KR100889404B1 - 넓은 웹 재폐 가능한 패스너를 캡핑하기 위한 장치 및 방법 - Google Patents
넓은 웹 재폐 가능한 패스너를 캡핑하기 위한 장치 및 방법 Download PDFInfo
- Publication number
- KR100889404B1 KR100889404B1 KR1020047006534A KR20047006534A KR100889404B1 KR 100889404 B1 KR100889404 B1 KR 100889404B1 KR 1020047006534 A KR1020047006534 A KR 1020047006534A KR 20047006534 A KR20047006534 A KR 20047006534A KR 100889404 B1 KR100889404 B1 KR 100889404B1
- Authority
- KR
- South Korea
- Prior art keywords
- roll
- engagement
- stem
- diameter
- heated
- Prior art date
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/02—Backings, e.g. foils, webs, mesh fabrics
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0046—Fasteners made integrally of plastics
- A44B18/0049—Fasteners made integrally of plastics obtained by moulding processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
- B29C67/0044—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00 for shaping edges or extremities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H37/00—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/727—Fastening elements
- B29L2031/729—Hook and loop-type fasteners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/511—Processing surface of handled material upon transport or guiding thereof, e.g. cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/512—Changing form of handled material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Treatment Of Fiber Materials (AREA)
- Preparation Of Fruits And Vegetables (AREA)
- Slide Fasteners, Snap Fasteners, And Hook Fasteners (AREA)
- Apparatuses For Bulk Treatment Of Fruits And Vegetables And Apparatuses For Preparing Feeds (AREA)
- Laminated Bodies (AREA)
Abstract
본 발명은 스템 웹을 첫번째 맞물림을 통해 첫번째 가열된 맞물림 롤 (110)에 대하여 통과시켜 상기 스템을 부분적으로 캡핑하고; 상기 웹을 냉각시키고; 상기 스템 웹을 두번째 맞물림을 통해 두번째 가열된 맞물림 롤 (128)에 대하여 통과시켜 상기 스템을 직경 "D"로 완전히 캡핑하는 것을 포함하는 스템 웹의 캡핑 방법에 관한 것이다. 바람직한 구현예에서 상기 두 맞물림은 가열된 롤들 (110,128) 사이에 위치하는 보다 큰 중앙의 냉각된 롤 (114)의 마주보는 쪽에 있다. 바람직하게는, 상기 롤들 사이의 반응 힘을 측정하여 서로 다른 가열된 롤의 각 말단에서 제어한다. 본 발명은 본 방법에 의해 형성된 헤드를 가진 스템 패스너를 통해 구동 기계에 부착되는 마모성 입자를 제조하는 데 특별히 적용된다.
스템 웹, 맞물림, 캡핑, 패스너, 마모성 입자, 마모성 물품
Description
본 발명은 헤드를 가진 스템 이탈 가능한 조이는 웹을 캡핑하기 위한 방법 및 장치, 더욱 특별하게는 웹의 폭이 클 경우 스템을 캡핑할 수 있는 방법 및 장치에 관한 것이다.
이탈 가능한 기계적 패스너는 대단히 많은 종류의 제품 및 응용을 위해 널리 사용된다. 그러한 패스너의 한 부류는 후크-루프 종류인데, 이는 다수의 후크 모양 돌출부를 갖는 한 부분, 및 상기 후프 상에 걸리도록 직물 또는 섬유로 된 다수의 헐렁한 루프를 나타내는 다른 부분을 포함한다. 그러한 패스너는 예를 들면 의류 제조에 특히 성공적이며, 예를 들면 Velcro USA Inc로부터의 브랜드명 VelcroTM 및 St. Paul 소재의 Minnesota Mining & Manufacturing Co.로부터의 브랜드명 SCOTCHMATE로 시판된다. 더욱 최근에는, 예를 들면 패스너의 양쪽 부분이 모두 동일하게 구성되고 서로 상호 연관되어 있는 스스로-짝짓는 (self-mating) 이탈 가능한 패스너가 입수 가능해 졌다. 그러한 예의 하나는 St. Paul, Minnesota 소재의 Minnesota Mining & Manufacturing Co.로부터 시판되는 Dual LockTM 재폐 가능한 (reclosable) 패스너이다. 재폐 가능한 패스너의 두 가지 유형은 모두 그 위에 돌출하는 스템을 갖는 웹 (여기에서는 "스템 웹"이라 함)을 제조한 다음 상기 스템을 캡핑하여 일련의 형태를 가진 돌출부를 형성함으로써 제조될 수 있다. 상기 스템 웹은 전형적으로 확정되지 않은 길이 및 주어진 폭을 갖는다. 상기 스템을 캡핑하는 것은 미국 특허 5,679,302 호에 기재된 것과 같은 가열된 롤에 대하여 수행되며, 상기 특허의 전체 내용은 여기에 참고문헌으로 도입된다. 상기 방법의 한계는 생성물의 최종 두께 및 캡의 크기를 유지하기 위해 롤 사이의 간격이 정확하게 제어되어야 한다는 것이다. 또 다른 한계는 상기 방법은 비교적 낮은 선 속도의 경우에만 적합하다는 것이다.
스템 웹을 캡핑하는 공정에서 더욱 최근의 개발은 연속적으로 테이퍼된 맞물림 또는 캡핑 편자 (capping shoe)의 발명이었다. 이러한 장치는 미국 특허 제 6,039,911 호에 기재되어 있으며, 그 전체 개시가 여기에 참고문헌으로 도입된다. 상기 디자인의 주요 장점은 가열된 롤과의 더 많은 접촉이 그 방법으로 하여금 보다 높은 선 속도에서 진행되도록 해준다는 것이다. 그러나, 이 방법을 보다 넓은 웹 폭으로 외삽추정할 경우 곤란이 발생한다는 것이 발견되었다. 상기 방법은 가변적인 맞물림을 수반하며, 그 맞물림에서의 간격의 정확한 크기가 매우 중요하다. 보다 넓은 웹 폭에서, 기계적 굴곡 또는 비-균일한 온도로 인한 롤 편향은 전체 롤에 걸쳐 균일한 크기를 갖는 간격을 이루기 어렵게 한다. 이것은 보다 큰 롤 직경과 부분적으로 균형될 수 있지만, 중량, 비용 및 열적 제어와 관계된 다른 문제점을 일으킨다.
그 후 더욱 최근에, 종이, 플라스틱 및 자기 매체의 캘린더링을 위해 사용되는 롤 공정으로부터 적용된 수단이 스스로 짝짓는 패스너의 제조를 위해 사용되어 왔다. 상기 방법은 여러 개의 롤을 한데 쌓아 대부분의 롤의 양측 상에 부하되도록 한다. 상기 방법에서, 캡핑은 일련의 점증 단계로 수행되고, 이것이 각 단계에서 요구되는 피크 힘을 낮추고 롤 편향의 양을 저하시킨다.
도 1a는 스템 웹을 캡핑하기 위한 통상의 캘린더 공정을 나타낸다. 도 1a에서, 안감 (12) 및 그 위의 스템 (14)을 갖는 스템 웹 (10)을 유동바퀴 (16) 위로 이동시키고 가열된 롤 (20)과 냉각된 롤 (24) 사이의 맞물림 내로 보낸다. 다음, 상기 스템 웹 (10)을 냉각된 롤 (24)과 가열된 롤 (30) 사이의 두번째 맞물림 (28)을 통해 보낸다. 다음, 상기 스템 웹 (10)을 가열된 롤 (30)과 냉각된 롤 (34) 사이의 세번째 맞물림 (32)을 통해 통과시키고, 이어서 냉각된 롤 (34)과 가열된 롤 (38) 사이의 네번째 맞물림 (36)을 통해 통과시킨다. 다음, 상기 스템 웹 (10)을 가열된 롤 (38)과 냉각된 롤 (42) 사이의 다섯번째 맞물림 (40)으로 보낸다. 마지막으로, 상기 스템 웹 (10)을 냉각된 롤 (42)과 가열된 롤 (46) 사이의 여섯번째 맞물림 (44)으로 보낸다. 마지막으로, 완전히 캡핑된 웹 (48)을 빼낸다. 상단의 가열된 롤 (20)과 바닥의 가열된 롤 (46)은 한 쪽만 부하되므로, 이들은 보다 큰 직경을 가져서 편향을 극소화한다는 점을 주목해야 한다. 상기 방법은 St. Paul, Minnesota에 소재하는 Minnesota Mining & Manufacturing Co.로부터 시판되는 HookIt II 브랜드 마모성 모래연마 원판을 제조하는 데 성공적으로 사용되어 왔다.
