서보다 더 좁은데, 이는 도 17에 따른 측면 윙들(141)을 요구하지 않기 때문이다.
본 발명에 따른 복합체 슈즈 밑창(105)의 실시형태는 도 12 내지 19를 참조하여 설명되지만, 본 발명에 따른 신발의 상세한 내용의 실시형태는 이제 도 20 내지 27을 참조하여 설명될 것이며, 신발은 본 발명에 따른 복합체 슈즈 밑창으로 구성된다. 도 20, 22 및 23는, 샤프트 최하부가 샤프트-장착 밑창 및 또한 기능층 라미네이트를 갖는 본 발명에 따른 신발의 일실시형태를 도시하고, 반면에 도 24 및 25는, 샤프트-최하부 기능층 라미네이트(237)가 동시에 샤프트-장착 밑창(233)의 기능을 갖는 본 발명에 따른 신발의 일실시형태를 도시한다. 도 26은 복합체 슈즈 밑창(105)의 또다른 실시형태를 도시한다.
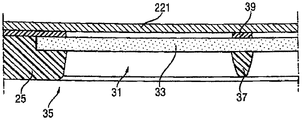
도 20 내지 25에 도시된 두 실시형태에서, 슈즈(101)는, 도 12 및 13a 내지 13d와 일치하여, 샤프트(103)를 가지고, 이는 외부 상에 위치된 외부 물질층(211), 내부 상에 위치된 라이너(liner) 층(213) 및, 예를 들어 막 형태의, 사이에 위치된 방수성, 수증기 투과성 샤프트 기능층(215)을 갖는다. 샤프트 기능층(215)은 2-겹 라미네이트로서 또는 3-겹 라미네이트로서 라이닝층(213)과 관련하여 존재할 수 있으며, 이에 의해 샤프트 기능층(215)이 라이닝 층(213) 및 텍스타일 층(214) 사이에 끼워넣어진다. 상부 샤프트 단부(217)는, 도 24 및 20에 도시된 단면도의 단면이 발 앞쪽 영역 또는 발 중앙 영역에 있는지에 따라, 발-삽입 개구(113)(도 12)에 대해 폐쇄되거나 또는 개방된다. 밑창 측면 상의 샤프트-단부 영역(219) 상에서, 샤프트(103)는 샤프트 최하부(221)가 제공되고, 이를 사용하여 밑창 측면 상의 샤프트(103)의 하부 단부가 폐쇄된다. 샤프트 최하부(221)는 샤프트 장착 밑창(223)을 가지고, 이는 밑창 측면 상의 샤프트-단부 영역(219)에 연결되고, 이는 스트로벨 시임(Strobel seam)에 의해 도 20 내지 25에 따른 실시형태에서 일어난다.
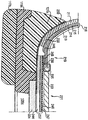
도 20, 22 및 23의 실시형태의 경우에, 샤프트-장착 밑창(233)에 추가하여, 샤프트-최하부 기능층 라미네이트(237)가 제공되고, 이는 샤프트-장착 밑창(233) 아래에 배치되고 그리고 샤프트-장착 밑창(233)의 주변을 넘어 밑창 측면 상의 샤프트-단부 영역(219)으로 연장된다. 샤프트-최하부 기능층 라미네이트(237)는, 3-겹 라미네이트가 될 수 있고, 이에 의해 시일링 물질(248)이 텍스타일 이판 및 또다른 텍스타일층 사이에 끼워넣어진다. 텍스타일 이판만을 갖는 샤프트 최하부 기능층(247)을 제공할 수도 있다. 슈즈 밑창 상의 샤프트 단부 영역(219)의 외부 물질 층(211)은 샤프트 기능층(215)보다 더 짧아, 외부 물질층(211)에 대한 샤프트 기능층(215)의 돌출부가 여기에 생겨나고, 샤프트 기능층(215)의 외부 표면을 노출시킨다. 샤프트 기능층(215)의 돌출부의 기계적 장력 해소(tension relief)를 위해 대개, 메쉬 밴드(mesh band)(241) 또는 실란트로 침투될 수 있는 다른 물질이 밑창 측면상의 외부 물질층(211)의 말단 및 밑창 측면 상의 샤프트 기능층(215)의 단부(239) 사이에 배치되고, 이의 긴 측면은, 샤프트-최하부 기능층 라미네이트(237)로부터 떨어져 대면하면서, 샤프트 기능층(215)이 아니라 밑창 측면 상의 외부 물질층(211)의 단부(238)에 제 1 시임(243)에 의해 결합되고, 그리고 이의 긴 측면은, 스트로벨 시임(235)에 대면하면서, 밑창 측면 상의 샤프트 기능층(215)의 단부(239)에 그리고 샤프트-장착 밑창(233)에 스트로벨 시임(235)에 의해 결합된다. 시임 밴드(241)는 바람직하게는 모노필라멘트 물질로 구성되어, 이는 물 전도성(water conductivity)을 갖지 않는다. 메쉬 밴드는 바람직하게는 상부-몰딩된 밑창에 대해 사용된다. 복합체 밑창이 베쉬 밴드 대신 글루에 의해 샤프트에 부착된다면, 밑창 측면 상의 외부 물질층(211)의 단부(238)는 글루(249)에 의해 지속-샤프트 기능층 라미네이트에 부착될 수 있다(도 22). 샤프트 최하부 기능층 라미네이트(237)가 샤프트 장착 밑창(233)의 주변을 넘어 돌출되는 주변 층(245)에서, 시일링(sealing) 물질(248)이 샤프트-최하부 기능층(237) 및 밑창 측면의 샤프트 기능층(215)의 단부(239) 사이에 배치되고, 이에 의해 방수 연결이 밑창 측면 상의 샤프트 기능층(215)의 단부(239) 및 샤프트-최하부 기능층 라미네이트(237)의 주변층(245) 사이에 일어나며, 이 시일은 시임 밴드(241)를 통해 작용한다.
도 20, 및 23 내지 25에 도시된 메쉬 밴드 솔루션(solution)은, 외부 물질층(211) 상에서 아래로 흐르거나 또는 하강(creep down)하는 물이 스트로벨 시임(Strobel seam: 235)에 이르고 그리고 이로부터 슈즈 내부로 흐르는 것을 막는 역할을 한다. 이는, 밑창 측면 상의 외부 물질 층(211)의 단부(238)가, 비-물-전도성(non-water-conducting) 시임 밴드(241)로 브릿징되는 밑창 측면 상의 샤프트 기능층(215)의 단부(239)로부터 소정 간격을 두고 끝나고, 그리고 샤프트 최하부 기능층(247)이 샤프트 기능층(215)의 돌출 영역에 제공된다는 사실에 의해 방지된다. 메쉬 밴드 솔루션은 문헌 EP 0,298,360 B1으로부터 공지되어 있다.
메쉬 밴드 솔루션 대신, 바람직하게는 샤프트의 샤프트 최하부에 대한 방수 결합을 위해 슈즈 산업에서 사용되는 모든 결합 기술이 사용될 수 있다. 설명된 매쉬 밴드 솔루션 및 도 2의 지속 솔루션이 실시형태의 예들이다.
도 24에 도시된 샤프트 구조는, 개별 샤프트 장착 밑창이 거기에 제공되어 있지 않지만, 샤프트 최하부 기능층 라미네이트(237)가 동시에 샤프트 장착 밑창(233)의 기능을 갖는다는 것을 제외하고는, 도 20에 도시된 샤프트 구조와 동일하다. 이에 따르면, 도 24에 도시된 실시형태의 샤프트 최하부 기능층 라미네이트(237)의 주변은, 스트로벨 시임(235)을 통해, 샤프트 기능층(215)의 밑창 측면 상의 샤프트 기능층의 단부(239)에 연결되고, 시일링 물질(248)이 스트로벨 시임(235)의 영역에 적용되어, 샤프트 기능층(215)의 밑창 측면 상의 샤프트 기능층의 단부(239) 및 샤프트-최하부 기능층 라미나에트(237)의 주변 영역 간의 전이부(transition)가, 스트로벨 시임(235)을 포함하여, 완전히 시일된다.
도 20 및 24의 두 실시형태 모두에서, 이러한 두 다이어그램에 도시된 바와 같이, 동일하게 구성된 복합체 슈즈 밑창(105)이 사용될 수 있다. 슈즈들(101)의 단면도가 도 20 및 24의 발 앞쪽 영역에 도시되므로, 이러한 다이어그램들은 복합체 슈즈 밑창(105)의 발 앞쪽 영역의 단면도, 즉 발 앞쪽 영역에 대한 안정화 디바이스(119c)을 가로지르는 교차선을 따르는 단면도이며, 이의 개구들(135c) 내에 삽입된 배리어 물질(33c) 피스를 갖는다.
따라서, 복합체 슈즈 밑창(105)의 단면도는, 이의 개구(135c)를 갖는 안정화 디바이스 부분(119c), 이 개구를 브릿징하는 대응하는 안정화 그리드(137c)의 막대, 제한 가장자리(129b), 제한 가장자리(129b) 내에 삽입된 배리어 물질(33c) 피스, 안정화 디바이스 부분(119c)의 상부 측면 상의 댐핑 밑창 부분(121b), 및 안정화 디바이스 부분(119c)의 최하부 상의 바깥창 부분(117b)를 도시한다. 이 정도로, 도 20 내지 24의 두 실시형태는 대응한다.
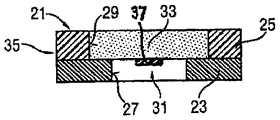
도 21은, 한 피스의 배리어 물질(33)에 최하부 상에 하나 이상의 안정화 막대(37)가 제공되는 배리어 유닛(35)의 일례를 도시한다. 안정화 막대(37) 반대편의 배리어 물질(33)의 표면 영역 상에, 글루(39)가 적용되며, 이에 의해 배리어 물질(33)이 방수성, 수증기-투과성 샤프트 최하부(221)에 결합되고, 이는 복합체 슈즈 밑창의 외부의 배리어 유닛(35) 상부에 위치된다. 글루(39)는, 안정화 막대(37)의 물질이 배리어 물질(33)의 최하부 상에 위치되지 않는 경우에 언제나 상기 샤프트 최하부(221)가 배리어 물질(33)에 결합되는 방식으로 적용된다. 이런 식으로, 샤프트 최하부(115)의 수증기-투과성 기능은, 배리어 물질(33)이, 안정화 막대(37)의 배치 때문에, 어떤 수증기 수송도 어쨌든 허용할 수 없는 경우에만 글루(39)에 의해서 손상되는 것이 확실해진다.
도 20 및 24의 대응하는 복합체 슈즈 밑창(105)은 대응하는 샤프트(103)으로부터 여전히 분리되어 있는 반면에, 도 22, 23 및 25는, 샤프트 최하부에 적용된 복합체 슈즈 밑창(105)을 갖는 이러한 두 실시형태를 확대도로 그리고 컷아웃으로서 도시한다. 이러한 확대도에서, 샤프트-최하부 기능층 라미네이트(237)의 샤프트 최하부 기능층(247)은, 모든 실시형태에서 바람직하게는, 예를 들어 팽창된 폴리테트라플루오로에틸렌(ePTFE)으로 만들어진, 미세공 기능층이다. 그러나, 앞서 이미 언급된 바와 같이, 상이한 형태의 기능층 물질들이 사용될 수도 있다.
