JPWO2014024445A1 - 厚鋼板の長大脆性き裂伝播停止性能の評価方法 - Google Patents
厚鋼板の長大脆性き裂伝播停止性能の評価方法 Download PDFInfo
- Publication number
- JPWO2014024445A1 JPWO2014024445A1 JP2013542278A JP2013542278A JPWO2014024445A1 JP WO2014024445 A1 JPWO2014024445 A1 JP WO2014024445A1 JP 2013542278 A JP2013542278 A JP 2013542278A JP 2013542278 A JP2013542278 A JP 2013542278A JP WO2014024445 A1 JPWO2014024445 A1 JP WO2014024445A1
- Authority
- JP
- Japan
- Prior art keywords
- brittle crack
- steel plate
- test piece
- width
- crack propagation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N3/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N3/08—Investigating strength properties of solid materials by application of mechanical stress by applying steady tensile or compressive forces
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2203/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N2203/0058—Kind of property studied
- G01N2203/006—Crack, flaws, fracture or rupture
- G01N2203/0062—Crack or flaws
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2203/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N2203/0058—Kind of property studied
- G01N2203/006—Crack, flaws, fracture or rupture
- G01N2203/0062—Crack or flaws
- G01N2203/0064—Initiation of crack
Abstract
大型コンテナ船やバルクキャリアーなどに用いて好適な脆性き裂伝播停止性能に優れる厚鋼板(主には板厚50mm以上の厚鋼板)の実船相当の長大脆性き裂伝播停止性能を評価する方法ならびに試験装置を提供する。1.5m以上の幅を有する大型試験片の幅直角方向に引張試験機で引張荷重を負荷して、き裂長1m以上の長大脆性き裂に対する長大脆性き裂伝播停止性能を評価する際、大型試験片に引張試験機からの引張荷重を伝達する伝達部が、大型試験片の厚さの2.5倍以上となる増厚部を大型試験片の幅の2.8倍以上、より好ましくは4.1倍以上となる間隔で、大型試験片の幅中心を挟んで有し、引張試験機からの引張荷重が、増厚部で大型試験片の幅直角方向の中心を挟んだ位置に負荷される。伝達部を有する試験装置。
Description
本発明は、大型コンテナ船(Mega-container carrier)やバルクキャリアー(bulk carrier)などの製造に好ましく使用される厚鋼板(steel plate)(主には板厚50mm以上の厚鋼板)について、実船相当の長大脆性き裂のき裂伝播停止性能(long brittle crack arrestability)を評価する方法ならびに試験装置に関する。
コンテナ船やバルクキャリアーは、積載能力(carrying capacity)の向上や荷役効率(cargo handling efficiency)の向上等のため、上部開口部(upper aperture)を大きくとった構造となっている。このため、船体の剛性(rigidity)および縦強度(longitudinal strength)を確保するために、これらの船では特に船体外板(outer plate of vessel’s body)を厚肉化する必要がある。
近年、コンテナ船は大型化し、6,000〜20,000TEU(Twenty-foot Equivalent Unit)の大型船では船体外板の板厚は50mm以上となる。板厚が50mm以上になると、板厚効果(thickness effect)により破壊靱性(fracture toughness)が低下することに加え、溶接入熱(welding heat input)もより大きくなるため、溶接部(welded part)の破壊靭性が一層低下する傾向にある。なお、TEUは、長さ20フィートのコンテナに換算した個数を表し、コンテナ船の積載能力の指標を示している。
船舶(ships)やラインパイプ(linepipe)に使用される鋼板(主に板厚が50mm未満の比較的薄手の鋼材)に対しては、TMCP(Thermo-Mechanical-Control-Process)法により細粒化を図り、低温靭性(low-temperature toughness)を向上させて、優れた脆性き裂伝播停止性能(brittle crack arrestability)を付与することができる。
合金コスト(alloy cost)を上昇させることなく、脆性き裂伝播停止性能を向上させる手段として、鋼材の表層部(surface part)の組織(microstructure)を超微細化する技術が提案されている。例えば、特許文献1には、脆性き裂が伝播する際に、鋼材表層部に発生するシアリップ(shear-lips)(塑性変形領域(plastic deformation area))が脆性き裂伝播停止性能の向上に効果があることに着目し、シアリップ部分の結晶粒を微細化させて、伝播する脆性き裂が有する伝播エネルギー(propagation energy)を吸収させる方法が開示されている。
特許文献1では、鋼板を熱間圧延後、制御冷却(controlled cooling)により表層部分をAr3変態点以下に冷却し、その後制御冷却を停止して表層部分を変態点以上に復熱させる工程を1回以上繰り返して行い、この間に鋼材に圧下を加える。特許文献1では、このような方法を採用することで、繰り返し変態させ又は加工再結晶(recrystallization due to deformation)させて、表層部分に超微細なフェライト組織(ferrite structure)又はベイナイト組織(bainite structure)を生成させる。
特許文献2では、フェライト−パーライト(pearlite)を主体のミクロ組織(microstructure)とする鋼材において、両表面部は、円相当平均粒径(average of equivalent circle diameter)が5μm以下、アスペクト比(aspect ratio)が2以上のフェライト粒を有するフェライト組織を50%以上含有する層で構成されている。更に、特許文献2には、仕上げ圧延中の1パス当りの最大圧下率(maximum rolling reduction)を12%以下にすることで局所的な再結晶現象(recrystallization phenomenon)を抑制し、フェライト粒径のバラツキ(variation)を抑えれば、脆性き裂伝播停止性能の向上という優れた効果を得られることが開示されている。
特許文献3には、塑性変形(plastic deformation)を受けた後の耐脆性き裂伝播性能に優れた鋼材として、以下の(a)〜(d)に述べる条件を採用することによって製造される、結晶粒内にサブグレイン(sub-grain)を形成させた微細フェライトを主組織とする鋼材が開示されている。特許文献3では、鋼板表層の冷却および復熱などの複雑な温度制御(temperature control)を必要とせずに、塑性変形を受けた後の脆性き裂伝播停止性能を向上させる。
(a)微細なフェライト結晶粒を確保する圧延条件、(b)表面からの深さが鋼材板厚の5%以上の部分に微細フェライト組織を生成させる圧延条件、(c)微細フェライトに集合組織を発達させるとともに加工(圧延)により導入した転位(dislocation)を熱的エネルギー(thermal energy)により再配置しサブグレインを形成させる圧延条件、(d)形成した微細なフェライト結晶粒と微細なサブグレイン粒の粗大化を抑制する冷却条件。
また、特許文献1〜3と異なる技術思想(technological thought)として特許文献4には、集合組織(texture)を発達させることにより、鋼材の破壊面上にセパレーション(separation)を板厚方向と平行な方向に発生させ、脆性き裂先端の応力を緩和させることにより、耐脆性き裂伝播性能を高める方法が開示されている。そして、制御圧延により(110)面X線強度比(X-ray intensity ratio)を2以上とし、かつ円相当径(equivalent circle diameter)20μm以上の粗大粒を10%以下とすることが特許文献4に記載されている。
特許文献5には、溶接構造用鋼が開示されており、この溶接構造用鋼を用いれば、溶接継手部(welded joint)における脆性き裂伝播停止性能を高めることができる。具体的に、特許文献5には、上記溶接構造用鋼として、板厚内部においての圧延面での(100)面のX線面強度比が1.5以上を有することを特徴とする鋼板が開示されている。そして、この鋼板であれば、集合組織発達により、応力負荷方向(stress loading direction)に垂直な方向に対して、き裂伝播方向(crack propagation direction)を変化させて、脆性き裂を溶接継手部から母材側に誘導し、継手としての脆性き裂伝播停止性能を向上させることが特許文献5に記載されている。
また、特許文献6には、板厚中央部における圧延面での(211)面のX線強度比が1.3以上、かつ板厚1/4部における圧延面での(100)面X線強度比が1.5以上、板表層部における圧延面での(100)面X線強度比が1.5以上を有することを特徴とする鋼板が開示されている。そして、この鋼板であれば、集合組織発達により、T継手(T-joint)等を介し鋼板表面から突入する脆性き裂先端近傍にクラック(crack)が発生し、そのクラックがき裂伝播抵抗として作用し、板厚方向に伝播する脆性き裂に対する脆性き裂伝播停止性能が向上することが特許文献6に記載されている。
一方、船体構造(hull structure)においては、万一溶接部から脆性破壊(brittle fracture)が発生した場合にも、脆性き裂の伝播を停止させ船体分離を防止することが必要と考えられている。板厚50mm未満の造船用鋼板溶接部の脆性き裂伝播挙動については、日本造船研究協会(The Shipbuilding Research Association of Japan)第147委員会において、実験的に検討がなされている。
第147委員会では、溶接部にて強制的に発生させた脆性き裂の伝播経路、伝播挙動を実験的に調査した結果、溶接部の破壊靱性(fracture toughness)がある程度確保されていれば、溶接残留応力(welding residual stress)の影響により脆性き裂は溶接部から母材側に逸れやすいことが確認された。また、第147委員会では、溶接部に沿って脆性き裂が伝播した例も複数確認された。
このことは、脆性破壊が溶接部に沿って直進伝播する可能性が無いとは言い切れないことを示唆している。しかし、第147委員会で適用した溶接と同等の溶接を板厚50mm未満の鋼板に適用して建造された船舶が何ら問題なく就航(actual service)しているという多くの実績がある。この多くの実績に加え、靱性が良好な鋼板母材(造船E級鋼など)は、脆性き裂を停止する能力が十分にあるとの認識から、造船用鋼材溶接部の脆性き裂伝播停止性能は船級規則(Rules and Guidance for the survey and construction of steel ships)等には要求されてこなかった。
しかしながら、最近の6,000TEUを超える大型コンテナ船では鋼板の板厚は50mmを超える。板厚が50mmを超えると、板厚効果により破壊靱性が低下することに加え、溶接入熱もより大きくなるため、溶接部の破壊靭性が一層低下する傾向にある。
最近、このような厚肉大入熱溶接継手(large heat input welded joint of heavy gauge steel plate)では、溶接部から発生した脆性き裂は、母材側に逸れずに直進し長大化(long)し、骨材(stiffeners)(あるいは、補強材ともいう。)等の鋼板母材部でも停止しないことが実験的に示されている(非特許文献1)。このことは、50mm以上の板厚の鋼板を適用した船体構造の安全確保の上で大きな問題となっている。
このような船体の安全性確保を評価する試験として、長大ESSO(large-scale duplex ESSO)試験がある。この長大ESSO試験には、評価方法の相違や試験装置の制約などにより試験結果が変化し、必ずしも実船に相当する長大脆性き裂伝播停止性能が評価されていないという問題がある。
上記特許文献1〜6記載の技術による鋼板の脆性き裂伝播停止性能(脆性き裂伝播停止靭性)を評価する試験法としては、幅500mm程度の試験片を用いる二重引張試験およびESSO試験等の試験法があり、鋼板性能を正しく評価するため試験方法の詳細が定められている(日本溶接協会(The Japan Welding Engineering Society)の鋼種認定試験方法(steel grade qualified method)、日本海事協会(Nippon Kaiji Kyokai)の脆性き裂アレスト設計指針(guidelines on brittle crack arrest design)のKca試験方法(Kca test method))。
さらに、これらの鋼板を実際に構造物に適用する場合には、長さ1m以上の長大脆性き裂に対する性能を、幅1.5m以上の長大ESSO試験などの超大型試験(very large test)により実証することが要求される場合があるが、試験方法については、詳細には定められていない。
山口ら:「超大型コンテナ船(Mega−container carrier)の開発―新しい高強度極厚鋼板(new high strength heavy gauge steel plate)の実用―」、日本船舶海洋工学会誌、3、(2005)、P70.
上記特許文献1〜6記載の技術には、実船相当の長大脆性き裂伝播停止性能を評価する方法や試験装置については記載がない。したがって、特許文献1〜6に記載の技術を用いて、実船相当の安全性評価という課題を解決することができない。また、上述した特許文献1〜6記載の鋼板は、長大化した脆性き裂伝播停止性能に関するものではない。したがって、特許文献1〜6に記載の技術を用いても、非特許文献1で明らかにされた課題を解決することができない。
そこで、本発明は、実船相当の長大脆性き裂伝播停止性能を評価する方法、試験装置および厚鋼板の製造方法を提供することを目的とする。
本発明者らは、引張試験機(tensile testing machine)の伝達部(transfer part)(試験機のタブ板(tab plate)および試験機のピンチャック(pin-chuck)で構成される)における増厚部(more thicker part)の厚さとその間隔を変化させた動的FEM解析(dynamic finite element method analysis)により、実船相当(full-scale)の長大脆性き裂伝播性能を模擬できる長大ESSO試験の評価方法、試験装置について検討した。その結果、増厚部の厚さとその間隔を所定の値とすることで、応力反射(応力波の反射)の無い実船に相当する状況が再現可能であることを知見した。
本発明で、長大脆性き裂は、隣接する他の鋼板から突入する長さ1m以上の脆性き裂とする。
また、得られた長大ESSO試験の評価方法、試験装置を用いて、化学組成および圧延条件を変化させた多くの鋼板について製造条件と長大脆性き裂の脆性き裂伝播停止性能(アレスト性能(arrestability)という場合がある)の関係を調査し、知見を得た。
本発明は上記知見を基に更に検討を加えてなされたもので、すなわち本発明は、以下の通りである。
(1)1.5m以上の幅を有する大型試験片の幅直角方向に引張試験機で引張荷重を負荷して、前記大型試験片におけるき裂長1m以上の長大脆性き裂に対する伝播停止性能を求める厚鋼板の長大脆性き裂伝播停止性能の評価方法であって、前記大型試験片に引張試験機からの引張荷重を伝達する伝達部が、前記大型試験片の厚さの2.5倍以上となる増厚部を、前記大型試験片の幅の2.8倍以上となる間隔で、前記大型試験片の幅直角方向の中心を挟んで有し、前記引張試験機からの引張荷重が、前記増厚部で前記大型試験片の幅直角方向の中心を挟んだ位置に負荷されることを特徴とする厚鋼板の長大脆性き裂伝播停止性能の評価方法。
(2)前記増厚部を前記大型試験片の幅の4.1倍以上となる間隔で有することを特徴とする(1)記載の厚鋼板の長大脆性き裂伝播停止性能の評価方法。
(3)1.5m以上の幅を有する大型試験片の幅直角方向に引張荷重を負荷して、前記大型試験片におけるき裂長1m以上の長大脆性き裂に対する伝播停止性能を求める厚鋼板の長大脆性き裂伝播停止性能を評価する装置であって、前記大型試験片に引張荷重を伝達する伝達部が、前記大型試験片の厚さの2.5倍以上となる増厚部を、前記大型試験片の幅の2.8倍以上となる間隔で、前記大型試験片の幅直角方向の中心を挟んで有し、前記引張荷重を、前記増厚部で前記大型試験片の幅直角方向の中心を挟んだ位置に負荷し、荷重容量(load capacity)が50MN(mega newton)以上であることを特徴とする厚鋼板の長大脆性き裂伝播停止性能を評価する装置。
(4)前記増厚部を前記大型試験片の幅の4.1倍以上となる間隔で有することを特徴とする(3)記載の厚鋼板の長大脆性き裂伝播停止性能を評価する装置。
(5)(3)または(4)に記載の装置において、前記荷重容量が80MN以上あることを特徴とする厚鋼板の長大脆性き裂伝播停止性能を評価する装置。
(6)(3)〜(5)の何れか一つに記載の装置を用いて、厚鋼板の長大脆性き裂伝播停止性能を評価する工程を含むことを特徴とする長大脆性き裂伝播停止性能に優れる厚鋼板の製造方法。
(7)(6)に記載の厚鋼板の製造方法において、鋼組成が、質量%で、C:0.15%以下、Si:0.6%以下、Mn:0.8〜2.4%、S:0.001〜0.05%を含み、Ti:0.005〜0.05%またはNb:0.001〜0.1%の内から選んだ少なくとも1種を含み、更に、Cu:2%以下、V:0.2%以下、Ni:2%以下、Cr:0.6%以下、Mo:0.6%以下、W:0.5%以下、B:0.005%以下、Zr:0.5%以下の内から選んだ少なくとも1種を含有し、残部Feおよび不可避的不純物からなる鋼素材を、900〜1350℃の温度に加熱し、次いで鋼板表面温度1000〜850℃の温度域において累積圧下率(cumulative rolling reduction)10%以上圧延した後、鋼板表面温度900〜600℃の温度域において累積圧下率50%以上で、圧延終了時の鋼板表面温度800〜550℃で熱間圧延して製造することを特長とする長大脆性き裂伝播停止性能に優れる厚鋼板の製造方法。
(8)更に、熱間圧延を終了した後、5℃/s以上の冷却速度(cooling rate)で400℃まで冷却する(7)記載の長大脆性き裂伝播停止性能に優れる厚鋼板の製造方法。
(9)(6)〜(8)の何れか一つに記載の製造方法により製造されることを特徴とする長大脆性き裂伝播停止性能に優れる厚鋼板。
(1)1.5m以上の幅を有する大型試験片の幅直角方向に引張試験機で引張荷重を負荷して、前記大型試験片におけるき裂長1m以上の長大脆性き裂に対する伝播停止性能を求める厚鋼板の長大脆性き裂伝播停止性能の評価方法であって、前記大型試験片に引張試験機からの引張荷重を伝達する伝達部が、前記大型試験片の厚さの2.5倍以上となる増厚部を、前記大型試験片の幅の2.8倍以上となる間隔で、前記大型試験片の幅直角方向の中心を挟んで有し、前記引張試験機からの引張荷重が、前記増厚部で前記大型試験片の幅直角方向の中心を挟んだ位置に負荷されることを特徴とする厚鋼板の長大脆性き裂伝播停止性能の評価方法。
(2)前記増厚部を前記大型試験片の幅の4.1倍以上となる間隔で有することを特徴とする(1)記載の厚鋼板の長大脆性き裂伝播停止性能の評価方法。
(3)1.5m以上の幅を有する大型試験片の幅直角方向に引張荷重を負荷して、前記大型試験片におけるき裂長1m以上の長大脆性き裂に対する伝播停止性能を求める厚鋼板の長大脆性き裂伝播停止性能を評価する装置であって、前記大型試験片に引張荷重を伝達する伝達部が、前記大型試験片の厚さの2.5倍以上となる増厚部を、前記大型試験片の幅の2.8倍以上となる間隔で、前記大型試験片の幅直角方向の中心を挟んで有し、前記引張荷重を、前記増厚部で前記大型試験片の幅直角方向の中心を挟んだ位置に負荷し、荷重容量(load capacity)が50MN(mega newton)以上であることを特徴とする厚鋼板の長大脆性き裂伝播停止性能を評価する装置。
(4)前記増厚部を前記大型試験片の幅の4.1倍以上となる間隔で有することを特徴とする(3)記載の厚鋼板の長大脆性き裂伝播停止性能を評価する装置。
(5)(3)または(4)に記載の装置において、前記荷重容量が80MN以上あることを特徴とする厚鋼板の長大脆性き裂伝播停止性能を評価する装置。
(6)(3)〜(5)の何れか一つに記載の装置を用いて、厚鋼板の長大脆性き裂伝播停止性能を評価する工程を含むことを特徴とする長大脆性き裂伝播停止性能に優れる厚鋼板の製造方法。
(7)(6)に記載の厚鋼板の製造方法において、鋼組成が、質量%で、C:0.15%以下、Si:0.6%以下、Mn:0.8〜2.4%、S:0.001〜0.05%を含み、Ti:0.005〜0.05%またはNb:0.001〜0.1%の内から選んだ少なくとも1種を含み、更に、Cu:2%以下、V:0.2%以下、Ni:2%以下、Cr:0.6%以下、Mo:0.6%以下、W:0.5%以下、B:0.005%以下、Zr:0.5%以下の内から選んだ少なくとも1種を含有し、残部Feおよび不可避的不純物からなる鋼素材を、900〜1350℃の温度に加熱し、次いで鋼板表面温度1000〜850℃の温度域において累積圧下率(cumulative rolling reduction)10%以上圧延した後、鋼板表面温度900〜600℃の温度域において累積圧下率50%以上で、圧延終了時の鋼板表面温度800〜550℃で熱間圧延して製造することを特長とする長大脆性き裂伝播停止性能に優れる厚鋼板の製造方法。
(8)更に、熱間圧延を終了した後、5℃/s以上の冷却速度(cooling rate)で400℃まで冷却する(7)記載の長大脆性き裂伝播停止性能に優れる厚鋼板の製造方法。
(9)(6)〜(8)の何れか一つに記載の製造方法により製造されることを特徴とする長大脆性き裂伝播停止性能に優れる厚鋼板。
本発明によれば、これまで正確な評価が困難であった長大脆性き裂停止性能の評価が、応力反射(reflection of stress wave)の無い実船相当条件下において実施可能となる。また、これまで困難であった、主に板厚(t)が50mm以上の厚鋼板において優れた脆性き裂伝播停止性能を付与することが可能で、長大脆性き裂を応力反射の無い実船相当条件下において停止させることができ、産業上極めて有用である。
本発明は、応力反射の無い実船相当条件下にて、長大脆性き裂伝播停止性能を評価するためのものである。本発明は、長大ESSO試験片(大型試験片ともいう)に引張試験機からの引張荷重を伝達する伝達部に、大型試験片の板厚tの2.5倍以上となる増厚部を大型試験片の幅Wの2.8倍以上となる間隔で、大型試験片の幅中心を挟んで、設けることを特長とする。なお、大型試験片とは、日本海事協会「脆性亀裂アレスト設計指針」附属書B(2009)に記載の大型試験片を指す。
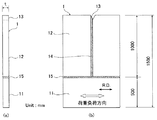
以下、本発明を図1〜7を用いて説明する。図6を除くこれらの図は大型引張試験ジグ(jig)を示す。図6を除くこれらの図において、1は長大ESSO試験片、11は長大ESSO試験片1の試験板、12は長大ESSO試験片1の助走板(crack-running plate)、13は機械加工ノッチ(machined notch)、14はエレクトロガスアーク溶接部(welded part of electrogas arc welding)、15はCO2アーク溶接部(welded part of CO2 arc welding)、2は試験機のタブ板、3は試験機のピンチャック、31は試験機のピン孔、32はナット形状部(ピン孔周囲を補強する増厚部)、Wは長大ESSO試験片の幅を指す。本発明は1.5m以上の幅Wを有する大型試験片を対象とする。また、通常、大型試験片の幅Wは3m以下である。
まず、動的FEM解析により応力反射の影響を評価し、応力反射の影響が無視できる試験条件を求めた。
図1、2に解析に用いた長大ESSO試験片1の形状と各部の寸法を示す。図1に示した長大ESSO試験片1は、試験板11と助走板12が、試験板11の圧延方向(rolling direction)(R.D.)に沿ってCO2アーク溶接された溶接部15(以下、CO2アーク溶接部15という)で接合されている。
脆性き裂を発生させるため、助走板12のエレクトロガスアーク溶接部14の溶接部途中のボンド部(bond)に沿って機械加工ノッチ13が加工されている。図2に示す長大ESSO試験片1では助走板12のエレクトロガスアーク溶接部14の端部のボンド部に機械加工ノッチ13が加工されているが、他は図1と同様に構成されている。
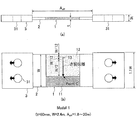
図3〜5に動的FEM解析モデルを示す。図3、5は図1の長大ESSO試験片を用いた解析モデル(analysis model)、図4は図2の長大ESSO試験片を用いた解析モデルとした。図示した動的FEM解析モデルは、応力反射の無い条件を見極めるためのパラメトリックモデル(parametrical model)で、伝達部の形状と寸法の影響を解析するためのモデルである。
伝達部は、引張試験機からの引張荷重を大型試験片1に伝達する部分である。具体的には、伝達部とは、大型試験片1で引張荷重が負荷される端部に、大型試験片1の幅直角方向の中心(機械加工ノッチ13のノッチ先端部の位置)に対して左右対称に、試験機のタブ板2と試験機のピンチャック3で構成された部分を指す。伝達部において試験片板厚t方向の厚みが試験片厚さt(板厚)の2.5倍以上となっている部分を増厚部とする。なお、幅方向とは、試験板を板厚方向から見たときに、圧延方向(R.D.)に対して垂直な方向であり、幅直角方向とは、圧延方向(R.D.)である。
伝達部の増厚部は、図3の解析モデルの場合、試験片厚さt(板厚)の3倍となる試験機のピンチャック3で、図4の解析モデルの場合、試験片厚さt(板厚)の2.5倍以上となる試験機のタブ板2と試験機のピンチャック3で、図5の解析モデルの場合、試験機のピンチャック3のナット形状部(ピン孔周囲を補強する増厚部)32である。また、増厚部の厚みの上限は特に限定されないが、通常、増厚部の厚みは、試験片厚さt(板厚)の20倍以下である。
引張試験機(図示しない)からの引張荷重は、増厚部のピン孔31に装入される引張試験機のピン(図示しない)により、大型試験片1の幅直角方向に左右対称に負荷される。
本発明で増厚部の間隔(Aeffという場合がある)は、増厚部の間隔のうち、最短となる間隔である。増厚部の間隔は、図3の解析モデルの場合、左右の試験片厚さt(板厚)の3倍となる試験機のピンチャック3間の間隔(図中Aeff)であり、図4の解析モデルの場合、左右の、試験片厚さt(板厚)の2.5倍となる試験機のタブ板2間の間隔(図中Aeff)であり、図5の解析モデルの場合、左右の試験機のピンチャック3のナット形状部32で対向する面の間隔(図中Aeff)である。
図6に、解析結果として、長大き裂の試験板11に突入時(図3〜5のPoint C)の動的応力拡大係数に及ぼす試験条件(増厚部の厚さとその間隔(Aeff))の影響を示す。
図6に示すように、Aeffが短くなると、動的応力拡大係数は試験機のピン穴31周囲の増厚部の形状(試験機のタブ板2、試験機のピンチャック3、またはナット形状部32の形状)によらずに低下する。そして、Aeffが試験片幅Wの2.8倍より短くなると(Aeff/Wが2.8未満となると)低下がより一層顕著になる。
図6に示すように、き裂伝播速度(crack propagation speed)が500〜800m/sの範囲(溶接部を直進伝播する一般的なき裂速度)では、Aeffが試験片幅Wの2.8倍以上あれば、荷重低下が発生しないAeff/W=8.3の試験条件とほぼ同等の(荷重低下が発生しない試験条件の95%以上の)動的応力拡大係数が得られている。すなわち、長大ESSO試験において、伝達部における増厚部の間隔Aeffを、試験片幅Wの2.8以上にすれば、除荷応力波(wave of unloading characteristics)の反射の影響が小さい実船相当の試験条件が実現可能である。
さらに、Aeff/Wを4.1倍以上とすれば荷重低下が発生しない試験条件の97%以上となり、より理想的な試験(more perfect test)が可能となる。Aeff/Wを6倍以上とすれば荷重低下が発生しない試験条件と完全に同条件となり、より理想的な試験が可能となる。
以上より、Aeffを試験片幅Wの2.8倍以上にすれば、実船相当条件の評価が可能である。例えば図7に示す、増厚部であるナット形状部(screw nut like part)32(大型試験片1の板厚60〜100mmに対し、厚みが400mm)間の間隔(Aeff)が8800mmである伝達部を用いて、長大脆性き裂伝播停止性能を評価した場合、十分に実船相当条件の評価が可能となる。
以上のFEM解析により、荷重を負荷/伝達する増厚部(試験機のタブ板もしくは試験機のピンチャック等)の間隔Aeffを試験片幅の2.8倍以上、より好ましくは、4.1倍以上とした。さらにより理想的には6倍以上とするのが良い。
上記条件で試験片幅1.5m以上の試験片を用いて、船舶の最大許容応力(maximum allowable stress)のレベル(242〜300N/mm2程度)にて、試験片破断時に試験機に過度な付加を与えることなく、長大脆性き裂停止性能を評価するには、試験機の荷重容量を50MN以上にすることが必要である。
よって、応力反射の無い、実船相当条件下の長大脆性き裂伝播停止性能を評価しうる試験装置は、荷重を負荷/伝達する増厚部(試験機のタブ板もしくは試験機のピンチャック等)の厚さが試験片厚さに対して2.5倍以上、且つ試験片両端に位置する当該増厚部の間隔(最短距離(shortest distance))が試験片幅の2.8倍以上であり、荷重容量が50MN以上の装置である。
日本海事協会の脆性き裂アレストの設計指針(Guidelines on Brittle Crack Arrest Design)等に記載の試験片幅2m以上での評価を行う場合、試験機の荷重容量を80MN以上にすることが必要となる。このため、より好ましくは荷重容量が80MN以上の試験装置である。荷重容量の上限値は特に限定されないが、通常、試験装置の荷重容量は100MN以下である。
上述した実船相当条件の長大脆性き裂伝播停止性能の評価方法によって、鋼板およびその溶接部において脆性破壊が発生した場合でも、大規模破壊(havoc)に至る前に長大化した脆性き裂を停止させることが可能な、主に50mm以上の板厚の厚鋼板を選び出すことができる。この厚鋼板の好ましい成分組成、好ましい製造条件は以下の通りである。なお、説明において%は質量%とする。ちなみに、厚さ50mm未満の厚鋼板は、現行鋼板(例えば造船用E級鋼(E crass shipbuilding steel)など)で長大脆性き裂を停止させることができる。
[成分組成]
C:0.15%以下
Cは強度を確保するために必要である。強度確保の観点からC量の下限を0.02%とするのが好ましい。しかし、C量が、0.15%を超えると溶接熱影響部(welded heat-affected zone)(HAZ)靭性が低下するので、C量の上限を0.15%以下に限定した。なお、(211)面および(100)面の集合組織をより一層発達させるために、C量は0.03%以下とすることが好ましい。
C:0.15%以下
Cは強度を確保するために必要である。強度確保の観点からC量の下限を0.02%とするのが好ましい。しかし、C量が、0.15%を超えると溶接熱影響部(welded heat-affected zone)(HAZ)靭性が低下するので、C量の上限を0.15%以下に限定した。なお、(211)面および(100)面の集合組織をより一層発達させるために、C量は0.03%以下とすることが好ましい。
Si:0.6%以下
Siは強度上昇に有効な元素である。その効果を得るには、Siの含有量を0.01%以上とするのが好ましい。Si量が、0.6%を超えると溶接熱影響部(HAZ)靭性を著しく劣化させる。このため、Si量は0.6%以下に限定した。
Siは強度上昇に有効な元素である。その効果を得るには、Siの含有量を0.01%以上とするのが好ましい。Si量が、0.6%を超えると溶接熱影響部(HAZ)靭性を著しく劣化させる。このため、Si量は0.6%以下に限定した。
Mn:0.8〜2.4%
Mnは高強度化に有効な元素である。強度確保の観点からMn量は0.8%以上とした。しかし、Mn量が2.4%を超えると、母材靭性(toughness of base material)の劣化が懸念される。したがって、Mn量は0.8〜2.4%の範囲とした。なお、Mn量の好ましい範囲は1.0〜1.7%である。
Mnは高強度化に有効な元素である。強度確保の観点からMn量は0.8%以上とした。しかし、Mn量が2.4%を超えると、母材靭性(toughness of base material)の劣化が懸念される。したがって、Mn量は0.8〜2.4%の範囲とした。なお、Mn量の好ましい範囲は1.0〜1.7%である。
S:0.001〜0.05%以下
脆性き裂前縁にクラック(鋼板表面に平行な割れ)を発生させる必要があるため、S量は0.001%以上とする。しかし、Sは非金属介在物(non-metal inclusion)を形成し延性(ductility)および靭性を劣化させる。このためS量は0.05%以下とした。
脆性き裂前縁にクラック(鋼板表面に平行な割れ)を発生させる必要があるため、S量は0.001%以上とする。しかし、Sは非金属介在物(non-metal inclusion)を形成し延性(ductility)および靭性を劣化させる。このためS量は0.05%以下とした。
Ti:0.005〜0.050%、Nb:0.001〜0.1%の1種または2種
Tiは、炭化物(carbide)や窒化物(nitride)の析出物(precipitate)を形成することにより、鋼板製造時の加熱段階でのオーステナイト粒(austenite grain)の成長を抑制して細粒化に寄与するとともに、溶接熱影響部(HAZ)の結晶粒粗大化も抑制しHAZ靱性を向上する効果がある。これらの効果を得るには、Ti量は0.005%以上とする。一方、Ti量が多すぎると、靱性が劣化する。このため、Ti量は0.050%以下とする。
Tiは、炭化物(carbide)や窒化物(nitride)の析出物(precipitate)を形成することにより、鋼板製造時の加熱段階でのオーステナイト粒(austenite grain)の成長を抑制して細粒化に寄与するとともに、溶接熱影響部(HAZ)の結晶粒粗大化も抑制しHAZ靱性を向上する効果がある。これらの効果を得るには、Ti量は0.005%以上とする。一方、Ti量が多すぎると、靱性が劣化する。このため、Ti量は0.050%以下とする。
Nbは析出強化(precipitation strengthening)および靱性の向上にも有効である。また、Nbはオーステナイトの再結晶(recrystallization)を抑制し、後述する圧延条件による効果を促進する。これらの効果を得るためには、Nb量は0.001%以上とする。Nb量が0.1%を超えると、焼き入れ組織(hardened microstructure)が針状化(needle-like)して靱性が劣化する傾向にある。このため、Nb量は0.1%以下とする。
Cu:2.0%以下、V:0.2%以下、Ni:2.0%以下、Cr:0.6%以下、Mo:0.6%以下、W:0.5%以下、B:0.0050%以下、Zr:0.5%以下の内から選んだ少なくとも1種
Cu:2.0%以下
Cuは、主として析出強化のために用いることができる。その効果を得るには、Cu量は0.05%以上とするのが好ましい。Cu量が2.0%を超えると、析出強化が過多となり靱性が劣化する。このため、Cu量は2.0%とすることが好ましい。
Cu:2.0%以下
Cuは、主として析出強化のために用いることができる。その効果を得るには、Cu量は0.05%以上とするのが好ましい。Cu量が2.0%を超えると、析出強化が過多となり靱性が劣化する。このため、Cu量は2.0%とすることが好ましい。
V:0.2%以下
Vは固溶強化(solute strengthening)と析出強化が利用できる成分である。その効果を得るには、V量は0.001%以上とするのが好ましい。V量が0.2%を超えると、母材の靭性および溶接性(weldability)を大きく損なう。このため、V量は0.2%以下とすることが好ましい。
Vは固溶強化(solute strengthening)と析出強化が利用できる成分である。その効果を得るには、V量は0.001%以上とするのが好ましい。V量が0.2%を超えると、母材の靭性および溶接性(weldability)を大きく損なう。このため、V量は0.2%以下とすることが好ましい。
Ni:2.0%以下
Niは、強度および靱性を向上させる。また、Niは、Cuを添加した場合において、圧延時のCu割れを防止するのに有効である。その効果を得るには、Ni量は0.05%以上とするのが好ましい。しかし、Niは高価である上、Niを過剰に添加してもその効果が飽和する。このため、Ni量は2.0%以下とすることが好ましい。
Niは、強度および靱性を向上させる。また、Niは、Cuを添加した場合において、圧延時のCu割れを防止するのに有効である。その効果を得るには、Ni量は0.05%以上とするのが好ましい。しかし、Niは高価である上、Niを過剰に添加してもその効果が飽和する。このため、Ni量は2.0%以下とすることが好ましい。
Cr:0.6%以下
Crは、強度を上昇させる効果を有する。その効果を得るには、Cr量は0.01%以上とするのが好ましい。しかし、Cr量が0.6%を超えると、溶接部の靱性が劣化する。このため、Cr量は0.6%以下とすることが好ましい。
Crは、強度を上昇させる効果を有する。その効果を得るには、Cr量は0.01%以上とするのが好ましい。しかし、Cr量が0.6%を超えると、溶接部の靱性が劣化する。このため、Cr量は0.6%以下とすることが好ましい。
Mo:0.6%以下
Moは、常温および高温での強度を上昇させる効果を有する。その効果を得るには、Mo量は0.01%以上とするのが好ましい。しかし、Mo量が0.6%を超えると、溶接性が劣化するため、Mo量は0.6%以下とするのが好ましい。
Moは、常温および高温での強度を上昇させる効果を有する。その効果を得るには、Mo量は0.01%以上とするのが好ましい。しかし、Mo量が0.6%を超えると、溶接性が劣化するため、Mo量は0.6%以下とするのが好ましい。
W:0.5%以下
Wは、高温強度を上昇させる効果を有している。その効果を得るには、W量は0.05%以上とするのが好ましい。しかし、W量が0.5%を超えると、靱性を劣化させるだけでなく、高価である。このため、W量は0.5%以下とするのが好ましい。
Wは、高温強度を上昇させる効果を有している。その効果を得るには、W量は0.05%以上とするのが好ましい。しかし、W量が0.5%を超えると、靱性を劣化させるだけでなく、高価である。このため、W量は0.5%以下とするのが好ましい。
B:0.005%以下
Bは圧延中にBNとして析出し、圧延後のフェライト粒(ferrite grain)を細かくする。その効果を得るには、B量は0.001%以上とするのが好ましい。しかし、B量が0.005%を超えると靱性が劣化する。このため、B量は0.005%以下に限定した。
Bは圧延中にBNとして析出し、圧延後のフェライト粒(ferrite grain)を細かくする。その効果を得るには、B量は0.001%以上とするのが好ましい。しかし、B量が0.005%を超えると靱性が劣化する。このため、B量は0.005%以下に限定した。
Zr:0.5%以下
Zrは、強度を上昇させるほか、亜鉛めっき材(galvanized material)の耐めっき割れ性(plating cracking resistance)を向上させる元素である。その効果を得るに、Zr量は0.03%以上とするのが好ましい。しかし、Zr量が0.5%を超えると、溶接部の靱性が劣化する。このため、Zr量は0.5%以下とするのが好ましい。
Zrは、強度を上昇させるほか、亜鉛めっき材(galvanized material)の耐めっき割れ性(plating cracking resistance)を向上させる元素である。その効果を得るに、Zr量は0.03%以上とするのが好ましい。しかし、Zr量が0.5%を超えると、溶接部の靱性が劣化する。このため、Zr量は0.5%以下とするのが好ましい。
本発明に係る鋼は上記成分組成の他は残部Feおよび不可避的不純物である。なお、不可避的不純物としては、P:0.035%以下、Al:0.08%以下、N:0.012%以下、O:0.05%以下、Mg:0.01%以下、などが容認できる。
製造条件では、加熱温度(heating temperature)、熱間圧延条件(hot rolling condition)、冷却条件(cooling condition)を規定することが好ましい。説明において規定がない場合、温度、冷却速度は板厚方向(thickness direction)の平均値とする。
[加熱温度]
鋼素材は、900〜1350℃の温度に加熱する。加熱温度を900℃以上とするのは、材質の均質化と後述する制御圧延(controlled rolling)を行うために必要である。また、加熱温度を1350℃以下とするのは、過度に高温になると表面酸化(surface oxidization)が顕著になるとともに、結晶粒(crystal grain)の粗大化(coarsening)が避けられなくなるからである。なお、靱性の向上のためには、加熱温度の上限を1150℃とすることが好ましい。
鋼素材は、900〜1350℃の温度に加熱する。加熱温度を900℃以上とするのは、材質の均質化と後述する制御圧延(controlled rolling)を行うために必要である。また、加熱温度を1350℃以下とするのは、過度に高温になると表面酸化(surface oxidization)が顕著になるとともに、結晶粒(crystal grain)の粗大化(coarsening)が避けられなくなるからである。なお、靱性の向上のためには、加熱温度の上限を1150℃とすることが好ましい。
[熱間圧延条件]
鋼板表面温度が1000〜850℃の温度域において、累積圧下率が10%以上の条件で圧延する。この圧延によって、オーステナイト粒が部分的に再結晶するため、組織が微細かつ均一になる。
鋼板表面温度が1000〜850℃の温度域において、累積圧下率が10%以上の条件で圧延する。この圧延によって、オーステナイト粒が部分的に再結晶するため、組織が微細かつ均一になる。
なお、1000℃を超える温度での圧延は、オーステナイト粒の成長を助長するので、細粒化のためには好ましくない。一方、850℃未満の温度での圧延は、850℃未満で完全にオーステナイト未再結晶域(no-recrystallization temperature range in austenite)に入るので、結晶粒の均一化のためには好ましくない。また、累積圧下率が10%未満になるとオーステナイト粒が十分に微細にならないという理由で好ましくない。
鋼板表面温度が900〜600℃の温度域において、累積圧下率が50%以上、圧延終了時の鋼板表面温度が800〜550℃の条件にて熱間圧延する。この工程により、変態後の結晶粒を微細化するための歪を導入する。
900〜600℃の温度域で圧延することで結晶粒を微細化し且つアレスト性に有利な集合組織が発達するという効果がある。
また、累積圧下率を50%以上にすることで結晶粒微細化と集合組織の発達をさらに促進させるという効果がある。
その後、鋼板表面温度が850〜550℃の温度域で圧延することにより、結晶粒が微細化され、良好なアレスト性能(長大脆性き裂伝播停止性能)が得られる。
[冷却条件]
熱間圧延を終了した後、5℃/s以上の冷却速度で400℃まで冷却することが好ましい。400℃までの温度域を5℃/s以上の冷却速度で冷却すると、ベイナイトラス(bainite luth)が発達して、き裂の伝播抵抗(crack propagation resistance)となり、良好なアレスト性能(長大脆性き裂伝播停止性能)が得られる。
熱間圧延を終了した後、5℃/s以上の冷却速度で400℃まで冷却することが好ましい。400℃までの温度域を5℃/s以上の冷却速度で冷却すると、ベイナイトラス(bainite luth)が発達して、き裂の伝播抵抗(crack propagation resistance)となり、良好なアレスト性能(長大脆性き裂伝播停止性能)が得られる。
表1に示す種々の化学組成に調整した鋼スラブ(steel slab)を用いて、表2に示す条件にしたがって厚鋼板を製造した。かくして得られた各厚鋼板について、図1に示す寸法形状の長大ESSO試験片を作製し、上述の本発明法を用いて試験に供した。試験は、応力257N/mm2、試験温度−10℃の条件にて実施した。ここで、応力257N/mm2は、船体に多用されている降伏強度(yield strength)40kgf/mm2級鋼板の最大許容応力であり、温度−10℃は船舶の設計温度である。長大ESSO試験は図7に示す大型引張試験ジグにて行った。
長大ESSO試験を実施した結果を、表2に示す。No2、3、5、6、8、9、12、14は、本発明の製造方法の発明例であり、脆性き裂が試験板で停止している。このため、これらは、本発明の評価方法によって、「良好」と評価できる。No.1、4、7、10、11、13、15、16は、本発明の製造方法の比較例であり、脆性き裂が停止しなかった。このため、これらは、本発明の評価方法によって、「不良」と評価できる。

1 長大ESSO試験片
11試験板
12 助走板
13 機械加工ノッチ
14 エレクトロガスアーク溶接部
15 CO2アーク溶接部
2 試験機のタブ板
3 試験機のピンチャック
31 試験機のピン孔
32 ナット形状部
11試験板
12 助走板
13 機械加工ノッチ
14 エレクトロガスアーク溶接部
15 CO2アーク溶接部
2 試験機のタブ板
3 試験機のピンチャック
31 試験機のピン孔
32 ナット形状部
Claims (9)
- 1.5m以上の幅を有する大型試験片の幅直角方向に引張荷重を負荷して、前記大型試験片におけるき裂長1m以上の長大脆性き裂に対する伝播停止性能を評価する厚鋼板の長大脆性き裂伝播停止性能の評価方法であって、前記大型試験片に引張試験機からの引張荷重を伝達する伝達部が、前記大型試験片の厚さの2.5倍以上となる増厚部を、前記大型試験片の幅の2.8倍以上となる間隔で、前記大型試験片の幅直角方向の中心を挟んで有し、前記引張試験機からの引張荷重が、前記増厚部で前記大型試験片の幅直角方向の中心を挟んだ位置に負荷されることを特徴とする厚鋼板の長大脆性き裂伝播停止性能の評価方法。
- 前記増厚部を前記大型試験片の幅の4.1倍以上となる間隔で有することを特徴とする請求項1記載の厚鋼板の長大脆性き裂伝播停止性能の評価方法。
- 1.5m以上の幅を有する大型試験片の幅直角方向に引張荷重を負荷して、前記大型試験片におけるき裂長1m以上の長大脆性き裂に対する伝播停止性能を評価する厚鋼板の長大脆性き裂伝播停止性能を評価する試験装置であって、前記大型試験片に引張荷重を伝達する伝達部が、前記大型試験片の厚さの2.5倍以上となる増厚部を、前記大型試験片の幅の2.8倍以上となる間隔で、前記大型試験片の幅直角方向の中心を挟んで有し、前記引張荷重を、前記増厚部で前記大型試験片の幅直角方向の中心を挟んだ位置に負荷し、荷重容量が50MN以上であることを特徴とする厚鋼板の長大脆性き裂伝播停止性能を評価する試験装置。
- 前記増厚部を前記大型試験片の幅の4.1倍以上となる間隔で有することを特徴とする請求項3記載の厚鋼板の長大脆性き裂伝播停止性能を評価する試験装置。
- 前記荷重容量が80MN以上あることを特徴とする請求項3または4に記載の厚鋼板の長大脆性き裂伝播停止性能を評価する試験装置。
- 請求項3〜5の何れか一つに記載の装置を用いて、厚鋼板の長大脆性き裂伝播停止性能を評価する工程を含むことを特徴とする長大脆性き裂伝播停止性能に優れる厚鋼板の製造方法。
- 請求項6の厚鋼板の製造方法において、鋼組成が、質量%で、C:0.15%以下、Si:0.6%以下、Mn:0.8〜2.4%、S:0.001〜0.05%を含み、Ti:0.005〜0.05%またはNb:0.001〜0.1%の内から選んだ少なくとも1種を含み、更に、Cu:2%以下、V:0.2%以下、Ni:2%以下、Cr:0.6%以下、Mo:0.6%以下、W:0.5%以下、B:0.005%以下、Zr:0.5%以下の内から選んだ少なくとも1種を含有し、残部Feおよび不可避的不純物からなる鋼素材を、900〜1350℃の温度に加熱し、次いで鋼板表面温度1000〜850℃の温度域において累積圧下率10%以上圧延した後、鋼板表面温度900〜600℃の温度域において累積圧下率50%以上で、圧延終了時の鋼板表面温度800〜550℃で熱間圧延して製造することを特長とする長大脆性き裂伝播停止性能に優れる厚鋼板の製造方法。
- 更に、熱間圧延を終了した後、5℃/s以上の冷却速度で400℃まで冷却する請求項7記載の長大脆性き裂伝播停止性能に優れる厚鋼板の製造方法。
- 請求項6〜8の何れか一つに記載の製造方法により製造されることを特徴とする長大脆性き裂伝播停止性能に優れる厚鋼板。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012173940 | 2012-08-06 | ||
| JP2012173940 | 2012-08-06 | ||
| PCT/JP2013/004682 WO2014024445A1 (ja) | 2012-08-06 | 2013-08-02 | 厚鋼板の長大脆性き裂伝播停止性能の評価方法、それに用いる試験装置および厚鋼板の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014176973A Division JP6165116B2 (ja) | 2012-08-06 | 2014-09-01 | 長大脆性き裂伝播停止性能に優れる厚鋼板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JPWO2014024445A1 true JPWO2014024445A1 (ja) | 2016-07-25 |
Family
ID=50067699
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013542278A Pending JPWO2014024445A1 (ja) | 2012-08-06 | 2013-08-02 | 厚鋼板の長大脆性き裂伝播停止性能の評価方法 |
| JP2014176973A Active JP6165116B2 (ja) | 2012-08-06 | 2014-09-01 | 長大脆性き裂伝播停止性能に優れる厚鋼板の製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014176973A Active JP6165116B2 (ja) | 2012-08-06 | 2014-09-01 | 長大脆性き裂伝播停止性能に優れる厚鋼板の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (2) | JPWO2014024445A1 (ja) |
| KR (1) | KR101728362B1 (ja) |
| CN (2) | CN104272084A (ja) |
| WO (1) | WO2014024445A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105424474A (zh) * | 2015-11-03 | 2016-03-23 | 北京交通大学 | 一种评估钢结构厚板内部损伤累积的方法 |
| CN105734409A (zh) * | 2016-05-04 | 2016-07-06 | 芜湖市爱德运输机械有限公司 | 一种抗腐蚀提升机 |
| CN106018121B (zh) * | 2016-05-13 | 2019-06-04 | 攀钢集团研究院有限公司 | 一种厚度大于30mm焊接钢板弯曲试验方法 |
| KR102289071B1 (ko) * | 2017-05-22 | 2021-08-11 | 제이에프이 스틸 가부시키가이샤 | 후강판 및 그 제조 방법 |
| CN110530105A (zh) * | 2019-08-28 | 2019-12-03 | 沈阳航空航天大学 | 一种用于低温拉伸过程的快速制冷装置 |
| CN112557131B (zh) * | 2019-09-10 | 2022-08-16 | 宝山钢铁股份有限公司 | 一种用于金属表面磨损拉毛分析与评价方法及其镶块 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008156750A (ja) * | 2006-11-30 | 2008-07-10 | Jfe Steel Kk | 板厚方向の脆性亀裂伝播停止特性に優れる板厚50mm以上の鋼板およびその製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0712692A (ja) * | 1993-06-25 | 1995-01-17 | Taisei Corp | 鋼板の板厚方向引張特性試験方法 |
| DE60213736T2 (de) * | 2001-11-14 | 2007-08-16 | Sumitomo Metal Industries, Ltd. | Stahl mit verbesserter Ermüdungsfestigkeit und Verfahren zur Herstellung |
| JP5144053B2 (ja) * | 2006-05-12 | 2013-02-13 | Jfeスチール株式会社 | 脆性亀裂伝播停止特性に優れる溶接構造体 |
| JP4309946B2 (ja) * | 2007-03-05 | 2009-08-05 | 新日本製鐵株式会社 | 脆性き裂伝播停止特性に優れた厚手高強度鋼板およびその製造方法 |
| JP5337412B2 (ja) * | 2008-06-19 | 2013-11-06 | 株式会社神戸製鋼所 | 脆性亀裂伝播停止特性に優れた厚鋼板およびその製造方法 |
| AU2009294126B2 (en) * | 2008-09-17 | 2011-03-10 | Nippon Steel Corporation | High-strength steel plate and producing method thereof |
| KR101140097B1 (ko) * | 2010-03-04 | 2012-06-14 | 신닛뽄세이테쯔 카부시키카이샤 | 고강도 후강판의 취성 균열 전파 정지 성능의 판정 방법 |
| WO2012108543A1 (ja) * | 2011-02-08 | 2012-08-16 | Jfeスチール株式会社 | 長大脆性き裂伝播停止特性に優れる板厚50mm以上の厚鋼板およびその製造方法ならびに長大脆性き裂伝播停止性能を評価する方法および試験装置 |
-
2013
- 2013-08-02 WO PCT/JP2013/004682 patent/WO2014024445A1/ja active Application Filing
- 2013-08-02 KR KR1020147026847A patent/KR101728362B1/ko active IP Right Grant
- 2013-08-02 CN CN201380022478.8A patent/CN104272084A/zh active Pending
- 2013-08-02 CN CN201711021061.6A patent/CN107988471A/zh active Pending
- 2013-08-02 JP JP2013542278A patent/JPWO2014024445A1/ja active Pending
-
2014
- 2014-09-01 JP JP2014176973A patent/JP6165116B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008156750A (ja) * | 2006-11-30 | 2008-07-10 | Jfe Steel Kk | 板厚方向の脆性亀裂伝播停止特性に優れる板厚50mm以上の鋼板およびその製造方法 |
Non-Patent Citations (2)
| Title |
|---|
| JPN6013042984; 半田恒久 他: '長大脆性き裂伝播停止挙動に及ぼす荷重負荷点間距離の影響' 溶接構造シンポジウム講演論文集 Vol.2011, 201111, Page.169-176 * |
| JPN6014010888; 安藤翼: '厚鋼板脆性き裂アレスト特性評価法に関する研究' 平成20年度修士論文要旨 , 200903 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104272084A (zh) | 2015-01-07 |
| JP2015025205A (ja) | 2015-02-05 |
| CN107988471A (zh) | 2018-05-04 |
| WO2014024445A1 (ja) | 2014-02-13 |
| KR20140127363A (ko) | 2014-11-03 |
| KR101728362B1 (ko) | 2017-04-19 |
| JP6165116B2 (ja) | 2017-07-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5598485B2 (ja) | 長大脆性き裂伝播停止特性に優れる板厚50mm以上の厚鋼板およびその製造方法 | |
| JP6165116B2 (ja) | 長大脆性き裂伝播停止性能に優れる厚鋼板の製造方法 | |
| Sadeghi et al. | Effects of post weld heat treatment on residual stress and mechanical properties of GTAW: The case of joining A537CL1 pressure vessel steel and A321 austenitic stainless steel | |
| WO2013150687A1 (ja) | アレスト性に優れた高強度厚鋼板 | |
| JP5337412B2 (ja) | 脆性亀裂伝播停止特性に優れた厚鋼板およびその製造方法 | |
| JP5598617B1 (ja) | 脆性亀裂伝播停止特性に優れた大入熱溶接用高強度厚鋼板およびその製造方法 | |
| JP5900312B2 (ja) | 大入熱溶接部の靭性および脆性き裂伝播停止特性に優れた高強度厚鋼板およびその製造方法 | |
| JP2018024905A (ja) | 脆性亀裂伝播停止特性に優れた構造用高強度厚鋼板およびその製造方法 | |
| Zhang et al. | Improving bonding quality of underwater friction stitch welds by selecting appropriate plug material and welding parameters and optimizing joint design | |
| JP5171327B2 (ja) | 大入熱溶接熱影響部の板厚方向靭性に優れたスキンプレート用鋼板およびその製造方法 | |
| JP2011184754A (ja) | 脆性亀裂伝播停止特性に優れた鋼材、およびその製造方法 | |
| JP5812193B2 (ja) | 脆性き裂伝播停止特性に優れた構造用高強度厚鋼板およびその製造方法 | |
| TWI504758B (zh) | High strength thick steel sheet and its manufacturing method with excellent brittle crack propagation characteristics | |
| JP6112265B2 (ja) | 高強度極厚鋼板およびその製造方法 | |
| JP6477743B2 (ja) | 脆性き裂伝播停止特性および溶接熱影響部靭性に優れた高強度極厚鋼板およびその製造方法 | |
| JP5135872B2 (ja) | 隅肉および十字溶接部の脆性亀裂伝播停止特性に優れる厚物鋼板およびその製造方法 | |
| JP5838801B2 (ja) | 厚鋼板及び厚鋼板の製造方法 | |
| KR20160021911A (ko) | 판두께 방향의 내피로 특성이 우수한 후강판 및 그의 제조 방법, 그 후강판을 이용한 필렛 용접 조인트 | |
| WO2018030171A1 (ja) | 高強度厚鋼板およびその製造方法 | |
| JPWO2017145651A1 (ja) | 脆性き裂伝播停止特性に優れた高強度極厚鋼板およびその製造方法 | |
| Takahashi et al. | Metallurgical approaches for product development and process optimization | |
| Mihaliková et al. | The Performance of CR180IF and DP600 Laser Welded Steel Sheets under Different Strain Rates. Materials 2021, 14, 1553 | |
| Kumar et al. | In-plane plane-strain formability investigation of friction stir welded sheets made of dissimilar aluminium alloys | |
| Neykov | Effect of heat treatment on the mechanical properties and microstructure of welded abrasion resistant steel AR200 | |
| Cicholska | The weldability assessment of thermally hardened S540Q steel sheets |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140610 |