이제, 상기 스템 웹을 최종적으로 캡핑하기 위해 세 개 이상의 맞물림을 필 요로 하는 종래의 방법에 따르는 완전히 캡핑된 스텝 웹 (48)의 부분의 상세한 측면도인 도 1b를 참고한다. 이 도면은 캡핑된 스템 웹의 참고 치수를 정의하기 위해 사용된다. 상기 그림에서는, 안감 (12)으로부터 연장되고 직경 "d"을 갖는 하나의 스템 (14)을 격리하여 보여준다. 도 1a에 개시된 것과 같은 종래 방법의 사용은 스템 (14)을 가지며 캡 (50)을 형성하여 캡핑된 스템 (52)을 수득한다. 상기 캡 (50)은 직경 "D"를 갖는다. 수득되는 캡핑의 정도를 표현하는 통상의 방법은 D:d의 비율이다. Hook-itTM II 제품의 경우, 공정의 마지막에 약 1.66의 D:d 비가 수득되고, 상기 비율은 루프 물질과의 바람직한 결합의 강도를 부여하는 것으로 발견되었다. 상기 방법은 버클링이 없이 양호한 대칭 형태를 갖는 캡핑된 스템 (52), 및 상기 웹 폭이 1 미터 미만이고 선 속도가 약 30 m/분 미만일 경우 상기 캡핑된 웹 (48)의 폭에 걸쳐 일관된 결과를 가져온다. 그러나, 상기 메카니즘의 복잡성 및 여섯 개의 구별되지만 상호 작용하는 맞물림의 적절한 치수결정의 어려움이 단점을 갖는 것으로 입증되었다. 또한, 상기 방법은 보다 큰 직경의 스템 및 보다 빠른 선 속도에 대하여 외삽추정하고자 시도할 때 부당하게 어려운 것으로 확인된다. 그러나 보다 단순한 방법은 정의하기 어려운 것으로 밝혀졌다; 예를 들면, 도 1a에 따르는 방법으로, 두번째 맞물림 (28)에서 단지 약 1.44인 D:d의 비율이 얻어질 수 있다. 이 기술은 단순하고, 보다 넓은 웹 폭의 경우 사용가능하고, 보다 큰 직경의 스템으로 스템 웹을 가공할 경우에도 보다 높은 웹 속도에서 진행될 수 있는, 스템 웹을 캡핑하는 방법을 여전히 필요로 한다.
발명의 요약
본 발명은 종전에 가능했던 것보다 더 큰 선 속도에서 더 큰 폭으로 스템 웹을 제조하는 것을 가능케 한다. 이는 스템의 상단에 그들이 변형될 수 있는 충분한 열 에너지를 도입하는 것의 문제점이 언제나 가장 치명적인 것이 아님을 인식함으로써 이루어진다. 선 속도 및 스템 직경이 증가함에 따라, 스템으로부터 충분한 열 에너지를 제거하는 것이 더욱 어려워져, 그들이 다음 캡핑하는 단계에서 변형되지 않게 된다. 본 발명의 방법 및 구현예는 충분하고 시기 적절한 냉각의 중요성을 강조한다. 한 국면에서 본 발명은 안감 및 상기 안감으로부터 연장되는 직경 "d"를 갖는 복수의 스템을 갖는 물질인 스템 웹을 캡핑하는 방법을 제공한다. 상기 방법은 첫번째 맞물림을 통해 첫번째 가열된 맞물림 롤에 대하여 상기 스템 웹을 통과시켜 스템을 부분적으로 캡핑하고; 상기 웹을 냉각시키고; 상기 스템 웹을 두번째 맞물림을 통해 두번째 가열된 맞물림 롤에 대하여 통과시켜 상기 스템을 직경 "D"로 완전히 캡핑하는 것을 포함한다. D:d의 비율은 1.5:1 이상, 바람직하게는 1.65:1 이상이다. 바람직한 구현예에서는, 통과 단계 도중 상기 스템 웹이 30 m/분 이상의 선 속도로 이동한다.
덜 기술적인 용어로 말하면, 상기 부분적으로 캡핑된 스템 웹은 따뜻하고 약했던 스템이 상기 첫번째 맞물림을 통과한 후 두번째 맞물림로 진행되기 전에 그들의 강도를 다시 얻도록 잘, 그리고 빠르게 냉각된다. 그 회복된 강도로써, 상기 두번째 맞물림은 본 발명에 이르기까지는 스템의 붕괴를 우려하여 여러 번의 통과로 수행되어야 했던 캡핑의 작업을 마무리할 수 있다.
본 발명을 달리 표현하면, 그것은
스템 웹을 첫번째 맞물림으로 통과시켜 상기 스템을 부분적으로 캡핑하고;
상기 스템 웹을 냉각시키고;
상기 스템 웹을 두번째 맞물림으로 통과시켜 상기 스템을 직경 "D"로 완전히 캡핑하는 것을 포함하는, 안감, 및 안감으로부터 연장되는 직경 "d"를 갖는 복수의 스템을 갖는 스템 웹을 캡핑하는 (여기에서, D:d의 비율은 1.5:1 이상임) 방법을 제공한다.
바람직하게는, 상기 냉각 단계는 상기 스템 웹을 냉각된 롤에 대하여 접촉시킴으로써 수행되며, 더욱 바람직하게는 상기 첫번째 맞물림은 첫번째 가열된 맞물림 롤 및 상기 냉각된 롤 사이에 있다. 또한 바람직하게는, 상기 두번째 맞물림은 두번째 가열된 맞물림 롤과 상기 냉각된 롤 사이에 있다. 편리하게는, 상기 스템 웹은 냉각의 필요량이 성취될 수 있도록 그 원주의 20% 이상에 대하여 상기 냉각된 롤과 접촉한다. 어떤 바람직한 구현예에서, 상기 스템 웹은 그 원주의 25% 이상, 또는 심지어는 30%에 대하여 상기 냉각된 롤과 접촉한다. 이들 바람직한 선택을 수용하기 위해, 상기 냉각된 롤의 직경은 첫번째 맞물림 롤의 직경보다 30% 이상 더 크고, 또한 상기 냉각된 롤의 직경은 상기 두번째 가열된 맞물림 롤의 직경보다 30% 이상 더 큰 것이 특히 편리하다.
두 개의 맞물림이 모두 하나의 냉각된 롤에 마주하는 경우, 상기 첫번째 가열된 맞물림 롤과 상기 냉각된 롤 사이의 힘, 및 상기 두번째 맞물림 롤과 상기 냉각된 롤 사이의 힘이 각 롤의 양 말단에서 측정되는 것이 통상적으로 바람직하게 생각된다. 상기 측정은 그 후 롤의 위치를 조절하기 위해 사용된다. 대부분의 상황에서, 상기 조절은 네 개의 측정 위치에서 상기 롤들 사이에 작용하는 네 가지 반응 힘을 동등하게 하기 위해 작용한다. 상기 수단은 넓은 스텝 웹이 그 전체 폭에 걸쳐 매우 일관된 결과로써 캡핑될 수 있도록 하는 바람직한 구현예에 포함되는 몇 가지 중의 하나이다. 특히, 캡핑 작업은 스템을 구부리거나 조이지 않고 수행되는 것이 매우 바람직하다. 상기 스템의 축 주위에 대칭이고 안감의 표면에 대하여 구부러지지 않은 캡은 일반적으로 헤드를 가진 스템 패스너가 요구되는 대부분의 응용에서 더 나은 결과를 제공한다. 캡핑 작업 도중 직각으로부터 안감의 면에 대하여 4 도를 넘게 스템을 구부리는 방법은 바람직하지 못하다. 본 발명의 방법은 스템 웹의 폭이 1 미터를 넘는 경우에도, 그리고 선 속도가 30 m/분 이상인 경우에도 상기 기준을 초과할 수 있다.
상기 국면에서, 본 발명은 스템 웹을 캡핑하기 위한 장치로 생각될 수 있다. 이 장치는 냉각된 롤, 상기 냉각된 롤과 함께 첫번째 맞물림을 형성하도록 위치한 첫번째 가열된 맞물림 롤, 및 상기 냉각된 롤과 함께 두번째 맞물림을 형성하도록 위치한 두번째 가열된 맞물림 롤을 갖는다. 이는 첫번째 가열된 맞물림 롤과 상기 냉각된 롤 사이의 힘, 및 상기 두번째 가열된 맞물림 롤과 상기 냉각된 롤 사이의 힘을 측정하기 위한 센서를 각 롤의 양 말단에 갖는다. 이것은 또한 상기 센서의 출력을 기준으로 상기 롤의 위치를 조절하기 위한 작동기를 갖는다.
본 발명이 특별히 적합한 하나의 응용은 스스로-짝짓는 마모성 물품의 제조, 및 그러한 물품 그 자체이다. 마모 기술에서, 끊이지 않는 문제는 작업편에 대하 여 상대적인 운동을 제공하는 어떤 기계에 마모성 물품을 부착하는 것이다. 상기 기계는 예를 들면 회전식 또는 궤도형 샌더를 포함한다. 클램프 또는 접착제가 예를 들면 사포와 같은 마모성 물품을 상기 기계에 이탈가능하게 부착하기 위한 전통적인 수단이다. 스스로-짝짓는 연결 계가 이러한 맥락에서 고려되어 왔으나, 샌딩 및 연마에 수반되는 높은 전단력이 이제까지는 한계가 되어왔다. 그러나 본 발명이 일관되게 캡핑할 수 있는, 심지어는 마모 물품의 경제적인 높은-부피의 상업적 생산을 위해 요구되는 폭을 갖는 두꺼운 스템을 가진 스템 웹은 이러한 한계를 허용하지 않는다.