도 22, 23 및 25의 이러한 확대된 컷아웃 도면에서, 시일링 물질(248)을 사용하여 생성된 샤프트 기능층(215) 및 샤프트 최하부 기능층(247)의 겹치는 반대편 단부들 간의 방수 연결이 특히 잘 관찰될 수 있다. 또한, 스트로벨 시임(235) 내에 메쉬-밴드 길이방향 측면이 포함된 것이 도 20 및 24에서 더 쉽게 관찰될 수도 있다.
도 22는 일실시형태를 도시하며, 여기서 본 발명에 따른 복합체 슈즈 밑창(105)은 부착 글루(attaching glue)(250)에 의해 샤프트 최하부에 부착된다. 샤프트 기능층 라미네이트(216)는, 텍스타일층(214), 샤프트 기능층(215), 및 라이닝층(213)을 갖는 3-겹 복합체이다. 밑창 측면 상의 외부 물질층(211)의 단부(238)는 지속 글루(249)를 사용하여 샤프트 기능층 라미네이트(216)에 부착된다.
부착 글루(250)는, 개구(135)의 영역에 배치된 배리어 물질(33), 및 개구(135)을 제외하고는, 복합체 밑창의 표면에 표면적으로 적용된다. 복합체 밑창이 샤프트 최하부(221)에 부착될 때, 부착 글루(250)는 샤프트 기능층 라미네이트(216)까지 그리고 부분적으로 샤프트 기능층 라미네이트(216) 내에, 그리고 샤프트-최하부 기능층 라미네이트(237)의 가장자리 영역까지 그리고 부분적으로 샤프트-최하부 기능층 라미네이트(237)의 가장자리 영역 내에 침투한다.
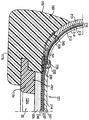
도 23은 상부-몰딩된 복합체 슈즈 밑창을 가지는 도 20에 따른 샤프트 구조의 도면이다. 이 때, 3-겹 샤프트-최하부 기능층 라미네이트(237)가 샤프트-장착 밑창(233)에 부착되어, 텍스타일 이판(246)이 복합체 밑창과 대면한다. 이는 유리한데, 밑창-몰딩 물질(260)이 얇은 텍스타일 이판 내에 쉽게 침투하고 이에 앵커링 될 수 있고(can be anchored), 샤프트 최하부 기능층(237)에 대한 단단한 연결이 형성되기 때문이다.
한 피스 이상의 배리어 물질(33)에 하나 이상의 개구(135)를 갖는 배리어 유닛은 미리 제조된 유닛(prefabricated unit)으로서 존재하고, 몰딩 공정 전에 사출 몰드(injection mold) 내에 삽입된다. 이에 따라, 밑창-몰딩 물질(260)이, 시임 밴드(241)를 통해 샤프트 기능층 라미네이트(216)까지 나아가면서, 샤프트 최하부 상에 몰딩된다.
도 25는 도 24의 확대 및 단면도를 도시한다. 복합체 슈즈 밑창(105)는 본 발명에 따른 배리어 유닛의 부가적인 일실시형태를 도시한다. 샤프트-안정화 디바이스(119c)는 복합체 슈즈 밑창(105)의 한 부분을 형성하고, 여기서 복합체 슈즈 밑창(105)의 외부 주변까지 연장되지 않는다. 한 피스의 배리어 물질(33c)이 개구(135) 상에 적용되어, 물질(33c)이 개구(135)의 주변 연속성 평평한 제한 가장자리(peripheral continuous flat limitation edge: 130) 상에 놓인다.
복합체 슈즈 밑창(105)은 부착 글루(250)를 사용하여 샤프트 최하부(221)에 부착될 수 있거나 또는 밑창-몰딩 물질(260)을 사용하여 상부 몰딩될 수 있다(molded on)(도시된 바와 같음).
도 25는 또한, 샤프트-최하부 기능층 라미네이트(237)가 샤프트-장착 밑창(233)의 기능을 갖는 실시형태에서, 라미네이트가 배리어 물질(33c) 피스의 반대편 최상부 상에 직접 놓이게 되며, 이것이 특히 유리하다는 것을 명백히 보여준다. 이 경우에, 수증기 제거에 불리하게 작용할 수 있는 공기 쿠션(cushion)이 샤프트 최하부 기능층 라미네이트(237) 및 배리어 물질(33c) 피스 사이에 형성될 수 없고, 배리어 물질(33c) 피스, 및 특히 샤프트-최하부 기능층(237)이 이러한 슈즈의 사용자의 발 밑창에 대해 특히 단단히 위치되고, 이는 수증기 제거를 개선하는데, 이는 또한 슈즈 내부 및 슈즈 외부 사이에 존재하는 온도 구배 의해 결정된다.
도 26은 본 발명에 따른 복합체 슈즈의 또다른 실시형태의 도면이다. 투시도는, 복합체 밑창의 발가락 영역으로부터 뒤꿈치 영역까지 배치되는 슈즈-안정화 디바이스(119) 내 수개의 개구들(135)을 도시한다. 따라서, 배리어 물질(33)은 뒤꿈치 영역에도 존재한다. 바깥창은 바깥창(117) 부분들에 의해 형성된다.
도 27은 본 발명에 따른 복합체의 또다른 실시형태의 단면도 도면이다. 이 실시형태의 복합체 슈즈 밑창(105)은 도 24에 도시된 복합체 밑창과 상당히 유사하다. 도 27에 따른 복합체 슈즈 밑창(105)은 바깥창을 가지고, 여기서 복합체 슈즈 밑창(105)의 발의 척골 부위 영역을 통한 단면, 그리고 대응하는 바깥창 부분(117b)를 통한 단면이 이 다이어그램에 도시된다. 그러나, 도 27에 따른 개시내용은 복합체 슈즈 밑창(105)의 다른 영역들에도, 즉 이의 발 중앙 부분 및 뒤꿈치 부분에도 적용된다. 바깥창 부분(117b)는, 걷는 동안 플로어에 닿는 트레드(153)를 갖는다. 도 27의 복합체 슈즈 밑창(105)의 단면도는, 이의 개구(135c)를 갖는 안정화-디바이스 부분(119c), 이의 상향 돌출 제한 가장자리(129b), 제한 가장자리(129b) 내에 삽입된 배리어 물질 (33c) 피스, 안정화 디바이스 부분(119c)의 상부 측면 상의 댐핑 밑창 부분(121b), 및 안정화 디바이스(119c)의 최하부 상의 바깥창 부분(117b)를 도시한다. 지지 요소(151)는 배리어 물질 피스(133c)의 최하부 상에 적용된다. 이는 트레드와 대면하는 배리어 물질(33)의 측면으로부터 트레드(153)까지 연장되어, 배리어 물질(33)이 지지 요소(151)에 의해 걷는동안 플로어 상에 지지된다. 이는, 도 27의 지지 요소(151)의 하부 자유 단부는, 이 복합체 밑창이 제공된 슈즈가 표면 상에 멈춰있는(stand) 경우에, 이 표면에 닿는다는 것을 의미한다. 이러한 표면 위를 걷는 동안, 지지 요소(151)에 의한 이러한 지지를 통해, 배리어 물질(33c) 피스가 본질적으로 도 27에 도시된 위치에 유지되어, 이것이 슈즈 사용자의 하중 하에 굽는 것이 방지된다. 수개의 지지 요소들(151)이 개구(135c) 내에 배치되어, 배리어 물질(33c) 피스에 대한 지지 효과를 증가시키고, 이의 표면 영역을 보다 균일하게 한다.
지지 기능은, 안정화 그리드(137c)가 트레드로서 작용하는 바깥창 부분(117b)의 최하부로부터 소정 간격에서 끝나지 않도록 하고 이를 이 최하부 수준까지 연장함으로써, 도 24에 도시된 안정화 막대(137)가 지지 요소(151)로서 동시에 형성된다는 사실에 의해서도 얻어질 수 있다. 이때, 안정화 메쉬(137c)에는 배리어 물질 (33c) 피스의 지지 및 안정화의 이중 기능이 주어진다. 예를 들어, 도 10에 도시된 배리어 물질(33c) 또는 도 11에 도시된 안정화 메쉬(37d)는 완전히 또는 부분적으로 지지 요소들(151)로서 형성될 수 있다.
본 발명에 따른 밑창 구조를 사용하여, 높은 수증기-투과성이 달성되는데, 한편으로 복합체 슈즈 밑창(105) 내 대-면적 스루홀들이 제공되고, 이들이 고도의 수증기 투과성 물질로 폐쇄되기 때문이고, 그리고 적어도 스루홀(31)들의 영역에서, 수증기-투과성 배리어 물질(33) 및 수증기-교환을 막는 샤프트 최하부 기능층(247) 간에 연결이 없고, 그리고 이러한 연결은 기껏해야, 복합체 슈즈 밑창(105)의 가장자리 영역들과 같은, 수증기 교환에 활발히 참여하지 않는 복합체 슈즈 밑창(105)의 스루홀(31)들 외부 영역에서 존재하기 때문이다. 본 발명에 따른 구조에서, 샤프트 최하부 기능층(247)도 발에 단단히 배치되며, 이는 수증기 제거를 가속시킨다.
샤프트-최하부 기능층 라미네이트(237)는 2, 3 이상의 층들을 갖는 다층 라미네이트가 될 수 있다. 하나 이상의 기능층이 기능층에 대한 하나 이상의 텍스타일 지지체와 함께 포함되고 ,이에 의해 기능층은 방수성, 수증기-투과성 샤프트 최하부 기능층(247)에 의해 형성될 수 있고, 이는 바람직하게는 미세공이다.
시험 방법
두께
본 발명에 따른 배리어 물질의 두께는 DIN ISO 5084 (10/1996)에 따라 시험된다.
천공 저항성(
Puncture
resistance
)
텍스타일 패브릭의 천공 저항성은, Instrom 인장 시험기(모델 4465)의 시험 디바이스를 사용하여, EMPA([Swiss] Federal Material Testing 및 Research Institute)로 측정될 수 있다. 직경 13 cm의 둥근 텍스타일 피스가 펀치로 뚫리고 그리고 17개의 홀들이 있는 지지 플레이트에 부착된다. 펀치는, 17개의 스파이크-형 니들들(spike-like needles)(바느질 니들 타입 110/18)이 부착되고, 니들이 텍스타일 피스를 통해 지지 플레이트의 홀들 내에 통과하도록 1000 mm/min의 속도로 아주 충분히 낮춰진다. 텍스타일 피스의 천공을 위한 힘은, 측정 센서(힘 센서)에 의해 측정된다. 그 결과는 세 샘플들을 시험하여 결정된다.
방수성
기능층
/
배리어
유닛
기능층은, 이것이 적어도 1 × 104 Pa의 물 침투 압력을 보장하는 경우에, 선택적으로 기능층 상에 제공된 시임을 포함하여, "방수성"인 것으로 생각된다. 기능층 물질은 바람직하게는 1 × 105 Pa 이상의 물-침투 압력을 보장한다. 이 때, 물-침투 압력은, 증류수가, 20 ± 2 ℃에서, 증가압력을 갖는 기능층의 100 cm2 샘플에 적용되는 시험 방법에 따라 측정된다. 물의 압력 증가는 분당 60 ± 3 cm H2O이다. 물-침투 압력은, 물이 처음으로 샘플의 다른 편 상에 나타나는 압력에 대응한다. 절차에 관한 상세한 내용은 1981년부터 ISO 표준 0811에서 제공된다.
방수성
슈즈
슈즈가 방수성인지는, 예를 들어 US-A-5,329,807에 기재된 타입의 원심분리기 배치(centrifugal arrangement)를 사용하여 시험될 수 있다.
배리어
물질의 수증기 투과성
본 발명에 따른 배리어 물질의 수증기 투과성 값은 소위 DIN EN ISO 15496 (09/2004)에 따른 비커법에 의해 시험된다.
