KR20100109877A - 러더 스톡 - Google Patents
러더 스톡 Download PDFInfo
- Publication number
- KR20100109877A KR20100109877A KR1020100029922A KR20100029922A KR20100109877A KR 20100109877 A KR20100109877 A KR 20100109877A KR 1020100029922 A KR1020100029922 A KR 1020100029922A KR 20100029922 A KR20100029922 A KR 20100029922A KR 20100109877 A KR20100109877 A KR 20100109877A
- Authority
- KR
- South Korea
- Prior art keywords
- rudder
- rudder stock
- support body
- stock
- fiber
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B63—SHIPS OR OTHER WATERBORNE VESSELS; RELATED EQUIPMENT
- B63H—MARINE PROPULSION OR STEERING
- B63H25/00—Steering; Slowing-down otherwise than by use of propulsive elements; Dynamic anchoring, i.e. positioning vessels by means of main or auxiliary propulsive elements
- B63H25/52—Parts for steering not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/32—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core on a rotating mould, former or core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/86—Incorporated in coherent impregnated reinforcing layers, e.g. by winding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B63—SHIPS OR OTHER WATERBORNE VESSELS; RELATED EQUIPMENT
- B63H—MARINE PROPULSION OR STEERING
- B63H25/00—Steering; Slowing-down otherwise than by use of propulsive elements; Dynamic anchoring, i.e. positioning vessels by means of main or auxiliary propulsive elements
- B63H25/06—Steering by rudders
- B63H25/38—Rudders
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C3/00—Shafts; Axles; Cranks; Eccentrics
- F16C3/02—Shafts; Axles
- F16C3/026—Shafts made of fibre reinforced resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/748—Machines or parts thereof not otherwise provided for
- B29L2031/75—Shafts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/30—Ships, e.g. propelling shafts and bearings therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49616—Structural member making
- Y10T29/49622—Vehicular structural member making
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ocean & Marine Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Composite Materials (AREA)
- Combustion & Propulsion (AREA)
- Moulding By Coating Moulds (AREA)
- Ladders (AREA)
- Earth Drilling (AREA)
- Fittings On The Vehicle Exterior For Carrying Loads, And Devices For Holding Or Mounting Articles (AREA)
- Golf Clubs (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Liquid Crystal (AREA)
- Non-Silver Salt Photosensitive Materials And Non-Silver Salt Photography (AREA)
- Manipulator (AREA)
Abstract
본원은 러더 내에 삽입되고 그리고 러더에 장착되는 러더 스톡의 적어도 하단부 지역이 비-금속성 재료를 가져서 선박용 러더의 러더 스톡의 성능을 향상시킨 것이다.
Description
본 발명은 선박용 러더의 러더 스톡에 관한 것이다.
수상 운반체(water vehicle), 특히 선박 내에 설치된 조향기어의 조종 동작은 일반적으로 러더 스톡을 통해 러더로 전달된다. 선박용 러더의 러더 스톡은 대부분 금속, 특히 단조강(鍛造鋼)으로 제조된다. 컨테이너 운반선, 대형선박 또는 호화 유람선 같은 상용 선박의 경우에는 상당한 길이, 특히 10m를 넘는 길이의 러더 스톡을 필요로 한다. 세계적으로 대부분의 제강공들은 이러한 긴 길이의 러더 스톡을 단조하는 과정에서 그에 상당하는 능력으로 러더 스톡 단조 작업을 하지 못하여, 어려움을 겪고 있다. 더우기, 러더 스톡은 흔히 대형 직경으로, 심한 경우에는 100-t 임계치를 초과할 수 있는 중량으로도 이루어진다. 이러한 사실은 차례로 특별한 훈련과 선박 내의 러더 스톡과 상기 러더 스톡 상의 러더 블레이드의 마운트와 서스펜션의 안정적인 구성을 필요로 한다.
러더 스톡은 일반적으로 둥근 횡단면을 갖고, 굽힘과 비틀림 압력을 모두 받는데, 흡수되는 발생한 굽힘 하중(bending loads)은 통상적으로 비틀림 하중(torsion loads)보다 수 배 더 크다. 이러한 이유로 러더 스톡은 러더 스톡의 굽힘 경성(bending stiffness) 또는 강도와 관련하여 설계되어야 하며 그리고 고품질의 단조강 재료가 상용 선박에 대부분 사용된다. 이러한 사실로부터, 러더 스톡은 흔하게 비틀림 압력을 독점적으로 받거나 또는 적어도 주로 받게 되는 자동차와 같은 기술분야에서 사용하는 축(shaft)과는 다른 것이다. 또한, 러더 스톡은 다른 기술분야에서의 치수와 관련하여서도 다른 축인 것이다. 따라서, 본 발명을 적용하기에 특히 적합한 수상 운반체용 러더의 러더 스톡은 적어도 3m의 길이와 적어도 3.5t 중량의 것이 전형적인 것이다.
또한, 특히 고압력을 받는 프로펠러를 가진 빠른 속도의 선박에서는 지나치게 높은 러더 힘이 발생하고, 상기 러더 힘은 러더 스톡으로 적어도 부분적으로 전달된다. 따라서, 러더 스톡은 충분한 강도와 굽힘 경성을 가져야 한다. 사용된 러더 형태에 따라서, 이러한 요건은 더욱 커질 수 있다. 따라서, 예를 들어 단독 부품으로 추가의 피봇 저널 베어링도 갖지 않고 러더 호른(horn)도 갖지 않은 스페이드(spade) 러더의 경우에는 최대 요건이 힘의 증가와 관련하여 러더 스톡에 있다.
본 출원인의 DE 20 2005 013 583 U1은 특히 대형 러더의 대형 러더 스톡의 무게를 줄이면서도 여전히 충분한 굽힘 강도 또는 비틀림 경성을 유지하기 위해 러더 스톡의 상단부 지역과 하단부 지역을 금속재료, 특히 단조강으로 제조하고 그리고 양쪽 단부 지역과 상호 연결된 중간 구간을 비-금속성 재료, 특히 섬유-복합재료로 제조하도록 러더 스톡을 설계하였다. 비-금속성 재료로 제조된 중간 구간의 설계를 통해서, 바람직하게 러더 스톡의 무게 감소를 달성하였다. 또한, 러더 스톡의 상단부와 하단부 지역 만을 단조강으로 제조할 필요가 있다. 상기 단부 지역을 제작하기 위해서는 단조강으로 제조된 긴 길이의 전체 러더 스톡을 제작하기 위해 가능한 단조 용량보다 보통은 더 많은 단조 용량이 있다.
일반적으로, 러더 스톡의 상단부 지역은 선박 내측에 장착되고 그리고 조향기어의 조종동작이 러더로 전해질 수 있게 조향기어와 기계적으로 결합된다. 대조적으로, 상기 러더 스톡의 하단부 지역은 설치 및 장착 시에 러더 내에 삽입된다. 러더 호른(horn)을 가진 반(semi)-스페이드 러더의 경우에는 상기 장착을 러더 호른의 외부에서 수행할 수 있다.
본 발명의 목적은 당 기술분야에서 알려진 러더 스톡과 관련하여 성능을 향상시킨, 특히 무게를 감소시킨 선박용 러더의 러더 스톡을 제공하는 것이다.
상기 본 발명의 목적은 선박용 러더의 러더 스톡에서, 러더 내에 삽입되고 그리고 러더에 장착되는 러더 스톡의 적어도 하단부 지역이 비-금속성 재료, 특히 섬유-복합재료를 갖는 선박용 러더의 러더 스톡을 통해 이루어진다.