따라서, 또다른 국면에서 본 발명은
첫번째 및 두번째, 마주보는 주 표면을 갖는 안감, 및 안감의 첫번째 주 표면의 적어도 일부로부터 연장되는 직경 "d"를 갖는 복수의 스템을 포함하는 스템 웹을 제공하고;
상기 스템 웹을 첫번째 맞물림을 통해 첫번째 가열된 맞물림 롤에 대하여 통과시켜 상기 스템을 부분적으로 캡핑하고;
상기 웹을 냉각시키고;
상기 스템 웹을 두번째 맞물림을 통해 두번째 가열된 맞물림 롤에 대하여 통과시켜 상기 스템을 직경 "D"로 완전히 캡핑하고 (여기에서 D:d의 비율은 1.5:1 이상임);
상기 두번째 주 표면의 적어도 일부 위에 마모성 층을 도포하는 것을 포함하는 마모성 물품의 제조 방법을 제공한다.
어떤 바람직한 구현예에서, 상기 마모성 층은 상기 안감의 두번째 주 표면의 적어도 일부 위에 메이크 코트 (make coat, 1차 접착제)를 도포하고; 마모성 입자를 상기 메이크 코트 중에 적어도 부분적으로 삽입하고; 상기 메이크 코트를 적어도 부분적으로 경화시키고; 상기 적어도 부분적으로 경화된 메이크 코트 및 마모성 입자의 적어도 일부 위에 사이즈 코트 (size coat, 2차 접착제)를 도포하고; 상기 사이즈 코트를 경화시킴으로써 도포된다. 상기 마모성 층은 스템 웹을 상기 두번째 맞물림에 통과시키기 전에 두번째 주 표면의 적어도 일부 위에 도포되거나, 상기 두번째 맞물림을 통해 스템 웹을 통과시킨 후에 도포될 수 있다.
전술한 방법과 유사하게, 마모성 물품 제조 시에, 각각이 그들 사이에 보다 큰 냉각된 롤에 대하여 캡핑하는 맞물림을 제공하는 두 개의 가열된 롤러를 사용하는 것이 바람직한 것으로 현재 생각된다. 각 롤의 양쪽 끝에서 상기 첫번째 가열된 맞물림 롤과 냉각된 롤 사이의 힘, 및 상기 두번째 가열된 맞물림 롤과 냉각된 롤 사이의 힘을 측정하고, 그 롤의 위치를 조절하기 위해 상기 측정을 사용하는 것이 특히 바람직한 것으로 생각된다.
도 1a는 스템 웹을 캡핑하기 위한 공지 방법을 도시하는 도이고;
도 1b는 도 1a에 도시된 공지 방법에 따라 캡핑된 스템의 상세한 측면도이며;
도 2는 스템 웹을 캡핑하기 위한 본 발명에 따르는 방법을 도시하는 도이고;
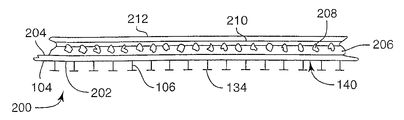
도 3은 본 발명에 따라 제조된 대표적인 마모성 물품에 대한 측면도이다.
이제 도 2를 참고하여, 본 발명에 따르는 예시적 장치 (100)를 도시한다. 상기 도면에서, 안감 (104) 및 그 위의 스템 (106)을 갖는 스템 웹 (102)이 유동바퀴 (108) 위에 작동되어 가열된 롤 (110)과 접촉한다. 상기 스템 웹 (102)은 첫번째 가열된 롤 (110) 및 냉각된 롤 (114)의 사이에 맞물린다. 상기 맞물림 (116) 내에서, 스템 (106)은 변형되어 부분적 캡 (118)을 제공한다. 맞물림 (116)으로부터 나온 후, 상기 스템 웹 (102)은 냉각된 롤 (114)의 원주의 바람직하게는 20% 이상, 더욱 바람직하게는 25% 이상, 더더욱 바람직하게는 30%인 영역 (120)에서 냉각된 롤 (114)와 접촉을 유지함을 주목해야 한다. 본 발명의 개발에서 특정 조건 하에서는 냉각 속도가 제한 요소가 됨이 관찰되었다. 따라서, 바람직한 구현예에서 상기 냉각 롤은 상기 가열된 롤보다 일부러 더 크게 하여, 그것이 스템 웹 (102)로부터 열의 제거를 위한 더 많은 열의 양을 갖도록, 및 원주의 주어진 백분율이 상대적인 값에서 뿐 아니라 절대적인 값에서도 크도록 한다.
냉각 영역 (120)을 통과한 후, 상기 스템 웹 (102)은 이탈하여 유동바퀴 (122 및 124)에 의해 재배향된다. 다음, 상기 스템 웹 (102)은 두번째 가열된 롤 (128) 및 냉각된 롤 (114)의 사이에 맞물린다. 상기 맞물림 (132)의 간격을 측정하여 직경 크기가 마무리된 캡 (134)를 형성한다. 상기 맞물림 (132)를 통과시킨 후, 상기 캡핑된 웹 (136)을 영역 (138) 내의 냉각된 롤 (114)에 대하여 다시 한 번 냉각시킨다. 전술한 바와 같이, 바람직한 구현예에서 영역 (138)은 냉각된 롤 (114)의 원주의 바람직하게는 20% 이상, 더욱 바람직하게는 25% 이상이다. 본 발 명과 관련하여 단지 두 번의 통과에서 실질적인 양의 변형이 일어날 수 있는데, 그 이유는 영역 (120)에서 수행되는 강한 냉각 도중 상기 스템은 그들의 구조적 완전성을 다시 획득할 기회를 얻기 때문임이 발견되었다. 상기 캡핑된 스템 (134)은 또한 영역 (138)에서 강도를 재획득하여 상기 캡핑된 스템 웹 (140)이 유동바퀴 (142) 주변에서 이탈될 수 있게 한다. 롤 (110, 114, 128)은 예를 들면 스텐레스 스틸과 같은 물질로부터 편리하게 제조되어 실질적인 열의 양을 제공하고 온도 변동을 극소화한다. 가열된 롤 (110 및 128)은 그 내 표면 상의 전기 히터에 의해서 또는 그렇지 않으면 내부 통로를 통하여 순환되는 열수나 오일에 의해 편리하게 가열된다. 상기 냉각된 롤은 당업자에게 잘 이해되는 방식의 냉수 순환 시스템에 의해 가장 편리하게 냉각된다. 장치 (100)의 하나의 장점은 그것이 1 미터 이상의 명목상 폭을 갖는 롤 (110, 114 및 128)을 사용할 수 있다는 점이다. 또한, 상기 넓은 롤은 34 m/분을 초과하는 공정 선 속도에서 사용될 수 있다.
당업자는 본 발명 방법의 진보적 국면은 맞물림을 제공하는 롤 이외의 장치를 사용하여 실시될 수 있음을 인식한다. 예를 들면, 맞물림을 형성하기 위해 회전식 벨트가 도입될 수 있다. 또한, 상기 맞물림 윤곽은 스템 웹의 재료 및 요구되는 특이적인 캡에 따라 변화될 수 있다. 스템 웹 캡핑의 숙련자는 원하는 최종 제품을 수득하기 위해 맞물림 윤곽을 제공할 수 있다.
장치 (100)는 다양한 재료 및 치수로 된 각종 스템 웹 (102)으로써 사용되기 적절하다. 스템 웹은 이미 참고문헌으로 도입된 미국 특허 제 5,679,302 호에 기재된 바와 같이 각종 재료로부터 편리하게 제조된다. 예를 들면, Seadrift, TX 소 재의 Union Carbide Co.로부터 SRD7-560으로 시판되는 17.5% 폴리에틸렌을 함유하고 30의 용융 지수를 갖는 폴리프로필렌과 폴리에틸렌의 공중합체가 특히 적절한 것으로 고려된다. 캡핑 작업을 위한 원료로서 적절한 스템 웹의 제조는 여러가지 방법으로 수행될 수 있으며, 그 중 하나는 미국 특허 제 5,679,302 호에서 예를 들면 그 문헌의 도 6A와 관련하여 기재되어 있다.
본 발명은 상기 가열된 스템 웹을 두번째 맞물림으로 진행되기 전에 그 재료가 본래의 강도, 또는 구조적 완전성의 일부를 재획득하는 시점까지 냉각시킨다. 스템 웹에서 일정 수준의 구조적 완전성을 재획득함으로써 두번째 맞물림에서의 변형은 스템 그자체에서가 아니라 스템의 부분적으로 캡핑된 영역에서 주로 일어난다. 구조적 완전성을 측정하는 하나의 방법은 물질의 탄성율을 통해서이다. 본 발명에서, 스템 웹의 냉각은 초기 캡핑 단계로부터의 탄성율을 증가시켜 두번째 맞물림 도중 스템의 변형을 방지한다. 바람직하게는, 상기 스템 웹의 탄성율은 두번째 맞물림에서의 표면 온도와 실질적으로 동일한 기준 온도에서 스템 웹의 탄성율보다 14 배 이상 큰 수준으로 증가된다. 구조적 완전성을 측정하기 위한 또하나의 접근은 물질의 항복 응력을 통해서이다. 탄성율과 유사하게, 항복 응력도 온도 감소에 따라 증가한다. 본 발명에서, 냉각 단계에서 스템 웹의 항복 응력은 두번째 맞물림의 표면 온도와 실질적으로 동일한 기준 온도에서 스템 웹의 항복 응력의 105 배 이상 수준으로 증가되는 것이 바람직하다.