기능층의
수증기 투과성
기능층은, 이것이 150 m1 × Pa × W-1 미만의 수증기 투과성 수, Ret를 갖는 다면, "수증기-투과성"인 것으로 생각된다. 수증기 투과성은 Hohenstein 스킨 모델(Hohenstein skin model)에 따라 시험된다. 이 시험법은 DIN EN 31092 (02/94) 또는 ISO 11092 (1993)에 기재되어 있다.
본 발명에 따른
슈즈
-최하부 구조의 수증기 투과성
복합체 슈즈 밑창 및 이 위에 위치된 샤프트-최하부 기능층 또는 샤프트-최하부 기능층 라미네이트를 포함하는 슈즈-최하부 구조를 갖는 본 발명에 따른 신발의 일실시형태에서, 슈즈-최하부 구조는 0.4 g/h 내지 3 g/h 범위의 수증기 투과성(MVTR - 수분 증기 전달 속도(moisture vapor transmission rate))을 가지고, 이는 0.8 g/h 내지 1.5 g/h 범위 내에 있을 수 있고, 그리고 실제 실시형태에서 1 g/h이다.
슈즈-최하부 구조의 수증기 투과성의 정도는 EP 0,396,716 B1에 기재된 측정 방법으로 결정될 수 있으며, 이는 전체 슈즈의 수증기 투과성을 측정하기 위한 것이다. 슈즈의 슈즈-최하부 구조만의 수증기 투과성을 측정하기 위해, EP 0,396,716 B1에 다른 측정 방법이 또한 사용될 수 있으며, 여기서 측정은 두 연속 측정 계획(measurement scenarios)으로, 즉 수증기-투과성 슈즈-최하부 구조를 갖는 슈즈에 대해 한번 그리고 수증기-불투과성 슈즈-최하부 구조를 갖는 다른 동일한(identical) 슈즈에 대해 또 한번, EP 0,396,716 B1의 도 1에 도시된 측정 레이아웃을 사용하여 이루어진다. 두 측정 간의 차이로부터, 수증기-투과성 슈즈-최하부 구조의 수증기 투과성에 기인하는 수증기 투과성의 백분율이 결정될 수 있다.
EP 0,396,716 B1에 따른 측정 방법을 사용하는, 각 측정 계획에서, 일련의 다음 단계들이 사용되었다:
a) 슈즈를, 12 시간 이상 에어-컨디셔닝된 방(23 ℃, 50% 상대 습도) 안에 방치함으로써(leaving) 컨디셔닝.
b) 인서트 밑창(insert outsole)(발 베드(bed)) 제거.
c) 슈즈를, 슈즈 내부, 이는 슈즈의 발-삽입 개구의 영역에서 방수성 -수증기-불투과성 시일링 플러그(plug)(예를 들어, 부풀릴 수 있는 슬리브(sleeve)를 갖는 플렉시유리)를 사용하여 방수 그리고 수증기-밀폐(water-vapor-tight) 밀봉될 수 있음- 에 적합화된 방수성, 수증기-투과성 라이닝 물질을 사용하여 라이닝.
d) 물을 라이닝 물질 내에 충전하고 그리고 슈즈의 신발 삽입 개구를 시일링 플러그로 폐쇄.
e) 물-충전된 슈즈를 미리정해진 기간(3시간)동안 방치함으로써 이를 예비컨디셔닝하고, 그동안 물의 온도를 35 ℃로 일정하게 유지함. 주변 방의 기후도 23 ℃ 및 50% 상대 습도로 일정하게 유지한다. 슈즈는, 시험동안 평균적으로 적어도 2 m/s 내지 3 m/s의 바람 속도(wind velocity)로 팬에 의해 전방에서 바람에 날린다(blown against)(수증기 통과에 대한 큰 저항을 유발하는, 멈춰있는 슈즈 주변에 형성되는 정지 공기층을 파괴하기 위함)
f) 물로 충전되고, 예비컨디셔닝 후에 시일링 플러그로 시일링된 슈즈를 재칭량(reweighing)(결과: 중량 m2 (g)).
g) 단계 e)에서와 동일한 조건 하에서 3-시간 시험 상(phase)으로 다시 정치(standing).
h) 3- 시간 시험 상 후 시일링된 물-충전 슈즈를 재칭량(결과: 중량 m3 (g)).
i) 관계식 M = (m2-m3)(g)/3(h)에 따라 3-시간 시험 기간동안 슈즈를 통해 빠져나간 수증기의 양(m2-m3)(g)으로부터 슈즈의 수증기 투과성을 결정.
두 측정 계획들이 모두 실시된 후, 여기서 한편으로는 수증기-투과성 슈즈-최하부 구조를 갖는 전체 슈즈에 대해(값 A), 그리고 다른 한편으로 수증기-불투과성 샤프트-최하부 구조를 갖는 전체 슈즈에 대해(값 B) 수증기 투과성 값이 측정되며, 수증기-투과성 슈즈-최하부 구조 단독에 대한 수증기 투과성 값이, 차이 A-B 로부터 얻어진다.
수증기-투과성 슈즈-최하부 구조를 갖는 슈즈의 수증기 투과성을 측정하는 동안, 슈즈 또는 이의 밑창이 폐쇄된 기판 상에 바로 멈춰있는 상태를 피하는 것이 중요하다. 이는, 통풍 공기 스트림이 바깥창을 따라 - 또는 보다 좋게는 그 아래로 확실히 흐를 수 있도록, 슈즈를 올려둠으로써(raising) 또는 슈즈를 그리드 구조 상에 위치시킴으로써 가능하다.
각 시험 레이아웃에서, 측정 스캐터(measurement scatter)를 더 잘 평가하기 위해, 특정 슈즈에 대한 측정을 반복하고, 이로부터의 평균을 고려하는 것이 유용하다. 측정 레이아웃에서 각 슈즈에 대해 2회 이상 측정되어야 한다. 모든 측정에서, 실제값, 예를 들어 1 g/h, 근처 ±0.2 g/h의 측정 결과의 있을수있는 변동(natural fluctuation)이 가정된다. 따라서, 이러한 예에 대해, 0.8 g/h 내지 1.2 g/h의 측정값이 동일한 슈즈에 대해 결정될 수 있다. 이러한 변동에 대한 영향을 주는 인자는 시험 실시자 또는 상부 샤프트 가장자리 상의 시일링의 질이 될 수 있다. 동일한 슈즈에 대한 수개의 개별 측정된 값을 결정함으로써, 실제 값을 보다 정확히 얻을 수 있다.
슈즈-최하부 구조의 수증기 투과성 값은 모두 일반적으로 사이즈 43(프랑스 사이즈)의 절단된 남성 슈즈에 기초하며, 이에 의해 사이즈는 표준화 제시되지 않고, 그리고 상이한 제조자의 슈즈들은 상이하게 나타날 수 있다.
본질적으로, 측정 계획들에 대해 두가지 가능성이 있다:
1. 다음을 갖는, 수증기 투과성 샤프트를 갖는 슈즈 측정
1.1 수증기-투과성 슈즈-최하부 구조;
1.2 수증기-불투과성 슈즈-최하부 구조;
2. 다음을 갖는, 수증기 불투과성 샤프트를 갖는 슈즈 측정
2.1 수증기-투과성 슈즈-최하부 구조,
2.2 수증기-불투과성 슈즈-최하부 구조.
신장 및 인장 강도
신장 및 인장-강도 시험을 04/1999의 DIN EN ISO 13934-1에 따라 실시하였다. 방향마다 다섯개의 샘플들 대신, 세개를 사용하였다. 클램핑 조(clamping jaw)의 간격은 모든 샘플에서 100 mm였다.
마모
마모 내성과 관련하여, 마모 측정을 위해, 비교표의 마모 값을 얻고자 두 측정 방법이 사용되었다. 먼저, Martindale 마모 시험기가 사용되었고(표에서 "마모 카본(abrasion carbon)"), 여기서 표준 DIN EN ISO 124940 -1; -2 (04/1999)에 따라, 시험 샘플이 샌드페이퍼에 대해 문질러진다. 이어서, 표준으로부터 벗어난 세가지를 행한다: 첫번째로, 그레인 180 및 표준 포옴(foam)을 갖는 샌드페이퍼를 샘플 홀더 내에 조인다(tightened). 두번째로, 시험 샘플로부터의 표준 팰트를 시료 테이블에 조인다, 세번째로, 샘플은 700 패스마다 조사되고 그리고 샌드페이퍼는 교환된다. 다른 한편으로, 마모 내성이, 습윤(wet) 샘플에서 DIN EN ISO 12947-1, -2, -4에 따라 시험되었고(표에서, "마모 습윤"), 표준 펠트 및 표준 울을 갖는 샘플 테이블은 매 12,800 패스마다 증류수로 적셔져 표준으로부터의 편차로 하였다.
마모 시험에서, 리사쥬 도형(Lissajous figures)에 따라 마찰 움직임(friction movement)이 실시되었다. 리사쥬 도형은, 참여 빈도(participating frequencies)를 대응하여 선택하는 동안 백분율이 적당히 선택된, 주기적으로 반복되는 전체 모습을 나타내며, 이는 서로에 대해 오프셋되는 개별 형태들로 구성된다. 이러한 개별 형태들 중 하나를 통한 통과는 마모 시험과 관련하여 패스(pass)라고 한다. 모든 물질 1 내지 5에서, 얼마나 많은 패스 후에 대응 물질에서 첫번째 홀이 생겨나고, 이에 따라 물질이 벗겨지는지를 측정하였다. 비교 표에서, 두 패스 값들이 물질들 각각에 대해 확인되고, 이는 동일한 물질을 사용한 두 마모 시험으로부터 형성된다.
경도
쇼어 경도 A 및 쇼어 경도 D (DIN 53505, ISO 7819-1, DIN EN ISO 868) 에 따른 경도 시험
원리:
"쇼어 경도에 따른 경도"는 특정 형태 및 정의된 스프링 힘의 물체의 침투에 대한 내성을 의미하는 것으로 이해된다. 쇼어 경도는 스케일 값(scale value) 0.025 mm로 나눈 시험 힘의 영향 하에서의 침투 물체의 침투 깊이(mm) 및 수치값(numerical value) 100 간의 차이다.
쇼어 경도 A에 따른 시험동안, 35 °의 개방각(opening angle)을 갖는 절단 원추(truncated cone)가 침투 물체로서 사용되고, 그리고 쇼어 경도 D에서, 30 °의 개방각 및 0.1 mm의 선단 반경(tip radius)을 갖는 원추가 사용된다. 침투 물체는 폴리싱되고, 템퍼링된 강철(polished, tempered steel)로 구성된다.
측정식:

H 는 mm, F 는 mN
적용 영역:
상이한 경도 범위에서의 두 쇼어-경도법의 상이한 레졸루션(resolution) 때문에, 쇼어 A 경도 > 80 을 갖는 물질은 쇼어 경도 D 에 따라 적당히 시험되고, 쇼어 D 경도 < 30 을 갖는 물질은 쇼어 경도 A에 따라 시험된다.
| 경도 스케일 | 적용예 |
| 쇼어 경도 A | 연질 고무(Soft rubber), 매우 연질의 가소성물질(very soft plastic) |
| 쇼어 경도 D | 경질 고무(Hard rubber), 연질 열가소성물질(soft thermoplastic material) |
정의
배리어
물질:
슈즈 또는, 외부 물질, 밑창, 막과 같은 슈즈에 존재하는 부분/물질이, 기계적으로 보호되고, 그리고 변형, 및 또한, 슈즈 내에 고도의 수증기 수송(water-vapor transport), 즉 고도의 기후 편안성(climate comfort)을 유지하면서, 예를 들어 밑창을 통한 외부 물체/이물질의 침투에 견딜(resist) 수 있도록 하는 물질. 변형에 대한 내성 및 기계적 보호는 대개 배리어 물질의 제한된 신장에 기초한다.