본 발명에 따라서, 러더 스톡의 하단부 지역은 비-금속성(non-metallic) 재료, 특히 섬유-복합재료(fiber-composite material)를 갖거나 또는 개별적으로 하단부 지역이 비-금속성 재료로 제조된다. 러더 스톡의 하단부 지역은, 설치된 상태에서 러더 내로 삽입되어 러더/블레이드에 장착되는 러더 스톡의 단부를 포함한다. (러더 호른을 가진 반-스페이드 러더의 경우에는 상기 러더 스톡이 러더 호른에도 장착될 수 있다. 여기서는, 일반적으로 러더 호른에 장착하는 경우가 러더에 장착하는 것으로 고려될 수 있게 상기 러더 호른이 러더의 일부로 고려된다.) 이로써, 러더 스톡의 무게가 러더 스톡의 하단부 지역에 비-금속성 재료를 사용하여 전체 무게를 감소시키는 이점이 있다. 또한, 러더 스톡의 직경도 단조강으로 제조된 러더 스톡의 하단부 지역과 관련하여 감소시킬 수 있다.
비-금속성 재료로는 섬유-복합재료, 특히 탄소 섬유 복합재료가 사용된다. 또한, 섬유-복합 플라스틱 또는 그 밖의 다른 섬유-복합재료를 사용할 수도 있다. 탄소 섬유로는 특히 그라파이트 섬유를 사용할 수 있다. 비-금속성 재료의 사용, 특히 섬유-복합재료의 사용의 이점은 낮은 무게에 있으며, 그리고 섬유-복합재료의 경우에는 재료의 높은 경성과 강도에도 있다. 또한, 러더에 또는 개별적으로 러더 호른에 장착되고 그리고 최고 하중으로, 특히 굽힘 하중으로 충돌되는 러더 스톡의 부분이 있는 러더 스톡의 하단부 지역에 비-금속성 재료를 사용하는 것은 특히, 고압력을 받는 프로펠러를 가진 빠른 속도의 선박용으로 적합하다.
본 발명의 양호한 실시예에서, 러더 스톡의 상단부 지역과 하단부 지역과의 사이에 배치되고 양쪽 단부 지역과 연결된 중간 지역과 러더 스톡의 하단부 지역은, 비-금속성 재료, 특히 섬유-복합재료를 갖는다. 또한, 러더 스톡의 상단부 지역도 전체 러더 스톡이 비-금속성 재료를 갖거나 또는 개별적으로 비-금속성 재료로 제조되도록 비-금속성 재료를 가질 수 있다. 섬유-복합재료로 제조된 러더 스톡의 대부분의 설계가, 다른 것들 중에서도, 러더 스톡의 무게를 전체적으로 금속으로 제조한, 특히 단조강으로 제조한 종래 러더 스톡과 관련하여 상당히 감소시킬 수 있는 커다란 이점을 갖는다. 따라서, 섬유-복합재료로 제조된 본 발명에 따라 제작되는 러더 스톡은 단조강으로 제조된 대비되는 러더 스톡의 무게의 절반 내지 1/4 의 무게를 갖는다.
이러한 관계에서, 특히 바람직한 것은 러더 스톡이 주로 섬유-복합재료로 제조한 관(tube)으로 제작되는 것이다. 그러나, 적용 가능한 경우에, 선박의 조향기어와 결합한 러더 스톡의 상단부 지역도 또한 금속재료, 특히 단조강으로 제조할 수 있는 것이다. 단조강으로 제조된 상단부 지역은 섬유-복합재 관과 영구 연결된다. 금속재료로 제조된 러더 스톡의 상단부 지역의 설계는 결합지역에서 선박의 조향기어와 러더 스톡이 함께 있을 수 있게 개량될 수 있는 것이다. 상기 조향기어에 대한 러더 스톡의 상단부 지역의 결합은 예를 들어 볼트 작업을 통해 수행되거나 또는 당 기술분야에서 알려진 다른 적절한 연결수단을 통해서 실시된다.
본원에서, "관(tube)"이라는 용어는 어느 정도 긴 길이의 중공체(hollow body)를 의미하고, 기재된 섬유-복합재 관은 기술적인 제작 이유에 맞게 관의 전체 길이가 일정한 직경을 갖는 원통형으로 양호하게 설계된 것이다. 또한, 일반적으로, 러더 스톡에 있는 1개 이상의 다른 몸체들, 예를 들면 와인딩 맨드럴과 같은 것들이 섬유-복합재 중공체 내에 배열될 수 있다. 상기와 같은 러더 스톡을 생산하는 데에는, 당 기술분야에서 특히 알려진 감는(winding) 방법이 섬유-복합재료용으로 사용되며, 상기 섬유는 원통형의 와인딩 맨드럴 또는 그와 같은 것의 둘레를 감는다. 그런데, 일반적으로 상기 관은 또한, 러더 스톡의 상부 지역에서의 작은 힘으로 소형 직경으로도 충분하여, 경사진 원통형으로 또는 개별적으로 원추형으로 상단부 지역을 향하게 상기 관을 설계할 수도 있다. 러더 스톡의 상단부 지역을 금속으로 제조한 경우에, 금속 상단부 지역과 섬유-복합재 또는 개별적으로 탄소 섬유가 보강된 관 과의 사이의 연결은 특히, 섬유-복합재 관을 향하는 측에 상단부 지역이 섬유-복합재 관의 섬유가 둘레에 감길 수 있는 핀-형태 돌기(pin-like protrusion)를 갖게 하여 달성할 수 있다. 선택적으로 또는 추가적으로, 수지(resin) 또는 그와 같은 종류의 적절한 부착제에 의한 아교 접합(gluing)을 수행할 수 있다. 예를 들면, DE 20 2005 013 583 U1에 기재된 연결과 같이, 금속 재료로 제조된 상단부 지역과 섬유-복합재 관 과의 연결부를 러더 스톡의 상단부 지역과 중간 지역 과의 사이로 설계할 수 있다. 여기서, DE 20 2005 013 583 U1의 기재는 본 발명의 객체로서 참고로서 기재된 것이다.
이 실시예를 통해서, 하단부 지역에서 섬유-복합재료를 가진 러더 스톡은 상당히 용이한 방식으로 제작할 수 있다. 더우기, 러더 스톡의 중간 지역이 또한 러더 스톡의 하단부 지역과 중간 지역 과의 사이에 전이 지점(transition point)을 갖지 않게 섬유-복합재료로 제조되는 이점이 있다. 이러한 구성은 중간 지역이 섬유-복합재료로 제조되고 그리고 2개 단부 지역이 금속으로 제조되는 당 기술분야에서 알려진 러더 스톡과 대비되는 것이다. 종래 기술은 잠재적 취약 점(potential weak spot)이 하단부 지역과 중간 지역 사이의 연결 지역을 통하는 러더 스톡에서 일어난다. 또한, 이러한 연결 지역은 일반적으로 특별하게 높은 굽힘 하중을 가져서, 잠재적으로 러더 스톡에 손상을 줄 수 있는 것이다. 러더 스톡의 중간 지역과 상단부 지역 과의 사이의 연결 지역에서는 굽힘 하중이 대조적으로 상당히 낮아서, 이곳에선 손상을 예상하지 않는다. 또한, 하단부 지역과 상기 하단부 지역에 연결되는 러더 스톡의 중간 지역과의 사이에서 전이 지점을 갖지 않은 러더 스톡의 연속적인 설계인 경우에는, 소형의 러더 스톡의 횡단면을 선택할 수 있으며, 이러한 횡단면은 전체 러더의 무게와 치수에 유익한 것이다.
기술적 제작 이유에 맞게 러더 스톡은 섬유-복합재 관으로 설계되며, 따라서 중공 공간을 갖는다. 그리고, 일반적으로 비-금속성 재료로 제조된 육중한 러더 스톡의 설계를 고려할 수도 있다.
