KR100214183B1 - 은폐 제직 슬라이드 파스너 스트링어 제조 방법 및 장치 - Google Patents
은폐 제직 슬라이드 파스너 스트링어 제조 방법 및 장치 Download PDFInfo
- Publication number
- KR100214183B1 KR100214183B1 KR1019970006759A KR19970006759A KR100214183B1 KR 100214183 B1 KR100214183 B1 KR 100214183B1 KR 1019970006759 A KR1019970006759 A KR 1019970006759A KR 19970006759 A KR19970006759 A KR 19970006759A KR 100214183 B1 KR100214183 B1 KR 100214183B1
- Authority
- KR
- South Korea
- Prior art keywords
- yarn
- weft yarn
- core cord
- basic
- fastener
- Prior art date
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
- A44B19/24—Details
- A44B19/40—Connection of separate, or one-piece, interlocking members to stringer tapes; Reinforcing such connections, e.g. by stitching
- A44B19/406—Connection of one-piece interlocking members
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
- A44B19/42—Making by processes not fully provided for in one other class, e.g. B21D53/50, B21F45/18, B22D17/16, B29D5/00
- A44B19/52—Securing the interlocking members to stringer tapes while making the latter
- A44B19/54—Securing the interlocking members to stringer tapes while making the latter while weaving the stringer tapes
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
- D10B2501/06—Details of garments
- D10B2501/063—Fasteners
- D10B2501/0631—Slide fasteners
Abstract
은폐 제직 슬라이드 파스너 스트링어 제조 장치는, 파스너 테이프(3)의 기본 경사 얀(8)이 배치되는 측에 배치되고 코어-코드-삽입 홀(19)을 가진 프레임(16)과, 열가소성 합성수지 단섬사(21)를 파스너 소자(2)로 형성하는 프레임(16)으로부터 돌출하는 멘드렐(17)과, 멘드렐(17) 하향으로 배치된 정착 위사 얀 운송막대(29)와 기본 위사 얀 운송막대(28), 프레임(16) 둘레를 회전가능하고 단섬사 가이드 홀(22)을 가진 로터(20)와, 코어 코드(7) 위로 배치되는 정착 경사 얀 헤들(25)과, 코어 코드(7) 아래로 배치되는 기본 경사 얀 헤들(24)과, 외부 코어 코드(7)를 하향 가압하기 위해 기본 위사 얀 운송막대(28) 앞으로 수직 이동가능하게 배치된 훅 레버(26)를 포함하는 것이다.
Description
본 발명은 은폐 제직 슬라이드 파스너 스트링어 제조를 위한 방법 및 장치에 관한 것으로, 장치 내에 삽입된 코어 코드(core cords)를 가진 감겨진 파스너(coiled fastener) 소자는 방직기와 같은 방직 장치에 의해 파스너 테이프의 접힌 내부 테두리(margin) 내로 및 테두리를 따라서 고정되게 제직(fixedly woven)되는 것이다.
발명의 제 1 의 목적은 단순히, 파스너 소자 평탄화 방지를 위해 감겨진 파스너 소자를 통한 코어 코드 삽입과 파스너 테이프의 접힌 내부테두리 전환부분 급변위를 방지하기 위해 파스너 소자 레그의 견고한 결합에 의해, 은폐 제직 슬라이드 파스너 스트링어 제조 방법을 제공하는 것이다.
본 발명의 제 2 의 목적은 경사 및 위사 얀과 코어 코드 제직 구조를 설명함으로써 질긴 양질의 은폐 제직 슬라이드 파스너 스트링어 제조 방법을 제공하는 것이다.
본 발명의 제 3 의 목적은 고정 멘드렐과 멘드렐 둘레를 회전가능한 로터와 기본 위사 얀 운송막대와 정착 위사 얀 운송막대가 구비된 방직기상에서, 파스너 소자 평탄화 방지와 커플링 헤드 기울기 방지를 위해 감겨진 파스너를 통과해 코어 코드가 삽입되고, 파스너 테이프 접힌 내부테두리의 전환부분의 급변위 방지를 위해 파스너 소자 레그가 강하게 결합되는 은폐 제직 슬라이드 파스너 스트링어 제조 장치를 제공하는 것이다.
본 발명의 제 4 의 목적은 멘드렐의 형태를 설명함으로써 좀더 확실하고 용이하게 은폐 제직 슬라이드 파스너 스트링어 제조 장치를 제공하는 것이다.
본 발명의 제 5 의 목적은 코어 코드 제직을 제어함으로써 파스너 소자가 파스너 테이프 내에 강하게 제직되는 질기고 은폐 제직 슬라이드 파스너 스트링어 제조 장치를 제공하는 것이다.
본 발명의 제 1 면에 따른 은폐 제직 슬라이드 파스너 스트링어 제조 방법은, 다수의 기본 경사 얀 및 복합 피크 위사 얀의 파스너 테이프 제직 단계와, 열가소성 합성수지 단섬사를 파스너 테이프의 클로스 펠의 한 사이드에 제공하는 단계와, 단섬사를 내향으로 마주대한 연속되는 커플링 헤드와 함께 감겨진 파스너 소자로 만드는 단계와, 감겨진 파스너 소자를 통과하여 다수의 병렬 코어 코드를 삽입하는 단계와, 다수의 정착 경사 얀 사이 및 커플링 헤드와 내부 코어 코드 1개 사이에 배치하는 단계와, 파스너 테이프 접힌 내부 테두리 전환부분에서 정착 경사 얀의 중간 코어 코드 1개와 제직 얀 사이에, 코어 코드 너머로 연장되는 복합 피크 정착 위사 얀을 삽입하는 단계를 포함하며, 기본 위사 얀은 파스너 소자 커넥팅부분의 한 사이드에 있는 외부 코어 코드 1개를 그 소자 사이드 단부에서 결합시킴으로써 실행된다.
처음 언급한 특성에 부가하여 본 발명의 제 2 의 목적은, 기본 위사 얀이 외부 코어 코드와 한 단부에서 인터레이스 되는 동안, 복합 피크 정착 위사 얀은 중간코어 코드 정착 경사 얀과 한 단부에서 인터레이스 되고, 코어 코드 너머로 연장되며, 내부 정착 경사 얀 외향으로 배치되고 외부 코어 코드와 한 단부에서 인터레이스 된 전환부분이 있는 기본 위사 얀과 다른 한 단부에서 인터레이스 되는 은폐 제직 슬라이드 파스너 스트링어 제조 방법에 의해 실행된다.
처음 언급한 특성에 부가하여 본 발명의 제 2 의 목적은, 기본 위사 얀이 외부 코어 코드와 한 단부에서 인터레이스 되는 동안, 복합 피크 정착 위사 얀은 중간 코어 코드 정착 경사 얀과 한 단부에서 인터레이스 되고 코어 코드 너머로 연장되며, 내부 정착 경사 얀의 외향으로 배치되고 전환부분에 있는 기본 경사 얀을 횡단하며 기본 위사 얀과 1세트로서 삽입되는 은폐 제직 슬라이드 파스너 스트링어에 의해 대안적으로 실행된다.
제 3 의 목적은, 다수의 기본 경사 얀과 복합 피크 기본 위사 얀의 파스너 테이프 제직을 위한 방직기와, 파스너 테이프 기본 경사 얀이 배치될 한 사이드 상에 배치된 고정 프레임과, 열가소성 합성수지 단섬사를 파스너 소자로 만들기 위해 프레임으로부터 돌출하는 멘드렐과, 멘드렐 하향으로 배치된 정착 위사 얀 운송막대와 기본 위사 얀 운송막대와, 다수의 고정 멘드렐 내의 멘드렐 외향으로 다수의 코어 코드 삽입 홀과, 고정 프레임 둘레를 회전가능하고 단섬사 관통 가이드 홀을 가진 로터와, 파스너 테이프 내로 제직될 코어 코드 위로 배치되기에 적합한 정착 경사 얀 헤들과, 코어 코드 아래로 배치되기에 적합한 기본 경사 얀 헤들로 구성되는 은폐 제직 슬라이드 파스너 스트링어 제조 장치에 의해 실행된다.
상술된 장치 특징에 부가하여 제 4 의 목적은, 멘드렐이 정착 위사 얀 운송막대와 기본 위사 얀 운송막대를 피하기 위해 굴곡부분을 가진 은폐 제직 슬라이드 파스너 스트링어 제조 장치에 의해 실행된다.
상술된 장치 특징에 부가하여 제 5 의 목적은, 외부 코어 코드 1개를 하향 가압하기 위해 기본 위사 얀 운송막대 앞으로 수직 이동가능하게 배치된 훅 레버를 포함하는 은폐 제직 슬라이드 파스너 스트링어 제조 장치에 의해 실행된다.
일본 특허 공보 헤이7-67402호 는, 방직기계상에서, 파스너 테이프 클로스 펠의 한쪽 사이드에 공급될 열가소성 합성수지 단섬사(thermoplastic resin monofilament)를 감겨진 파스너 소자로 만드는 것에 의해, 은폐 제직 슬라이드 파스너 스트링어(concealed woven slide fastener stringer)제조 방법을 공시한 것으로, 이 방법으로 파스너 소자의 상 레그와 하 레그는 기본 경사 얀(foundation warp yarns)에 의해 파스너 테이프 내로 제직되고, 경사얀과 복합 피크 기본 위사 얀을 파스너 테이프의 내향으로 마주대한 커플링 헤드와 결합시켜 이에 따라 파스너 소자를 고정시키게 된다.
일본 특허 공보 소57-35645호는 파스너 소자의 커플링 헤드가 스트링어 내에서 파스너 테이프 외부로 노출되는 일반 타입 제직 슬라이드 파스너 스트링어 제조 장비를 공시한 것으로, 감겨진 파스너 소자로 만들기 위해 단섬사를 고정멘드렐 둘레로 회전시키면서 열가소성 합성수지 단섬사를 파스너 스트링어 클로스 펠의 한쪽 사이드에 공급하고, 파스너 소자를 통과하여 코어 코드를 삽입하며, 기본 경사 얀과 복합 피크위사얀과 복합 피크 기본정착 위사 얀에 의해 파스너 소자의 레그를 파스너 소자로 제직하는 것에 의한 것이다.
일본 특허 공보 소59-51814호는 파스너 소자의 커플링 헤드가 파스너 테이프 외부로 노출되는 일반 타입 제직 슬라이드 파스너 스트링어 제조 장비를 공시한 것으로, 감겨진 파스너 소자로 만들기 위해 단섬사를 고정 멘드렐 둘레로 회전시키면서 열가소성 합성수지 단섬사를 파스너 테이프의 한쪽 사이드에 공급하고, 파스너 소자를 통과하여 코어 코드를 삽입하며, 기본 경사 얀과 정착 위사 얀과 복합 피크 기본 정착 위사 얀과 복합 피크 정착 위사 얀에 의해 파스너 소자의 레그를 파스너 소자로 제직하는 것에 의한 것이다.
첫번째 공보의 은폐 제직 슬라이드 파스너 스트링어 제조방법에서, 감겨진 파스너 소자 내에 코어 코드가 존재하지 않는 부분적 원인과, 파스너 소자의 레그가 기본 위사 얀과 결합 경사 얀과 복합 피크 기본 위사 얀의 이 3가지 얀에 의해 제직되는 부분적인 원인으로, 파스너 소자는 가압되며 평탄해질 것이고, 커플링 헤드는 기울어져서 파스너 소자와 상대 파스너 스트링어 파스너 소자의 확실하고 원활한 결합이 실행될 수 없고 결과적으로 슬라이드의 비원활한 슬라이딩을 초래한다.
두번째 공보의 장치나 세번째 공고의 장치는 일반 타입 슬라이드 파스너 스트링어 제조 장치로서, 스트링어 내에서 감겨진 파스너 소자는 커플링 헤드가 파스너 테이프 외부로 노출되어 파스너 테이프의 한 에지에서 제직되고 따라서 은폐 타입 제직 슬라이드 파스너 스트링어 제조가 불가능하다.
예로서, 정착 위사 얀 운송막대와 기본 위사 얀 운송막대는 각각 멘드렐 상하로 배치되는 부분적 원인과 멘드렐이 연속되는 커플링 헤드를 형성하는 부분적 원인으로, 멘드렐이 파스너 테이프에서 떨어진 위치로 연장될 수밖에 없다. 그러므로, 멘드렐이 내부 사이드로 쉬프트 된다해도 상기한 장치의 형태는 커플링 헤드가 내향으로 마주대한 은폐 타입 파스너 스트링어 제조에 적용될 수 없다. 정착 위사 얀 운송막대가 멘드렐 위에 배치되기 때문에, 여러 개의 피치를 따라 제직된 후 멘드렐로부터 제거될 때, 복합 피크 정착 위사 얀은 멘드렐 너머로 연장된 다음 느슨해지고, 결과적으로 파스너 소자는 강하게 고정될 수 없다.
본 발명에 따르는 양호한 실시예를 첨부 도면을 참고로 하여 이하에 상세하게 설명하면 다음과 같다.
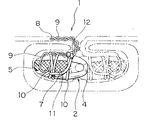
도 1 은 본 발명에 따른 방직기 주요 부분의 평면도.
도 2 는 방직기의 투시도.
도 3 은 방직기의 측면도.
도 4 는 방직기로 제조된 은폐 제직 슬라이드 파스너 스트링어 구조의 주요부분을 도시한 도면.
도 5 는 은폐 제직 슬라이드 파스너 스트링어가 연장되는 제 1 패턴을 도시한 투시도.
도 6 은 은폐 제직 슬라이드 파스너 스트링어가 연장되는 제 2 패턴을 도시한 투시도.
도 7 은 각각 본 발명에 의해 제조된 동일 파스너 한 쌍으로 구성된 은폐 슬라이드 파스너의 단면도.
* 도면의주요부분에대한부호의설명
1 : 슬라이드 파스너 스트링어 2 : 파스너 소자
3 : 파스너 테이프 7 : 코어 코드
8 : 기본 경사 얀 9 : 기본 위사 얀
10, 11 : 정착 위사 얀 13 : 헤들
14 : 리드 15 : 클로스 펠
16 : 프레임 17 : 멘드렐
20 : 로터 21 : 열가소성 합성수지 단섬사
24 : 기본 경사 얀 헤들 25 : 정착 경사 얀 헤들
26 : 훅 레버 27 : 피봇 아암
28 : 기본 위사 얀 운송막대 29 : 정착 위사 얀 운송막대
30 : 래치 니들 31 : 레퍼런스 숫자
본 발명의 방법과 장치에 의해 제조된 은폐 제직 슬라이드 파스너 스트링어는 도 4 내지 도 7 에 도시된다. 슬라이드 파스너 스트링어(1)에서, 감겨진 파스너 소자(2)는 각각의 연속되는 커플링 헤드(4), 커넥팅 부분(5), 상하 레그 세트를 가지며, 파스너 테이프(3)의 내부 테두리 내에서 제직되고, 2개의 코어 코드(7)는 파스너 소자(2)를 통과하여 삽입된다. 파스너 테이프(3)은 기본 위사 얀(8)과 복합 피크 기본 위사 얀(9)으로 제직된다. 파스너 소자(2)는 이런 방법으로 파스너 테이프(3)에 결합되어서 커플링 헤드(4)는 파스너 테이프(3)의 내향으로 향한다. 3개의 정착 위사 얀(10)은 레그(6) 너머로 연장되고, 2개의 정착 위사 얀(10)은 2개의 코어 코드(7) 사이에 배치되는 반면, 다른 정착 위사 얀(10)은 커플링 헤드(4)와 내부 코어 코드(7) 사이에 배치되고 파스너 소자(2)에 삽입된(inlayed) 복합 피크 기본 경사 얀(9)을 가로질러 배치된다. 코어 코드(7)의 수는 2개 이상이며 파스너 소자(2)의 사이즈에 의존된다.
파스너 소자(2)를 강하게 고정시키기 위하여, 1개의 복합 피크 정착 위사 얀(11)은 2개의 코어 코드(7) 사이에 배치되는 정착 경사 얀(10)의 외부 1개와 인터레이스 되며, 다음 정착 경사 얀(10)을 횡단하고, 이 위에서 복합 피크 정착 위사 얀(11)은 내부 코어 코드(7) 너머로 연장되며 다음 정착 경사 얀(10)을 횡단한 다음 복합 피크 기본 위사 얀(9)과 인터레이스 하고, 따라서 파스너 테이프(3) 내부 테두리 전환부분(12)을 형성한다. 기본 경사 얀(9)은 파스너 소자(2)의 연결부분(5) 측에서 삽입된 외부 코어 코드(7)와 단부에서 인터레이스 된다. 결과적으로 파스너 소자로 파스너 스트링어(1)가 제직된다.
도 6 에 도시한 막대와 같이, 정착 위사 얀(11)은 정착 경사 얀(10) 1개와 단부에서 인터레이스하고, 내부 코어 코드(7) 너머로 연장되며 커플링 헤드(4)측에서 배치된 내부 정착 경사 얀(10)을 횡단하고 복합 피크 기본 위사 얀(9)과 1개의 세트로서 삽입되어서 파스너 테이프(3) 내부 테두리 안에서와 테두리를 따라서 파스너 소자(2)를 제직한다.
은폐 제직 슬라이드 파스너 스트링어 제조 장치는 도 1 내지 도 3 과 관련하여 설명된다. 방직기내에서, 파스너 테이프(3)을 제직하기 위한 기본 경사 얀(8)은 헤들(heddle, 13)과 리드(reed, 14)를 통과하여 파스너 테이프(3)의 클로스 펠(cloth fell, 15)에 공급된다. 원형 고정 프레임(circular fixed frame, 16)은 기본 경사 얀(8)의 사이드 상에 배치된다. 파스너-소자-형성 멘드렐(17)은 파스너 테이프(3) 클로스 펠(15)로부터 다수의 피치를 따라서, 파스너 소자(2)에 삽입된 말단부(distal end)와 함께, 기본 경사 얀(8)을 향한 위치에서 고정 프레임(16)으로부터 돌출한다. 정착 위사 얀 운송막대(29)가 지나가는 지점에서, 멘드렐(17)은 상기 운송막대(29)와의 간섭을 피하기 위해 상향으로 굽어진 굴곡부분(bent portion, 18)을 가진다.
고정 프레임(16)은 멘드렐(17) 외향으로 다수의 코어 코드 삽입 홀(19)을 가지며, 이를 거쳐 코어 코드(7)는 파스너 테이프(3) 클로스 펠(15) 위치에서 파스너 소자(2) 내로 삽입된다. 로터(rotor, 20)는 고정 프레임(16) 둘레를 회전하기 위해 고정 프레임(16) 둘레에 배치되고, 폴리아미드와 폴리에스테르와 같이 파스너 소자(2)로 형성될 열가소성 합성수지 단섬사(21)의 통과를 위한 가이드 홀(22)을 가진다. 단섬사(21)는 일정 간격으로 다수의 플랫부분(23)을 가지며, 단섬사(21)로 파스너 소자(2)가 만들어진 것처럼 개개의 플랫부분(23)은 각각 커플링 헤드(4)와 연결부분(5)을 형성한다. 단일 섬유(21)는 파스너 소자(2)가 되는 반면, 파스너 테이프(3)의 클로스 펠(15)로 돌출하는 멘드렐(17) 둘레에 감긴다.
고정 프레임(16)이나 로터(20)는 반드시 원형으로 한정되어야 하고 양자택일적으로 다각형일 수 있으며, 멘드렐(17)과 코어 코드 삽입 홀(19)을 가질 수도 있다. 좀더 대안적 형태로서 메인 샤프트는 고정 프레임 둘레를 회전하는 상기 형태 대신 로터(20)의 중앙으로 고정될 수 있으며, 코어 코드 삽입 홀과, 멘드렐(17)과 코어 코드 삽입 홀(19)을 가진 원형 또는 다각형 고정 프레임을 하나의 단부에서 지탱하는 아암을 가지므로, 로터(20)상에 제공된 가이드 홀(22)을 거쳐 삽입된 단섬사(21)는 멘드렐(17) 둘레에 감긴다. 물론, 둘레로 로터(20)가 회전되는 메인 샤프트는 대형 사이즈 원형 디스크 형태일 수 있다.
파스너 소자(2)를 부착 시키도록 기본 경사 얀(8) 셰딩(shedding)을 위한 기본 경사 얀 헤들(24)은 코어 코드(7) 하향에 배치되고, 파스너 소자(2)를 고정시키도록 정착 경사 얀(8) 셰딩을 위한 정착 경사 얀 헤들(25)은 코어 코드(7) 상향에 배치된다. 수직 훅 레버(26)는 기본 위사 얀 운송막대(28)의 하향으로 코어 코드를 가압하기 위하여 기본 위사 얀 운송막대(28) 앞에 코어 코드(7) 위로 수직 이동하도록 배치된다.
또한, 피봇 아암(27)은 파스너 테이프(3) 클로스 펠(15)의 한 사이드에서 가까이에 배치된다. 기본 위사 얀(8) 셰드를 통과하여 기본 위사 얀(9)을 삽입할 기본 위사 얀 운송막대(28)와, 정착 위사 얀(29) 셰드를 통과하여 정착 위사 얀(11)을 삽입할 정착-위사-얀 운송막대(10)는, 각각 암(27) 자유단부의 상하 사이드로부터 전체적으로 연장된다. 기본 위사 얀 운송막대(28)와 정착 위사 얀 운송막대(29)는 모두 멘드렐(17) 하향으로 배치된다. 파스너 테이프(3)의 다른 하나의 사이드에, 삽입된 기본 위사 얀(9)을 캐치하기 위한 래치 니들(30) 또는 기본 위사 얀(9)과 정착 위사 얀(11)의 결합 얀이 배치된다. 레퍼런스 숫자(31)는 고정 프레임(16) 둘레로 로터(20)를 회전시키기 위해 기어 메카니즘을 표시해준다.
상기 장치에서 은폐 제직 슬라이드 파스너 스트링어 제조를 위해, 파스너 테이프(3)내에 제직된 파스너 소자(2)에 삽입된 멘드렐(17)과 함께, 3개의 피치를 따라서, 기본 위사 얀 운송막대(28)와 정착 위사 얀 운송막대(29)는 모두 수축되며, 기본 위사 얀 헤들(24)과 정착 경사 얀 헤들(25)과 헤들(13)에 의해 기본 경사 얀(8)과 정착 경사 얀(10)이 셰드되는 동안에 단섬사(21)는 로터(20) 회전에 의해 멘드렐(17) 둘레에 감긴다. 기본 경사 얀(8)과 정착 경사 얀(10)의 셰드가 헤들(13, 24, 25)에 의해 완료된 후에, 기본 위사 얀 운송막대(28)와 정착 위사 얀 운송막대(29)는 기본 위사 얀(9)과 정착 위사 얀(11)을 삽입하기 위해 전진한다.
동시에, 래치 니들(30)은 정착 위사 얀(11)과 기본 위사 얀(9)을 패스하기 위해 하향 이동되고, 상승된 위치로 상향 복귀할 때 기본 위사 얀(9) 하나만을 캐치한다. 그리고 나서, 기본 위사 얀 운송막대(28)와 정착 위사 얀 운송막대(29)는 또한 수축된 위치로 복귀하며, 이 때 정착 위사 얀(11)이 기본 위사 얀(9)과 인터레이스 되며, 그리고 나서 리드(14)는 비팅(beating)을 실행한다. 동시에, 기본 경사 얀 헤들(13, 24)과 정착 위사 얀 헤들(25)은 기본 위사 얀(9)과 정착 위사 얀(11)을 잡기 위해 기본 경사 얀(8)과 정착 경사 얀(10)이 서로 횡단하도록 역이동된다. 상기 과정이 반복됨에 따라 감겨진 파스너 소자(2)는 파스너 스트링어(1)를 형성하기 위해 파스너 테이프(3) 내로 제직된다.
상기 결과의 파스너 스트링어(1) 내부 테두리는 커플링 헤드(4) 가까이 전환부분(12)을 따라서 접히며, 접힌 상태의 영구 유지를 위해 열처리공정 또는 다른 처리법으로 가공처리되고, 따라서 은폐 제직 슬라이드 파스너 스트링어(1)를 완결하게 된다.
본 발명의 은폐 제직 슬라이드 파스너 스트링어 제조 방법과 장치는 다음과 같은 잇점을 제공한다.
본 발명의 제 1 면에 따른 방법은, 다수의 기본 경사 얀(8) 및 복합 피크 위사 얀(9)의 파스너 테이프 제직 단계와, 열가소성 합성수지 단섬사(21)를 파스너 테이프(3)의 클로스 펠(15)의 한 사이드에 제공하는 단계와, 단섬사(21)를 내향으로 마주대한 연속되는 커플링 헤드(4)와 함께 감겨진 파스너 소자(2)로 만드는 단계와, 감겨진 파스너 소자(2)를 통과하여 다수의 병렬 코어 코드(7)를 삽입하는 단계와, 다수의 정착 경사 얀(10)을 코어 코드(7)의 사이 및 커플링 헤드(4)와 내부 코어 코드(7) 1개 사이에 배치하는 단계와, 파스너 테이프(3) 접힌 내부 테두리 전환부분(12)에서 정착 경사 얀(10)의 중간코어 코드 1개와 제직얀 사이에, 코어 코드(7) 너머로 연장되는 복합 피크 정착 위사 얀(11)을 삽입하는 단계를 포함하며, 기본 위사 얀(9)은 파스너 소자(2) 커넥팅부분의 한 사이드에 있는 외부 코어 코드 1개를 그 소자 사이드 단부에서 결합시킨다. 코어 코드(7)가 감겨진 파스너 소자(2)를 통과하여 삽입되기 때문에, 감겨진 소자(2)의 평탄화 방지와 커플링 헤드(4) 기울기 방지가 가능하고 파스너 소자(2)를 강하게 고정시키는 것이 가능하다. 더구나, 내부코어 코드(7)가 정착 위사 얀(11)에 의해 유지되는 부분적 원인과 외부 코어 코드(7)가 기본 위사 얀(9)에 의해 결합되는 부분적 원인으로, 파스너 테이프(3) 전환부분(12)의 급변위 방지가 가능해져서 효과적으로 은폐 파스너 소자(2)를 가진 질기고 단정한 은폐 제직 슬라이드 파스너 스트링어는 방직기에 의해 최대한 용이하게 제조될 수 있는데, 이러한 사실은 종래의 기술에 의해서는 실현될 수 없는 것이다.
본 발명의 제 2 면과 제 3 면에 따르면, 기본 위사 얀이 외부 코어 코드(7)와 한 단부에서 인터레이스 되는 동안, 복합 피크 정착 위사 얀(11)은 중간코어 코드 정착 경사 얀(10)과 한 단부에서 인터레이스 되고 코어 코드(7) 너머로 연장되며, 내부 정착 경사 얀(10) 외향으로 배치되고 전환부분(12)이 있는 기본 위사 얀(9)과 다른 한 단부에서 인터레이스 되거나 또는 내부 정착 경사 얀(10)의 외향으로 배치되고 전환부분(12)에 있는 기본 경사 얀(10)을 횡단하며 기본 위사 얀(9)과 1세트로서 삽입되는, 이런 이유들 때문에 파스너 소자(2)를 간단한 제직 구조에 의해 파스너 테이프(3)에 확고하게 부착시킴으로 인해 질기고 단정한 은폐 제직 슬라이드 파스너 스트링어가 방직기 상에서 용이하게 제조될 수 있다.
본 발명의 제 4 면에 따르면, 장치 구성은, 다수의 기본 경사 얀(8)과 복합 피크 기본 위사 얀(9)의 파스너 테이프(3) 제직을 위한 방직기와, 파스너 테이프(3) 기본 경사 얀(8)이 배치될 한 사이드 상에 배치된 고정 프레임(16)과, 열가소성 합성수지 단섬사(21)를 파스너 소자(2)로 만들기 위해 프레임(16)으로부터 돌출하는 멘드렐(17)과, 멘드렐(17) 하향으로 배치된 정착 위사 얀 운송막대(29)와 기본 위사 얀 운송막대(28)와, 다수의 고정 멘드렐(16) 내의 멘드렐(17) 외향으로 다수의 코어 코드 삽입 홀(19)과, 고정 프레임(16) 둘레를 회전가능하고 단섬사(21) 관통 가이드 홀(22)을 가진 로터(20)와, 파스너 테이프(3)내로 제직될 코어 코드 위로 배치되기에 적합한 정착 경사 얀 헤들(25)과, 코어 코드(7) 아래로 배치되기에 적합한 기본 경사 얀 헤들(24)을 포함한다. 따라서, 일반형 제직 슬라이드 파스너 스트링어 제직을 위해 일반적인 기존 방직기에 간단한 수정을 가함으로써, 코어 코드(7)가 파스너 소자(2)를 통과하여 삽입되어서 파스너 소자(2)의 평탄화와 커플링 헤드(4) 기울기가 방지되며, 파스너 소자(2)는 강하게 고정되어서 파스너 테이프(3) 전환부분(12)의 급변위가 방지되는 양질의 은폐 제직 슬라이드 파스너 스트링어 제조가 가능하다.
본 발명의 제 5 면에 따르면, 멘드렐(17)은 정착 위사 얀 운송막대(29)와 기본 위사 얀 운송막대(28)를 피하기 위해 굴곡부분(18)을 가지기 때문에, 멘드렐(17) 아래로 배치되는 기본 위사 얀 운송막대(28)와의 간섭뿐만 아니라, 멘드렐(17) 위로 배치되는 정착 위사 얀 운송막대(29)와의 간섭도 적극적으로 피할 수 있기 때문에 고속동작에 적합한 무재난(mishap-free) 방직기를 실현한다.
본 발명의 제 6 면에 있어서, 외부 코어 코드(7) 1개를 하향 가압하기 위한 훅 레버(26)는 기본 위사 얀 운송막대(28) 앞으로 수직 이동가능하게 배치되어서 기본 위사 얀(9)이 외부 코어 코드(7)를 확실히 캐치할 수 있고 외부 코어 코드(7)와 용이하게 인터레이스 될 수 있기 때문에, 질기고 양질의 은폐 제직 슬라이드 파스너 스트링어의 간단한 제조가 가능하다.
Claims (6)
- 은폐 제직 슬라이드 파스너 스트링어 제조방법은,(가) 다수의 기본 경사 얀(8)과 복합 피크위사얀(9)의 파스너 테이프(3)을 제직하는 단계와,(나) 열가소성 합성수지 단섬사(21)를 상기 파스너 테이프(3) 클로스 펠(15)의 한 사이드에 제공하는 단계와,(다) 상기 단섬사(21)를 내향으로 마주대한 연속되는 커플링 헤드(4)와 함께 감겨진 파스너 소자(2)로 만드는 단계와,(라) 상기 감겨진 파스너 소자(2)를 통과하여 다수의 병렬 코어 코드(7)를 삽입하는 단계와,(마) 다수의 정착 경사 얀(10)을 상기 코어 코드(7) 사이와 상기 커플링 헤드(4)와 상기 코어 코드(7) 내부 1개 사이에 배치하는 단계와,(바) 기본 위사 얀(9)은 파스너 소자(2) 커넥팅부분(5)의 한 사이드에 있는 상기 코어 코드 1개를 결합시키고, 파스너 테이프(3) 접힌 내부 테두리 전환부분(12)에서 정착 경사 얀(10)의 중간 코어 코드 1개와 제직 얀 사이에, 코어 코드(7) 너머로 연장되는 복합 피크 정착 위사 얀(11)을 삽입하는 단계를 포함하는 것을 특징으로 하는 은폐 제직 슬라이드 파스너 스트링어 제조 방법.
- 제 1 항에 있어서, 상기 기본 위사 얀이 상기 외부 코어 코드(7)와 한 단부에서 인터레이스 되는 동안, 상기 복합 피크 정착 위사 얀(11)은 상기 중간코어 코드 정착 경사 얀(10)과 한 단부에서 인터레이스 되고, 상기 코어 코드(7) 너머로 연장되며, 상기 내부 정착 경사 얀(10) 외향으로 배치되고 전환부분(12)이 있는 상기 기본 위사 얀(9)과 다른 한 단부에서 인터레이스 되는 것을 특징으로 하는 은폐 제직 슬라이드 파스너 스트링어 제조 방법.
- 제 1 항에 있어서, 상기 기본 위사 얀이 상기 외부 코어 코드(7)와 한 단부에서 인터레이스 되는 동안, 상기 복합 피크 정착 위사 얀(11)은 상기 중간코어 코드 정착 경사 얀(10)과 한 단부에서 인터레이스 되고, 상기 코어 코드(7) 너머로 연장되며, 상기 내부 정착 경사 얀(10)의 외향으로 배치되고 전환부분(12)에 있는 상기 기본 경사 얀(10)을 횡단하며 상기 기본 위사 얀(9)과 1세트로서 삽입되는 것을 특징으로 하는 은폐 제직 슬라이드 파스너 스트링어 제조 방법.
- 은폐 제직 슬라이드 파스너 스트링어 제조 장치에 있어서, 상기 제조장치는: (가) 다수의 기본 경사 얀(8)과 복합 피크 기본 위사 얀(9)의 파스너 테이프(3) 제직을 위한 방직기와, (나) 파스너 테이프(3) 기본 경사 얀(8)이 배치될 한 사이드 상에 배치된 고정 프레임(16)과, (다) 열가소성 합성수지 단섬사(21)를 파스너 소자(2)로 만들기 위해 프레임(16)으로부터 돌출하는 멘드렐(17)과, (라) 멘드렐(17) 하향으로 배치된 정착 위사 얀 운송막대(29)와 기본 위사 얀 운송막대(28)와, (마) 다수의 고정멘드렐(16) 내의 멘드렐(17) 외향으로 다수의 코어 코드삽입 홀(19)과, (바) 고정 프레임(16) 둘레를 회전가능하고 단섬사(21) 관통 가이드 홀(22)을 가진 로터(20)와, (사) 파스너 테이프(3)내로 제직될 코어 코드 위로 배치되기에 적합한 정착 경사 얀 헤들(25)과, (아) 코어 코드(7) 아래로 배치되기에 적합한 기본 경사 얀 헤들(24)을 포함하는 것을 특징으로 하는 은폐 제직 슬라이드 파스너 스트링어 제조 장치.
- 제 4 항에 있어서, 멘드렐(17)은 정착 위사 얀 운송막대(29)와 기본 위사 얀 운송막대(28)가 피해지도록 굴곡부분(18)을 가지는 것을 특징으로 하는 은폐 제직 슬라이드 파스너 스트링어 제조 장치.
- 제 4 항 또는 제 5 항에 있어서, 외부 코어 코드(7) 1개를 하향 가압하기 위해 기본 위사 얀 운송막대(28) 앞으로 수직 이동가능하게 배치된 훅 레버(26)를 포함하는 것을 특징으로 하는 은폐 제직 슬라이드 파스너 스트링어 제조 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP08-43407 | 1996-02-29 | ||
| JP04340796A JP3414111B2 (ja) | 1996-02-29 | 1996-02-29 | 隠し織込みスライドファスナーストリンガの製造方法および製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR970061137A KR970061137A (ko) | 1997-09-12 |
| KR100214183B1 true KR100214183B1 (ko) | 1999-08-02 |
Family
ID=12662905
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019970006759A KR100214183B1 (ko) | 1996-02-29 | 1997-02-28 | 은폐 제직 슬라이드 파스너 스트링어 제조 방법 및 장치 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US5832961A (ko) |
| EP (1) | EP0792599B1 (ko) |
| JP (1) | JP3414111B2 (ko) |
| KR (1) | KR100214183B1 (ko) |
| CN (1) | CN1142733C (ko) |
| BR (1) | BR9700302A (ko) |
| DE (1) | DE69710105T2 (ko) |
| HK (1) | HK1001364A1 (ko) |
| TW (1) | TW317491B (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3617598B2 (ja) * | 1998-06-26 | 2005-02-09 | Ykk株式会社 | 織り込みスライドファスナー |
| DE60330811D1 (de) * | 2003-06-02 | 2010-02-11 | Ykk Corp | Gewirke-/gewebeverdeckter reissverschluss |
| JP4762113B2 (ja) * | 2006-11-09 | 2011-08-31 | Ykk株式会社 | 隠しスライドファスナー用ファスナーストリンガー |
| CN103228167A (zh) * | 2010-11-24 | 2013-07-31 | Ykk株式会社 | 拉链条以及拉链 |
| CN103147210B (zh) * | 2013-03-27 | 2014-07-30 | 晋江市溢泰织造机械有限公司 | 一种拉链布带一体机 |
| CN107541853A (zh) * | 2017-08-31 | 2018-01-05 | 广州永晋机械有限公司 | 一种链牙自动成型方法及装置 |
| CN109757834A (zh) * | 2017-11-09 | 2019-05-17 | Ykk株式会社 | 拉链牙链带制造装置 |
| KR102102435B1 (ko) * | 2019-09-04 | 2020-04-20 | 한국건설기술연구원 | 부착력을 향상시킨 텍스타일 그리드 제조장치 및 그 방법 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3524479A (en) * | 1968-07-19 | 1970-08-18 | Scovill Manufacturing Co | Woven zipper stringer and method of making the same |
| JPS5938474Y2 (ja) * | 1980-03-25 | 1984-10-26 | ワイケイケイ株式会社 | フアスナ−ストリンガ−製造用の織機 |
| JPS59203502A (ja) * | 1983-05-02 | 1984-11-17 | ワイケイケイ株式会社 | 織込みスライドファスナーストリンガーの製造装置 |
| CH673561A5 (ko) * | 1986-11-25 | 1990-03-30 | Opti Patent Forschung Fab | |
| PH26885A (en) * | 1989-04-11 | 1992-11-16 | Yoshida Kogyo Kk | Method of and apparatus for manufacturing a woven slide fastener stringer |
-
1996
- 1996-02-29 JP JP04340796A patent/JP3414111B2/ja not_active Expired - Fee Related
-
1997
- 1997-02-11 TW TW086101486A patent/TW317491B/zh not_active IP Right Cessation
- 1997-02-24 DE DE69710105T patent/DE69710105T2/de not_active Expired - Lifetime
- 1997-02-24 EP EP97102983A patent/EP0792599B1/en not_active Expired - Lifetime
- 1997-02-26 BR BR9700302-6A patent/BR9700302A/pt not_active IP Right Cessation
- 1997-02-27 US US08/807,596 patent/US5832961A/en not_active Expired - Lifetime
- 1997-02-27 CN CNB971025754A patent/CN1142733C/zh not_active Expired - Lifetime
- 1997-02-28 KR KR1019970006759A patent/KR100214183B1/ko not_active IP Right Cessation
-
1998
- 1998-01-13 HK HK98100257A patent/HK1001364A1/xx not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| HK1001364A1 (en) | 1998-06-19 |
| CN1142733C (zh) | 2004-03-24 |
| DE69710105T2 (de) | 2002-11-14 |
| TW317491B (ko) | 1997-10-11 |
| US5832961A (en) | 1998-11-10 |
| JPH09234103A (ja) | 1997-09-09 |
| CN1161184A (zh) | 1997-10-08 |
| EP0792599A1 (en) | 1997-09-03 |
| EP0792599B1 (en) | 2002-01-30 |
| JP3414111B2 (ja) | 2003-06-09 |
| KR970061137A (ko) | 1997-09-12 |
| BR9700302A (pt) | 2000-10-24 |
| DE69710105D1 (de) | 2002-03-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| SU1279536A3 (ru) | Способ изготовлени по сной ленты на игольном лентоткацком станке с крючковой иглой и по сна лента | |
| US4181159A (en) | Method of and apparatus for making a slide-fastener stringer | |
| KR100214183B1 (ko) | 은폐 제직 슬라이드 파스너 스트링어 제조 방법 및 장치 | |
| US4467840A (en) | Woven slide fastener stringer and apparatus for manufacturing the same | |
| US5251675A (en) | Slide fastener with continuous coupling coil woven into the support tape | |
| US4127147A (en) | Process for manufacturing a woven slide-fastener unit | |
| CA1246835A (en) | Method and apparatus for manufacturing woven slide fastener stringer | |
| CA2014144C (en) | Method of and apparatus for manufacturing a woven slide fastener stringer | |
| MXPA01002025A (es) | Refuerzo de cierre de corredera tejido. | |
| US4381804A (en) | Woven slide-fastener stringer | |
| US6418975B1 (en) | Woven slide fastener stringer | |
| JP3618574B2 (ja) | スライドファスナーストリンガーの製造方法とその製造装置 | |
| KR900004142Y1 (ko) | 제직 슬라이드 파스너 스트링거 | |
| US3796237A (en) | Tape-supported slide-fastener and method of making same | |
| US4149569A (en) | Process and apparatus for the manufacture of slide fasteners | |
| GB2192200A (en) | A process and an equipment for the manufacture of sliding clasp fastners | |
| CA1065739A (en) | Slide fastener and the process and apparatus for its manufacture | |
| CA1115031A (en) | Woven slide fastener stringer and method of manufacturing the same | |
| CA1108510A (en) | Woven tape with a row of connecting elements for a zip fastener and its method of manufacture | |
| CA2079943C (en) | Apparatus for manufacturing a woven slide fastener stringer | |
| US4398571A (en) | Slide fastener stringer and method of making same | |
| KR820000263B1 (ko) | 슬라이드 파스너 | |
| JPS63203845A (ja) | 引上げ式カ−テン用のル−プ付織物テ−プ及びその製造方法 | |
| JP3045439B2 (ja) | 織込みスライドファスナー | |
| JPS5886102A (ja) | 織込みスライドフアスナ−ストリンガ−の製造方法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20100512 Year of fee payment: 12 |
|
| LAPS | Lapse due to unpaid annual fee |