섬유 복합체:
모든 타입의 섬유들의 복합체에 대한 일반적인 용어. 이는 가죽, 부직 물질 또는 금속 섬유로 구성된 니트를, 일부 환경 하에서, 또한 텍스타일 섬유들과의 블렌드에서, 또한 얀(yarn) 및 얀으로부터 제조된 텍스타일(직물)을 포함한다.
섬유 복합체는 둘 이상의 섬유 성분들을 가져야 한다. 이러한 성분들은 섬유(예를 들어, 스테이플 섬유), 필라멘트, 섬유 요소, 얀, 스트랜드 등이 될 수 있다. 각 섬유 성분은 한 물질로 구성되거나 또는 둘 이상의 상이한 물질 부분 -한 섬유 부분은 다른 섬유 부분(비코)보다 낮은 온도에서 연화/용융됨- 을 포함할 수 있다. 이러한 비코 섬유들은 코어-쉘 구조 - 여기서 코어 섬유 부분이 쉘 섬유 부분로 포위됨 섬유 성분- 측면-대-측면 구조 또는 바다-내-섬(island-in-the-sea) 구조를 가질 수 있다. 이러한 처리 및 기계는 Rieter Ingolstadt(Germany) 및/또는 Schalfhorst in Moenchengladbach(Germany)로부터 이용가능하다. 섬유는 단순히 스핀된(spun), 멀티필라멘트, 또는 서로 루프된(looped) 프레이 단부들(frayed ends)을 갖는 수개의 톤 섬유(torn fiber)일 수 있다.
섬유 성분들은 섬유 복합체 내에 균일하게 또는 불균일하게 분포될 수 있다. 전체 직물 복합체는 바람직하게는, 적어도 180 ℃까지는, 온도-안정성이어야 한다. 섬유 복합체의 적어도 한쪽 측면 상의 균일하고 그리고 매끄러운 표면은, 온도 및 압력에 의해 달성된다. 이 매끄러운 표면은 그라운드/플로어로 "하향하여", 입자/이물질이 매끄러운 표면에서 더 잘 튀어나오거나(bounce off) 또는 보다 쉽게 떨어지는 상태가 얻어진다.
섬유 복합체 또는 안정화 물질의 표면 또는 전체 구조의 특성은 선택된 섬유, 온도, 압력, 및 섬유 복합체가 온도 및 압력에 노출되는 주기에 좌우된다.
부직 물질:
여기서, 컨베이어 벨트 상에 놓이고 얽힌다(tangled).
레이
:
섬유들의 어망 또는 체 구조. Dupont의 EP 1,294,656 참조.
펠트
:
기계 작용에 의해 개방 및 후크되는 울 섬유.
직조 직물:
워프(warp) 및 웨프트(weft) 스레드들(threads)로 제조된 직물.
직조 및 니트 직물:
메쉬들로 형성된 직물.
융점:
융점은, 섬유 성분 또는 섬유 부분이 액체가 되는 온도이다. 융점은, 중합체 또는 섬유 구조 분야에서, 중합체 또는 섬유 구조의 결정질 영역이 용융되고 그리고 중합체가 액체 상태로 전환되는 좁은 온도 범위를 의미하는 것으로 이해된다. 이는 연화 온도 범위보다 높고, 부분적으로 결정질화된 중합체에 대해 상당한 양이다. 융융된(molten)은, 고체로부터 점성/자유-유동(free-flowing)으로의 특징적인 온도에서의 섬유 또는 섬유 일부의 응집(aggregation) 상태 변화를 의미한다.
연화 온도 범위
제 2 섬유 부분의 제 2 섬유 성분이 액체가 아니라 연질/가소성이 되어야만 한다. 이는, 사용된 연화 온도가 성분/부분이 유동하는 융점보다 낮은 것을 의미한다. 섬유 성분 또는 이의 부분들은 바람직하게는 연화되어, 보다 온도-안정성인 성분이 연화된 부분 내에 끼워넣어지거나 들어간다. 제 1 섬유 성분의 제 1 연화 온도 범위는, 제 2 섬유 성분 또는 제 2 섬유 성분의 제 2 섬유 부분의 제 2 연화 온도 범위보다 높다. 제 1 연화 범위의 하한은 제 2 연화 온도 범위의 상한보다 낮을 수 있다.
접착 연화 온도:
제 2 섬유 성분 또는 제 2 섬유 부분의 연화가 일어나는 온도, 여기서 이의 물질은 글루잉 효과를 보여, 제 2 섬유 성분의 섬유들의 적어도 일부가 글루잉에 의해 열적으로 서로 결합되고, 섬유 성분들의 결합 안정화가 일어나며, 이는 순수하게 기계적인 결합에 의해, 예를 들어 섬유 복합체의 니들 결합에 의해, 두 섬유 성분들에 대해 동일한 물질들을 갖는 섬유 복합체 내에서 얻어진 결합보다 우수함. 접착 연화 온도는 또한, 글루잉이, 제 2 섬유 성분의 섬유들 서로에 대해 전개될 뿐 아니라, 제 1 섬유 복합체의 섬유들의 개별 부위들을 제 2 섬유 복합체의 섬유들의 연화된 물질로 부분적으로 또는 전체적으로 포위하도록 하여, 즉 제 2 섬유 성분의 섬유들의 물질 내에 제 1 섬유 성분의 섬유들의 이러한 부위들을 부분적으로 또는 완전히 끼워넣도록 하여, 이에 따라 섬유 복합체의 안정화 결합이 증가가 전개되는 정도까지, 제 2 섬유 성분의 섬유들의 연화가 일어나는 방식으로 선택될 수도 있다.
온도 안정성:
안정화 디바이스가 상부 몰딩된다면, 배리어 물질은 몰딩에 대해 온도-안정성이어야 한다. 슈즈 밑창의 몰딩(약 170 ℃ - 180 ℃) 또는 경화에 대해 동일하게 적용된다. 안정화 디바이스가 상부 몰딩되려 한다면, 배리어 물질은 안정화 디바이스가 배리어 물질의 구조 내에 적어도 침투할 수 있거나, 또는 선택적으로 이를 통해 침투하는 구조를 가져야 한다.
기능층
/막:
샤프트-최하부 기능층, 및 선택적으로 샤프트 기능층은, 방수성, 수증기-투과성 코팅 또는 방수성, 수증기-투과성 막에 의해 형성될 수 있으며, 이는 미세공막 또는 세공을 갖지 않는 막일 수 있다. 본 발명의 일실시형태에서, 막은 팽창된 폴리테트라플루오로에틸렌(ePTFE)이다.
방수성, 수증기-투과성 기능층에 적합한 물질에는, 문헌 US-A-4,725,418 및 US-A-4, 493,870에 기재된 바와 같이, 폴리우레탄, 폴리프로필렌, 폴리에스테르가 포함되며, 폴리에테르-에스테르 및 이의 라미네이트가 포함된다. 그러나, 특히 바람직하게는, 예를 들어 문헌 US-A-3,953,366 및 US-A-4,187,390에 기재된 바와 같이 팽창된 미세공 폴리테트라플루오로에틸렌(ePTFE), 및 친수성 함침제(hydrophilic impregnation agents) 및/또는 친수성 층이 제공된 팽창된 폴리테트라플루오로에틸렌이 있다: 예를 들어, 문헌 US-A-4,194,041 참조. "미세공 기능층"은 기능층을 의미하는 것으로 이해되며, 이의 평균 세공 크기는 약 0.2 ㎛ 내지 약 0.3 ㎛이다. 세공 크기는 Coulter Electronics, Inc.(Hialeah, Florida, USA) 제 Coulter Porometer(상표명) 로 측정될 수 있다.
배리어
유닛:
배리어 유닛은 배리어 물질에 의해, 그리고 선택적으로 하나 이상의 막대 및/또는 프레임의 형태의 안정화 디바이스에 의해 형성된다. 배리어 유닛은 미리제조된 성분의 형태로 존재할 수 있다.
복합체
슈즈
밑창:
복합체 슈즈 밑창은 배리어 물질 및 하나 이상의 안정화 디바이스 및 하나 이상의 바깥창과, 선택적인 부가적 밑창 층으로 구성되고, 이에 의해 배리어 물질은 복합체 슈즈 밑창의 두께를 통해 연장되는 하나 이상의 스루홀들을 폐쇄한다.
스루홀:
스루홀은 복합체 슈즈 밑창의 영역이며, 이를 통해 수증기 수송이 가능하다. 바깥창 및 안정화 디바이스는 각각 복합체 슈즈 밑창의 전체 두께를 통해 스루홀을 전체적으로 형성하는 통과 개구들을 갖는다. 따라서, 스루홀은 두 통과 개구들의 교차 표면에 의해 형성된다. 존재하는 모든 막대들은 대응하는 스루홀의 주변 가장자리 내에 위치되고 그리고 스루홀의 한계를 형성하지 않는다. 스루홀의 영역은 모든 브릿징 막대들의 영역을 빼냄으로써 결정되는데, 이러한 막대 표면이 수증기 수송을 차단하고 그리고 따라서 스루홀 영역을 나타내지 않는다.
안정화
디바이스
:
안정화 디바이스는, 배리어 물질의 부가적인 안정화물로서 작용하고, 그리고 배리어 물질의 수증기 투과성이, 이왕이면, 약간만 영향받는 방식으로 배리어 물질에 형성 및 적용된다. 이는 배리어 물질의 작은 영역만이 안정화 디바이스로 덮인다는 사실에 의해 달성된다. 안정화 디바이스는 바람직하게는 플로어를 향해 하향 지향된다. 안정화 디바이스에는 주로 보호 기능이 아니라 안정화 기능이 할당된다.
안정화
디바이스의
개구
:
안정화 디바이스의 하나 이상의 개구는 이의 하나 이상의 프레임에 의해 경계화된다. 개구의 면적은 모든 브릿징 막대들의 면적을 빼냄으로써 결정된다.
슈즈
:
복합체 슈즈 밑창 및 폐쇄된 상부(샤프트)로 구성되는 발 차폐물(foot covering)
슈즈
최하부:
슈즈 최하부는 발 밑의 모든 층들을 포함한다.
열적 활성화:
열적 활성화는 섬유 복합체를 에너지에 노출시킴으로써 일어나며, 이는 물질의 온도를 연화 온도 범위로 증가시킨다.
물-투과성 복합체
슈즈
밑창:
복합체 슈즈 밑창은 US-A-5,329,807에 기재된 타입의 원심분리기 배치에 따라 시험된다. 시험 전, 존재하는 모든 샤프트-최하부 기능층이 물-투과성이 되도록 보장되어야 한다. 이 시험이 패스되지 않는다면, 물-투과성 복합체 슈즈 밑창은 가장이다(assumed). 필요하다면, 시험은, 복합체 슈즈 밑창을 통한 전기의 통과를 보여주기 위해, 착색된 액체를 사용하여 실시된다.