대형 치수의 러더인 경우에, 러더 스톡에 매우 높은 하중을 발휘하는 경우에도, 충분한 강도, 특히 굽힘 강도를 항시 보장하도록, 본 발명의 부가적인 양호한 실시예에서는 지지몸체를 러더 스톡의 하단부 지역에 설치한다. 이러한 지지몸체는 외력효과에 대항하여, 특히 굽힘 하중에 대하여 러더 스톡을 지지하게 설계된 것이다. 상기 지지몸체는 바람직하게 금속, 예를 들면 강(steel) 또는 스테인레스강으로 제조된다. 강으로 제조된 지지몸체는 개별적으로 이들의 재료 성질 또는 강도에 근거하여 보았을 때에 유익한 것이다. 상기 지지몸체는 예를 들어 선삭 선반 또는 그와 같은 종류의 수단으로 분리 제작되어, 하단부 지역에 제공되거나 또는 개별적으로 안에 삽입된다. 그러나, 일반적으로 예를 들어 섬유-복합 플라스틱 또는 그와 같은 종류의 비-금속성 재료로 제조된 지지몸체를 용이하게 설계할 수도 있다. 중공 방식으로 설계된 러더 스톡의 경우 또는 개별적으로 중공 방식으로 설계된 러더 스톡의 하단부 지역의 경우에는, 특히 러더 스톡의 내측에 지지몸체를 배치하는 이점이 있다. 이러한 면에서, 이 실시예는 섬유-복합재 관으로 설계된 러더 스톡이 제공되는 유익한 것이다. 하단부 지역에 지지몸체를 제공하는 방식은 러더 스톡 상의 최고 하중이 일반적으로 이곳에서 발생하기 때문에 유익한 것이다.
상기 지지몸체는 일반적으로 러더 스톡의 하단부 지역에 대한 외력효과에 대항하는 지지 효과가 일어나게 개별적으로 임의적인 적절한 형태 또는 치수로 설계된다. 중공 러더 스톡의 지지몸체를 러더 스톡의 내측에 배치하면, 지지몸체는 러더 스톡에 대하여 완전하게 또는 적어도 부분적으로 놓이게 바람직하게 설계되어서, 러더 스톡에 충돌하는 힘을 적어도 부분적으로 지지몸체로 전달할 수 있다. 이러한 구성은 특히 지지몸체가 상기 관과 영구 연결되는 연결관계에서 유익한 것이다. 한 편에선, 러더 스톡과 지지몸체 간의 상호 연결과 그에 따른 지지 효과의 향상이 있으며; 다른 한 편에선, 지지몸체가 최상의 지지 효과를 달성하는 위치에 항시 놓이게 보장이 이루어진다. 지지몸체의 선택된 재료, 치수 및 배열에 따라서, 지지몸체와 러더 스톡 간의 연결은 다른 적절한 방식으로 수행될 수 있다. 예를 들면, 수축 피팅(shrink fitting), 피팅 조립체의 설계 및 아교 접합(gluing)을 들 수 있다.
또한, 특히 러더 스톡의 하단부 지역 내측에 배치된 지지몸체의 경우에는, 탄소섬유 보강 몸체 쪽으로 설치 힘(installation forces)이 지나가도록 러더 블레이드 설치를 위한 힘 전달/장착 요소를 러더 스톡에 갖는 것이 좋다. 이러한 힘 전달/장착 요소는 바람직하게 러더 스톡으로부터 러더 스톡의 길이방향으로 돌출한다. 힘 전달/장착 요소는 러더 블레이드에 러더 스톡의 고정을 보장하도록 특정하게 설치될 수 있다. 특히 양호한 예의 실시예에서, 상기 힘 전달/장착 요소는 러더 블레이드에 배열된 너트, 특히 하이드로릭 너트 또는 그와 같은 종류의 것에 맞는 나사부(thread)를 갖는다.
지지몸체가 바람직하게 러더 스톡의 하단부 지역에 적어도 부분적으로 위치하는 본 발명의 다른 양호한 실시예에서는, 지지 지역 표면의 적어도 일부 지역이 구조적 및/또는 윤곽적으로 설계된다. 특히, 이 실시예는 내측에 배치된 지지몸체에서 유익한 것이고, 러더 스톡을 형성한 탄소섬유 보강 또는 개별적인 섬유-복합재 관은 둘레가 감겨져 있다. 지지몸체와 관 사이의 연결은 개별적으로 구조화(structuring) 또는 윤곽화(profiling)를 주어서 향상된다.
따라서, 상기 지지몸체는 바람직하게 탄성, 특히 굽힘 탄성적 성질을 갖게 설계된다. "탄성적(elastic)" 이라는 용어는 본원에선 지지몸체가 힘의 영향을 받는 상태에 있게 설계된 것으로 이해하며, 예를 들면 힘의 영향을 받는 경우에 지지몸체의 초기 형태는, 비록 아주 작게라도, 변화할 수 있고 그리고 작용 힘이 없어지면 지지몸체의 본래의 형태로 돌아올 수 있는 것이다. 이러한 면에서, 지지몸체의 굽힘 탄성적 설계는 러더 스톡의 하부 지역이 굽힘 동작에 의하여 주로 압력을 받게 되므로 유익한 것이다. 만일, 지지몸체 또는 그와 같은 부류의 것의 파손으로 바로 이끄는 고 하중을 이러한 탄력 설계 없이 적용을 받게 되면, 매우 높은 굽힘 하중의 경우에 상기 지지몸체는 구부려질 수 있을 것이다. 이러한 면에서, 지지몸체가 어느 정도 탄성적인 성질을 갖는 것은 유익한 것이다. 만일 적용 가능한 경우에, 형태의 작은 변화가 상술한 목적을 이루기에 충분한 것이다.
이 실시예에서는 양호하게 중공 몸체로서 지지몸체를 설계한다. 바람직하게 하단부 지역에서 러더 스톡의 내측에 삽입되어 러더 스톡에 놓인 지지몸체는, 중공 몸체로 설계되었기 때문에 높은 굽힘 하중의 경우엔 중공 공간 쪽으로 내향하여 변형할 수 있다. 러더 스톡에서 간극 없이 배열된 중량체로 설계된 지지몸체의 경우에, 이러한 형태의 탄성 변형, 특히 금속으로 제조된 지지몸체의 변형은 곤란할 것이다.
또한, 지지몸체는 2개 부분으로 바람직하게 설계된다. 즉, 양호하게 2개 지지몸체 부분 중의 적어도 1개, 특히 양호하게는 2개가 지지몸체 부분으로부터 돌출한 원주부, 특히 링 형상의 웨브(web)를 갖는다. 1개 지지몸체 부분은 특히 억지 끼워맞춤 조립에 의해 중공 공간을 형성하여 다른 1개 지지몸체 부분과 연결된다.
이 실시예를 통해서, 2개의 분리된 지지몸체 부분을 중공 공간을 형성한 지지몸체에 함께 결합되는 간단한 방식으로 설계할 수 있다. 이러한 사실은 러더 스톡의 제작과 설치를 상당히 간단하게 한다. 돌출 웨브는 양호하게 이들이 러더 스톡의 내부 면에 위치하여 러더 스톡을 지지하도록 외부 지역에 배치된다. 이제는 높은 굽힘 하중을 받으면, 상기 지지몸체의 웨브 지역이 중공 지역 쪽으로 내향 이동하여, 지지몸체를 손상하지 않고 구부러질 것이다. 또한, 일반적으로 이러한 사실은 상기 지지몸체를 2개 부분보다 많이 조립하여도 가능할 것이다.
러더 블레이드에 대한 러더 스톡의 연결과, 대응 넥(neck) 베어링에 러더 스톡의 장착은, 러더 스톡의 하단부 지역의 구역에서 수행한다. 양쪽 경우에, 힘은 여기에서는 외측으로부터 러더 스톡의 케이싱으로 가해진다. 상기 힘의 작용으로부터 러더 스톡을 보호하거나 또는 개별적으로 전체 안정성 또는 강도를 향상시키기 위해서, 바람직하게 보호 라이너가 제공된다. 상기 라이너는 상기 하단부 지역을 적어도 부분적으로 에워싼다. 따라서, 상기 보호 라이너는 바람직하게 원통형으로 설계된다. 또한, 양호하게 상기 보호 라이너는 러더 스톡의 외부 케이싱에 대한 전체 내부 면에 위치하고 그리고 예를 들어 수축 피팅 방식으로 적절한 고착 방법을 통해 러더 스톡과 영구 연결된다. 보호 라이너는 바람직하게 금속, 특히 스테인레스강으로 제조된다.