본 발명에 사용하기 위한 스템 웹을 제조함에 있어서, 안감 (104)의 두께는 편리하게는 4 mils (0.1 mm) 내지 10 mils (.25 mm) 사이이며, 최종 용도에 따라, 스템(106)은 제곱 인치 당 100 내지 3000 스템 (15 내지 465 스템/cm2) 범위의 밀도로 안감 위에 형성될 수 있다. 0.005 내지 0.020 인치 범위의 스템 직경 및 0.003 내지 0.070 인치 범위의 스템 높이가 특히 편리한 것으로 고려되며, 정확한 값은 의도되는 최종 용도에 의존한다. 이들 스템은 편리하게는 둥근 원통형이지만, 특수화된 응용의 경우 정사각, 타원 또는 다른 단면도 작업가능하며 바람직하다.
스템 웹의 캡핑은 일반적으로 시간-온도-압력 현상이다. 따라서 구체적인 캡 모양 또는 디자인은 주어진 공정 및 선택된 스템 웹 재료에 대하여 맞물림 단계에서의 구체적 시간, 온도 또는 압력 변수를 선택함으로써 변화되거나 영향받을 수 있다. 예를 들어, 그 전체로서 여기에 참고문헌으로 도입되는 미국 특허 제 6,039,911 호는 맞물림 길이 및 압력을 변화시키기 위한 방법 및 몇 가지 장치를 개시하고 있다. 또한, 맞물림 장치 및 스템 웹의 표면의 상대적 선 속도가 캡의 모양에 영향을 준다는 것이 일반적으로 인식되어 있다. 당업자는 원하는 캡 크기 및 모양을 갖는 캡핑된 스템 웹을 수득하기 위해 본 발명의 냉각 단계를 종래의 맞물림 공정 및 선택된 스템 웹 재료에 도입할 수 있다.
바람직한 구현예에서, 상기 첫번째 가열된 롤 (110)과 냉각된 롤 (114) 사이의 힘, 및 상기 두번째 가열된 맞물림 롤 (128)과 냉각된 롤 사이의 힘은 각 롤의 양 말단에서 측정된다. 상기 측정은 Bensenville, IL 소재의 Miller Fluid Power로부터 시판되는 PSC 실린더와 같은 삽입된 힘과 위치 측정을 갖는 유압 작동기를 사용하여 편리하게 수행된다. 이러한 장치의 숙련자는 사용되는 특정 물질, 공정 조건 및 장비 크기의 경우 이들 장치를 적절히 선택하는 방법을 잘 알 것이다.
이제 도 3을 참고하여, 본 발명에 따라 제조된 대표적인 마모성 물품 (200)에 대한 측면도를 설명한다. 스템을 포함하는 캡핑된 스템 웹 (140)의 측면은 첫번째 주 표면 (202)이라고 칭할 수 있다. 다음, 마모성 물품 (200)은 상기 첫번째 주 표면 (202)과 마주 보는 두번째 주 표면 (204) 위에 메이크 코트 (206)를 갖는다. 마모성 입자 (208)는 상기 메이크 코트 (206) 내에 적어도 부분적으로 삽입되어 있다. 사이즈 코트 (210)는 마모성 입자 위에 편리하게 도포된다. 상기 마모성 물품 (200)은 전술한 바와 같이 캡핑된 스템 웹 (140)을 제조한 다음 상기 안감 (104)의 두번째 주 표면 (204)의 적어도 일부 위에 메이크 코트 (206)를 도포함으로써 편리하게 제조된다. 다음 마모성 입자 (208)를 상기 메이크 코트 (206)에 적어도 부분적으로 삽입한 후, 상기 메이크 코트를 적어도 부분적으로 경화시킨다. 사이즈 코트 (210)를 상기 적어도 부분적으로 경화된 메이크 코트 (206) 및 마모성 입자 (208)의 적어도 일부 위에 도포한 다음, 상기 사이즈 코트를 경화시킨다. 선택적인 슈퍼사이즈 코트 (supersize coat) (212)가 상기 부분적으로 경화된 사이즈 코트 (210) 위에 도포될 수 있다.
상기 메이크 코트 (206)를 위한 적합한 재료로서 열경화성 유기 중합체를 들 수 있다. 적절한 열경화성 유기 중합체의 예로서, 페놀계 수지, 우레아-포름알데히드 수지, 멜라민-포름알데히드 수지, 우레탄 수지, 아크릴레이트 수지, 폴리에스테르 수지, 부속의 α,β-불포화 카르보닐 기를 갖는 아미노플라스트 수지, 에폭시 수지, 아크릴화 우레탄, 아크릴화 에폭시류 및 이들의 조합을 들 수 있다. 상기 메이크 코트 (206), 상기 마모성 물품 (200) 또는 이들 모두는 섬유, 윤활제, 습윤제, 틱소트로피 물질, 계면활성제, 안료, 염료, 정전방지제 (예, 카본 블랙, 산화 바나듐, 흑연 등), 커플링제 (예, 실란, 티탄산염, 지르코알루미늄산염 등), 가소제, 현탁제 등과 같은 첨가제를 또한 포함할 수 있다. 상기 선택적 첨가제의 양은 원하는 성질을 제공하도록 선택된다. 커플링제는 마모성 입자 및/또는 충진제에 대한 접착을 개선할 수 있다. 결합제 화학은 열적으로 경화되거나, 방사선 경화되거나 이들의 조합일 수 있다. 결합제 화학에 대한 추가의 세부 사항은 미국 특허 제 4,588,419 호 (Caul 등), 4,751,137 호 (Tumey 등) 및 5,436,063 호 (Follett 등)에서 찾아볼 수 있고, 상기 특허의 개시는 그 전체로서 여기에 참고문헌으로 도입된다.
마모성 물품 (200)은 100% 마모성 입자 (208) 또는 상기 마모성 입자와 다른 마모성 입자 및/또는 희석제 입자와의 배합을 함유할 수 있다. 적절한 통상적인 마모성 입자의 예로서 융합된 산화 알루미늄 (백색 융합된 알루미나, 열-처리된 산화 알루미늄 및 갈색 산화 알루미늄), 탄화 규소, 탄화 붕소, 탄화 티탄, 다이아몬드, 입방형 질화 붕소, 가넷, 융합된 알루미나-지르코니아, 및 솔-겔-유래된 마모성 입자 등을 들 수 있다. 상기 솔-겔-유래된 마모성 입자는 씨드첨가 또는 씨드 무첨가의 것일 수 있다. 유사하게, 상기 솔-겔-유래된 마모성 입자는 랜덤의 형태이거나 그와 관련된 막대 또는 삼각형 같은 형태를 가질 수 있다. 솔 겔 마모성 입자의 예로서 미국 특허 제 4,314,827 호 (Leitheiser 등), 4,518,397 호 (Leitheiser 등), 4,623,364 호 (Cottringer 등), 4,744,802 호 (Schwabel), 4,770,671 호 (Monroe 등), 4,881,951 호 (Wood 등), 5,011,508 호 (Wald 등), 5,090,968 호 (Pellow), 5,139,978 호 (Wood), 5,201,916 호 (Berg 등), 5,227,104 호 (Bauer), 5,366,523 호 (Rowenhorst 등), 5,429,647 호 (Larmie), 5,498,269 호 (Larmie) 및 5,551,963 호 (Larmie)에 기재된 것들을 들 수 있으며, 상기 특허의 개시는 그 전체로서 여기에 참고문헌으로 도입된다. 알루미나 분말을 원료 원천으로 사용하여 제조된 소결된 알루미나 마모성 입자에 관한 추가의 세부 사항은 예를 들면 미국 특허 제 5,259,147 호 (Falz), 5,593,467 호 (Monroe) 및 5,665,127 호 (Moltgen)에서 찾아볼 수 있으며, 상기 특허의 개시는 그 전체로서 여기에 참고문헌으로 도입된다. 융합된 마모성 입자에 관한 추가의 세부 사항은 예를 들면 미국 특허 제 1,161,620 호 (Coulter), 1,192,709 호 (Tone), 1,247,337 호 (Saunders 등), 1,268,533 호 (Allen) 및 2.424,645 호 (Baumann 등), 3,891,408 호 (Rowse 등), 3,781,172 호 (Pett 등), 3,893,826 호 (Quinan 등), 4,126,429 호 (Watson), 4,457,767 호 (Poon 등), 5,023,212 호 (Dubots 등), 5,143,522 호 (Gibson 등) 및 5,336,280 호 (Dubots 등), 및 2000년 2월 2일자로 각각 출원된 미국 출원번호 제 09/495,978 호, 09/496,422 호, 09/496,638 호 및 09/496,713 호, 및 2000년 7월 19일자로 각각 출원된 09/618,876 호, 09/618,879 호, 09/619,106 호, 09/619,191 호, 09/619,192 호, 09/619,215 호, 09/619,289 호, 09/619,563 호, 09/619,729 호, 09/619,744 호 및 09/620,262 호, 및 2001년 1월 30일자로 출원된 09/772,730 호의 출원에서 찾아볼 수 있으며, 상기 특허의 개시는 그 전체로서 여기에 참고문헌으로 도입된다. 어떤 경우에는, 마모성 입자의 배합물이 각각의 종류의 마모성 입자 100%를 포함하는 마모성 물품에 비하여 향상된 연마 성능을 나타내는 마모성 물품의 결과를 가져올 수도 있다.