라미네이트:
라미네이트는 하나 이상의 텍스타일층을 갖는 방수성, 수증기-투과성 기능층으로 구성된다. 이판이라고도 하는 하나 이상의 텍스타일 층은, 주로 처리하는 동안에 기능층을 보호하는 역할을 한다. 여기서 2-겹 라미네이트에 관해 말한다. 3-겹 라미네이트는, 두 텍스타일층들 간에 끼워넣어진 방수성, 수증기-투과성 기능층으로 구성되며, 스폿-글루잉(spot-gluing)은 이러한 층들 간에 적용된다.
방수성
기능층
/
배리어
유닛:
기능층은, 기능층이 적어도 1×104 Pa의 물 침투를 보장한다면, 선택적으로 기능층 상에 제공된 시임을 포함하여, "방수성"인 것으로 생각된다.
복합체
슈즈
밑창의 상부 측면:
복합체 슈즈 밑창의 "상부 측면"은 샤프트 최하부 반대편의 복합체 슈즈 밑창의 표면을 의미하는 것으로 이해된다.
바깥창
:
"바깥창"은 플로어/그라운드에 닿거나 또는 플로어/그라운드와 주로 접촉하는 복합체 슈즈 밑창의 부분을 의미하는 것으로 이해된다.

남성
슈즈
사이즈 42/43 (프랑스)
시험 시간: 3 시간
동일하게 구성된 모든 샤프트, 즉 물질(가죽, 텍스타일 등)의 자연 스캐터(natural scatter)를 통해서만 스캐터
샤프트는 방수성이도록 디자인될 수 있다.
모든 슈즈들에서 물의 양은 일정
인서트 밑창은 시험을 위해 제거됨
2번 및 3번의 슈즈-최하부 구조가 비교가능함; 1번에서는, 단지 바깥창이 폐쇄됨, 즉 이는 개구가 없음

1 섬유 복합체
2 제 1 섬유 성분
3 제 2 섬유 성분
4 코어
5 쉘
6 연결부
21 복합체 슈즈 밑창
23 바깥창
25 슈즈-안정화 디바이스
27 바깥창 개구
29 슈즈-안정화 디바이스의 개구
31 스루홀
33 배리어 물질
33a 배리어 물질
33b 배리어 물질
33c 배리어 물질
33d 배리어 물질
35 배리어 유닛
37 안정화 막대
37a 개별 막대
37b 개별 막대
37c 개별 막대
37d 안정화 그리드
39 글루
43 원형 표면
101 슈즈
103 샤프트
105 복합체 슈즈 밑창
107 발 앞쪽 영역
109 발 중앙 영역
111 뒤꿈치 영역
113 발-삽입 개구
115 샤프트 최하부
117 다수부분(multipart) 바깥창
117a 다수부분 바깥창 뒤꿈치 영역
117b 다수부분 바깥창 발의 척골부위 영역
117c 다수부분 바깥창 발가락 영역
119 안정화 디바이스
119a 뒤꿈치 영역
119b 발 중앙 영역
119c 발 앞쪽 영역
121 댐핑 밑창 부분
121a 댐핑 밑창 부분 뒤꿈치 영역
121b 댐핑 밑창 부분 발 중앙 영역
[123] 바깥창 개구들
123a 뒤꿈치 영역
123b 발 중앙 영역
123c 발 앞쪽 영역
125 안정화 디바이스의 뒤꿈치 영역(119a)의 통과 개구
[127] 댐핑 밑창 부분의 개구
127a 뒤꿈치 영역
127b 발 중앙 영역
127c 발 앞쪽 영역
[129] 슈즈 안정화 디바이스의 제한 가장자리
129a 발 중앙 영역
129b 발 앞쪽 영역
129c 발 앞쪽 영역
131 돌출부
133 함몰부
[135] 안정화 디바이스의 개구
135a 발 중앙 영역
135b 발 앞쪽 영역
135c 발 앞쪽 영역
135d 발 앞쪽 영역
[137] 안정화 그리드
137a 발 중앙 영역
137b 발 앞쪽 영역
137c 발 앞쪽 영역
137d 발 앞쪽 영역
139 연결 요소
141 측면 윙들
143 안정화 디바이스의 윙 부분
145 안정화 립(rib)
147 안정화 디바이스의 프레잉(fraying)
150 지지 돌출부
151 지지 요소
153 트레드
211 외부 물질 층
213 라이닝 층
214 텍스타일 층
215 샤프트 기능층
216 샤프트 기능-층 라미네이트
217 상부 샤프트 단부
219 밑창 측면 상의 샤프트 단부 영역
221 샤프트 최하부
233 샤프트 장착 밑창
235 스트로벨 시임(Strobel seam)
237 샤프트-최하부 기능-층 라미네이트
238 밑창 측면 상의 외부 물질층의 단부
239 밑창 측면 상의 샤프트 기능층의 단부
241 시임 밴드
243 제 1 시임
244 텍스타일 층
245 주변 층
246 텍스타일 이판
247 샤프트 최하부 기능층
248 시일링 물질
249 지속 글루
250 부착 글루
260 밑창-몰딩 물질
2 제 1 섬유 성분
3 제 2 섬유 성분
4 코어
5 쉘
6 연결부
21 복합체 슈즈 밑창
23 바깥창
25 슈즈-안정화 디바이스
27 바깥창 개구
29 슈즈-안정화 디바이스의 개구
31 스루홀
33 배리어 물질
33a 배리어 물질
33b 배리어 물질
33c 배리어 물질
33d 배리어 물질
35 배리어 유닛
37 안정화 막대
37a 개별 막대
37b 개별 막대
37c 개별 막대
37d 안정화 그리드
39 글루
43 원형 표면
101 슈즈
103 샤프트
105 복합체 슈즈 밑창
107 발 앞쪽 영역
109 발 중앙 영역
111 뒤꿈치 영역
113 발-삽입 개구
115 샤프트 최하부
117 다수부분(multipart) 바깥창
117a 다수부분 바깥창 뒤꿈치 영역
117b 다수부분 바깥창 발의 척골부위 영역
117c 다수부분 바깥창 발가락 영역
119 안정화 디바이스
119a 뒤꿈치 영역
119b 발 중앙 영역
119c 발 앞쪽 영역
121 댐핑 밑창 부분
121a 댐핑 밑창 부분 뒤꿈치 영역
121b 댐핑 밑창 부분 발 중앙 영역
[123] 바깥창 개구들
123a 뒤꿈치 영역
123b 발 중앙 영역
123c 발 앞쪽 영역
125 안정화 디바이스의 뒤꿈치 영역(119a)의 통과 개구
[127] 댐핑 밑창 부분의 개구
127a 뒤꿈치 영역
127b 발 중앙 영역
127c 발 앞쪽 영역
[129] 슈즈 안정화 디바이스의 제한 가장자리
129a 발 중앙 영역
129b 발 앞쪽 영역
129c 발 앞쪽 영역
131 돌출부
133 함몰부
[135] 안정화 디바이스의 개구
135a 발 중앙 영역
135b 발 앞쪽 영역
135c 발 앞쪽 영역
135d 발 앞쪽 영역
[137] 안정화 그리드
137a 발 중앙 영역
137b 발 앞쪽 영역
137c 발 앞쪽 영역
137d 발 앞쪽 영역
139 연결 요소
141 측면 윙들
143 안정화 디바이스의 윙 부분
145 안정화 립(rib)
147 안정화 디바이스의 프레잉(fraying)
150 지지 돌출부
151 지지 요소
153 트레드
211 외부 물질 층
213 라이닝 층
214 텍스타일 층
215 샤프트 기능층
216 샤프트 기능-층 라미네이트
217 상부 샤프트 단부
219 밑창 측면 상의 샤프트 단부 영역
221 샤프트 최하부
233 샤프트 장착 밑창
235 스트로벨 시임(Strobel seam)
237 샤프트-최하부 기능-층 라미네이트
238 밑창 측면 상의 외부 물질층의 단부
239 밑창 측면 상의 샤프트 기능층의 단부
241 시임 밴드
243 제 1 시임
244 텍스타일 층
245 주변 층
246 텍스타일 이판
247 샤프트 최하부 기능층
248 시일링 물질
249 지속 글루
250 부착 글루
260 밑창-몰딩 물질
Claims (15)
- 상부 측면(50)을 갖는 수증기-투과성 복합체 슈즈 밑창(105)에 있어서:
상기 복합체 슈즈 밑창의 두께를 통해 연장되는 하나 이상의 스루홀(31);
상기 복합체 슈즈 밑창(105)의 상부 측면을 적어도 부분적으로 형성하는 상부 측면을 가지며, 하나 이상의 스루홀(31)이 수증기-투과성 방식으로 폐쇄하는 이물질의 침투에 대한 배리어로서 디자인된 수증기-투과성 배리어 물질(33)을 갖는 배리어 유닛(35);
상기 복합체 슈즈 밑창(105)의 기계적 안정화를 위해 디자인된, 상기 배리어 물질(33)에 할당된 안정화 디바이스(25, 119)- 이는 상기 배리어 물질(33)의 하나 이상의 표면에 배치되고, 상기 하나 이상의 스루홀(31)을 적어도 부분적으로 브릿지하는 하나 이상의 안정화 막대(37)로 구축됨-; 및
상기 배리어 유닛(35) 아래에 배치된 하나 이상의 바깥창 부분(117);
을 갖는 수증기-투과성 복합체 슈즈 밑창(105). - 밑창 측면 상의 샤프트 단부 영역(219) 상에 방수성 및 수증기-투과성 샤프트 최하부 기능층(247)이 제공되어 있는 샤프트(103)를 가지고, 이에 의해 상기 복합체 슈즈 밑창(105)은 샤프트 최하부 기능층(247)이 제공된 샤프트 단부 영역에 연결되어, 상기 샤프트 최하부 기능층(247)이 상기 적어도 하나 이상의 스루홀(31)의 영역에서 상기 배리어 물질(33)에 완전히 또는 주로 결합되지 않는 것을 특징으로 하는 제 1항에 따른 수증기-투과성 복합체 슈즈 밑창(105)을 갖는 신발.