상술한 바와 같이, 러더 스톡의 최고 하중이 하단부 지역에 위치한 러더 블레이드 연결 지역에서 그리고/또는 넥 베어링의 러더 스톡의 장착 지역에서 일어나기 때문에, 상기 지지몸체는 바람직하게 상기 양측 지역 중의 한 지역에 또는 양측의 상술한 지역(넥 베어링과 러더 블레이드 연결부)에 양호하게 배치된다. 마찬가지로, 상기 보호 라이너는 양측 지역 중의 일측 또는 양측의 명명된 지역(named area)에 유익하게 배치된다.
또한, 본 발명의 목적은 러더 스톡의 하단부 지역을 통해 이루어진다. 상기 러더 스톡의 하단부 지역은 외력 효과에 대항하여 러더 스톡의 하단부 지역을 지지하는 지지몸체를 포함하고, 비-금속성 재료, 특히 섬유-복합재료가 둘레에 배치된다. 따라서, 상기 지지몸체는 비-금속성 재료에 의해 적어도 부분적으로 에워싸이거나 둘러싸인다. 섬유-복합재료를 사용하는 경우엔, 섬유가 지지몸체와 러더 스톡의 하단부 지역의 나머지 부분 사이에 최상의 상호접속이 이루어지도록 지지몸체 부분에 직접 감겨지거나 또는 지지몸체의 적어도 일 부분에 직접 감겨지므로 유익한 것이다.
또한, 본 발명의 목적은 선박, 특히 고압력을 받는 프로펠러를 가진 빠른 속도의 선박용 러더에 삽입되는 러더 스톡의 하단부 지역을 생산하는 방법을 통해 이루어진다. 상기 러더 스톡의 단부 지역을 지지하는 특히 금속으로 제조된 지지몸체는 외력효과에 대항하여 설치되고 그리고 섬유재료가 지지몸체의 둘레에 감긴다.
또한, 본 발명의 목적은 선박, 특히 고압력을 받는 프로펠러를 가진 속도가 빠른 선박용 러더의 러더 스톡을 생산하는 방법을 통해 이루어지며, 상기 방법은 다음의 단계를 포함하는 것이다.
a)특히 금속으로 제조된 지지몸체를 제공하는 단계,
b)와인딩 맨드럴을 제공하는 단계,
c)상기 지지몸체 옆에 와인딩 맨드럴을 배치하는 단계,
d)상기 지지몸체의 둘레와 와인딩 맨드럴의 둘레에 섬유 재료를 감는 동작을 통해서 섬유-복합재 관을 생성하는 단계,
e)만일 적용 가능한 경우에, 와인딩 맨드럴을 제거하는 단계, 및
f)만일 적용 가능한 경우에, 특히 금속 재료로 제조된 상단부 지역을 고정하며, 지지몸체로부터 멀리 향하는 섬유-복합재 관의 단부 상의 조향기어와 결합하는 단계.
본 발명에 따르는 방법의 경우에, 지지몸체 또는 개별적인 적어도 1개의 지지몸체 부분과 와인딩 맨드럴이 제공되고 그리고 양측 부분이 서로 간의 옆에, 특히 서로 인접하게 배치된다. 와인딩 맨드럴은 일반적으로 섬유-복합재료의 생산에서 흔히 사용되는 원통체이고, 섬유 재료가 둘레에 감긴다. 감기거나 또는 개별적으로 제작되는 몸체의 감김 및 감김작업을 완성한 후에, 상기 와인딩 맨드럴은 흔히 상기 몸체로부터 제거된다. 또한, 이러한 와인딩 맨드럴은 흔히 "맨드럴"로 언급된다. 그런데, 상기 와인딩 맨드럴은 또한 일반적으로 섬유-복합재 몸체를 감은 후에 섬유-복합재 관에 또는 개별적으로 섬유-복합재 관에 남아있는 상태로 제공될 수 있다. 이러한 사실은 특히, 비-원통형 와인딩 맨드럴의 경우에, 예를 들면 원추형 와인딩 맨드럴의 경우에 그러할 수 있다.
와인딩 맨드럴과 지지몸체를 정렬 배치한 후에, 섬유 재료가 러더 스톡 몸체를 형성하도록 상기 지지몸체와 상기 와인딩 맨드럴 둘레에 감긴다. 상기 와인딩 맨드럴은 적용 가능한 경우에는 감는 작업을 수행하고 그리고 섬유-복합재료로 제조된 러더 스톡 또는 각각의 러더 스톡의 부분을 감고 그리고 완성한 후에 제거된다. 또한, 적용 가능한 경우에, 특히 금속재료로 제조되고 선박의 조향기어와 결합하는 상단부 지역이 러더 스톡을 형성하는 섬유-복합재 관에 부착될 수 있다. 상기 지지몸체가 섬유-복합재 관의 하단부 지역에 배열됨으로써, 상기 상단부 지역은 지지몸체의 반대편에 위치한 섬유-복합재 관의 단부에 유익하게 배치된다.
상기 지지몸체는 바람직하게 2개의 부분으로 설계되고 그리고 제1지지몸체 부분 만이 상술한 a), c) 및 d)단계를 구현하는데 사용된다. 감기 작업을 완료하고 와인딩 맨드럴을 제거한 후에, 제2지지몸체 부분이 섬유-복합재 관 안으로 지지몸체로부터 멀리 향하는 섬유-복합 관의 단부를 통해 삽입되고 그리고 제1지지몸체 부분까지 이동된다. 다음, 상기 제2지지몸체 부분은 제1지지몸체 부분 및/또는 섬유-복합재 관과 양호하게 영구적으로 연결된다.
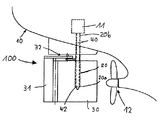
도1은 러더 트렁크에 배치된 러더 스톡을 가진 선박 후미 지역에 설치된 러더를 나타낸 도면이다.
도2는 러더 스톡을 나타낸 도면이다.
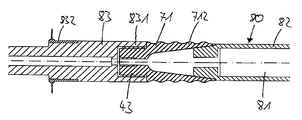
도3은 지지몸체를 가진 러더 스톡의 하단부 지역의 단면도 이다.
도4는 와인딩 맨드럴을 가진 제1지지몸체 지역의 단면도 이다.
도2는 러더 스톡을 나타낸 도면이다.
도3은 지지몸체를 가진 러더 스톡의 하단부 지역의 단면도 이다.
도4는 와인딩 맨드럴을 가진 제1지지몸체 지역의 단면도 이다.
도1은 본 발명에 따르는 러더 스톡(40)과, 러더 블레이드(30) 및 러더 트렁크(20)를 가진 러더(100)를 나타낸다. 외팔보로서 설계된 러더 트렁크(20)는 선체(10)와 상단부(20b)로 영구 연결된다. 하부 러더 트렁크 단부(20a)는 러더 블레이드(30) 내에 깊숙히 삽입된다. 러더 트렁크(20)는 중공 러더 트렁크 관으로 설계된다. 내부에서, 러더 트렁크의 상단부 지역은 선체(10)에 설치된 조향기어(11)와 연결된 본 발명에 따르는 러더 스톡(40)과 함께 배치된다. 러더 스톡(40)은 러더 블레이드(30) 내로 삽입된 전체 러더 트렁크(20)를 통하여 공급되고 그리고 러더 트렁크 단부(20a) 위로 돌출한다. 러더 스톡(40)의 하단부 지역(42)은 러더 블레이드(30)에 전체적으로 배치된다.