마모성 입자의 배합물이 있는 경우, 상기 배합물을 형성하는 마모성 입자 종류는 같은 크기의 것일 수 있다. 그렇지 않으면, 상기 마모성 입자 종류는 상이한 입자 크기의 것일 수도 있다. 또한, 상기 마모성 입자는 마모성 물품 내에 균일하게 분포되거나 마모성 물품의 선택된 면적 또는 부분에 집중될 수도 있다. 예를 들어, 코트로 접착된 마모 물품에서, 마모성 입자의 두 층이 있을 수 있다.
적절한 희석제 입자의 예로서, 대리석, 석고, 부싯돌 (flint), 실리카, 산화 철, 규산 알루미늄, 유리 (유리 버블 및 유리 비드 포함), 알루미나 버블, 알루미나 비드 및 희석제 응집체를 들 수 있다. 본 발명에 따르는 마모성 입자는 마모제 응집체 중에 또는 그와 함께 조합될 수도 있다. 마모성 응집체 입자는 전형적으로 복수의 마모성 입자, 결합제 및 선택적인 첨가제를 포함한다. 결합제는 유기 또는 무기 결합제일 수 있다. 마모성 응집체는 랜덤의 모양이거나 그들과 관련된 소정의 형태를 가질 수 있다. 상기 형태는 벽돌, 원통, 피라미드, 동전, 정사각형 등일 수 있다. 마모성 응집체 입자는 전형적으로 약 100 내지 약 5000 마이크로미터, 바람직하게는 약 250 내지 약 2500 마이크로미터 범위의 입자 크기를 갖는다. 마모성 응집체 입자에 관한 추가의 세부 사항은 예를 들면 미국 특허 제 4,311,489 호 (Kressner), 4,652,275 호 (Bloecher 등), 4,799,939 호 (Bloecher 등), 5,549,962 호 (Holmes 등) 및 5,975,988 호 (Christianson), 및 2000년 10월 16일자로 출원된 미국 출원번호 제 09/688,444 호 및 09/688,484 호의 출원에서 찾아볼 수 있으며, 상기 특허의 개시는 그 전체로서 여기에 참고문헌으로 도입된다.
코트로 접착된 마모성 물품에 연마 보조제가 특히 유용할 수 있다. 코트로 접착된 마모성 물품 중 연마 보조제는 슈퍼사이즈 코트 (212)에 전형적으로 사용되며, 이는 마모성 입자의 표면 위에 도포된다. 그러나 때때로, 상기 연마 보조제는 사이즈 코트 (210)에 가해진다. 전형적으로, 코트로 접착된 마모성 물품 내에 도입되는 연마 보조제의 양은 약 50-300 g/m2 (바람직하게는 약 80-160 g/m2)이다.
연마 보조제는 광범위하게 다양한 물질을 포함하며, 무기 또는 유기 기재의 것일 수 있다. 연마 보조제의 화학적 부류의 예로서 왁스, 유기 할라이드 화합물, 할라이드 염 및 금속과 그들의 합금을 들 수 있다. 유기 할라이드 화합물은 전형적으로 마모 도중 파괴되어 할로겐 산 또는 기체상 할라이드 화합물을 방출한다. 그러한 물질의 예로서 테트라클로로나프탈렌, 펜타클로로나프탈렌 및 폴리비닐 클로라이드 같은 염소화된 왁스를 들 수 있다. 할라이드 염의 예로서 염화 나트륨, 칼륨 빙정석, 나트륨 빙정석, 암모늄 빙정석, 테트라플루오로붕산 칼륨, 테트라플루오로붕산 나트륨, 플루오르화 규소, 염화 칼륨 및 염화 마그네슘을 들 수 있다. 금속의 예로서, 주석, 납, 비스무트, 코발트, 안티몬, 카드뮴 및 철 티탄을 들 수 있다. 기타 미셀형 연마 보조제로서 황, 유기 황 화합물, 흑연 및 금속 황화물을 들 수 있다. 상이한 연마 보조제의 조합을 사용하는 것도 본 발명의 범위 내에 있는데, 어떤 경우에는 이것이 상승효과를 발생시킬 수도 있다. 바람직한 연마 보조제는 빙정석이며; 가장 바람직한 연마 보조제는 테트라플루오로붕산 칼륨이다.
코트로 접착된 마모성 물품에 관한 더 이상의 세부사항은 예를 들면 미국 특허 제 4,734,104 호 (Broberg), 4,737,163 호 (Larkey), 5,203,884 호 (Buchanan 등), 5,152,917 호 (Pieper 등), 5,378,251 호 (Culler 등), 5,417,726 호 (Stout 등), 5,436,063 호 (Follet 등), 5,496,386 호 (Broberg 등), 5,609,706 호 (Benedict 등), 5,520,711 호 (Helmin), 5,954,844 호 (Law 등), 5,961,674 호 (Gagliardi 등), 및 5,975,988 호 (Christinason)에서 찾아볼 수 있으며, 상기 특허의 개시는 여기에 참고문헌으로 도입된다. 접착된 마모성 물품에 관한 더 이상의 세부사항은 예를 들면 미국 특허 제 4,543,107 호 (Rue), 4,741,743 호 (Narayanan 등), 4,800,685 호 (Haynes 등), 4,898,597 호 (Hay 등), 4,997,461 호 (Markhoff-Matheny 등), 5,038,453 호 (Narayanan 등), 5,110,332 호 (Narayanan 등) 및 5,863,308 호 (Qi 등)에서 찾아볼 수 있고, 상기 특허의 개시는 그 전체로서 여기에 참고문헌으로 도입된다.
본 발명의 일반적 원리의 상기 개시 및 전술한 상세한 설명으로부터, 당업자는 본 발명에 다양한 수정의 여지가 있음을 쉽게 이해할 것이다. 따라서 본 발명의 범위는 다음 청구범위 및 그 동등물에 의해서만 한정되어야 한다.
Claims (40)
- 스템 웹을 첫번째 맞물림을 통해 첫번째 가열된 맞물림 롤에 대하여 통과시켜 상기 스템을 부분적으로 캡핑하고;상기 스템 웹을 충분히 냉각시켜 이후 맞물림을 통한 통과시 부분적으로 캡핑된 스템이 완전히 캡핑될 수 있도록 하고;상기 스템 웹을 두번째 맞물림을 통해 두번째 가열된 맞물림 롤의 표면에 대하여 통과시켜 상기 스템을 직경 "D"로 완전히 캡핑하는 것을 포함하는, 안감 및 안감으로부터 연장되는 직경 "d"를 갖는 복수의 스템을 갖는 스템 웹을 캡핑하는 (여기에서, 상기 캡핑된 스템의 D:d 비율은 1.5:1 이상임) 방법.
- 제 1 항에 있어서, 상기 D:d 비율이 1.65:1 이상인 방법.
- 제 1 항에 있어서, 상기 통과 단계 도중 상기 스템 웹을 30 m/분 이상의 선 속도로 이동시키는 방법.
- 제 1 항에 있어서, 상기 스템 웹을 냉각된 롤에 접촉시킴으로써 상기 냉각 단계를 수행하는 방법.
- 제 4 항에 있어서, 상기 첫번째 맞물림이 상기 첫번째 가열된 맞물림 롤과 상기 냉각된 롤의 사이에 있는 방법.
- 제 5 항에 있어서, 상기 두번째 맞물림이 상기 두번째 가열된 맞물림 롤과 상기 냉각된 롤의 사이에 있는 방법.
- 제 6 항에 있어서, 상기 냉각된 롤이 상기 첫번째 맞물림 롤의 직경보다 30% 이상 더 큰 직경을 갖는 방법.
- 제 7 항에 있어서, 상기 냉각된 롤의 직경이 상기 두번째 가열된 맞물림 롤의 직경보다 30% 이상 더 큰 방법.
- 제 1 항에 있어서, 냉각 유체를 상기 스템 웹의 표면 상에 향하게 함으로써 상기 냉각 단계를 수행하는 방법.
- 제 4 항에 있어서, 상기 스템 웹이 그 원주의 20% 이상에 대하여 상기 냉각된 롤에 접촉하는 방법.