- 제 2항에 있어서,
상기 샤프트(103)는 하나 이상의 샤프트 물질로 구축되고, 이에 의해 상기 샤프트 물질은 적어도 상기 밑창 측면 상의 상기 샤프트 단부 영역(219)의 영역에 방수성 샤프트 기능 층(215)을 가지고, 그리고 이에 의해 상기 샤프트 기능층(215) 및 상기 샤프트 최하부 기능층(247) 사이에, 방수성 시일이 존재하는 것을 특징으로 하는 신발. - 제 3항에 있어서,
상기 신발의 샤프트 최하부(221)는 상기 샤프트 최하부 기능층(247)에 추가하여 수증기-투과성 샤프트-장착 밑창(233)을 포함하는 것을 특징으로 하는 신발. - 제 4항에 있어서,
상기 신발의 상기 샤프트-장착 밑창(233)은 스트로벨 시임(235)에 의하여 상기 밑창 측면 상의 샤프트 단부 영역(219)에 연결되는 것을 특징으로 하는 신발. - 제 5항에 있어서,
상기 샤프트 최하부 기능층(247)은 상기 샤프트-장착 밑창(233) 아래에 배치되고, 그리고 주변 영역(245)에서 상기 샤프트 장착 밑창(233)의 주변을 넘어서 상기 밑창 측면 상의 샤프트 단부 영역(219)으로 연장되는 것을 특징으로 하는 신발. - 제 6 항에 있어서,
시일링 물질(248)이 상기 밑창 측면의 상기 샤프트 기능층(215)의 단부(239) 및 상기 주변 영역(245) 내의 상기 샤프트-최하부 기능층(247) 사이에 배치되고, 상기 샤프트-최하부 기능층(247)은 상기 샤프트 장착 밑창(233)의 주변을 넘어 연장되며, 상기 밑창 측면의 상기 샤프트 기능층(215)의 상기 단부(239) 및 상기 샤프트-최하부 기능층(247) 사이의 방수성 연결이 상기 시일링 물질(248)에 의해 제공되는 것을 특징으로 하는 신발. - 제 2항에 있어서,
상기 신발의 상기 샤프트-최하부 기능층(247)은 다층 라미네이트의 부분인 것을 특징으로 하는 신발. - 제 8 항에 있어서,
상기 신발의 상기 샤프트-장착 밑창(233)은 라미네이트로 구축되는 것을 특징으로 하는 신발. - 제 9항에 있어서,
샤프트-최하부 기능층 라미네이트(237)은 스트로벨 시임(235)에 의해 상기 밑창 측면상의 상기 샤프트 기능층(215)의 상기 단부(239)로 연결되고, 상기 시일링 물질(248)은 상기 스트로벨 시임(235)의 영역 내에 적용되어, 상기 밑창 측면의 상기 샤프트 기능층(215)의 상기 단부(239) 및 상기 샤프트-최하부 기능층(247)의 주변 영역 사이의 방수성 연결이 상기 스트로벨 시임(235)을 포함하여 일어나는 것을 특징으로 하는 신발. - 제 10항에 있어서,
외부 물질 층(211)이 상기 밑창 측면상의 상기 샤프트 단부 영역(219)의 상기 샤프트 기능층(215)보다 더 짧아, 외부 물질층(211)에 대한 상기 샤프트 기능층(215)의 돌출부가 생겨나고, 여기서 메쉬 밴드(mesh band)(241) 또는 실란트로 침투될 수 있는 다른 물질이 밑창 측면상의 상기 외부 물질층(211)의 말단(238) 및 밑창 측면 상의 상기 샤프트 기능층(215)의 상기 단부(239) 사이에 배치되고, 이의 긴 측면은 상기 스트로벨 시임(235)로부터 떨어져 대면하면서, 상기 샤프트 기능층(215)이 아니라 밑창 측면 상의 상기 외부 물질층(211)의 상기 단부(238)에 제 1 시임(243)에 의해 결합되고, 그리고 이의 두번째 긴 측면은 스트로벨 시임(235)에 대면하면서, 상기 샤프트 최하부 기능층 라미네이트(237)에 스트로벨 시임(235)에 의해 결합되며, 여기서 상기 복합체 슈즈 밑창(105)는 밑창-몰딩 물질(260)로 샤프트 최하부(211)내로 몰딩되고, 상기 밑창-몰딩 물질(260)은 메쉬 밴드(241)를 침투하고 상기 밑창 측면의 상기 샤프트 기능층(215)의 상기 단부(239) 및 상기 샤프트-최하부 기능층(247)의 상기 주변 영역 사이의 방수성 연결이 스트로벨 시임(235)을 포함하여 제공되는 것을 특징으로 하는 신발. - 제 9항 내지 제 11항 중 어느 한 항에 있어서,
상기 샤프트 최하부 기능층 라미네이트(237)는 상기 배리어 유닛(35)의 상부 측면의 위에 직접 위치하는 것을 특징으로 하는 신발. - 제 2항 내지 제 11항 중 어느 한 항에 있어서,
복합체 슈즈 밑창(105) 및 이 위에 위치한 샤프트-최하부 기능층(247)을 갖는 슈즈-최하부 구조를 가지고, 여기서 상기 슈즈-최하부 구조는 0.4 g/h 내지 3 g/h 범위의 수증기 투과율(MVTR)을 갖는 슈즈-최하부 구조를 갖는 것을 특징으로 하는 신발. - 제 2항 내지 제 11항 중 어느 한 항에 있어서,
상기 배리어 물질(33)은 상기 배리어 물질(33)의 상부 표면 영역에 적용되는 글루(39)를 통해 하나 이상의 안정화 막대(37)의 물질이 상기 배리어 물질(33)의 최하부 상에 위치되지 않는 경우에 언제나 상기 샤프트 최하부(221)가 상기 배리어 물질(33)에 결합되지 않는 방식으로 결합되는 것을 특징으로 하는 신발. - 수증기-투과성 복합체 슈즈 밑창(105), 및 상기 밑창 측면 상의 샤프트 단부 영역(219) 상에 방수성 및 수증기-투과성 샤프트-최하부 기능층(247)이 제공되는 샤프트(103)를 갖는 제 2항 내지 제 14항 중 어느 한 항에 따른 신발의 제조 방법에 있어서:
a) 상기 복합체 슈즈 밑창(105) 및 샤프트(103)가 제조되는 단계;
b) 상기 샤프트(103)는, 상기 밑창 측면 상의 상기 샤프트 단부 영역(219) 상에, 방수성 및 수증기-투과성 샤프트-최하부 기능층(247)이 제공되는 단계; 및
c) 상기 복합체 슈즈 밑창(105) 및 상기 밑창 측면 상에 상기 샤프트 최하부 기능층(247)이 제공되는 상기 샤프트 단부 영역(219)이, 상기 샤프트 최하부 기능층(247)이 상기 적어도 하나 이상의 스루홀(31)의 영역에서 상기 배리어 물질(33)에 완전히 또는 주로 결합되지 않는 방식으로 서로 결합되는 단계;
를 포함하는 신발의 제조 방법.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006010007A DE102006010007A1 (de) | 2006-03-03 | 2006-03-03 | Schuhsohlenverbund und damit aufgebautes Schuhwerk |
| DE102006010007.7 | 2006-03-03 | ||
| DE202007000667.5 | 2007-01-17 | ||
| DE202007000667U DE202007000667U1 (de) | 2006-03-03 | 2007-01-17 | Wasserdampfdurchlässiger Schuhsohlenverbund |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020087024280A Division KR101173965B1 (ko) | 2006-03-03 | 2007-03-02 | 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020127027005A Division KR101366673B1 (ko) | 2006-03-03 | 2007-03-02 | 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20120051749A true KR20120051749A (ko) | 2012-05-22 |
Family
ID=38055457
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020087024280A KR101173965B1 (ko) | 2006-03-03 | 2007-03-02 | 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 |
| KR1020147002335A KR101532000B1 (ko) | 2006-03-03 | 2007-03-02 | 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 |
| KR1020127027005A KR101366673B1 (ko) | 2006-03-03 | 2007-03-02 | 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 |
| KR1020137020728A KR101570465B1 (ko) | 2006-03-03 | 2007-03-02 | 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 |
| KR1020127007852A KR20120051749A (ko) | 2006-03-03 | 2007-03-02 | 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 |
Family Applications Before (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020087024280A KR101173965B1 (ko) | 2006-03-03 | 2007-03-02 | 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 |
| KR1020147002335A KR101532000B1 (ko) | 2006-03-03 | 2007-03-02 | 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 |
| KR1020127027005A KR101366673B1 (ko) | 2006-03-03 | 2007-03-02 | 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 |
| KR1020137020728A KR101570465B1 (ko) | 2006-03-03 | 2007-03-02 | 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 |
Country Status (12)
| Country | Link |
|---|---|
| US (3) | US20090172971A1 (ko) |
| EP (3) | EP1991078A1 (ko) |
| JP (4) | JP2009528105A (ko) |
| KR (5) | KR101173965B1 (ko) |
| CN (3) | CN102125331B (ko) |
| AU (1) | AU2007222644B2 (ko) |
| CA (3) | CA2644527C (ko) |
| DE (1) | DE202007019399U1 (ko) |
| DK (1) | DK3001923T3 (ko) |
| NO (1) | NO20083795L (ko) |
| RU (1) | RU2401022C2 (ko) |
| WO (1) | WO2007101625A1 (ko) |
Families Citing this family (86)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8745893B2 (en) * | 2011-08-10 | 2014-06-10 | Gavrieli Brands LLC | Split-sole footwear |
| JP2562819B2 (ja) * | 1987-08-12 | 1996-12-11 | パイオニア株式会社 | ラジオデータ受信機 |
| KR101173965B1 (ko) * | 2006-03-03 | 2012-08-16 | 더블유.엘.고어 앤드 어소시에이츠 게엠베하 | 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 |
| DE102006010007A1 (de) * | 2006-03-03 | 2007-09-06 | W.L. Gore & Associates Gmbh | Schuhsohlenverbund und damit aufgebautes Schuhwerk |
| CH714441B1 (it) * | 2007-04-03 | 2019-06-14 | Geox Spa | Procedimento per realizzare una calzatura impermeabile all'acqua e traspirante al vapore acqueo e calzatura ottenuta col procedimento. |
| DE102008027856A1 (de) | 2008-06-11 | 2009-12-24 | W. L. Gore & Associates Gmbh | Schuh mit Belüftung im unteren Schaftbereich und dafür verwendbares luftdurchlässiges Abstandsgebilde |
| DE102009015890A1 (de) * | 2009-04-01 | 2010-10-14 | W. L. Gore & Associates Gmbh | Sohleneinheit für Schuhwerk und damit versehenes Schuhwerk |
| ES2525541T3 (es) * | 2009-08-28 | 2014-12-26 | Geox S.P.A. | Inserto para suelas permeables al vapor e impermeables al agua |
| ES2522341T3 (es) * | 2009-08-28 | 2014-11-14 | Geox S.P.A. | Inserto para suelas permeables al vapor e impermeables al agua |
| ME02714B (me) * | 2009-08-28 | 2015-04-30 | Geox Spa | Paropropusna cipela |
| DE202009011928U1 (de) * | 2009-09-03 | 2010-02-11 | Aussieker, Michaela | Sohle |
| IT1396032B1 (it) * | 2009-10-15 | 2012-11-09 | Geox Spa | Suola per calzature impermeabile e traspirante e calzatura realizzata con detta suola |
| DE102010006150A1 (de) * | 2010-01-29 | 2011-08-04 | W. L. Gore & Associates GmbH, 85640 | Schaftanordnung für Schuhwerk sowie Schuhwerk damit |
| IT1398094B1 (it) | 2010-02-10 | 2013-02-07 | Geox Spa | Calzatura con tomaia e suola impermeabili |
| CA2802538C (en) * | 2010-06-17 | 2017-03-07 | Dashamerica, Inc. D/B/A Pearl Izumi Usa, Inc. | Dual rigidity shoe sole |
| UA108666C2 (uk) * | 2010-09-03 | 2015-05-25 | Водонепроникний, дихаючий предмет взуття і спосіб виробництва предмета взуття (варіанти) | |
| AU2010360090B2 (en) | 2010-09-03 | 2016-05-05 | Ecco Sko A/S | Shoe, sole assembly for a shoe, method for manufacturing a sole assembly and method for manufacturing a shoe |
| EP2446763A1 (en) * | 2010-10-26 | 2012-05-02 | Vibram S.p.A. | Transpiring shoe's sole |
| US10681955B2 (en) * | 2011-03-08 | 2020-06-16 | Ot Intellectual Property, Llc | Interchangeable sole system |
| US10660399B2 (en) | 2011-03-25 | 2020-05-26 | Dashamerica, Inc. | Flexible shoe sole |
| CA2806073C (en) * | 2012-02-09 | 2014-07-08 | Simon La Rochelle | Footwear with sole protection |
| WO2013190647A1 (ja) * | 2012-06-20 | 2013-12-27 | 有限会社コスモケア | ウエア |
| USD713135S1 (en) | 2012-07-25 | 2014-09-16 | Dashamerica, Inc. | Shoe sole |
| USD712122S1 (en) | 2012-07-25 | 2014-09-02 | Dash America, Inc. | Shoe sole |
| USD711083S1 (en) | 2012-07-25 | 2014-08-19 | Dashamerica, Inc. | Shoe sole |
| USD710079S1 (en) | 2012-07-25 | 2014-08-05 | Dashamerica, Inc. | Shoe sole |