러더(100)는 휜 스티어링(fin steering)(32)으로 조향되는 휜(31)을 가진 스페이드 러더(spade rudder)로 설계되고 그리고 선체(10)의 이동방향으로 선박 프로펠러(12)의 뒤에 배치된다. 그러나, 일반적으로 반(semi)-스페이드 러더(러더 호른을 가짐)로 설계된 러더에 또는 임의적인 러더에 본 발명에 따르는 러더 스톡(40)을 용이하게 사용할 수도 있다. 상기 러더는 피봇 저널 베어링에 의해 단일 부품으로 장착된다.
도2는 러더 스톡(40)을 나타낸다. 상기 러더 스톡(40)은 3개 지역으로 즉, 러더 스톡의 상단부 지역(41)과, 러더 스톡의 중간 지역(45), 및 러더 스톡의 하단부 지역(42)으로 재분할된다. 러더 스톡의 상부와 하부 단부 지역(41, 42)은 각각 러더 스톡의 중간 지역(45)과 바로 인접한다. 선체(10)의 조향기어(11)에 연결되는 상단부 지역(41)은 단조강으로 제조된다. "단조강"은 탄소 함량이 0.8% 미만인 철(iron)을 의미한다. 대조적으로, 러더 스톡의 하단부 지역(42)과 러더 스톡의 중간 지역(45)은 섬유-복합재료, 특정하게는 탄소섬유로 제조된다. 특히, 러더 스톡의 중간 지역(45)과 하단부 지역(42)은 섬유-복합재료로 제조된 대부분 연속된 트렁크 관으로 만들어진다. 러더 스톡의 중간 지역(45)과 하단부 지역(42)의 섬유-복합재료의 감김(windings)은 도면 번호 '60'으로 표시하였다. 러더 스톡(40)에 대해 소직경을 가진 핀-형상 힘 전달/장착 요소(force transmitting/mounting element)(43)는 러더 스톡(40)의 축선방향으로 하단부 지역(42)으로부터 돌출한다. 단조강으로 제조된 상단부 지역(41)은 도면번호 '51'로 표시되며 러더 스톡의 중간 지역(45)을 향해 러더 스톡(40)의 축선방향으로 돌출한 핀을 갖고, 그 둘레에 상단부 지역(41)과 대면하는 러더 스톡의 중간 지역(45)의 구간이 감겨질 수 있다. 또한, 일반적으로 아교접착과 같은 다른 연결수단을 활용할 수 있다.
도3은 러더 스톡의 하단부 지역(42)의 길이방향의 단면을 나타낸다. 상기 하단부 지역(42)은 섬유-복합재료로 제조된 섬유-복합재 관(46)을 포함한다. 섬유-복합재 관(46)은 (주로) 러더 스톡(40)을 형성하며, 지지몸체(70)가 하단부 지역(42)에서 섬유-복합재 관(46)의 내측에 제공된다. 지지몸체(70)는 2개 부분으로 설계되며, 제1지지몸체 부분(71)과 제2지지몸체 부분(72)을 포함한다. 상기 제1지지몸체 부분(71)은 섬유-복합재 관(46)의 자유 단부(461)에 배치된다. 상기 부분(71)은 섬유-복합재 관(46)의 단부(461)에 배치된 베이스 몸체(711)를 포함한다. 상기 베이스 몸체(711)의 외측에서 원주둘레에 배치된 섬유-복합재 관(46)에 위치한 웨브(712)는, 베이스 몸체로부터 섬유-복합재 관(46) 내로 돌출한다. 전체 제1지지몸체 부분(71)은 섬유-복합재 관(46)의 내측에 전체적으로 위치한다. 상기 돌출 웨브(protruding web)는 웨브 사이의 중공 공간이 베이스 몸체(711)로부터 원추형태로 이격 팽창하게 단부쪽으로 경사진다. 제1지지몸체 부분(71)의 외부 지역 또는 각각의 외부 면은, 파도형상 또는 각각의 윤곽으로 나타내는 방식으로 설계된다. 러더 스톡(40)보다 작은 횡단면을 가진 대부분 원통형의 힘 전달/장착 요소(43)는, 러더 스톡(40)으로부터 멀어지는 방향으로 베이스 몸체(711)로부터 돌출한다. 힘 전달/장착 요소(43)의 표면에는 나사부(431)가 제공된다. 유압 너트(33)가 힘 전달/장착 요소(43)의 나사부(431)와 나사 결합한다. 한 편에선, 상기 유압 너트(33)가 러더 블레이드(30)에 러더 스톡(40)을 고정하도록 설계되고, 다른 한 편에선, 유압 너트(33)는 러더 블레이드 연결에서 러더 블레이드(30)와 러더 스톡 과의 사이에 억지 끼워맞춤 조립(interference fit assembly)을 생성한다. 이러한 러더 블레이드 연결 지역(301)에서, 러더 블레이드(30)는 억지 끼워맞춤 조립에 의해서 하단부 지역(42)에서 러더 스톡(40)을 에워싸는 스테인레스강으로 제조된 보호 라이너(47)에 또는 러더 스톡(40)에 인접한다. 보호 라이너(47)는 섬유-복합재 관(46)의 외부 케이싱에 위치하고 그리고 러더 트렁크(20)의 하부 러더 트렁크 단부(20a)까지 섬유-복합재 관(46)의 자유 단부(461)로부터 전체 러더 블레이드 연결 지역(301)의 위로 신장 된다. 베어링(넥 베어링)(21)은 러더 트렁크(20) 내의 러더 스톡(40)의 장착용으로 보호 라이너(47)와 러더 트렁크(20) 사이에 제공된다. 러더 블레이드 연결 지역(301)에서, 러더 스톡(40)은 자유 단부(461) 쪽으로 원추형으로 경사지게 설계된다.
제1지지몸체 부분(71)과 유사하게, 제2지지몸체 부분(72)도 섬유-복합재 관(46)의 내측을 향하여 전체 외부 면이 위치하고 그리고 주된 질량의 베이스 몸체(721)를 갖는다. 베이스 몸체(721)의 외측에 배치된 원주부의 웨브(722)는 섬유-복합재 관(46)의 자유 단부(461)의 방향으로 상기 베이스 몸체(721)로부터 돌출한다. 웨브(712, 722)의 단부 지역에서, 제1 및 제2지지몸체 부분(71, 72)은 웨브(712, 722)의 인접한 쐐기-형태 단부 지역의 억지 끼워맞춤 조립으로 연결된다. 웨브(712, 722)와 베이스 몸체(711, 721)에 의해 경계되는 중공 공간(73)을 포함하는 지지몸체(70)는, 상기 웨브 지역에서 2개의 지지몸체 부분(71, 72)를 연결하여서 형성된다. 양측 베이스 몸체(711, 721)와 힘 전달/장착 요소(43)는 나사 로드(rod) 또는 그와 같은 종류의 것을 공급 통과시키기 위한 대략 중앙에 설정된 관통 구멍(bore hole)(7111, 7121)을 갖는다. 중공 공간을 통해서, 러더 블레이드 연결 지역(301)과 넥 베어링(21) 사이의 최대 하중 지역에서의 지지몸체(70)는, 중공 공간(73) 안으로 탄력적으로 변형되어, 임의 형태의 스프링 효과를 발생한다.
