KR101170116B1 - Extrusion molding object cutting apparatus - Google Patents
Extrusion molding object cutting apparatus Download PDFInfo
- Publication number
- KR101170116B1 KR101170116B1 KR1020100126759A KR20100126759A KR101170116B1 KR 101170116 B1 KR101170116 B1 KR 101170116B1 KR 1020100126759 A KR1020100126759 A KR 1020100126759A KR 20100126759 A KR20100126759 A KR 20100126759A KR 101170116 B1 KR101170116 B1 KR 101170116B1
- Authority
- KR
- South Korea
- Prior art keywords
- molding
- support
- bed
- pressing member
- clamping means
- Prior art date
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 52
- 238000001125 extrusion Methods 0.000 title claims abstract description 12
- 238000000465 moulding Methods 0.000 claims abstract description 63
- 238000003825 pressing Methods 0.000 claims abstract description 54
- 239000000463 material Substances 0.000 claims abstract description 9
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 7
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 7
- 230000006835 compression Effects 0.000 claims description 7
- 238000007906 compression Methods 0.000 claims description 7
- 238000002788 crimping Methods 0.000 claims description 6
- 238000000034 method Methods 0.000 claims description 6
- 230000000149 penetrating effect Effects 0.000 claims description 3
- 239000012778 molding material Substances 0.000 claims description 2
- 238000012805 post-processing Methods 0.000 abstract description 3
- 238000004519 manufacturing process Methods 0.000 abstract description 2
- 238000012545 processing Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 230000001174 ascending effect Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D23/00—Machines or devices for shearing or cutting profiled stock
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D33/00—Accessories for shearing machines or shearing devices
- B23D33/02—Arrangements for holding, guiding, and/or feeding work during the operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/08—Means for actuating the cutting member to effect the cut
- B26D5/086—Electric, magnetic, piezoelectric, electro-magnetic means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/26—Means for mounting or adjusting the cutting member; Means for adjusting the stroke of the cutting member
- B26D7/2628—Means for adjusting the position of the cutting member
Abstract
본 발명은 압출 성형물 정단장치에 관한 것으로서, 알루미늄 소재로 압출된 성형물(A)을 다수의 로울러(R)가 구비된 이송대(1)의 상부에 안치시켜 이동시키면서 일정길이로 절단하도록 된 압출 성형물 절단장치(100)에 있어서,
상기 압출 성형물 절단장치(100)는, 베이스(101)의 상부에 대응되는 제1지지대(102) 사이에 설치되어 상기 이송대(1)를 통해 공급되는 성형물(A)을 안치시켜 상하 이동가능한 제1베드(111)와, 상기 제1베드(111)의 상부로부터 승강 가능하게 설치되어 성형물을 클램핑하는 제1압착부재(112)와, 상부에 한 쌍의 실린더(103)가 구비되어 상기 제1베드(111)를 승강 가능하게 떠받치며, 양측에는 가이드로드(104)가 관통 설치된 슬라이드블럭(113)과, 상기 제1지지대(102)의 측면으로부터 설치되어 성형물(A)의 측면을 가압/해제시키는 제1가압부재(114)를 포함하여서 된 제1클램핑수단(110)과; 상기 제1클램핑수단(110)의 전방으로부터 이격 설치되어 슬라이드블럭(113)을 전후 조정하는 유압실린더(S)와; 상기 제1클램핑수단(110)의 후방에 상호 대응되는 제2지지대(105) 사이에 설치되어 상기 제1베드(111)를 통해 이송되는 성형물(A)을 받쳐주는 제2베드(121)와, 상기 제2베드(121)의 상부로부터 승강 가능하게 설치되어 성형물을 클램핑하는 제2압착부재(122)와, 상기 제2지지대(105)의 측면으로부터 설치되어 성형물(A)의 측면을 가압/해제시키는 제2가압부재(123)를 포함하여서 된 제2클램핑수단(120)과; 상기 제1클램핑수단(110)과 제2클램핑수단(120)이 설치되는 베이스(101) 내에 전후 및 상하 이송가능하게 설치되어 성형물을 절단하는 커팅수단(130);으로 구성된 것을 특징으로 하는바, 성형물을 홀딩하고 절단하고자 하는 길이만틈 이송대 및 성형물이 안치되는 제1베드의 상면으로부터 이격시켜 이동시켜 고정하고, 절단하는 방식을 통해 가공물을 얻기 때문에 절단시 발생한 칩에 의해 특히 성형물의 이동시 저부에 마찰로 인해 발생하는 스크래치 현상을 최소화하여 별도의 후 가공이 필요 없게 되어 제품 가공제작에 따른 품질을 높이고, 생산성을 높일 수 있는 효과가 있다.The present invention relates to an extrusion molding cutting device, wherein an extrusion molded product (A) extruded from an aluminum material is cut into a predetermined length while being placed on the upper portion of a feed table (1) equipped with a plurality of rollers (R). In the cutting device 100,
The extrusion molding cutting device 100 is installed between the first support (102) corresponding to the upper portion of the base 101, the movable material is placed up and down by placing the molding (A) supplied through the conveying table (1) The first bed 111, the first pressing member 112 is installed so as to be lifted from the top of the first bed 111 to clamp the molding, and a pair of cylinders 103 are provided on the first Supporting the bed 111 to be elevated, both sides are provided from the slide block 113 is installed through the guide rod 104 and the side of the first support 102 to press / release the side of the molding (A) A first clamping means (110) comprising a first pressing member (114) to make; A hydraulic cylinder S installed spaced apart from the front of the first clamping means 110 to adjust the slide block 113 back and forth; A second bed 121 installed between the second support 105 corresponding to the rear of the first clamping means 110 to support the molding A transferred through the first bed 111; The second pressing member 122 is installed from the upper portion of the second bed 121 so as to be lifted and clamped to the molding, and is installed from the side of the second support 105 to press / release the side of the molding A. A second clamping means (120) comprising a second pressing member (123) to make; The first clamping means 110 and the second clamping means 120 is installed in the base 101 is installed so as to be capable of forward and backward and up and down transport cutting means 130 for cutting the molding; Since the workpiece is obtained by holding the molding and moving it away from the upper surface of the first bed where the molding is to be held and the molding to be cut, and cutting the mold, the chips generated during cutting, particularly at the bottom when moving the molding, By minimizing the scratch phenomenon caused by friction, there is no need for a separate post-processing, thereby improving the quality and productivity of the product manufacturing process.