| USD709275S1 (en) | 2012-07-25 | 2014-07-22 | Dash American, Inc. | Shoe sole |
| USD715522S1 (en) | 2012-07-25 | 2014-10-21 | Dashamerica, Inc. | Shoe sole |
| CN102771950A (zh) * | 2012-08-10 | 2012-11-14 | 昆山乔锐金属制品有限公司 | 一种复合鞋底 |
| US9756894B2 (en) * | 2012-10-22 | 2017-09-12 | Converse Inc. | Sintered drainable shoe |
| US11666113B2 (en) | 2013-04-19 | 2023-06-06 | Adidas Ag | Shoe with knitted outer sole |
| DE102013207163B4 (de) | 2013-04-19 | 2022-09-22 | Adidas Ag | Schuhoberteil |
| DE102013207156A1 (de) * | 2013-04-19 | 2014-10-23 | Adidas Ag | Schuh, insbesondere ein Sportschuh |
| DE102013207155B4 (de) | 2013-04-19 | 2020-04-23 | Adidas Ag | Schuhoberteil |
| US20140325876A1 (en) * | 2013-05-02 | 2014-11-06 | Wolverine World Wide, Inc. | Sole assembly for article of footwear |
| KR101512780B1 (ko) * | 2013-09-06 | 2015-05-18 | 중앙씨앤에스(주) | 상해 방지 안전패드가 구비된 신발의 아웃솔 |
| US20150096195A1 (en) * | 2013-10-08 | 2015-04-09 | Acushnet Company | Golf shoes having outsoles with sections of differing hardness |
| WO2015100330A1 (en) * | 2013-12-23 | 2015-07-02 | The Adoni Group, Inc. | Shoe construction and method of manufacture |
| JP6420541B2 (ja) * | 2013-12-27 | 2018-11-07 | 株式会社リーガルコーポレーション | 靴 |
| US9532623B2 (en) * | 2014-02-07 | 2017-01-03 | Nike, Inc. | Sole structure for an article of footwear with extended plate |
| DE102014202432B4 (de) | 2014-02-11 | 2017-07-27 | Adidas Ag | Verbesserter Fußballschuh |
| US20150230543A1 (en) * | 2014-02-14 | 2015-08-20 | W. L. Gore & Associates, Gmbh | Conformable Booties, Shoe Inserts, and Footwear Assemblies Made Therewith, and Waterproof Breathable Socks |
| US20150230542A1 (en) * | 2014-02-14 | 2015-08-20 | W. L. Gore & Associates, Gmbh | Conformable Booties, Shoe Inserts, and Footwear Assemblies Made Therewith, and Waterproof Breathable Socks |
| US9468258B2 (en) * | 2014-03-14 | 2016-10-18 | Wolverine Outdoors, Inc. | Footwear including combination lasting construction |
| US9930934B2 (en) * | 2014-07-03 | 2018-04-03 | Nike, Inc. | Article of footwear with a segmented plate |
| US9974356B2 (en) * | 2014-08-06 | 2018-05-22 | Nike, Inc. | Article of footwear with midsole with arcuate underside cavity insert |
| DE102014219918B4 (de) | 2014-10-01 | 2016-12-29 | Adidas Ag | Sohle für einen Schuh |
| DE102014220087B4 (de) | 2014-10-02 | 2016-05-12 | Adidas Ag | Flachgestricktes Schuhoberteil für Sportschuhe |
| CN104273788B (zh) * | 2014-10-22 | 2016-08-31 | 毛中华 | 汗脚用双层开放式鞋底 |
| EP3218537A4 (en) | 2014-11-10 | 2019-03-27 | The North Face Apparel Corp. | FOOTWEAR AND OTHER ITEMS MADE BY STRAHLEXTRUSION PROCESSES |
| US9833038B2 (en) * | 2015-03-19 | 2017-12-05 | Nike, Inc. | Multi-density midsole and plate system |
| DE202015002705U1 (de) | 2015-04-10 | 2015-06-03 | W. L. Gore & Associates Gmbh | Atmungsaktiver Schuh |
| US20160302519A1 (en) * | 2015-04-17 | 2016-10-20 | Adidas Ag | Article of Footwear Having a Midsole and Methods of Making the Same |
| US20160302517A1 (en) * | 2015-04-17 | 2016-10-20 | Wolverine World Wide, Inc. | Sole assembly for an article of footwear |
| EP3949787A3 (en) * | 2015-05-22 | 2022-06-08 | Nike Innovate C.V. | Ground-engaging structures for articles of footwear |
| WO2016191275A1 (en) * | 2015-05-22 | 2016-12-01 | Nike, Inc. | Ground-engaging structures for articles of footwear |
| WO2016196770A1 (en) | 2015-06-02 | 2016-12-08 | Under Armour, Inc. | Footwear including lightweight sole structure providing enhanced comfort, flexibility and performance features |
| KR101676178B1 (ko) * | 2015-07-09 | 2016-11-15 | 주식회사 포스코 | 시료 제조 장치 |
| EP3334302B1 (en) | 2015-08-13 | 2020-07-08 | W. L. Gore & Associates, Inc. | Booties and footwear assemblies comprising seamless extensible film, and methods therefor |
| CN108135302A (zh) | 2015-08-19 | 2018-06-08 | W.L.戈尔及同仁股份有限公司 | 顺应性无缝三维制品及用于该制品的方法 |
| ITUB20153437A1 (it) | 2015-09-07 | 2017-03-07 | Geox Spa | Calzatura traspirante |
| WO2017087772A1 (en) * | 2015-11-20 | 2017-05-26 | Nike Innovate C.V. | Ground-engaging structures for articles of footwear |
| USD794929S1 (en) * | 2015-12-01 | 2017-08-22 | Nike, Inc. | Shoe outsole |
| JP6346217B2 (ja) * | 2016-04-15 | 2018-06-20 | ダブリュ.エル.ゴア アンド アソシエーツ,ゲゼルシャフト ミット ベシュレンクテル ハフツングW.L. Gore & Associates, Gesellschaft Mit Beschrankter Haftung | 靴、靴用のソール組立体、ソール組立体を製造する方法及び靴を製造する方法 |
| US20180084862A1 (en) * | 2016-09-23 | 2018-03-29 | Acushnet Company | Golf shoe with an outsole having a skeletal frame |
| GB2571480B (en) * | 2016-11-09 | 2020-03-25 | Nike Innovate Cv | Textiles and articles, and processes for making the same |
| JP2018086228A (ja) * | 2016-11-18 | 2018-06-07 | 東豊物産 株式会社 | 靴底及びそれを用いた靴 |
| US20180153254A1 (en) * | 2016-12-07 | 2018-06-07 | Nike, Inc. | Rigid Sole Structures For Articles Of Footwear |
| US10806209B2 (en) * | 2017-01-06 | 2020-10-20 | Under Armour, Inc. | Composite soles |
| KR102207241B1 (ko) * | 2017-02-01 | 2021-01-22 | 나이키 이노베이트 씨.브이. | 밑창 구조체를 위한 적층형 완충 장치 |
| US20180317605A1 (en) * | 2017-05-04 | 2018-11-08 | Bha Altair, Llc | Footwear item and methods using strobel stitching |
| KR101979998B1 (ko) * | 2017-07-24 | 2019-05-21 | 주식회사 이랜드리테일 | 신발창과 신발창의 제조방법 |
| EP3675668B1 (en) | 2017-08-31 | 2022-12-14 | NIKE Innovate C.V. | Sole structure of an article of footwear and related methods |
| DK3790423T3 (da) | 2018-05-08 | 2021-11-15 | Puma SE | Sål til en sko, navnlig en sportssko |
| CN112135727B (zh) | 2018-05-08 | 2023-02-03 | 彪马欧洲股份公司 | 用于生产鞋尤其运动鞋的鞋底的方法 |
| CN108851336A (zh) * | 2018-06-29 | 2018-11-23 | 广州华腾云谷科技有限公司 | 防滑鞋底 |
| US11930882B2 (en) * | 2018-08-08 | 2024-03-19 | Nike, Inc. | Midsole structure of an article of footwear including mesh |
| USD896492S1 (en) * | 2018-11-30 | 2020-09-22 | Under Armour, Inc. | Sole structure |
| US11779078B2 (en) * | 2019-03-22 | 2023-10-10 | Nike, Inc. | Article of footwear with zonal cushioning system |
| CN113423299B (zh) * | 2019-03-22 | 2023-03-14 | 耐克创新有限合伙公司 | 具有区域性缓冲系统的鞋类物品 |
| CN115334926A (zh) | 2020-03-29 | 2022-11-11 | 耐克创新有限合伙公司 | 鞋类物品的鞋底结构 |
| CN111941715B (zh) * | 2020-07-28 | 2022-04-19 | 军事科学院系统工程研究院军需工程技术研究所 | 一种排水、抗刺穿功能兼备的功能防护靴及其制作方法 |
| CN112956778A (zh) * | 2021-02-24 | 2021-06-15 | 顾成碧 | 一种具有警报模块的学生野外游玩用安全鞋 |
| US11564446B1 (en) * | 2021-07-20 | 2023-01-31 | Lululemon Athletica Canada Inc. | Outsoles having traction inserts |
| US20230075506A1 (en) * | 2021-09-07 | 2023-03-09 | Paul Vawter | Foamless shoe |
| WO2023076481A1 (en) * | 2021-10-27 | 2023-05-04 | Zephyros, Inc. | Moisture wicking and absorbing footwear or footwear insert |
Family Cites Families (60)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1974456A (en) * | 1933-03-02 | 1934-09-25 | Abraham Unger | Shoe |
| US2884716A (en) * | 1957-09-03 | 1959-05-05 | Robert F Shelare | Shoe sole with apertured heel and shank portions |
| US3383782A (en) | 1964-11-05 | 1968-05-21 | Mrs Day S Ideal Baby Shoe Comp | Articles of footwear |
| DE1922089A1 (de) | 1969-04-30 | 1970-11-05 | Artos Meier Windhorst Kg | Verfahren zur Herstellung von Faservliesen |
| SE392582B (sv) | 1970-05-21 | 1977-04-04 | Gore & Ass | Forfarande vid framstellning av ett porost material, genom expandering och streckning av en tetrafluoretenpolymer framstelld i ett pastabildande strengsprutningsforfarande |
| DE2249138A1 (de) | 1972-10-06 | 1974-04-11 | Giulini Gmbh Geb | Neue versteifungsmaterialien |
| US4421742A (en) | 1977-02-08 | 1983-12-20 | Dr. Werner Freyberg Chemische Fabrik Delitia Nachf. | Phosphine producing pesticide and method of manufacture therefor |
| US4194041A (en) | 1978-06-29 | 1980-03-18 | W. L. Gore & Associates, Inc. | Waterproof laminate |
| US4599810A (en) * | 1981-08-06 | 1986-07-15 | W. L. Gore & Associates | Waterproof shoe construction |
| AU560435B2 (en) * | 1982-09-09 | 1987-04-09 | Patine Shokai, K.K. | Boot |
| CA1191439A (en) | 1982-12-02 | 1985-08-06 | Cornelius M.F. Vrouenraets | Flexible layered product |
| JPS59220361A (ja) * | 1983-05-30 | 1984-12-11 | ジヤパンゴアテツクス株式会社 | シ−ト状素材 |
| JPH0518962Y2 (ko) | 1987-01-20 | 1993-05-19 | ||
| KR890001484A (ko) | 1987-07-08 | 1989-03-27 | 존 에스. 캠벨 | 방 수 화 |
| ITPD20020246A1 (it) * | 2002-09-24 | 2004-03-25 | Geox Spa | Struttura di suola impermeabile e traspirante per calzature e calzatura realizzata con detta suola. |
| US4918981A (en) | 1988-10-28 | 1990-04-24 | W. L. Gore & Associates, Inc. | Method for measuring moisture vapor transmission rate in wearing apparel |
| US4939851A (en) * | 1989-01-03 | 1990-07-10 | Omega Corporation | Boat shoe |
| IT1232798B (it) * | 1989-02-17 | 1992-03-05 | Pol Scarpe Sportive Srl | Struttura di suola traspirante/impermeabile per calzature. |
| US5329807A (en) | 1993-06-18 | 1994-07-19 | W. L. Gore & Associates, Inc. | Centrifuge test apparatus for footwear and apparel |
| JPH07116002A (ja) | 1993-10-25 | 1995-05-09 | Midori Anzen Co Ltd | 靴用中底板およびその製造方法 |
| DE19525858C1 (de) * | 1995-07-15 | 1996-11-14 | Freudenberg Carl Fa | Einlegesohle für Schuhe und Verfahren zur Herstellung |
| IN189119B (ko) | 1995-10-13 | 2002-12-21 | Nottington Holding Bv | |
| DE29601932U1 (de) * | 1996-02-08 | 1996-07-25 | Gore W L & Ass Gmbh | Atmungsaktive Schuhsohle |
| US5779847A (en) * | 1996-04-22 | 1998-07-14 | Hoechst Celanese Corporation | Process for high performance, permeable fibrous structure |
| JPH10248604A (ja) * | 1997-03-13 | 1998-09-22 | King Seika:Kk | 通気靴 |
| IT1293474B1 (it) | 1997-05-09 | 1999-03-01 | Nottington Holding Bv | Calzatura traspirante perfezionata |
| JP3474468B2 (ja) | 1998-12-10 | 2003-12-08 | 月星化成株式会社 | 靴底用通気部材及びこれを備えた通気靴 |
| US6014821A (en) * | 1998-12-16 | 2000-01-18 | Union Looper Co., Ltd. | Seashore sandal |
| GB9900384D0 (en) * | 1999-01-09 | 1999-02-24 | Texon Uk Ltd | Shoe stiffener,material and method for making same and method of incorporating a shoe stiffener into a shoe upper component |
| DE19917369A1 (de) * | 1999-04-16 | 2000-10-26 | Gore W L & Ass Gmbh | Bekleidungsteil |
| ITPD20000027A1 (it) | 2000-01-31 | 2001-07-31 | Nottington Holding Bv | Suola impermeabilizzata e traspirante perfezionata per calzature |
| JP3323479B2 (ja) | 2000-03-30 | 2002-09-09 | 株式会社ユウホウ | 履物用フエルト底およびその製法 |
| IT1317329B1 (it) * | 2000-04-13 | 2003-06-16 | Nottington Holding Bv | Calzatura traspirante. |
| US6524847B2 (en) | 2000-06-23 | 2003-02-25 | E. I. Du Pont De Nemours And Company | Composting system |
| DE10036100C1 (de) | 2000-07-25 | 2002-02-14 | Adidas Int Bv | Schuh |
| IT1317371B1 (it) * | 2000-10-19 | 2003-06-16 | Nottington Holding Bv | Struttura perfezionata di intersuola per suole impermeabili etraspiranti per calzature e suola impermeabile e traspirante in cui e' |
| IT1317377B1 (it) | 2000-10-31 | 2003-06-16 | Nottington Holding Bv | Suola traspirante ed impermeabile per calzature. |
| US7572287B2 (en) * | 2001-10-25 | 2009-08-11 | Boston Scientific Scimed, Inc. | Balloon expandable polymer stent with reduced elastic recoil |
| JP4578757B2 (ja) * | 2002-02-14 | 2010-11-10 | ジオックス エス.ピイ.エイ. | 靴底及び靴 |
| US6910288B2 (en) * | 2002-12-18 | 2005-06-28 | Nike, Inc. | Footwear incorporating a textile with fusible filaments and fibers |
| US20050126036A1 (en) | 2003-12-16 | 2005-06-16 | Huei-Ling Wu | Sole structure with complex waterproof and gas-permeable material and manufacturing method thereof |
| ITPD20030312A1 (it) * | 2003-12-30 | 2005-06-30 | Geox Spa | Suola traspirante ed impermeabile per calzature |
| DE202004000307U1 (de) | 2004-01-09 | 2004-10-14 | Tendenza Schuhhandelsgesellschaft Mbh & Co. Kg | Schuh mit atmungsaktiver Sohle, atmungsaktive Einheit hierfür sowie Vorrichtung zum Herstellen einer atmungsaktiven Sohle |
| US20050172513A1 (en) * | 2004-02-10 | 2005-08-11 | Celgard Inc. | Breathable sole structure for footwear |
| ITVR20040062A1 (it) * | 2004-04-16 | 2004-07-16 | Stefano Gerlin | Suola per calzature |
| ITPD20040208A1 (it) * | 2004-07-30 | 2004-10-30 | Geox Spa | Suola impermeabile e traspirante per calzature |
| US7328524B2 (en) * | 2005-01-06 | 2008-02-12 | Columbia Insurance Company | Shoe with improved ventilation |
| US8778375B2 (en) * | 2005-04-29 | 2014-07-15 | Advanced Cardiovascular Systems, Inc. | Amorphous poly(D,L-lactide) coating |
| DE202007000668U1 (de) * | 2006-03-03 | 2007-03-29 | W.L. Gore & Associates Gmbh | Schuhsohlenstabilisierungsmaterial |
| DE102006009974A1 (de) * | 2006-03-03 | 2007-09-06 | W.L. Gore & Associates Gmbh | Schuhstabilisierungsmaterial, Barriereeinheit, Schuhsohlenverbund und Schuhwerk |
| KR101173965B1 (ko) * | 2006-03-03 | 2012-08-16 | 더블유.엘.고어 앤드 어소시에이츠 게엠베하 | 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 |
| ITTV20060104A1 (it) * | 2006-06-14 | 2007-12-15 | Geox Spa | Suola per calzature, del tipo impermeabile all'acqua e permeabile al vapore acqueo e calzatura realizzata con detta suola |
| GEP20125481B (en) * | 2006-06-20 | 2012-04-25 | Geox Spa | Vapor-permeable element to be used in composing soles for shoes, sole provided with such vapor-permeable element, and shoe provided with such sole |
| US7862830B2 (en) * | 2006-07-13 | 2011-01-04 | Abbott Cardiovascular Systems Inc. | Stereocomplex-forming composition and implantable medical device comprising same |
| US8460362B2 (en) * | 2006-07-20 | 2013-06-11 | Orbusneich Medical, Inc. | Bioabsorbable polymeric medical device |
| ITPD20060437A1 (it) * | 2006-11-23 | 2008-05-24 | Geox Spa | Suola traspirante ed impermeabile per calzature, calzatura utilizzante detta suola e procedimento per la realizzazione di detta suola e detta calzatura |
| US8252215B2 (en) * | 2008-03-31 | 2012-08-28 | Abbott Cardiovascular Systems Inc. | Method for fabricating a stent with nucleating agent |
| DE102008029296A1 (de) * | 2008-06-20 | 2009-12-24 | W. L. Gore & Associates Gmbh | Sohleneinheit für Schuhwerk |
| DE102010006150A1 (de) * | 2010-01-29 | 2011-08-04 | W. L. Gore & Associates GmbH, 85640 | Schaftanordnung für Schuhwerk sowie Schuhwerk damit |
| DE102010044260A1 (de) * | 2010-09-03 | 2012-03-08 | Ecco Sko A/S | Schaftanordnung für Schuhwerk sowie Schuhwerk damit |
-
2007
- 2007-03-02 KR KR1020087024280A patent/KR101173965B1/ko active IP Right Grant
- 2007-03-02 KR KR1020147002335A patent/KR101532000B1/ko active IP Right Grant
- 2007-03-02 CA CA2644527A patent/CA2644527C/en not_active Expired - Fee Related
- 2007-03-02 CN CN2011100686633A patent/CN102125331B/zh not_active Expired - Fee Related
- 2007-03-02 AU AU2007222644A patent/AU2007222644B2/en not_active Ceased
- 2007-03-02 US US12/281,527 patent/US20090172971A1/en not_active Abandoned
- 2007-03-02 CN CN201110068546.7A patent/CN102125330B/zh not_active Expired - Fee Related
- 2007-03-02 KR KR1020127027005A patent/KR101366673B1/ko active IP Right Grant
- 2007-03-02 EP EP07723016A patent/EP1991078A1/de not_active Ceased
- 2007-03-02 CA CA2789106A patent/CA2789106C/en not_active Expired - Fee Related
- 2007-03-02 CN CN2011100686652A patent/CN102125332B/zh not_active Expired - Fee Related
- 2007-03-02 JP JP2008556723A patent/JP2009528105A/ja active Pending
- 2007-03-02 DK DK15184771.2T patent/DK3001923T3/da active
- 2007-03-02 CA CA2856051A patent/CA2856051C/en not_active Expired - Fee Related
- 2007-03-02 EP EP15184771.2A patent/EP3001923B1/de active Active
- 2007-03-02 DE DE202007019399U patent/DE202007019399U1/de not_active Expired - Lifetime
- 2007-03-02 EP EP15184770.4A patent/EP3001922B1/de active Active
- 2007-03-02 RU RU2008139305/12A patent/RU2401022C2/ru active
- 2007-03-02 KR KR1020137020728A patent/KR101570465B1/ko active IP Right Grant
- 2007-03-02 WO PCT/EP2007/001821 patent/WO2007101625A1/de active Application Filing
- 2007-03-02 KR KR1020127007852A patent/KR20120051749A/ko not_active Application Discontinuation
-
2008
- 2008-09-03 NO NO20083795A patent/NO20083795L/no not_active Application Discontinuation
-
2012
- 2012-09-27 JP JP2012214095A patent/JP5580381B2/ja not_active Expired - Fee Related
- 2012-12-04 US US13/693,316 patent/US9351534B2/en active Active
-
2013
- 2013-03-13 JP JP2013050663A patent/JP5770769B2/ja not_active Expired - Fee Related
-
2014
- 2014-01-15 JP JP2014005469A patent/JP5785278B2/ja not_active Expired - Fee Related
-
2016
- 2016-04-26 US US15/138,336 patent/US9687041B2/en active Active
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101366673B1 (ko) | 복합체 슈즈 밑창, 이로 구성된 신발, 및 이의 제조 방법 | |
| KR101229018B1 (ko) | 섬유 복합체, 및 이로 구성된 배리어 유닛, 복합체 슈즈 밑창, 및 신발 | |
| US9717301B2 (en) | Composite shoe sole, footwear constituted thereof and method producing the same | |
| US20130059116A1 (en) | Shoe-Reinforcement Material and Barrier Unit, Composite Shoe Sole, and Footwear Constituted Thereof | |
| JP2009528105A5 (ko) | ||
| RU2393748C2 (ru) | Стабилизирующий обувь материал и выполненные с ним барьерный модуль, обувной подошвенный узел и обувь |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| A107 | Divisional application of patent | ||
| E601 | Decision to refuse application |