도4는 도3의 제1지지몸체 부분(71)을 나타낸다. 웨브(712)의 내측을 향하여 원주둘레에 그 전체 면이 위치한 와인딩 맨드럴(80)의 단부 지역이 웨브(712) 내측과 결합한다. 상기 와인딩 맨드럴(80)은 원통형 롤러(81)를 포함한다. 상기 원통형 롤러에는, 제1지지몸체 부분(71)의 치수에 맞게 또는 감겨지는 러더 스톡(40)의 치수에 맞게 개조된 맨드럴 어댑터(82)가 배치된다. 지지몸체 부분(71)의 힘 전달/장착 요소(43)는 유지 공구(83)의 플랜지(831)에 의해 유지된다. 또한, 상기 유지 공구(83)는 네일 칼라(nail collar)(832)를 갖는다. 롤러 또는 스풀에 감겨진 섬유 재료(여기서는 도시 않음)가 상기 네일 칼라 둘레에 부착된다. 상기 네일 칼라(832)에 의해 유지된 감김 재료(wound material)는 제1지지몸체 부분(71)의 윤곽진 외부 지역의 둘레에 감겨지고, 그리고 부가로 와인딩 맨드럴(80) 둘레에 감겨져 섬유-복합재 관(46)을 형성한다. 섬유-복합재 관(46)을 완성한 후에, 감김 코어(80)와 가능하다면 유지 공구(83)는 제1지지몸체 부분(71)의 홀더(holder)로부터 제거된다. 또한, 이제는 제2지지몸체 부분(72)이 배치된 섬유-복합재 관(46)의 단부를 통해 삽입될 수 있고, 제1지지몸체 부분(71)에서 제거되고 그리고 제1지지몸체 부분(71)까지 이동될 수 있다. 2개의 지지몸체 부분(71, 72)을 함께 연결하자마자, 억지 끼워맞춤 조립이 지지몸체(70)가 수립되게 양측 부분 사이에서 수립된다. 상기 억지 끼워맞춤 조립은 예를 들어 섬유-복합재 관(46) 안에 삽입하기 전에 제2지지몸체 부분(72)을 냉각하고(icing), 이어서 관(46)에서 가열하여(heating) 실시할 수 있다.
100: 러더
10: 선체 11: 조향기어 12: 선박 프로펠러
20: 러더 트렁크 20a: 하부 러더 트렁크 단부
20b: 상부 러더 트렁크 단부 21: 넥 베어링
30: 러더 블레이드 31: 휜 32: 휜 스티어링 33: 유압 너트
301: 러더 블레이드 연결 지역
40: 러더 스톡 41: 상단부 지역 42: 하단부 지역
43: 힘 전달/장착 요소 45: 러더 스톡의 중간 지역 46: 섬유-복합재 관
47: 보호 라이너(liner) 431: 나사부 461: 자유 단부
51: 핀
60: 섬유-복합재 재료의 감김부(windings)
70: 지지몸체 71: 제1지지몸체 부분 72: 제2지지몸체 부분
73: 중공 공간 711: 베이스 몸체 712: 웨브 721: 베이스 몸체
722: 웨브 7111: 관통 구멍 7121: 관통 구멍
80: 와인딩 맨드럴 81: 롤러 82: 맨드럴 어댑터 83: 유지 공구
831: 플랜지 832: 네일 칼라
10: 선체 11: 조향기어 12: 선박 프로펠러
20: 러더 트렁크 20a: 하부 러더 트렁크 단부
20b: 상부 러더 트렁크 단부 21: 넥 베어링
30: 러더 블레이드 31: 휜 32: 휜 스티어링 33: 유압 너트
301: 러더 블레이드 연결 지역
40: 러더 스톡 41: 상단부 지역 42: 하단부 지역
43: 힘 전달/장착 요소 45: 러더 스톡의 중간 지역 46: 섬유-복합재 관
47: 보호 라이너(liner) 431: 나사부 461: 자유 단부
51: 핀
60: 섬유-복합재 재료의 감김부(windings)
70: 지지몸체 71: 제1지지몸체 부분 72: 제2지지몸체 부분
73: 중공 공간 711: 베이스 몸체 712: 웨브 721: 베이스 몸체
722: 웨브 7111: 관통 구멍 7121: 관통 구멍
80: 와인딩 맨드럴 81: 롤러 82: 맨드럴 어댑터 83: 유지 공구
831: 플랜지 832: 네일 칼라
Claims (22)
- 선박용 러더(100)의 러더 스톡(40)에 있어서, 러더(100) 내에 삽입되고 그리고 러더(100)에 장착되는 러더 스톡(40)의 적어도 하단부 지역(42)이 비-금속성 재료, 특히 섬유-복합재료를 갖는 것을 특징으로 하는 러더 스톡.
- 제1항에 있어서, 상기 러더 스톡(40)은 주로 섬유-복합재료로 제조된 관으로 구성되고; 적용가능한 경우에, 선박의 조향기어(11)에 결합된 러더 스톡(40)의 상단부 지역(41)은 금속 재료로 제조되는 것을 특징으로 하는 러더 스톡.
- 제1항 또는 제2항에 있어서, 상기 러더 스톡(40)의 하단부 지역(42)에서, 특히 금속으로 제조된 지지몸체(70)가 외력에 대항하여 러더 스톡(40)을 지지하게 제공되고; 상기 지지몸체(70)는 러더 스톡(40) 내측에 바람직하게 배치된 것을 특징으로 하는 러더 스톡.
- 제3항에 있어서, 적어도 하단부 지역(42)의 러더 스톡(40)은 비-금속성 재료, 특히 섬유-복합재료로 제조된 관을 포함하고; 상기 지지몸체(70)는 상기 관의 내측에 배치되고 그리고 상기 관에 영구 연결된 것을 특징으로 하는 러더 스톡.
- 제3항 또는 제4항에 있어서, 상기 지지몸체(70)는 러더 블레이드(30)에 러더 스톡(40)을 고정하기 위해 러더 스톡(40)의 하단부 지역(42)으로부터 돌출하는 힘 전달/장착 요소(43)를 포함하는 것을 특징으로 하는 러더 스톡.
- 제3항 내지 제5항 중 어느 한 항에 있어서, 상기 지지몸체(70)의 표면의 적어도 1개 부분의 지역이 구조적 및/또는 윤곽적인 방식으로 설계된 것을 특징으로 하는 러더 스톡.
- 제3항 내지 제6항 중 어느 한 항에 있어서, 상기 지지몸체(70)는 탄성적으로, 특히 굽힘 탄성적으로 설계된 것을 특징으로 하는 러더 스톡.
- 제3항 내지 제7항 중 어느 한 항에 있어서, 상기 지지몸체(70)는 중공 몸체로 설계된 것을 특징으로 하는 러더 스톡.
- 제8항에 있어서, 상기 지지몸체(70)는 2개의 부분으로 설계되고; 바람직하게 2개의 지지몸체 부분(71, 72) 중의 적어도 1개의 부분은, 특히 바람직하게는 양쪽 부분은 지지몸체 부분(71; 72)으로부터 돌출하는 원주부, 특히 링 형상의 웨브(712; 722)를 갖고, 상기 지지몸체 부분은 특히 억지 끼워맞춤 조립에 의해 중공 공간(73)을 형성하여 다른 지지몸체 부분과 연결될 수 있는 것을 특징으로 하는 러더 스톡.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 상기 러더 스톡(40)은 적어도 그 하단부 지역(42)에서 특히 금속으로 제조된 러더 스톡(40)을 에워싸는 보호 라이너(47)를 포함하는 것을 특징으로 하는 러더 스톡.
- 러더 블레이드(30)와 러더 스톡(40)을 포함하며, 러더 스톡(40)이 부분적으로 러더 블레이드(30) 내에 삽입되고 그리고 적어도 부분적으로 러더 블레이드(30)에 배치된 러더 스톡(40)의 하단부 지역(42)이 러더 블레이드(30)에 배치된 베어링(21)에 의해 장착되는 선박용 러더(100)에서, 상기 러더 스톡(40)의 적어도 하단부 지역(42)은 비-금속 재료, 특히 섬유-복합재료를 갖는 것을 특징으로 하는 선박용 러더.