- 제 6 항에 있어서, 상기 첫번째 가열된 맞물림 롤과 상기 냉각된 롤 사이의 힘, 및 상기 두번째 가열된 맞물림 롤과 상기 냉각된 롤 사이의 힘이 각 롤의 양 말단에서 측정되며, 상기 측정이 롤의 위치를 조절하기 위해 사용되는 방법.
- 제 1 항에 있어서, 상기 스템 웹의 폭이 1 미터 이상인 방법.
- 첫번째 캡핑 맞물림을 제공하도록 위치한 첫번째 가열된 맞물림 롤;두번째 캡핑 맞물림을 제공하도록 위치한 두번째 가열된 맞물림 롤;첫번째 및 두번째 캡핑 맞물림 사이에서 웹을 냉각시켜 상기 두번째 가열된 맞물림 롤이 상기 스템을 직경 "D"로 완전히 캡핑하도록 하는 수단을 포함하는, 안감 및 안감으로부터 연장되는 직경 "d"를 갖는 복수의 스템을 갖는 스템 웹을 캡핑하기 위한 (여기에서, 상기 캡핑된 스템의 D:d 비율은 1.5:1 이상임) 장치.
- 제 13 항에 있어서, 상기 냉각 수단이 냉각된 롤인 장치.
- 제 14 항에 있어서, 상기 첫번째 캡핑 맞물림이 상기 첫번째 가열된 맞물림 롤과 상기 냉각된 롤 사이에 있고, 상기 두번째 캡핑 맞물림은 상기 두번째 가열된 맞물림 롤과 상기 냉각된 롤 사이에 있는 장치.
- 제 15 항에 있어서,각 롤의 양 말단에 있는, 상기 첫번째 가열된 맞물림 롤과 상기 냉각된 롤 사이의 힘, 및 상기 두번째 가열된 맞물림 롤과 상기 냉각된 롤 사이의 힘을 측정하기 위한 센서, 및상기 센서의 출력을 기준으로 상기 롤의 위치를 조절하기 위한 작동기를 더 포함하는 장치.
- 제 15 항에 있어서, 상기 냉각된 롤이 상기 첫번째 가열된 맞물림 롤의 직경보다 30% 이상 더 큰 직경을 갖는 장치.
- 제 15 항에 있어서, 상기 냉각된 롤의 직경이 상기 두번째 가열된 맞물림 롤의 직경보다 30% 이상 더 큰 장치.
- 제 13 항에 있어서, 상기 D:d 비율이 1.65:1 이상인 장치.
- 제 1 항에 있어서, 상기 스템 웹의 안감이 첫번째 및 두번째의 마주보는 주 표면을 포함하고, 상기 복수의 스템이 안감의 첫번째 주 표면의 적어도 일부로부터 연장되는 직경 "d"를 가지며, 상기 두번째 주 표면의 적어도 일부 위에 연마층을 도포하는 것을 더 포함하는 방법.
- 제 20 항에 있어서, 스템 웹을 두번째 맞물림을 통해 통과시키기 전에, 연마층을 상기 두번째 주 표면의 적어도 일부 위에 도포하는 것을 수행하는 방법.
- 제 20 항에 있어서, 연마층을 도포하는 것이안감의 두번째 주 표면의 적어도 일부 위에 메이크 코트를 도포하고;상기 메이크 코트에 연마 입자를 적어도 부분적으로 삽입하고;상기 메이크 코트를 적어도 부분적으로 경화시키고;상기 적어도 부분적으로 경화된 메이크 코트 및 연마 입자의 적어도 일부 위에 사이즈 코트를 도포하고;상기 사이즈 코트를 경화시키는 것을 포함하는 방법.
- 스템 웹을 첫번째 맞물림을 통해 통과시켜 상기 스템을 부분적으로 캡핑하고;상기 스템 웹을 충분히 냉각시켜 이후 맞물림을 통한 통과시 부분적으로 캡핑된 스템이 완전히 캡핑될 수 있도록 하고;상기 스템 웹을 두번째 맞물림을 통해 통과시켜 상기 스템을 직경 "D"로 완전히 캡핑하는 것을 포함하는, 안감 및 안감으로부터 연장되는 직경 "d"를 갖는 복수의 스템을 갖는 스템 웹을 캡핑하는 (여기에서, 상기 캡핑된 스템의 D:d 비율은 1.5:1 이상임) 방법.
- 제 23 항에 있어서, 상기 스템 웹을 냉각된 롤에 접촉시킴으로써 상기 냉각 단계를 수행하는 방법.
- 제 24 항에 있어서, 상기 첫번째 맞물림이 첫번째 가열된 맞물림 롤과 냉각된 롤 사이에 있는 방법.
- 제 25 항에 있어서, 상기 두번째 맞물림이 두번째 가열된 맞물림 롤과 냉각된 롤 사이에 있는 방법.
- 제 25 항에 있어서, 상기 냉각된 롤이 상기 첫번째 맞물림 롤의 직경보다 30% 이상 더 큰 직경을 갖는 방법.
- 제 26 항에 있어서, 상기 냉각된 롤의 직경이 상기 두번째 가열된 맞물림 롤의 직경보다 30% 이상 더 큰 방법.
- 제 23 항에 있어서, 냉각 후 상기 스템 웹이 상기 두번째 맞물림에서의 표면 온도와 동일한 온도에서 상기 스템 웹의 탄성율보다 14 배 이상 큰 탄성율을 갖는 방법.
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/002,560 US6843944B2 (en) | 2001-11-01 | 2001-11-01 | Apparatus and method for capping wide web reclosable fasteners |
| US10/002,560 | 2001-11-01 | ||
| PCT/US2002/029941 WO2003037131A1 (en) | 2001-11-01 | 2002-09-20 | Apparatus and method for capping wide web reclosable fasteners |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20040053241A KR20040053241A (ko) | 2004-06-23 |
| KR100889404B1 true KR100889404B1 (ko) | 2009-03-20 |
Family
ID=21701341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020047006534A KR100889404B1 (ko) | 2001-11-01 | 2002-09-20 | 넓은 웹 재폐 가능한 패스너를 캡핑하기 위한 장치 및 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US6843944B2 (ko) |
| EP (2) | EP1808089A1 (ko) |
| JP (1) | JP4537062B2 (ko) |
| KR (1) | KR100889404B1 (ko) |
| AT (1) | ATE371386T1 (ko) |
| DE (1) | DE60222159T2 (ko) |
| TW (1) | TW568826B (ko) |
| WO (1) | WO2003037131A1 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE602008006756D1 (de) | 2007-09-24 | 2011-06-16 | Saint Gobain Abrasifs Sa | Schleifprodukte mit aktiven füllern |
| US8256068B2 (en) * | 2007-11-16 | 2012-09-04 | Panduit Corp. | Microhook fastener apparatus |
| MY155071A (en) | 2008-12-12 | 2015-08-28 | Molex Inc | Resonance modifying connector |
| FR2945413B1 (fr) * | 2009-05-15 | 2011-05-06 | Aplix Sa | Element d'accrochage pour former la partie male d'un auto-agrippant |
| US9138957B2 (en) | 2010-06-21 | 2015-09-22 | 3M Innovative Properties Company | Slit hook strips and laminates and articles containing the same |
| DE202012102712U1 (de) | 2012-07-19 | 2013-10-21 | Rehau Ag + Co. | Abdichtungsprofil zum Anschluss eines Anbauteils |
| US9609920B2 (en) | 2013-09-06 | 2017-04-04 | Kimberly-Clark Worldwide, Inc. | Process for modifying a hook profile of a fastening component and a fastening component having hooks with a modified profile |
| WO2017168757A1 (ja) * | 2016-04-01 | 2017-10-05 | Ykk株式会社 | 成形面ファスナー及びその製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6197076B1 (en) * | 1999-04-05 | 2001-03-06 | 3M Innovative Properties Company | Abrasive article method of making same and abrading apparatus |
| US6248276B1 (en) * | 1999-01-15 | 2001-06-19 | Velcro Industries B.V. | Fasteners and methods of making fasteners |
Family Cites Families (89)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1192709A (en) * | 1914-12-01 | 1916-07-25 | Carborundum Co | Crystalline fused alumina and the manufacture thereof. |
| US1161620A (en) * | 1915-02-24 | 1915-11-23 | Carborundum Co | Crystalline fused alumina and method of making the same. |
| US1247337A (en) * | 1917-02-12 | 1917-11-20 | Norton Co | Aluminous abrasive. |
| US1268533A (en) * | 1917-08-07 | 1918-06-04 | Carborundum Co | Aluminous abrasive. |
| US2424645A (en) * | 1943-07-13 | 1947-07-29 | Carborundum Co | Fused aluminum oxide abrasive material |
| US3781172A (en) * | 1970-12-14 | 1973-12-25 | G Kinney | Process for the manufacture of microcrystalline fused abrasives |
| US3893826A (en) * | 1971-11-08 | 1975-07-08 | Norton Co | Coated abrasive material comprising alumina-zirconia abrasive compositions |
| US3891408A (en) * | 1972-09-08 | 1975-06-24 | Norton Co | Zirconia-alumina abrasive grain and grinding tools |
| DE2543738C3 (de) * | 1975-10-01 | 1981-01-08 | Hermann Berstorff Maschinenbau Gmbh, 3000 Hannover | Kalander für Folien aus thermoplastischem Kunststoff oder elastomerem Material |
| US4126429A (en) * | 1975-12-15 | 1978-11-21 | Norton Company | Co-fused alumina-zirconia alloy abrasive containing magnesium oxide |
| US4311489A (en) * | 1978-08-04 | 1982-01-19 | Norton Company | Coated abrasive having brittle agglomerates of abrasive grain |
| US4518397A (en) * | 1979-06-29 | 1985-05-21 | Minnesota Mining And Manufacturing Company | Articles containing non-fused aluminum oxide-based abrasive mineral |
| US4314827A (en) * | 1979-06-29 | 1982-02-09 | Minnesota Mining And Manufacturing Company | Non-fused aluminum oxide-based abrasive mineral |
| US5143522B1 (en) * | 1979-11-09 | 1998-01-06 | Washington Mills Electro Miner | Abrasive products containing fused alumina zirconia and reduced titania |
| US4588419A (en) * | 1980-10-08 | 1986-05-13 | Carborundum Abrasives Company | Resin systems for high energy electron curable resin coated webs |
| US4800685A (en) * | 1984-05-31 | 1989-01-31 | Minnesota Mining And Manufacturing Company | Alumina bonded abrasive for cast iron |
| US4543107A (en) * | 1984-08-08 | 1985-09-24 | Norton Company | Vitrified bonded grinding wheels containing sintered gel aluminous abrasive grits |
| US4457767A (en) * | 1983-09-29 | 1984-07-03 | Norton Company | Alumina-zirconia abrasive |