Description
본 발명은 압출 성형물 절단장치에 관한 것으로서, 좀더 상세하게는 알루미늄소재의 형강으로 압출된 성형을 이송공급하여 절단장치를 통해 일정길이로 절단하여 제품화하도록 함에 있어, 성형물의 이송과정에서 제품의 표면에 발생하는 스크래치를 현저히 줄여 품질저하를 방지할 수 있도록 한 압출 성형물 절단장치에 관한 것이다.
The present invention relates to an apparatus for cutting an extruded molding, and more particularly, in order to cut and manufacture a product extruded into a shape steel of an aluminum material by cutting to a certain length through a cutting apparatus, to the surface of the product during the molding process. The present invention relates to an extrusion molding cutting device that can significantly reduce scratches and prevent quality deterioration.
일반적으로 알루미늄 소재로 길게 형강으로 압출되어 나온 압출 성형물은, 경량으로 그 단면 형상이 각종 기계장치 등에 적용되는 받침 지지대, 브라켓, 연결프레임 등의 용도로서 사용되기 위해 일정길이로 각각 절단하여 낱개의 가공물을 구한 다음, 가공물의 절단면을 매끄럽게 후 가공하고, 그외 결합공을 위한 드릴작업, 나사작업 등을 거쳐 기계장치의 각부 조립용 부품으로 사용하고 있다.In general, an extruded molded product extruded from a long steel as an aluminum material is light in weight and cut into pieces to be used as a support support, a bracket, a connecting frame, etc., in which the cross-sectional shape is applied to various machinery, etc. After cutting, the cutting surface of the workpiece is smoothed and processed, and it is used as a component for assembling each part of the machine through drill work, screw work, etc. for other joining holes.
상기와 같은 성형물은 다수의 로울러가 구비된 이송대를 통해 절단장치에 점차적으로 진입, 이동하면서 설정된 길이로 절단이 이루어지는바, 절삭에 의한 칩(Chip) 등이 절단장치는 물론, 상기 이송대상의 로울러 표면에 묻어있어 일정하게 진입 이동하는 성형물의 저면이 마찰되어 저면에 보다 많은 스크래치를 발생하게 된다.The molded article is cut to a predetermined length while gradually entering and moving the cutting device through a feed table equipped with a plurality of rollers. The chip by cutting is used as a cutting device, as well as the cutting object. The bottom surface of the molded part, which is buried on the roller surface and constantly moves in, is rubbed, causing more scratches on the bottom surface.
상기와 같은 스크래치의 발생은 제품의 절단면 가공 외에도 저면 부위의 표면가공이 2차적으로 진행되어야 하기 때문에 표면 가공으로 인한 제품의 규격에 오차를 발생하는 폐단이 있었다.
The occurrence of such a scratch has a closed end that causes an error in the specification of the product due to the surface processing because the surface processing of the bottom portion in addition to the processing of the cut surface of the product should proceed secondary.
본 발명은 상기와 같이 제반되는 종래의 문제점을 해결하기 위하여 발명한 것으로서, 알루미늄소재의 형강으로 압출된 성형물을 이송공급하여 절단장치를 통해 일정길이로 절단하여 제품화하도록 함에 있어, 성형물의 이송과정에서 제품의 표면에 발생하는 스크래치를 현저히 줄여 품질저하를 방지할 수 있도록 하는데 그 목적이 있다.
The present invention has been invented to solve the conventional problems as described above, in the feed to the molded product extruded into the shape steel of the aluminum material to cut to a certain length through a cutting device to commercialize the product, Its purpose is to significantly reduce scratches on the surface of products to prevent quality degradation.
상기 목적을 달성하기 위한 본 발명에 의하면, 알루미늄 소재로 압출된 성형물을 다수의 로울러가 구비된 이송대의 상부에 안치시켜 이동시키면서 일정길이로 절단하도록 된 압출 성형물 절단장치에 있어서,According to the present invention for achieving the above object, in the extrusion molding apparatus for cutting a predetermined length while moving the molded article extruded from an aluminum material to the upper portion of the transfer tray equipped with a plurality of rollers,
상기 압출 성형물 절단장치는, 베이스의 상부에 대응되는 제1지지대 사이에 설치되어 상기 이송대를 통해 공급되는 성형물을 안치시켜 상하 이동가능한 제1베드와, 상기 제1베드의 상부로부터 승강 가능하게 설치되어 성형물을 클램핑하는 제1압착부재와, 상부에 한 쌍의 실린더가 구비되어 상기 제1베드를 승강 가능하게 떠받치며, 양측에는 가이드로드가 관통 설치된 슬라이드블럭과, 상기 제1지지대의 측면으로부터 설치되어 성형물의 측면을 가압/해제시키는 제1가압부재를 포함하여서 된 제1클램핑수단과; 상기 제1클램핑수단의 전방으로부터 이격 설치되어 슬라이드블럭 전후 조정하는 유압실린더와; 상기 제1클램핑수단의 후방에 상호 대응되는 제2지지대 사이에 설치되어 상기 제1베드를 통해 이송되는 성형물을 받쳐주는 제2베드와, 상기 제2베드의 상부로부터 승강 가능하게 설치되어 성형물을 클램핑하는 제2압착부재와, 상기 제2지지대의 측면으로부터 설치되어 성형물의 측면을 가압/해제시키는 제2가압부재를 포함하여서 된 제2클램핑수단과; 상기 제1클램핑수단과 제2클램핑수단이 설치되는 베이스 내에 전후 및 상하 이송가능하게 설치되어 성형물을 절단하는 커팅수단;으로 구성된 것을 특징으로 한다.