- 제11항에 있어서, 러더 스톡(40)의 하단부 지역(42)에서, 특히 금속으로 제조된 지지몸체(70)는 외력효과에 대항하여 러더 스톡(40)을 지지하기 위해 제공되고; 상기 지지몸체(70)는 러더 블레이드(30)에서 러더 스톡(40)의 장착 지역에 배치되고 그리고/또는 러더 스톡(40) 상의 러더 블레이드 연결(301) 지역에 배치되는 것을 특징으로 하는 선박용 러더.
- 제11항 또는 제12항에 있어서, 하단부 지역(42)에, 특히 금속으로 제조된 러더 스톡(40)을 에워싼 보호 라이너(47)가 제공되고; 상기 보호 라이너(47)는 러더 블레이드(30)에서 러더 스톡(40)의 장착 지역에 배치되고 그리고/또는 러더 스톡(40) 상의 러더 블레이드 연결(301) 지역에 배치되는 것을 특징으로 하는 선박용 러더.
- 제11항 내지 제13항 중 어느 한 항에 있어서, 상기 러더(100)는 청구항 제1항 내지 제10항 중 어느 한 항에 따르는 러더 스톡(40)을 포함하는 것을 특징으로 하는 선박용 러더.
- 선박용 러더(100) 내에 삽입되고 그리고 러더(100)에 장착되는 러더 스톡(40)의 하단부 지역(42)에 있어서, 상기 하단부 지역(42)은 외력효과에 대항하여 러더 스톡(40)의 하단부 지역(42)을 지지하는, 특히 금속으로 제조된 지지몸체(70)를 포함하고, 비-금속성 재료, 특히 섬유-복합재료가 그 둘레에 배치된 것을 특징으로 하는 러더 스톡의 하단부 지역.
- 제15항에 있어서, 지지몸체(70)는 청구항 제5항 내지 제9항 중 어느 한 항에 따라 설계된 것을 특징으로 하는 러더 스톡의 하단부 지역.
- 선박용 러더(100) 내에 삽입되어 러더에 장착되는 러더 스톡(40)의 하단부 지역(42)을 생산하는 방법에 있어서, 특히 금속으로 제조된 지지몸체(70)가 외력효과에 대항하여 러더 스톡(40)의 하단부 지역(42)을 지지하기 위해 제공되고 그리고 섬유재료가 상기 지지몸체(70)의 둘레에 적어도 부분적으로 감겨지는 것을 특징으로 하는 방법.
- 제17항에 있어서, 상기 방법에 의해, 청구항 제15항 또는 제16항에 따르는 하단부 지역(42)이 생산되는 것을 특징으로 하는 방법.
- 선박용 러더(100)의 러더 스톡(40)을 생산하는 방법으로서, 상기 방법은:
a)특히 금속으로 제조된 지지몸체(70)를 제공하는 단계와,
b)와인딩 맨드럴(80)을 제공하는 단계와,
c)상기 지지몸체(70)의 옆에 와인딩 맨드럴(80)을 배열하는 단계와,
d)상기 지지몸체(70)의 둘레와 와인딩 맨드럴(80)의 둘레에 섬유재료를 감아서 섬유-복합재 관(46)을 생성하는 단계와,
e)적용 가능한 경우에, 와인딩 맨드럴(80)을 제거하는 단계, 및
f)적용 가능한 경우에, 특히 금속 재료로 제조된 상단부 지역(41)을 고정하며, 지지몸체(70)로부터 멀리 향하는 섬유-복합재 관(46)의 단부에서 조향기어(11)와 결합하는 단계를 포함하는 것을 특징으로 하는 방법. - 제19항에 있어서, 상기 지지몸체(70)는 2개 부분으로 설계되고 그리고 제1지지몸체 부분(71)은 a), c) 및 d) 단계에 사용되고; 그리고 제2지지몸체 부분(72)은, e)단계를 수행한 후에 제1지지몸체 부분(71)으로부터 멀리 향하는 섬유-복합재 관(46)의 단부를 통해서 섬유-복합재 관(46) 내에 삽입되고, 제1지지몸체 부분(71)까지 섬유-복합재 관(46)을 통해 이동되고 그리고 제1지지몸체 부분(71) 및/또는 섬유-복합재 관(46)에 연결되는 것을 특징으로 하는 방법.
- 제19항 또는 제20항에 있어서, 상기 방법에 의해, 러더 스톡(40)이 청구항 제1항 내지 제10항 중 어느 한 항에 따라서 생산되는 것을 특징으로 하는 방법.
- 선박용 러더의 러더 스톡을:
a)특히 금속으로 제조된 지지몸체(70)의 제공,
b)와인딩 맨드럴(80)의 제공,
c)상기 지지몸체(70)의 옆에 와인딩 맨드럴(80)의 배열,
d)상기 지지몸체(70)의 둘레와 와인딩 맨드럴(80)의 둘레에 섬유재료를 감아서 섬유-복합재 관(46)을 생성,
e)적용 가능한 경우에, 와인딩 맨드럴(80)의 제거, 및
f)적용 가능한 경우에, 특히 금속재료로 제조된 상단부 지역(41)을 고정하며, 지지몸체(70)로부터 멀리 향하는 섬유-복합재 관(46)의 단부에서 조향기어(11)와 결합하여 얻을 수 있는 선박용 러더의 러더 스톡.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009015234.2 | 2009-04-01 | ||
| DE102009015234 | 2009-04-01 | ||
| DE102009022989A DE102009022989A1 (de) | 2009-04-01 | 2009-05-28 | Ruderschaft |
| DE102009022989.2 | 2009-05-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20100109877A true KR20100109877A (ko) | 2010-10-11 |
| KR101625686B1 KR101625686B1 (ko) | 2016-05-30 |
Family
ID=42338250
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020100029922A KR101625686B1 (ko) | 2009-04-01 | 2010-04-01 | 러더 스톡 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US8720358B2 (ko) |
| EP (1) | EP2236410B1 (ko) |
| JP (1) | JP5472856B2 (ko) |
| KR (1) | KR101625686B1 (ko) |
| CN (1) | CN101857083B (ko) |
| DE (1) | DE102009022989A1 (ko) |
| DK (1) | DK2236410T3 (ko) |
| ES (1) | ES2461151T3 (ko) |
| HR (1) | HRP20140393T1 (ko) |
| PL (1) | PL2236410T3 (ko) |
| PT (1) | PT2236410E (ko) |
| SG (1) | SG165298A1 (ko) |
| SI (1) | SI2236410T1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101246895B1 (ko) * | 2010-11-12 | 2013-04-01 | 삼성중공업 주식회사 | 선박 동력전달장치 및 이를 이용한 선박 |
| KR101504949B1 (ko) * | 2011-08-17 | 2015-03-23 | 티센크루프 마린 시스템즈 게엠베하 | 수중운송수단용 방향타 장치 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2824762T3 (es) * | 2011-10-17 | 2021-05-13 | Becker Marine Systems Gmbh | Dispositivo para maniobrar una embarcación y procedimiento para fabricar un dispositivo de maniobra para embarcaciones |
| CN102991661B (zh) * | 2012-09-30 | 2015-08-19 | 浙江联洋复合材料有限公司 | 碳纤维船舵舵杆及其制造方法 |
| US8584610B1 (en) | 2013-03-07 | 2013-11-19 | Corning Townsend | Spring loaded geared flap rudder |
| NO336848B1 (no) * | 2013-03-08 | 2015-11-16 | Rolls Royce Marine As Rudders | Roranordning |
| CN107021198A (zh) * | 2017-06-09 | 2017-08-08 | 浙江舟山博斯特船舶设计研究院有限公司 | 一种用于船舶的舵系装置 |
| CN107554742A (zh) * | 2017-09-15 | 2018-01-09 | 南通如港船舶配套机械有限公司 | 一种船舶舵杆 |
| US10935068B2 (en) * | 2017-11-16 | 2021-03-02 | Goodrich Corporation | Designs and methods of making of joints for composite components under dominant bending load |
| DE102019001585A1 (de) * | 2019-03-08 | 2020-09-10 | Ralph Funck | Faserverbundstrebe |
| CA3162743A1 (en) * | 2019-12-23 | 2021-09-30 | Bernard Bentgen | Marine wake adapted rudder assembly |
| CN111661303B (zh) * | 2020-06-17 | 2022-01-11 | 东台市海鹏船舶配件厂 | 一种夹持分离式船用舵承舵杆结构 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3919962A (en) * | 1971-09-13 | 1975-11-18 | Turnbull Marine Design | Rudder arrangements for ships |
| DE8222839U1 (de) | 1982-08-13 | 1983-05-05 | Arendts, Franz Joseph, Prof., 8000 München | Anschlußverbindung für treibende oder angetriebene Hohlwellen aus Faserverbundwerkstoff |
| DE3742255C1 (de) * | 1987-12-12 | 1989-05-18 | Uni Cardan Ag | Verfahren zum Herstellen von Wellen |