| US4623364A (en) * | 1984-03-23 | 1986-11-18 | Norton Company | Abrasive material and method for preparing the same |
| CA1266569A (en) * | 1984-05-09 | 1990-03-13 | Minnesota Mining And Manufacturing Company | Coated abrasive product incorporating selective mineral substitution |
| CA1266568A (en) * | 1984-05-09 | 1990-03-13 | Minnesota Mining And Manufacturing Company | Coated abrasive product incorporating selective mineral substitution |
| US5227104A (en) * | 1984-06-14 | 1993-07-13 | Norton Company | High solids content gels and a process for producing them |
| CA1254238A (en) * | 1985-04-30 | 1989-05-16 | Alvin P. Gerk | Process for durable sol-gel produced alumina-based ceramics, abrasive grain and abrasive products |
| US4652275A (en) * | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4741743A (en) * | 1985-08-19 | 1988-05-03 | Norton Company | Grinding wheel with combination of fused and sintered abrasive grits |
| US4770671A (en) * | 1985-12-30 | 1988-09-13 | Minnesota Mining And Manufacturing Company | Abrasive grits formed of ceramic containing oxides of aluminum and yttrium, method of making and using the same and products made therewith |
| US5259147A (en) * | 1986-02-15 | 1993-11-09 | Vereinigte Schmirgel-Und Maschinenfabriken Aktiengesellschaft | Granular abrasive material |
| US4751138A (en) * | 1986-08-11 | 1988-06-14 | Minnesota Mining And Manufacturing Company | Coated abrasive having radiation curable binder |
| US4799939A (en) * | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4881951A (en) * | 1987-05-27 | 1989-11-21 | Minnesota Mining And Manufacturing Co. | Abrasive grits formed of ceramic containing oxides of aluminum and rare earth metal, method of making and products made therewith |
| FR2628414B1 (fr) * | 1988-03-11 | 1992-01-17 | Pechiney Electrometallurgie | Materiau electrofondu polyphase a base d'alumine, d'oxycarbure et d'oxynitrure d'aluminium |
| US4898597A (en) * | 1988-08-25 | 1990-02-06 | Norton Company | Frit bonded abrasive wheel |
| US5011508A (en) * | 1988-10-14 | 1991-04-30 | Minnesota Mining And Manufacturing Company | Shelling-resistant abrasive grain, a method of making the same, and abrasive products |
| US4997461A (en) * | 1989-09-11 | 1991-03-05 | Norton Company | Nitrified bonded sol gel sintered aluminous abrasive bodies |
| US5110322A (en) * | 1989-09-13 | 1992-05-05 | Norton Company | Abrasive article |
| US5037453A (en) * | 1989-09-13 | 1991-08-06 | Norton Company | Abrasive article |
| US5263840A (en) * | 1989-10-30 | 1993-11-23 | Sulzer-Escher Wyss Gmbh | Calendar for surface treatment of material webs |
| US5139978A (en) * | 1990-07-16 | 1992-08-18 | Minnesota Mining And Manufacturing Company | Impregnation method for transformation of transition alumina to a alpha alumina |
| US5679302A (en) | 1990-09-21 | 1997-10-21 | Minnesota Mining And Manufacturing Company | Method for making a mushroom-type hook strip for a mechanical fastener |
| US5077870A (en) | 1990-09-21 | 1992-01-07 | Minnesota Mining And Manufacturing Company | Mushroom-type hook strip for a mechanical fastener |
| US5090968A (en) * | 1991-01-08 | 1992-02-25 | Norton Company | Process for the manufacture of filamentary abrasive particles |
| US5152917B1 (en) * | 1991-02-06 | 1998-01-13 | Minnesota Mining & Mfg | Structured abrasive article |
| US5378251A (en) * | 1991-02-06 | 1995-01-03 | Minnesota Mining And Manufacturing Company | Abrasive articles and methods of making and using same |
| FR2675158B1 (fr) * | 1991-04-15 | 1994-05-06 | Pechiney Electrometallurgie | Produits abrasifs et/ou refractaires a base d'oxynitrures, fondus et solidifies. |
| US5316812A (en) * | 1991-12-20 | 1994-05-31 | Minnesota Mining And Manufacturing Company | Coated abrasive backing |
| WO1993012911A1 (en) * | 1991-12-20 | 1993-07-08 | Minnesota Mining And Manufacturing Company | A coated abrasive belt with an endless, seamless backing and method of preparation |
| US5203884A (en) * | 1992-06-04 | 1993-04-20 | Minnesota Mining And Manufacturing Company | Abrasive article having vanadium oxide incorporated therein |
| US5366523A (en) * | 1992-07-23 | 1994-11-22 | Minnesota Mining And Manufacturing Company | Abrasive article containing shaped abrasive particles |
| US5201916A (en) * | 1992-07-23 | 1993-04-13 | Minnesota Mining And Manufacturing Company | Shaped abrasive particles and method of making same |
| KR950703624A (ko) * | 1992-09-25 | 1995-09-20 | 워렌 리처드 보비 | 알루미나 및 세리아를 함유하는 연마 그레인의 제조 방법(method of making abrasive grain containing alumina and ceria) |
| JP3560341B2 (ja) * | 1992-09-25 | 2004-09-02 | ミネソタ・マイニング・アンド・マニュファクチュアリング・カンパニー | アルミナおよびジルコニアを含む砥粒 |
| KR950703625A (ko) * | 1992-09-25 | 1995-09-20 | 테릴 켄트 퀄리 | 희토류 산화물을 포함하는 연마 입자(abrasive grain including rare earth oxide therein) |
| CA2115889A1 (en) * | 1993-03-18 | 1994-09-19 | David E. Broberg | Coated abrasive article having diluent particles and shaped abrasive particles |
| US5436063A (en) * | 1993-04-15 | 1995-07-25 | Minnesota Mining And Manufacturing Company | Coated abrasive article incorporating an energy cured hot melt make coat |
| US5441549A (en) * | 1993-04-19 | 1995-08-15 | Minnesota Mining And Manufacturing Company | Abrasive articles comprising a grinding aid dispersed in a polymeric blend binder |
| US5549962A (en) * | 1993-06-30 | 1996-08-27 | Minnesota Mining And Manufacturing Company | Precisely shaped particles and method of making the same |
| US5593467A (en) * | 1993-11-12 | 1997-01-14 | Minnesota Mining And Manufacturing Company | Abrasive grain |
| TW317223U (en) * | 1994-01-13 | 1997-10-01 | Minnesota Mining & Mfg | Abrasive article |
| BR9509116A (pt) * | 1994-09-30 | 1997-11-18 | Minnesota Mining & Mfg | Artigo abrasivo revestido processos para produzir o mesmo e processo para desbastar uma peça dura |
| DE19503854C2 (de) * | 1995-02-06 | 1997-02-20 | Starck H C Gmbh Co Kg | Verfahren zur Herstellung gesinterter alpha-Al¶2¶O¶3¶-Körper sowie deren Verwendung |
| DE69622734T2 (de) * | 1995-10-20 | 2003-04-24 | Minnesota Mining & Mfg | Schleifmittel mit anorganischem metallischen orthophosphat |
| JPH09121908A (ja) | 1995-11-06 | 1997-05-13 | Ykk Corp | 成形面ファスナーとその製造方法及び装置 |
| CA2253498A1 (en) * | 1996-05-08 | 1997-11-13 | Kam W. Law | Abrasive article comprising an antiloading component |
| JP3461662B2 (ja) | 1996-06-06 | 2003-10-27 | Ykk株式会社 | 一体成形面ファスナー |
| US6054091A (en) * | 1996-10-03 | 2000-04-25 | Minnesota Mining And Manufacturing Co. | J hook-type hook strip for a mechanical fastener |
| US5953797A (en) * | 1996-10-09 | 1999-09-21 | Velcro Industries B.V. | Hook fasteners and methods of manufacture |
| US6039911A (en) | 1997-01-09 | 2000-03-21 | 3M Innovative Properties Company | Method for capping stem fasteners |
| US6035498A (en) * | 1997-01-27 | 2000-03-14 | Velcro Industties B.V. | Stretched fasteners |
| US5945131A (en) * | 1997-04-16 | 1999-08-31 | Velcro Industries B.V. | Continuous molding of fastener products and the like and products produced thereby |
| NL1006180C2 (nl) | 1997-05-30 | 1998-12-10 | Holland Railconsult | Draaglichaam voor het ondersteunen van spoorstaven, en een werkwijze voor het fabriceren daarvan. |
| US6132660A (en) | 1997-06-19 | 2000-10-17 | 3M Innovative Properties Company | Method for forming headed stem mechanical fasteners |
| US5868987A (en) | 1997-06-19 | 1999-02-09 | Minnesotamining And Manufacturing | Superimposed embossing of capped stem mechanical fastener structures |
| US6280670B1 (en) * | 1997-08-22 | 2001-08-28 | Velcro Industries B.V. | Post- forming heads on fastener elements |
| US5863308A (en) * | 1997-10-31 | 1999-01-26 | Norton Company | Low temperature bond for abrasive tools |
| DE19828856C1 (de) * | 1998-06-29 | 1999-10-07 | Binder Gottlieb Gmbh & Co | Verfahren zur Herstellung eines Haftverschlußteiles |
| US6592800B1 (en) | 1999-10-04 | 2003-07-15 | 3M Innovative Properties Company | Apparatus and method for making a mechanical fastener |
| DE19952417A1 (de) * | 1999-10-30 | 2001-05-03 | Binder Gottlieb Gmbh & Co | Verfahren zur Herstellung eines Haftverschlußteiles |
| US6607570B1 (en) * | 2000-02-02 | 2003-08-19 | 3M Innovative Properties Company | Fused Al2O3-rare earth oxide eutectic abrasive particles, abrasive articles, and methods of making and using the same |
| US6451077B1 (en) * | 2000-02-02 | 2002-09-17 | 3M Innovative Properties Company | Fused abrasive particles, abrasive articles, and methods of making and using the same |
| US6596041B2 (en) * | 2000-02-02 | 2003-07-22 | 3M Innovative Properties Company | Fused AL2O3-MgO-rare earth oxide eutectic abrasive particles, abrasive articles, and methods of making and using the same |
| US6669749B1 (en) * | 2000-02-02 | 2003-12-30 | 3M Innovative Properties Company | Fused abrasive particles, abrasive articles, and methods of making and using the same |
| US6592640B1 (en) * | 2000-02-02 | 2003-07-15 | 3M Innovative Properties Company | Fused Al2O3-Y2O3 eutectic abrasive particles, abrasive articles, and methods of making and using the same |
| US6458731B1 (en) * | 2000-07-19 | 2002-10-01 | 3M Innovative Properties Company | Fused aluminum oxycarbide/nitride-AL2O3.Y2O3 eutectic materials |
| US6583080B1 (en) * | 2000-07-19 | 2003-06-24 | 3M Innovative Properties Company | Fused aluminum oxycarbide/nitride-Al2O3·rare earth oxide eutectic materials |
| US6589305B1 (en) * | 2000-07-19 | 2003-07-08 | 3M Innovative Properties Company | Fused aluminum oxycarbide/nitride-Al2O3 • rare earth oxide eutectic abrasive particles, abrasive articles, and methods of making and using the same |
| US6582488B1 (en) * | 2000-07-19 | 2003-06-24 | 3M Innovative Properties Company | Fused Al2O3-rare earth oxide-ZrO2 eutectic materials |
| US6666750B1 (en) * | 2000-07-19 | 2003-12-23 | 3M Innovative Properties Company | Fused AL2O3-rare earth oxide-ZrO2 eutectic abrasive particles, abrasive articles, and methods of making and using the same |
| US6454822B1 (en) * | 2000-07-19 | 2002-09-24 | 3M Innovative Properties Company | Fused aluminum oxycarbide/nitride-Al2O3·Y2O3 eutectic abrasive particles, abrasive articles, and methods of making and using the same |
| US6521004B1 (en) * | 2000-10-16 | 2003-02-18 | 3M Innovative Properties Company | Method of making an abrasive agglomerate particle |
-
2001
- 2001-11-01 US US10/002,560 patent/US6843944B2/en not_active Expired - Fee Related
-
2002
- 2002-09-20 JP JP2003539484A patent/JP4537062B2/ja not_active Expired - Fee Related
- 2002-09-20 KR KR1020047006534A patent/KR100889404B1/ko not_active IP Right Cessation
- 2002-09-20 EP EP07103049A patent/EP1808089A1/en not_active Withdrawn
- 2002-09-20 DE DE60222159T patent/DE60222159T2/de not_active Expired - Lifetime
- 2002-09-20 AT AT02761766T patent/ATE371386T1/de not_active IP Right Cessation
- 2002-09-20 WO PCT/US2002/029941 patent/WO2003037131A1/en active IP Right Grant
- 2002-09-20 EP EP02761766A patent/EP1441614B1/en not_active Expired - Lifetime
- 2002-10-22 TW TW091124343A patent/TW568826B/zh not_active IP Right Cessation
-
2004
- 2004-12-10 US US11/009,904 patent/US7048527B2/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6248276B1 (en) * | 1999-01-15 | 2001-06-19 | Velcro Industries B.V. | Fasteners and methods of making fasteners |
| US6197076B1 (en) * | 1999-04-05 | 2001-03-06 | 3M Innovative Properties Company | Abrasive article method of making same and abrading apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4537062B2 (ja) | 2010-09-01 |
| WO2003037131A1 (en) | 2003-05-08 |
| EP1441614A1 (en) | 2004-08-04 |
| EP1808089A1 (en) | 2007-07-18 |
| JP2005511123A (ja) | 2005-04-28 |
| ATE371386T1 (de) | 2007-09-15 |
| DE60222159T2 (de) | 2008-08-07 |
| US20030080453A1 (en) | 2003-05-01 |
| US6843944B2 (en) | 2005-01-18 |
| EP1441614B1 (en) | 2007-08-29 |
| DE60222159D1 (de) | 2007-10-11 |
| US20050100626A1 (en) | 2005-05-12 |
| TW568826B (en) | 2004-01-01 |
| KR20040053241A (ko) | 2004-06-23 |
| US7048527B2 (en) | 2006-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100358480B1 (ko) | 연마용품, 그의제조방법 및 사용방법 | |
| KR100313263B1 (ko) | 연마품,이의제조방법,이를사용한마무리방법및제작용금형 | |
| EP0725706B1 (en) | Abrasive article, a process of making same, and a method of using same to finish a workpiece surface | |
| JP4634386B2 (ja) | 研磨物品用組成物 | |
| KR100372592B1 (ko) | 코팅된연마용물품,이의제조방법및사용방법 | |
| WO2018080765A1 (en) | Structured abrasive articles and methods of making the same | |
| US5453312A (en) | Abrasive article, a process for its manufacture, and a method of using it to reduce a workpiece surface | |
| KR100889404B1 (ko) | 넓은 웹 재폐 가능한 패스너를 캡핑하기 위한 장치 및 방법 | |
| EP1663580A1 (en) | Structured abrasive article | |
| US6364747B1 (en) | Abrasive article with embossed isolation layer and methods of making and using | |
| US20090088054A1 (en) | Sanding element | |
| JPH07164330A (ja) | 研磨材物品およびその製造方法 | |
| PL185351B1 (pl) | Sposób wytwarzania powleczonego materiału ściernego oraz powleczony materiał ścierny otrzymany tym sposobem | |
| US6722955B2 (en) | Buckup plate assembly for grinding system | |
| KR100398942B1 (ko) | 공작물을널링하는방법과장치,그와같은공작물로제품을몰딩하는방법,및그와같은몰드제품 | |
| EP1670617A1 (en) | Structured abrasive article | |
| WO2005035197A1 (en) | Method of making a coated abrasive | |
| GB2420786A (en) | Abrasive articles with novel structures and methods for grinding | |
| JP2007505754A (ja) | 被覆研磨材の製造方法 | |
| WO2022162580A1 (en) | Method of making a coated abrasive article and coated abrasive article | |
| CN113039044A (zh) | 涂覆研磨带及其制造和使用方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20120222 Year of fee payment: 4 |
|
| LAPS | Lapse due to unpaid annual fee |