The extruded molding cutting device is installed between the first support that corresponds to the upper portion of the base, the first bed movable up and down by placing the molded product supplied through the transfer table, and installed so as to be elevated from the top of the first bed And a first pressing member for clamping the molding, a pair of cylinders are provided on the upper side to support the first bed in a liftable manner, a slide block through which guide rods are installed on both sides thereof, and installed from the side of the first support. A first clamping means including a first pressing member for pressing / releasing the side surface of the molding; A hydraulic cylinder installed spaced apart from the front of the first clamping means and adjusted before and after the slide block; A second bed installed between second supports corresponding to the rear of the first clamping means to support a molded product transported through the first bed, and being provided to be elevated from an upper portion of the second bed to clamp the molded product. A second clamping means including a second pressing member and a second pressing member installed from a side of the second support to pressurize / release a side of the molding; And cutting means for cutting back and forth and up and down in the base in which the first clamping means and the second clamping means are installed to cut the molding.
본 발명에 따른 압출 성형물 절단장치는 성형물을 홀딩하고 절단하고자 하는 길이만틈 이송대 및 성형물이 안치되는 제1베드의 상면으로부터 이격시켜 이동시켜 고정하고, 절단하는 방식을 통해 가공물을 얻기 때문에 절단시 발생한 칩에 의해 특히 성형물의 이동시 저부에 마찰로 인해 발생하는 스크래치 현상을 최소화하여 별도의 후 가공이 필요 없게 되어 제품 가공제작에 따른 품질을 높이고, 생산성을 높일 수 있는 효과가 있다.
Extrusion molding apparatus according to the present invention is generated when cutting because the workpiece is obtained by the method of holding and holding the molding, the length of the gap to be cut and moved from the upper surface of the first bed where the molding is placed, fixed and cut In particular, the chip minimizes scratches caused by friction at the bottom of the molding when moving, thereby eliminating the need for additional post-processing, thereby improving the quality of product processing and increasing productivity.
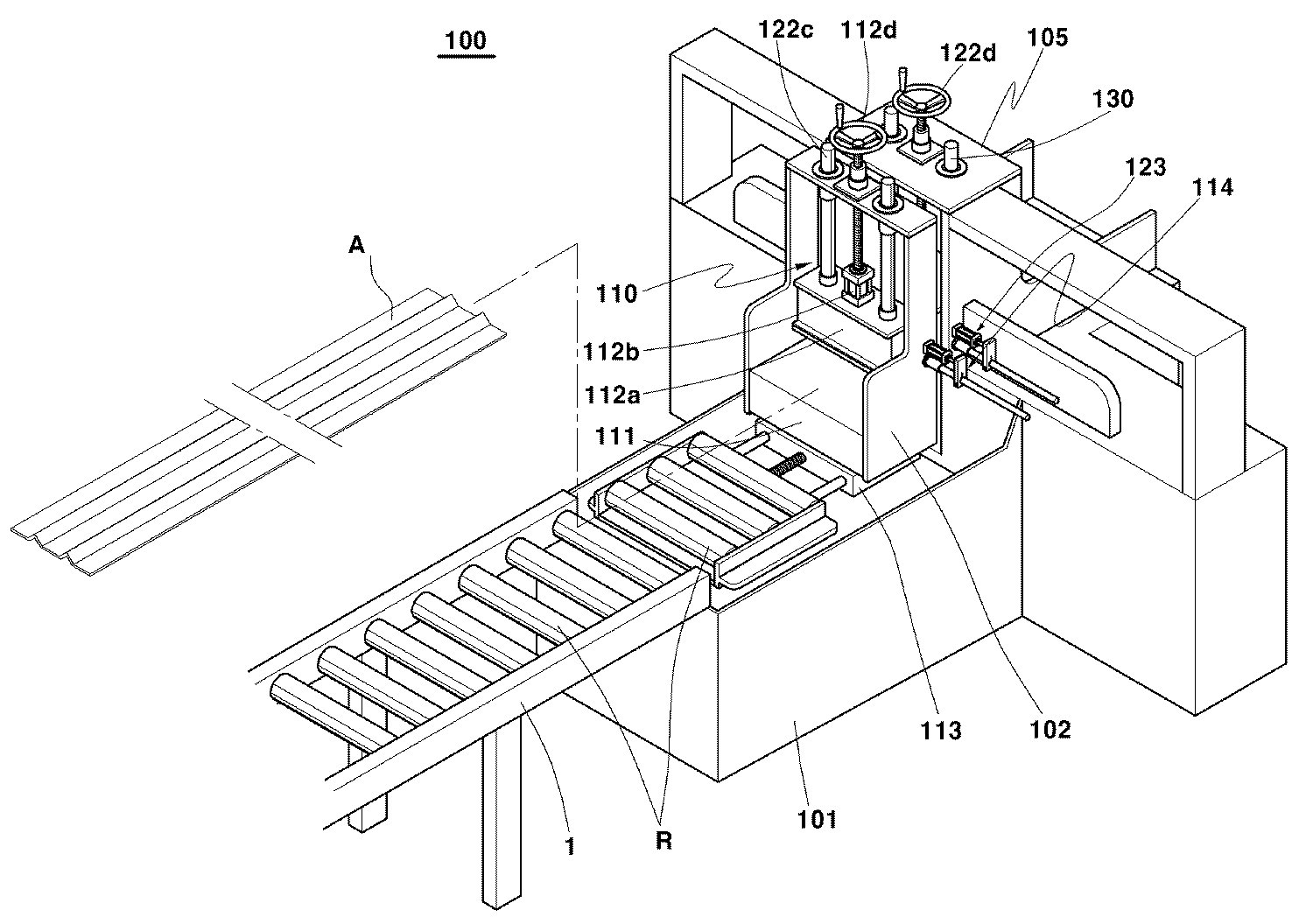
도 1은 본 발명인 성형물 절단장치를 도시한 사시도,
도 2의 (A),(B)는 본 발명에 따른 절단장치의 제1클램핑수단과 제2클램핑수단의 주요부분을 도시한 정면도,
도 3 내지 도 11은 본 발명에 따른 절단장치를 통해 압출 성형물의 절단 공정을 순차적으로 도시한 측단면도,
도 12는 도 4 및 도 11에서 압출성형물을 절단하는 커팅수단의 동작상태를 순차적으로 도시한 정면도이다. 1 is a perspective view showing a molding apparatus of the inventors,
2 (A), (B) is a front view showing the main parts of the first clamping means and the second clamping means of the cutting device according to the invention,
3 to 11 is a side cross-sectional view sequentially showing a cutting process of the extrusion molding through a cutting device according to the present invention;
12 is a front view sequentially showing an operating state of the cutting means for cutting the extrudate in FIGS. 4 and 11.
이하, 본 발명을 첨부된 도면을 참조하여 더욱 상세하게 설명하면 다음과 같다.Hereinafter, the present invention will be described in more detail with reference to the accompanying drawings.
본 발명은, 알루미늄 소재로 압출된 성형물(A)을 다수의 로울러(R)가 구비된 이송대(1)의 상부에 안치시켜 이동시키면서 일정길이로 절단하도록 된 압출 성형물 절단장치(100)에 있어서,The present invention, in the extruded molding
상기 압출 성형물 절단장치(100)는, The extrusion
베이스(101)의 상부에 대응되는 제1지지대(102) 사이에 설치되어 상기 이송대(1)를 통해 공급되는 성형물(A)을 안치시켜 상하 이동가능한 제1베드(111)와, 상기 제1베드(111)의 상부로부터 승강 가능하게 설치되어 성형물을 클램핑하는 제1압착부재(112)와, 상부에 한 쌍의 실린더(103)가 구비되어 상기 제1베드(111)를 승강 가능하게 떠받치며, 양측에는 가이드로드(104)가 관통 설치된 슬라이드블럭(113)과, 상기 제1지지대(102)의 측면으로부터 설치되어 성형물(A)의 측면을 가압/해제시키는 제1가압부재(114)를 포함하여서 된 제1클램핑수단(110)과;A
상기 제1클램핑수단(110)의 전방으로부터 이격 설치되어 슬라이드블럭(113)을 전후 조정하는 유압실린더(S)와;A hydraulic cylinder S installed spaced apart from the front of the first clamping means 110 to adjust the
상기 제1클램핑수단(110)의 후방에 상호 대응되는 제2지지대(105) 사이에 설치되어 상기 제1베드(111)를 통해 이송되는 성형물(A)을 받쳐주는 제2베드(121)와, 상기 제2베드(121)의 상부로부터 승강 가능하게 설치되어 성형물을 클램핑하는 제2압착부재(122)와, 상기 제2지지대(105)의 측면으로부터 설치되어 성형물(A)의 측면을 가압/해제시키는 제2가압부재(123)를 포함하여서 된 제2클램핑수단(120)과;A
상기 제1클램핑수단(110)과 제2클램핑수단(120)이 설치되는 베이스(101) 내에 전후 및 상하 이송가능하게 설치되어 성형물을 절단하는 커팅수단(130);으로 구성된다.And a cutting means 130 installed in the
상기 제1압착부재(112) 및 제2압착부재(122)는, 성형물(A)의 상단을 가압 지지하기 위한 압착블럭(112a)(122a)과, 상기 압착블럭(112a)(122a) 상부에 설치되고, 이송스크류 타입의 작동로드는 상기 제1지지대(102), 제2지지대(105)의 상부로부터 관통 설치되어 압착블럭을 승강시키는 수직실린더(112b)(122b)와, 상기 압착블럭(112a)(122a) 상부에 일단이 고정되고, 타단은 상기 제1지지대(102), 제2지지대(105)의 상부로부터 관통 설치되어 압착블럭을 상하 안내하는 가이드로드(112c)(122c)와, 상기 제1지지대(102), 제2지지대(105)의 상부를 관통하는 수직실린더(112b)(122b)의 작동로드 단부에 설치되는 높이 조절핸들(112d)(122d)을 포함하여 구성된다.The first pressing
상기 제1가압부재(114) 및 제2가압부재(123)는, 제1지지대(102) 및 제2지지대(105)의 측면으로부터 설치되는 수평실린더(114a)(123a)와, 상기 수평실린더(114a)(123a)의 작동로드 단부에 연결된 연결대(114b)(123b)와, 상기 연결대(114b)(123b)를 통해 제1지지대(102) 및 제2지지대(105)에 관통되고, 단부에는 성형물(A)의 측면을 밀어 가압하는 밀대(114c)(123c)가 구비된 가압조절봉(114d)(123d)으로 구성된다.The first pressurizing
상기 커팅수단(130)은, 회전커터(131)와, 상기 회전커터(131)의 회전축을 지지하는 지지구(132)상에 설치되어 회전커터를 구동하는 모터(133)와, 상기 지지구(132)에 연결되어 회전커터(131)를 상하 조정하는 제1실린더(134)와, 상기 제1실린더(134)에 횡방향으로 연결되어 제1실린더(134)를 포함한 회전커터(131)를 전후 조정하는 제2실린더(135)로 구성된다.
The
이와 같이 구성된 본 발명인 압축 성형물 절단장치의 구동에 따른 작용을 설명하면 다음과 같다.Referring to the operation according to the drive of the present invention compression molding device configured as described above are as follows.
먼저, 압출 성형된 성형물(A)은 이송대(1)의 로울러(R)에 안치되어 절단장치(100)측으로 공급되며, 이와 같은 상태는 첨부된 도 3과 같으며, 성형물(A)로부터 절단하고자 하는 길이에 맞게 공급된다.First, the extruded molding (A) is placed in the roller (R) of the feed table 1 and supplied to the
상기와 같이 성형물을 절단장치측으로 진입한 상태에서 제1지지대(102)와 제2지지대(105)에 각각 설치된 제1가압부재(114) 및 제2가압부재(123)는 제1베드(111)와 제2베드(121)상에 안치된 성형물(A)의 측면을 도 2에서 도시한 바와 같이 일방향으로 밀어 지지시켜 준다.As described above, the first pressurizing
상기 제1가압부재(114) 및 제2가압부재(123)를 구성하고 있는 수평실린더(114a)(123a)는 작동로드를 후진시켜주면, 작동로드의 단부에 설치된 연결대(114b)(123b)에 설치된 가압조절봉(114d)(123d)은 상기 제1지지대(102) 및 제2지지대(105)를 통해 밀대(114c)(123c)로서 성형물(A)을 가압하여 지지시켜 준다.Horizontal cylinders (114a, 123a) constituting the first pressing
상기 제1가압부재(114) 및 제2가압부재(123)의 작동은 제1클램핑수단(110) 및 제2클램핑수단(120)을 구성하고 있는 제1압착부재(112)와 제2압착부재(122)의 구동으로 성형물(A)을 압착 지지하는 상태가 될 때에는 그 동작은 해제된다.The operation of the first pressing
첨부된 도 3과 같이 상기 제1압착부재(112)와 제2압착부재(122)의 압착블럭(112a)(122a)가 수직실린더(112b)(122b)에 의해 상승된 상태에서 첨부된 도 4에서와 같이 상기 압착블럭(112a)(122a)이 하강하여 제1베드(111) 및 제2베드(121)로부터 안치된 성형물(A)의 상부를 눌러 지지시켜 준다. 여기서 상기 압착블럭은 그 상부 양측에 마련된 가이드 로드(112c)(122c)에 의해 수직으로 안내되어 성형물을 안정되게 지지하고, 상기 커팅수단(130)을 통해 절단이 이루어진다.As shown in FIG. 3, the first and second pressing
상기 커팅수단(130)은 베이스(101)의 내측으로부터 상기 제1클램핑수단(110) 및 제2클램핑수단(120) 사이의 하부에 설치되어 작동되는 것으로, 작동은 첨부된 도 12에서와 같이 작동됨을 알 수 있다.The
지지구(132)에 설치된 모터(133)의 구동에 따라 고속으로 회전되는 회전커터(131)의 작동과 함께 상기 지지구(132)측에 연결된 제1실린더(134)의 전진동작으로 회전커터는 상승하는 동작이 이루어지고, 이와 동시에 상기 제1실린더(134)측에 연결된 또 하나의 제2실린더(135)는 제1실린더(134)를 횡방향으로 이송시켜 주면서 지지된 성형물을 절단시켜주고, 절단이 마무리되면서 상기 회전커터(131)는 제1실린더(134)로서 하강하고, 제2실린더(135)로서 횡으로 복귀되는 동작하에서 절단공정이 이루어진다. The rotary cutter is operated by the forward operation of the
첨부된 도 4에서와 같이 절단이 이루어지면, 제2클램핑수단(120)은 해제동작을 취한다.When the cutting is made as shown in Figure 4, the second clamping means 120 takes a release action.
이는 제2가압부재(122)의 구성을 이루고 있는 상기 압착블럭(122a)은 수직실린더(122b)의 역 구동에 의해 절단된 성형물(A)로부터 해제되어 첨부된 도 5에서와 같이 상승되고, 제1가압부재(112)측의 압착블럭(112a)는 성형물(A)을 지지하고 있는 상태가 된다.The
상기와 같은 동작에 이어 첨부된 도 6에서와 같이 제1가압부재(112)측의 압착블럭(112a)은 수직실린더(112b)에 의해 지지하고 있던 성형물로 해제됨과 동시에, 성형물(A)이 받쳐진 제1베드(111)는 그 하부측에 위치한 슬라이드블럭(113) 상부측 실린더(103)의 작동로드 전진 작동으로 하여금 상기 제1베드(111)를 상승시켜 준다.Following the operation as described above, the
상기 제1베드(111)의 상승은 성형물(A)의 상부가 상기 제1압착부재(112)의 압착블럭(112a) 저면에 밀착되는 상태가 되게 상승시켜 준다. 이때 이송대(1)상에 설치된 다수개의 로울러(R)의 상부로부터 성형물(A)은 이격되는 상태가 된다.The rise of the
상기와 같은 상태는 성형물(A)을 상승시킨 상태에서 제1압착부재(112)의 압착블럭(112a)과 상승된 제1베드(111)는 성형물(A)을 홀딩한 상태로 첨부된 도 7에서와 같이 슬라이드블럭(113)측과 연결 설치된 유압실린더(S)의 전진작동으로 제1클램핑수단(110)을 제2클램핑수단(120)측으로 밀착 전진시켜 준다.As described above, the
상기와 같은 상태는 실질적으로 절단하고자 하는 성형물(A)을 절단한 후 연이어 절단하기 위해 동작되는 것으로서, 상기 제2클램핑수단(120)에 대한 제1클램핑수단(110)의 전진 거리 즉, 이동되는 거리는 성형물(A)로부터 절단하고자 하는 길이만큼 이동되는 것이며, 이동시에는 성형물을 로울러(R)의 상부로부터 이격시켜 이동시켜 줌으로써, 성형물(A)의 저부에 발생하는 스크래치를 방지할 수 있게 된다.Such a state is operated to subsequently and subsequently cut the molding (A) to be cut, and the advance distance of the first clamping means 110 with respect to the second clamping means 120, that is, moved The distance is moved by the length to be cut from the molding (A), and during the movement, by moving the molding away from the top of the roller (R), it is possible to prevent scratches generated in the bottom of the molding (A).
첨부된 도 8은 상기와 같은 상태에서 제1베드(111)는 슬라이드블럭(113)상의 실린더(103)의 복귀동작으로 하강하고, 제1압착부재(112)를 이루는 압착블럭(112a)은 수직실린더(112b)의 동작으로서 다시 상승되어 성형물(A)의 상부로부터 이격되고, 제2압착부재(122)를 이루는 압착블럭(122a)은 수직실린더(122b)의 동작으로서 제2베드(121)에 대한 성형물(A)의 상측을 가압 지지하는 상태가 된다.8, the
상기와 같은 상태에서 첨부된 도 9는 제1클램핑수단(110)이 유압실린더(S)의 후진 동작으로 하여금 제2클램핑수단(120)으로부터 이격된다.In the state as shown in FIG. 9, the first clamping means 110 is spaced apart from the second clamping means 120 by a reverse operation of the hydraulic cylinder S. Referring to FIG.
이때 제1압착부재(112)는 성형물의 상부로부터 이격된 상태이고, 또한, 제1베드(111)는 슬라이드블럭(113)측 상부에 설치된 한 쌍의 실린더(103)에 의해 하강하여 성형물(A)의 저부와 이격된 상태에서 후진 이동된다.At this time, the first pressing
첨부된 도 10에서는 설정된 길이만큼 이격된 상태에서 다시 상기 제1압착부재(112)를 이루는 압착블럭(112a) 및 제1베드(111)는 수직실린더(112b)의 동작으로서 다시 하강하여 성형물(A)의 상부를 지지시켜 준다.In FIG. 10, the
첨부된 도 11은 도 4에서와 같이 동일한 상태로서 커팅수단(130)의 작동에 의해 성형물(A)을 절단한다.Attached FIG. 11 cuts the molding A by the operation of the cutting means 130 in the same state as in FIG. 4.
상기와 같은 방식은 연속단계를 거쳐 절단이 이루어지는 성형물(A)은 그 저부가 이송대(1)상의 로울러(R)나 제1베드(111)의 상부로부터 절단시 발생한 칩에 스크래치를 발생하지 않으면서 이동, 고정, 절단함으로써, 스크래치가 거의 발생하지 않는 고품질의 절단 가공물을 얻을 수 있기 때문에 별도로 후 가공이 필요 없어 가공제품의 생산성을 높일 수 있게 된다.
In the above-described method, the molded article A, which is cut through a continuous step, has no scratch on the chips generated when the bottom thereof is cut from the roller R or the top of the
1: 이송대 A: 성형물
R: 로울러 S: 유압실린더
100: 절단장치 101: 베이스
102: 제1지지대 103: 실린더
104: 가이드로드 105: 제2지지대
110: 제1클램핑수단 111: 제1베드
112: 제1압착부재 113: 슬라이드블럭
114: 제1가압부재 120: 제2클램핑수단
12: 제2베드 122: 제2압착부재
123: 제2가압부재 130: 커팅수단
131: 회전커터 132: 지지구
133: 모터 134: 제1실린더
135: 제2실린더1: feeder A: molding
R: Roller S: Hydraulic Cylinder
100: cutting device 101: base
102: first support 103: cylinder
104: guide rod 105: second support
110: first clamping means 111: first bed
112: first pressing member 113: slide block
114: first pressing member 120: second clamping means
12: second bed 122: second pressing member
123: second pressing member 130: cutting means
131: rotary cutter 132: support
133: motor 134: the first cylinder
135: second cylinder
Claims (4)
상기 압출 성형물 절단장치(100)는,
베이스(101)의 상부에 대응되는 제1지지대(102) 사이에 설치되어 상기 이송대(1)를 통해 공급되는 성형물(A)을 안치시켜 상하 이동가능한 제1베드(111)와, 상기 제1베드(111)의 상부로부터 승강 가능하게 설치되어 성형물을 클램핑하는 제1압착부재(112)와, 상부에 한 쌍의 실린더(103)가 구비되어 상기 제1베드(111)를 승강 가능하게 떠받치며, 양측에는 가이드로드(104)가 관통 설치된 슬라이드블럭(113)과, 상기 제1지지대(102)의 측면으로부터 설치되어 성형물(A)의 측면을 가압/해제시키는 제1가압부재(114)를 포함하여서 된 제1클램핑수단(110)과;
상기 제1클램핑수단(110)의 전방으로부터 이격 설치되어 슬라이드블럭(113)을 전후 조정하는 유압실린더(S)와;
상기 제1클램핑수단(110)의 후방에 상호 대응되는 제2지지대(105) 사이에 설치되어 상기 제1베드(111)를 통해 이송되는 성형물(A)을 받쳐주는 제2베드(121)와, 상기 제2베드(121)의 상부로부터 승강 가능하게 설치되어 성형물을 클램핑하는 제2압착부재(122)와, 상기 제2지지대(105)의 측면으로부터 설치되어 성형물(A)의 측면을 가압/해제시키는 제2가압부재(123)를 포함하여서 된 제2클램핑수단(120)과;
상기 제1클램핑수단(110)과 제2클램핑수단(120)이 설치되는 베이스(101) 내에 전후 및 상하 이송가능하게 설치되어 성형물을 절단하는 커팅수단(130);으로 구성된 것을 특징으로 하는 압출 성형물 절단장치.In the extruded molding material cutting device 100 is to cut the molded article (A) extruded from an aluminum material to a certain length while being placed in the upper portion of the feed table (1) equipped with a plurality of rollers (R),
The extrusion molding cutting device 100,
A first bed 111 installed between the first supports 102 corresponding to the upper portion of the base 101 and movable up and down by enclosing the molding A supplied through the transfer tray 1, and the first The first pressing member 112 is installed to be lifted from the upper part of the bed 111 to clamp the molding, and a pair of cylinders 103 are provided on the upper part to support the first bed 111 to be elevated. On both sides, the guide rod 104 includes a slide block 113 installed therethrough, and a first pressing member 114 installed from the side surface of the first supporter 102 to pressurize / release the side surface of the molding A. A first clamping means (110);
A hydraulic cylinder S installed spaced apart from the front of the first clamping means 110 to adjust the slide block 113 back and forth;
A second bed 121 installed between the second support 105 corresponding to the rear of the first clamping means 110 to support the molding A transferred through the first bed 111; The second pressing member 122 is installed from the upper portion of the second bed 121 so as to be lifted and clamped to the molding, and is installed from the side of the second support 105 to press / release the side of the molding A. A second clamping means (120) comprising a second pressing member (123) to make;
Extruded moldings, characterized in that the cutting means 130 for cutting the molding is installed in the base 101, the first clamping means 110 and the second clamping means 120 is installed so as to be transported back and forth and up and down Cutting device.
성형물(A)의 상단을 가압 지지하기 위한 압착블럭(112a)(122a)과,
상기 압착블럭(112a)(122a) 상부에 설치되고, 이송스크류 타입의 작동로드는 상기 제1지지대(102), 제2지지대(105)의 상부로부터 관통 설치되어 압착블럭을 승강시키는 수직실린더(112b)(122b)와,
상기 압착블럭(112a)(122a) 상부에 일단이 고정되고, 타단은 상기 제1지지대(102), 제2지지대(105)의 상부로부터 관통 설치되어 압착블럭을 상하 안내하는 가이드로드(112c)(122c)와,
상기 제1지지대(102), 제2지지대(105)의 상부를 관통하는 수직실린더(112b)(122b)의 작동로드 단부에 설치되는 높이 조절핸들(112d)(122d)을 포함하여 구성된 것을 특징으로 하는 압출 성형물 절단장치.The method of claim 1, wherein the first pressing member 112 and the second pressing member 122,
Compression blocks 112a and 122a for pressing and supporting the upper end of the molded article A,
A vertical cylinder 112b installed above the compression blocks 112a and 122a and having a transfer screw type operating rod installed therethrough from the first support 102 and the second support 105 to elevate the compression block. ) 122b,
One end is fixed to the upper part of the crimping blocks 112a and 122a, and the other end of the guide rod 112c is installed through the upper part of the first support 102 and the second support 105 to guide the crimping block up and down. 122c),
It characterized in that it comprises a height adjustment handle (112d, 122d) which is installed at the end of the operation rod of the vertical cylinder (112b, 122b) penetrating the upper portion of the first support (102), the second support (105) Extrusion molding machine.
제1지지대(102) 및 제2지지대(105)의 측면으로부터 설치되는 수평실린더(114a)(123a)와,
상기 수평실린더(114a)(123a)의 작동로드 단부에 연결된 연결대(114b)(123b)와,
상기 연결대(114b)(123b)를 통해 제1지지대(102) 및 제2지지대(105)에 관통되고, 단부에는 성형물(A)의 측면을 밀어 가압하는 밀대(114c)(123c)가 구비된 가압조절봉(114d)(123d)으로 구성된 것을 특징으로 하는 압출 성형물 절단장치.The method of claim 1, wherein the first pressing member 114 and the second pressing member 123,
Horizontal cylinders 114a and 123a installed from side surfaces of the first support 102 and the second support 105,
Connecting rods 114b and 123b connected to end portions of the operating rods of the horizontal cylinders 114a and 123a;
Pressing penetrating through the first support 102 and the second support 105 through the connecting rod (114b, 123b), the end is provided with a push rod (114c, 123c) for pushing the side of the molding (A) Extrusion molding device, characterized in that consisting of adjusting rods (114d) (123d).
상기 커팅수단(130)은,
회전커터(131)와,
회전커터(131)의 회전축을 지지하는 지지구(132)상에 설치되어 회전커터를 구동하는 모터(133)와,
상기 지지구(132)에 연결되어 회전커터(131)를 상하 조정하는 제1실린더(134)와,
상기 제1실린더(134)에 횡방향으로 연결되어 제1실린더(134)를 포함한 회전커터(131)를 전후 조정하는 제2실린더(135)로 구성된 것을 특징으로 하는 압출 성형물 절단장치.The method of claim 1,
The cutting means 130,
Rotary cutter 131,
A motor 133 installed on the support 132 for supporting the rotating shaft of the rotating cutter 131 to drive the rotating cutter;
A first cylinder 134 connected to the support 132 to vertically adjust the rotary cutter 131;
Extruded material cutting device, characterized in that consisting of a second cylinder (135) connected to the first cylinder 134 in the lateral direction to adjust the front and rear rotation cutter 131 including the first cylinder (134).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100126759A KR101170116B1 (en) | 2010-12-13 | 2010-12-13 | Extrusion molding object cutting apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100126759A KR101170116B1 (en) | 2010-12-13 | 2010-12-13 | Extrusion molding object cutting apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20120065560A KR20120065560A (en) | 2012-06-21 |
| KR101170116B1 true KR101170116B1 (en) | 2012-07-31 |
Family
ID=46685224
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020100126759A KR101170116B1 (en) | 2010-12-13 | 2010-12-13 | Extrusion molding object cutting apparatus |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101170116B1 (en) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106112091A (en) * | 2016-07-18 | 2016-11-16 | 上海五同同步带有限公司 | A kind of overlength Timing Belt spiral cutter device |
| KR101848024B1 (en) * | 2017-08-10 | 2018-04-11 | 강수영 | metal plate cutting apparatus |
| CN109249000A (en) * | 2018-11-29 | 2019-01-22 | 江苏盛航精密制造有限公司 | A kind of clamping device of almag die casting |
| KR102038676B1 (en) * | 2019-08-08 | 2019-10-30 | (주)현승종합환경 | Apparatus for cutting |
| CN111001871A (en) * | 2019-12-19 | 2020-04-14 | 郭湛光 | Bar cutting device for machining |
| CN111230219A (en) * | 2020-02-14 | 2020-06-05 | 重庆工业职业技术学院 | Cutting device capable of effectively improving positioning effect and using method thereof |
| CN111421185A (en) * | 2020-04-13 | 2020-07-17 | 上海银汀创新不锈钢发展有限公司 | Plate cutting equipment for stainless steel wall surface modeling |
| CN111910338A (en) * | 2020-08-26 | 2020-11-10 | 泉州泉港华誉工业设计有限公司 | Thread cutting device capable of being accurately adjusted for knitting machine |
| CN112091314A (en) * | 2020-09-16 | 2020-12-18 | 杨淑媛 | Metal tube cutting device |
| KR20220101323A (en) | 2021-01-11 | 2022-07-19 | 동아대학교 산학협력단 | Automatic cutting machine for electric vehicle battery case extruded product |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101421895B1 (en) * | 2013-05-13 | 2014-07-22 | 김창호 | A shearing machine for recycling of the waste materials |
| CN107159959A (en) * | 2017-06-26 | 2017-09-15 | 漳钢(漳州)工贸有限公司 | Steel pipe cutting device and its application method |
| CN107552887A (en) * | 2017-10-24 | 2018-01-09 | 海盐万利金塑化工设备厂 | A kind of equipment for processing structured packing |
| KR101861581B1 (en) * | 2018-01-17 | 2018-05-28 | 박수원 | Aluminium extruded material conveying apparatus |
| CN108655310A (en) * | 2018-05-09 | 2018-10-16 | 湖州南浔兴科纺织品原料厂 | A kind of trimming device for warp knitting machine knitting needle |
| KR102218886B1 (en) * | 2018-09-11 | 2021-02-23 | 주식회사 알멕 | A supporting member and aluminium extruded material conveying apparatus |
| CN109623023B (en) * | 2018-11-28 | 2020-04-14 | 安徽金田加贝智能设备有限公司 | Safe cutting device for aluminum plate |
| KR102158311B1 (en) * | 2019-04-08 | 2020-09-23 | 이광진 | Container flooring manufacturing equipment |
| KR102107432B1 (en) * | 2019-12-16 | 2020-05-07 | 강민찬 | Pipe conveying and cutting device |
| KR102107435B1 (en) * | 2020-02-28 | 2020-05-28 | 강민찬 | Pipe conveying and cutting device for improved cutting surface and Pipe conveying and cutting method using the same |
| KR102146065B1 (en) * | 2020-03-20 | 2020-08-20 | (주)다은 | Steel bar cutting machine |
| CN111822791B (en) * | 2020-07-26 | 2021-08-24 | 峡江县绿创科技有限公司 | Cutting equipment for machine-building design |
| CN112846351A (en) * | 2020-12-24 | 2021-05-28 | 安徽华旦机械制造有限公司 | Fixed-length cutting device for crankshaft |
| CN112828378B (en) * | 2021-02-25 | 2022-11-22 | 安徽鑫晟机械工业科技有限公司 | Metal pipe equidistant cutting equipment for high-end equipment |
| CN114147278A (en) * | 2021-12-29 | 2022-03-08 | 盐城市华森机械有限公司 | Hydraulic cutting mechanism |
| CN116944580B (en) * | 2023-09-18 | 2023-12-08 | 中国电建集团山东电力建设第一工程有限公司 | Plate body fixing device for cutting anode plate |
| CN117532064A (en) * | 2024-01-09 | 2024-02-09 | 江苏亚星锚链股份有限公司 | Chain shearing equipment |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5463291U (en) | 1977-10-13 | 1979-05-04 | ||
| KR100889341B1 (en) | 2008-12-23 | 2009-03-18 | 주식회사 신진에스엠 | Clamp devices and apparatus for cutting metal plates adopting the same |
-
2010
- 2010-12-13 KR KR1020100126759A patent/KR101170116B1/en active IP Right Grant
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5463291U (en) | 1977-10-13 | 1979-05-04 | ||
| KR100889341B1 (en) | 2008-12-23 | 2009-03-18 | 주식회사 신진에스엠 | Clamp devices and apparatus for cutting metal plates adopting the same |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106112091A (en) * | 2016-07-18 | 2016-11-16 | 上海五同同步带有限公司 | A kind of overlength Timing Belt spiral cutter device |
| KR101848024B1 (en) * | 2017-08-10 | 2018-04-11 | 강수영 | metal plate cutting apparatus |
| CN109249000A (en) * | 2018-11-29 | 2019-01-22 | 江苏盛航精密制造有限公司 | A kind of clamping device of almag die casting |
| KR102038676B1 (en) * | 2019-08-08 | 2019-10-30 | (주)현승종합환경 | Apparatus for cutting |
| CN111001871A (en) * | 2019-12-19 | 2020-04-14 | 郭湛光 | Bar cutting device for machining |
| CN111230219A (en) * | 2020-02-14 | 2020-06-05 | 重庆工业职业技术学院 | Cutting device capable of effectively improving positioning effect and using method thereof |
| CN111230219B (en) * | 2020-02-14 | 2020-12-11 | 重庆工业职业技术学院 | Cutting device and using method thereof |
| CN111421185A (en) * | 2020-04-13 | 2020-07-17 | 上海银汀创新不锈钢发展有限公司 | Plate cutting equipment for stainless steel wall surface modeling |
| CN111910338A (en) * | 2020-08-26 | 2020-11-10 | 泉州泉港华誉工业设计有限公司 | Thread cutting device capable of being accurately adjusted for knitting machine |
| CN112091314A (en) * | 2020-09-16 | 2020-12-18 | 杨淑媛 | Metal tube cutting device |
| CN112091314B (en) * | 2020-09-16 | 2022-07-22 | 娄底市鼎成管业有限公司 | Metal tube cutting device |
| KR20220101323A (en) | 2021-01-11 | 2022-07-19 | 동아대학교 산학협력단 | Automatic cutting machine for electric vehicle battery case extruded product |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20120065560A (en) | 2012-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101170116B1 (en) | Extrusion molding object cutting apparatus | |
| KR101454358B1 (en) | Apparatus for Pipe Cutting | |
| WO2017071503A1 (en) | Smart multi-functional cutting system for suction moulding materials | |
| KR101621065B1 (en) | Automatic punching and noching apparatus of Profile | |
| KR101621064B1 (en) | Automatic punching and noching apparatus of Profile | |
| KR101467845B1 (en) | An automatic forming equipment for pipe headrest frame | |
| KR20130044424A (en) | Ornament chain manufacturing machine and its used ornament chain manufacturing method for scratch removement and process reduction | |
| RU2760427C1 (en) | Casting machine press and casting machine | |
| CN209831836U (en) | Plastic slab cutting device | |
| CN216607151U (en) | Stabilizing structure for overturning mold stripping machine | |
| KR101914545B1 (en) | Automatic cutting machine with cutting section moved | |
| KR101885574B1 (en) | processing apparatus for wood | |
| CN110732603B (en) | Material conveying device of three-dimensional rotary-cut stamping die | |
| US3998252A (en) | Wood slicing apparatus | |
| CN111906202A (en) | Full-automatic aluminum plate profiling production line | |
| KR200480449Y1 (en) | Manufacturing equipment of construction separtie | |
| CN107900153A (en) | Sheet metal component bender | |
| CN117415212B (en) | Sheet metal stamping and shearing equipment with conveying device | |
| CN208357916U (en) | A kind of profile sawing machine | |
| CN220409808U (en) | Automatic die feeding machine | |
| CN220445188U (en) | Cutting machine for steel processing | |
| KR102028862B1 (en) | synthetic resin profile manufacturing apparatus | |
| CN213829378U (en) | Device is cut to plank | |
| KR101488860B1 (en) | Plastic foam block pressing and slicing apparatus | |
| CN217966679U (en) | Positioning device for mold blank of push-pull mold |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20150710 Year of fee payment: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20160711 Year of fee payment: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20170710 Year of fee payment: 6 |
|
| FPAY | Annual fee payment |
Payment date: 20180710 Year of fee payment: 7 |
|
| FPAY | Annual fee payment |
Payment date: 20190812 Year of fee payment: 8 |