| US5215413A (en) * | 1991-07-26 | 1993-06-01 | Westinghouse Electric Corp. | Composite-to-metal shaft joint |
| FR2693701B1 (fr) * | 1992-07-16 | 1994-09-02 | France Etat Armement | Safrans pour navires de moyen et gros tonnage. |
| US5415122A (en) * | 1993-10-13 | 1995-05-16 | The United States Of America As Represented By The Secretary Of The Navy | Twisted rudder for a vessel |
| US5456200A (en) * | 1993-10-13 | 1995-10-10 | The United States Of America As Represented By The Secretary Of The Navy | Rudder for reduced cavitation |
| DE19524903A1 (de) * | 1995-07-08 | 1997-04-30 | Inst Kraftfahrwesen Rwth Aache | Wellenförmige Kraftübertragungseinrichtung in faserverstärkte Rahmenstrukturen sowie Verfahren zu ihrer Herstellung |
| US6227131B1 (en) * | 1997-05-19 | 2001-05-08 | Tides Marine, Inc. | Sailboat rudder having a monocoque structure |
| US6464591B1 (en) * | 1998-06-26 | 2002-10-15 | Ntn Corporation | Power transmission shaft |
| JP3296328B2 (ja) | 1999-05-11 | 2002-06-24 | 株式会社豊田自動織機 | 繊維強化プラスチック製パイプ |
| DE10205657C2 (de) * | 2001-04-03 | 2003-12-24 | Eurocopter Deutschland | Verfahren zur Herstellung einer rohrförmigen, torsions-und biegesteifen Antriebswelle |
| DE202005013583U1 (de) | 2005-06-30 | 2005-11-03 | Becker Marine Systems Gmbh & Co. Kg | Ruderschaft für Ruder für Wasserfahrzeuge |
| KR200410384Y1 (ko) * | 2005-12-21 | 2006-03-08 | 삼성중공업 주식회사 | 스페이드 러더 |
| DE202007012480U1 (de) * | 2007-09-05 | 2007-11-29 | Becker Marine Systems Gmbh & Co. Kg | Ruder für Schiffe |
| DE102007044698B4 (de) * | 2007-09-19 | 2010-04-15 | Blohm + Voss Industries Gmbh | Verfahren zur Herstellung von Flügelelementen |
-
2009
- 2009-05-28 DE DE102009022989A patent/DE102009022989A1/de not_active Ceased
-
2010
- 2010-03-25 DK DK10157753.4T patent/DK2236410T3/da active
- 2010-03-25 PL PL10157753T patent/PL2236410T3/pl unknown
- 2010-03-25 SI SI201030595T patent/SI2236410T1/sl unknown
- 2010-03-25 PT PT101577534T patent/PT2236410E/pt unknown
- 2010-03-25 ES ES10157753.4T patent/ES2461151T3/es active Active
- 2010-03-25 EP EP10157753.4A patent/EP2236410B1/de active Active
- 2010-03-29 SG SG201002219-2A patent/SG165298A1/en unknown
- 2010-03-30 JP JP2010078926A patent/JP5472856B2/ja not_active Expired - Fee Related
- 2010-04-01 CN CN201010141580.8A patent/CN101857083B/zh active Active
- 2010-04-01 US US12/752,498 patent/US8720358B2/en not_active Expired - Fee Related
- 2010-04-01 KR KR1020100029922A patent/KR101625686B1/ko active IP Right Grant
-
2014
- 2014-04-30 HR HRP20140393AT patent/HRP20140393T1/hr unknown
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101246895B1 (ko) * | 2010-11-12 | 2013-04-01 | 삼성중공업 주식회사 | 선박 동력전달장치 및 이를 이용한 선박 |
| KR101504949B1 (ko) * | 2011-08-17 | 2015-03-23 | 티센크루프 마린 시스템즈 게엠베하 | 수중운송수단용 방향타 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5472856B2 (ja) | 2014-04-16 |
| SI2236410T1 (sl) | 2014-08-29 |
| EP2236410A3 (de) | 2012-03-14 |
| US8720358B2 (en) | 2014-05-13 |
| PL2236410T3 (pl) | 2014-07-31 |
| CN101857083B (zh) | 2014-11-12 |
| KR101625686B1 (ko) | 2016-05-30 |
| DE102009022989A1 (de) | 2010-10-14 |
| DK2236410T3 (da) | 2014-05-12 |
| US20100251951A1 (en) | 2010-10-07 |
| EP2236410B1 (de) | 2014-03-05 |
| PT2236410E (pt) | 2014-05-07 |
| ES2461151T3 (es) | 2014-05-16 |
| JP2010241420A (ja) | 2010-10-28 |
| EP2236410A2 (de) | 2010-10-06 |
| SG165298A1 (en) | 2010-10-28 |
| HRP20140393T1 (hr) | 2014-06-06 |
| CN101857083A (zh) | 2010-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20100109877A (ko) | 러더 스톡 | |
| JP2010241420A6 (ja) | ラダーストック | |
| CN101380996B (zh) | 船舵 | |
| US4256412A (en) | Rod-shaped connecting element | |
| EP1739008B1 (de) | Ruderschaft für Ruder für Wasserfahrzeuge | |
| JP2014502232A (ja) | 補強支柱を有する自動車車体 | |
| CN101668650A (zh) | 用于扭转梁的应力减小内部套筒及相关的方法 | |
| US8388001B2 (en) | Transverse control arm | |
| CN101151458A (zh) | 用于风力发电机的叶片 | |
| US11230154B2 (en) | Connection system for connecting a damping unit of a motor vehicle inside a wheel suspension of said vehicle | |
| CA2632002A1 (en) | Web-winding core | |
| KR101504949B1 (ko) | 수중운송수단용 방향타 장치 | |
| CN103661632A (zh) | 由复合材料的两个管道和支柱构成的机动车辆的仪表盘横梁 | |
| KR102168942B1 (ko) | 선박용 추진시스템 | |
| JP2017534793A (ja) | 風力タービンロータブレード | |
| US10703454B2 (en) | Modular propulsion unit nozzle | |
| JP2019094953A (ja) | 筒状構造体 | |
| EP0703144B1 (en) | Method for manufacturing a bearing structure for a spacecraft, and bearing structure | |
| US2712462A (en) | Jointed connecting piece, especially for motor vehicle steering gears | |
| CN102338247A (zh) | 一种可调桨内油管连接与支撑组合装置 | |
| GB2452357A (en) | Screw connection | |
| US20220402322A1 (en) | Vehicle rigid axle and method of manufacturing same | |
| US20220025922A1 (en) | Production assembly and method for hybrid composite driveshaft tube | |
| CN112722181A (zh) | 可快速装拆和动态调载的大型浮体连接的铆销式连接装置 | |
| WO2020145115A1 (ja) | 船舶用プロペラ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |