JP7679302B2 - ケーン・ベースガラス光ファイバ予備成形品を形成する真空ベースの方法 - Google Patents
ケーン・ベースガラス光ファイバ予備成形品を形成する真空ベースの方法 Download PDFInfo
- Publication number
- JP7679302B2 JP7679302B2 JP2021549500A JP2021549500A JP7679302B2 JP 7679302 B2 JP7679302 B2 JP 7679302B2 JP 2021549500 A JP2021549500 A JP 2021549500A JP 2021549500 A JP2021549500 A JP 2021549500A JP 7679302 B2 JP7679302 B2 JP 7679302B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- cane
- vacuum
- preform
- axial
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






















Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/01205—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments
- C03B37/01211—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments by inserting one or more rods or tubes into a tube
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/01205—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments
- C03B37/01211—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments by inserting one or more rods or tubes into a tube
- C03B37/01222—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments by inserting one or more rods or tubes into a tube for making preforms of multiple core optical fibres
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/01205—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments
- C03B37/01225—Means for changing or stabilising the shape, e.g. diameter, of tubes or rods in general, e.g. collapsing
- C03B37/01228—Removal of preform material
- C03B37/01231—Removal of preform material to form a longitudinal hole, e.g. by drilling
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/01205—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments
- C03B37/01225—Means for changing or stabilising the shape, e.g. diameter, of tubes or rods in general, e.g. collapsing
- C03B37/01248—Means for changing or stabilising the shape, e.g. diameter, of tubes or rods in general, e.g. collapsing by collapsing without drawing
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/01205—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments
- C03B37/01225—Means for changing or stabilising the shape, e.g. diameter, of tubes or rods in general, e.g. collapsing
- C03B37/0126—Means for supporting, rotating, translating the rod, tube or preform
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2203/00—Fibre product details, e.g. structure, shape
- C03B2203/10—Internal structure or shape details
- C03B2203/22—Radial profile of refractive index, composition or softening point
- C03B2203/23—Double or multiple optical cladding profiles
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2203/00—Fibre product details, e.g. structure, shape
- C03B2203/34—Plural core other than bundles, e.g. double core
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/02—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor
- C03B37/025—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor from reheated softened tubes, rods, fibres or filaments, e.g. drawing fibres from preforms
- C03B37/027—Fibres composed of different sorts of glass, e.g. glass optical fibres
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
Description
を含む。
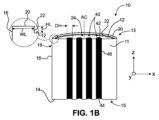
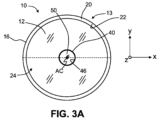
図1Aは一例のガラスクラッド部分10の斜め上から見た図である。図1Bは図1Aのガラスクラッド部分10のxz断面図であり、図1Cは図1A及び1Bのガラスクラッド部分の上面図である。
図2Aは図1Aに類似し、ケーンクラッド組立体120を形成するプロセスにおけるガラスクラッド部分10と8つの軸孔40に対して動作可能に配置された8つのケーン50とを示す展開図である。図2Bは一例の組み立てたケーンクラッド組立体120を示す。図2Cはxz断面図であり、図2Dは一例のケーンクラッド組立体120の上面図である。
図4Aは図2Bのケーンクラッド組立体120を使用して形成された一例の予備成形品組立体150の部分展開図である。予備成形品組立体150は、ガラスクラッド部分10の上端13にある隆起したリップ20と整合する上蓋70を含む。予備成形品組立体150はまた、ガラスクラッド部分10の底端15と整合する上記の底蓋90を含む。上蓋70及び底蓋90両方はガラス、例えばガラスクラッド部分10と同じガラスから成る。
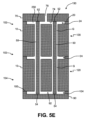
図5Aは予備成形品組立体150を使って形成された一例の予備成形品システム200の斜め上から見た図である。図5Aに示した一例の予備成形品組立体150は4つのケーンクラッド組立体120と適切に長いケーン50(例えば、結合された4つのケーンクラッド組立体120の長さLSに近似した長さLCのケーン50)とを使って形成される。予備成形品システム200は真空システム210を含む。真空システム210は予備成形品組立体150に上蓋70において真空導管216を介して空気連通接続されている。予備成形品システム200は周囲空気環境230Aの中にあるとして図示されている。予備成形品組立体150は上端部分152、中央部分153、及び底端部分154を有するとして図示されている。予備成形品システム200は、本書で開示されたケーン・ベースガラス予備成形品を形成する真空ベース方法を実行するために使用される。なお、一例の予備成形品システム200は真空システムに最も近い上端部分152及び反対側の端にある底端部分154を有する。
図6Aは図5Aに類似し、上部開端302、底部開端304、及び熱310が生成され概ね封じ込められる内部306を有する炉300に対して移動可能に配置された予備成形品システム200を示す。炉内部306は適宜1つ以上の選ばれた気体を含みうる気体232の炉周囲雰囲気230Fを含む。
図7は上記のシステム及び方法を使って形成されたままのガラス予備成形品400を引っ張って光ファイバ(「ファイバ」)600にするための一例の光ファイバ線引きシステム(「線引きシステム」)500の概略図である。ガラス予備成形品400はシングルコア光ファイバ又はマルチコア光ファイバを形成するために使用されうる。図示の例では、8つのコアを持つマルチコア光ファイバの形成が例示として描かれている。
ケーン・ベース予備成形品を形成する方法であって、
真空を予備成形品組立体に印加するステップであって、前記予備成形品組立体は1つ以上の軸孔と上端と底端と前記1つ以上の軸孔のそれぞれ内に存在するケーンとを有する少なくとも1つのガラスクラッド部分を備え、前記上端及び底端は実質的に封止された内部室を画定するように蓋がされている、ステップと、
真空で保持された前記予備成形品組立体をガラス軟化点の直ぐ上まで加熱して前記真空で保持された予備成形品を合体させてケーン・ベースガラス予備成形品を形成するステップと
を含む方法。
真空を印加する前記ステップの前に、前記予備成形品組立体を
前記少なくとも1つのガラスクラッド部分に穴あけして前記1つ以上の軸孔を形成することと、
前記1つ以上のケーンを前記1つ以上の軸孔内に動作可能に配置することと
によって形成するステップを含み、
前記蓋をすることは、上ガラス蓋及び底ガラス蓋を前記少なくとも1つのガラスクラッド部分の前記上端及び底端にそれぞれ取り付けて実質的に封止された内部室を画定することを含む、態様1記載の方法。
前記少なくとも1つのガラスクラッド部分は、積み重ねられそれらの前記軸孔が整列され1つの軸長を有する2つ以上のガラスクラッド部分と前記上端を画定する最も上のガラスクラッド部分と前記底端を画定する最も下のガラスクラッド部分とから成り、前記1つ以上のケーンはそれぞれ前記軸長に少なくとも実質的に等しいか又はより大きいケーン長を有する、態様1又は2記載の方法。
前記1つ以上のケーンのそれぞれはガラス内側クラッド領域で囲まれたガラスコア領域を備える、態様1~3のいずれかに記載の方法。
前記ガラスコア領域と前記ガラス内側クラッド領域のうち少なくとも一方はドープされたシリカガラスから成る、態様4記載の方法。
前記ガラス内側クラッド領域は1つ以上の非ドープ又は低ドープの内側クラッド部分から成る、態様4又は5記載の方法。
各ガラスクラッド部分の前記上端は隆起した外部リップによって画定された凹部を含む、態様1~6のいずれかに記載の方法。
前記底ガラス蓋は外面と前記実質的に封止された内部室の一部を構成する凹部を画定する外周リップとを有する、態様2~7のいずれかに記載の方法。
前記底ガラス蓋は 前記凹部から前記外面への通路を含み、前記通路は周囲環境からの気体が前記内部室を通って流れるのを許す、態様8記載の方法。
前記周囲環境からの前記気体は塩素を含む、態様9記載の方法。
前記真空を印加することは前記上ガラス蓋の軸孔を通って実行される、態様8~10のいずれかに記載の方法。
前記真空は真空システムから前記上ガラス蓋にガラス溶着された伸縮可能な真空導管を介して提供される、態様11記載の方法。
前記1つ以上の軸孔は単一の軸孔から成り、前記1つ以上のケーンは前記単一の軸孔内に存在する単一のケーンから成る、態様1~12のいずれかに記載の方法。
前記一体に保持された予備成形品組立体の加熱は炉を使って実行される、態様1~13のいずれかに記載の方法。
前記炉は光ファイバ線引き炉を含む、態様14記載の方法。
前記ケーン・ベース予備成形品を前記線引き炉から取り出すことなく、前記線引き炉を使用して前記ケーン・ベースガラス予備成形品から光ファイバを引き出すステップを更に含む態様15記載の方法。
前記実質的に封止された内部室は、前記実質的に封止された内部室の一部を画定する少なくとも1つの真空孔を備える、態様1~16のいずれかに記載の方法。
各ケーンはケーン直径DCを有し、各軸孔は孔直径DH>DCを有し、前記実質的に封止された内部室は、軸孔ごとの前記孔直径と前記ケーン直径の差によって形成された隙間を含む、態様1~17のいずれかに記載の方法。
前記隙間は隙間サイズδG=(DH-DC)/2を有し、隙間サイズδGは0<δG≦0.1mmである、態様18記載の方法。
前記ケーン・ベースガラス予備成形品を使って光ファイバを引き出すステップを更に含む態様1~19のいずれかに記載の方法。
ケーン・ベースガラス予備成形品を形成する方法であって、
本体、上端、底端、及び外周をそれぞれ有する複数のガラスクラッド部分のそれぞれに1つ以上の軸孔を形成するステップであって、前記各上端は前記外周の周りに延在し上凹部を画定するリップを有し前記各軸孔は前記本体内の円筒形内面によって画定される、ステップと、
前記複数のガラスクラッド部分を、前記各ガラスクラッド部分内に形成された前記軸孔が軸に沿って整列するように積み重ねるステップであって、前記積み重ねた複数のガラスクラッド部分は全体積重ね長LS、最も上のガラスクラッド部分、及び最も下のガラスクラッド部分を有する、ステップと、
1つ以上のガラスケーンを前記複数のガラスクラッド部分の前記1つ以上の整列した軸孔にそれぞれ挿入するステップであって、そのため各ガラスケーンと該ガラスケーンが中に存在する前記軸孔の前記円筒形内面の間に隙間が有る、ステップと、
ガラス上蓋を前記最も上のガラスクラッド部分の前記上端と整合させ、ガラス底蓋を前記最も下のガラスクラッド部分の前記底端と整合させて実質的に封止された内部室を有する予備成形品組立体を画定するステップであって、前記内部室は前記上凹部及び前記隙間を含む、ステップと、
前記実質的に封止された内部室に前記ガラス上蓋を通って真空を印加して周囲環境に対して圧力差を生成するステップであって、前記圧力差は前記予備成形品組立体を一体に保持して真空で保持された予備成形品組立体を形成する、ステップと、
前記真空で保持された予備成形品組立体をガラス軟化点の直ぐ上まで加熱して前記真空で保持された予備成形品組立体を合体させてガラス予備成形品を形成するステップと
を含む方法。
各ケーンは、少なくとも前記積重ね長LSと同じ位のケーン長LCを有する、態様21記載の方法。
各ケーンはガラス内側クラッド領域で囲まれたガラスコア領域を備える、態様21又は22に記載の方法。
前記ガラスコア領域と前記ガラス内側クラッド領域のうち少なくとも一方はドープされたシリカガラスから成る、態様23記載の方法。
前記ガラス内側クラッド領域は1つ以上の非ドープ又は低ドープの内側クラッド部分から成る、態様23又は24記載の方法。
前記ガラス底蓋は外面と前記実質的に封止された内部室の一部を構成する凹部を画定する外周リップとを有する、態様21~25のいずれかに記載の方法。
前記ガラス底蓋は 前記凹部から前記外面への通路を含み、前記通路は、前記圧力差を実質的に維持しながら周囲環境からの気体が前記内部室を通って流れるのを許す、態様26記載の方法。
前記周囲環境からの前記気体は塩素を含む、態様27記載の方法。
前記真空を印加することは前記上蓋の軸孔を通って実行される、態様21~28のいずれかに記載の方法。
前記真空は真空システムから前記上蓋にガラス溶着され前記上蓋の前記軸孔と空気連通する伸縮可能な真空導管を介して提供される、態様29記載の方法。
前記1つ以上の軸孔は単一の軸孔から成り、前記1つ以上のケーンは前記単一の軸孔内に存在する単一のケーンから成る、態様21~30のいずれかに記載の方法。
前記真空で保持された予備成形品組立体の加熱は炉を使って実行される、態様21~31のいずれかに記載の方法。
前記炉は光ファイバ線引き炉を含む、態様32記載の方法。
前記ケーン・ベース予備成形品を前記線引き炉から取り出すことなく、前記線引き炉を使用して前記ケーン・ベースガラス予備成形品から光ファイバを引き出すステップを更に含む態様33記載の方法。
前記実質的に封止された内部室は、前記実質的に封止された内部室の一部を画定する少なくとも1つの真空孔を備える、態様21~34のいずれかに記載の方法。
各ケーンはケーン直径DCを有し、各軸孔は孔直径DH>DCを有し、前記内部室は、軸孔ごとの前記孔直径と前記ケーン直径の差によって形成された隙間を含む、態様21~35のいずれかに記載の方法。
前記隙間は隙間サイズδG=(DH-DC)/2を有し、隙間サイズδGは0<δG≦0.1mmの範囲内である、態様36記載の方法。
前記ケーン・ベースガラス予備成形品を使って光ファイバを引き出すステップを更に含む態様21~37のいずれかに記載の方法。
ケーン・ベースガラス予備成形品組立体を形成する方法であって、
少なくとも1つのガラスクラッド部分に1つ以上の軸孔を形成するステップであって、前記少なくとも1つのガラスクラッド部分は上端及び底端を有する、ステップと、
1つ以上のケーンを前記1つ以上の軸孔にそれぞれ挿入するステップであって、そのため各軸孔は1つのケーンを含む、ステップと、
前記上端及び底端に蓋をして実質的に封止された内部室を有する予備成形品組立体を形成するステップであって、前記内部室は前記上端及び底端を前記軸孔を通して空気連通接続する、ステップと、
前記実質的に封止された内部室に真空を印加して前記実質的に封止された内部室と周囲環境の圧力差を生成して真空で保持された予備成形品組立体を形成するステップと
を含む方法。
前記真空で保持された予備成形品組立体をガラス軟化点の直ぐ上まで加熱して前記真空で保持された予備成形品を合体させてケーン・ベースガラス予備成形品を形成するステップを更に含む態様39記載の方法。
マルチコア光ファイバを形成するためにケーン・ベースガラス予備成形品組立体を形成する方法であって、
複数の軸孔をそれぞれ有する複数のガラスケーン部分を前記軸孔が整列するように積み重ねるステップであって、隣接するガラスケーン部分同士は内部空洞を形成する隆起したリップで接触し、最も上のガラスケーン部分及び最も下のガラスケーン部分が存在する、ステップと、
1つのケーンを前記各整列された軸孔に挿入し前記軸孔内に隙間を画定するステップであって、前記隙間は前記内部空洞間の空気連通を提供する、ステップと、
前記最も上の及び最も下のガラスケーン部分に蓋をして実質的に封止された内部室を有する予備成形品組立体を形成するステップであって、前記内部室は前記内部空洞及び前記隙間を含む、ステップと、
前記実質的に封止された内部空洞に真空を印加して真空で保持された予備成形品組立体を形成するステップと
を含む方法。
前記真空で保持された予備成形品組立体をガラス軟化点の直ぐ上まで加熱することで、前記真空で保持された予備成形品組立体を合体させてケーン・ベースガラス予備成形品を形成するステップを更に含む態様41記載の方法。
前記ケーン・ベースガラス予備成形品を使って光ファイバを引き出すステップを更に含む態様42記載の方法。
前記合体させることは炉を使って実行され、前記引き出すことは前記炉を使って実行される、態様43記載の方法。
ケーン・ベース予備成形製品であって、該予備成形製品を形成するプロセスは
真空を予備成形品組立体に印加するステップであって、前記予備成形品組立体は1つ以上の軸孔と上端と底端と前記1つ以上の軸孔のそれぞれ内に存在するケーンとを有する少なくとも1つのガラスクラッド部分を備え、前記上端に上蓋が前記底端に底蓋が取り付けられている、ステップと、
真空で保持された前記予備成形品組立体をガラス軟化点の直ぐ上まで加熱して前記真空で保持された予備成形品を合体させてケーン・ベースガラス予備成形品を形成するステップとを含む、ケーン・ベース予備成形製品。
ケーン・ベースガラス予備成形製品であって、該予備成形製品を形成するプロセスは
本体、上端、底端、及び外周をそれぞれ有する複数のガラスクラッド部分のそれぞれに1つ以上の軸孔を形成するステップであって、前記各上端は前記外周の周りに延在し上凹部を画定するリップを有し前記各軸孔は前記本体内の円筒形内面によって画定される、ステップと、
前記複数のガラスクラッド部分を、前記各ガラスクラッド部分内に形成された前記軸孔が軸に沿って整列するように積み重ねるステップであって、前記積み重ねた複数のガラスクラッド部分は全体積重ね長LS、最も上のガラスクラッド部分、及び最も下のガラスクラッド部分を有する、ステップと、
1つ以上のガラスケーンを前記複数のガラスクラッド部分の前記1つ以上の整列した軸孔にそれぞれ挿入するステップであって、そのため各ガラスケーンと該ガラスケーンが中に存在する前記軸孔の前記円筒形内面の間に隙間が有る、ステップと、
ガラス上蓋を前記最も上のガラスクラッド部分の前記上端と整合させ、ガラス底蓋を前記最も下のガラスクラッド部分の前記底端と整合させて実質的に封止された内部室を有する予備成形品組立体を画定するステップであって、前記内部室は前記上凹部及び前記隙間を含む、ステップと、
前記実質的に封止された内部室に前記ガラス上蓋を通って真空を印加して周囲環境に対して圧力差を生成するステップであって、前記圧力差は前記予備成形品組立体を一体に保持して真空で保持された予備成形品組立体を形成する、ステップと、
前記真空で保持された予備成形品組立体をガラス軟化点の直ぐ上まで加熱して前記真空で保持された予備成形品組立体を合体させてガラス予備成形品を形成するステップと
を含む、ケーン・ベースガラス予備成形製品。
ケーン・ベースガラス予備成形品組立体製品であって、該組立体製品を形成するプロセスは
少なくとも1つのガラスクラッド部分に1つ以上の軸孔を形成するステップであって、前記少なくとも1つのガラスクラッド部分は上端及び底端を有する、ステップと、
1つ以上のケーンを前記1つ以上の軸孔にそれぞれ挿入するステップであって、そのため各軸孔は1つのケーンを含む、ステップと、
前記上端及び底端に蓋をして実質的に封止された内部室を有する予備成形品組立体を形成するステップであって、前記内部室は前記上端及び底端を前記軸孔を通して空気連通接続する、ステップと、
前記実質的に封止された内部室に真空を印加して前記実質的に封止された内部室と周囲環境の圧力差を生成して真空で保持された予備成形品組立体を形成するステップと
を含む、ケーン・ベースガラス予備成形品組立体製品。
ケーン・ベースガラス予備成形製品であって、該予備成形製品を形成するプロセスは
態様47に記載のプロセスと、
前記真空で保持された予備成形品組立体をガラス軟化点の直ぐ上まで加熱して前記真空で保持された予備成形品を合体させてケーン・ベースガラス予備成形品を形成するステップとを含む、ケーン・ベースガラス予備成形製品。
マルチコア光ファイバを形成するためのケーン・ベースガラス予備成形品組立体製品であって、該組立体製品を形成するプロセスは
複数の軸孔をそれぞれ有する複数のガラスケーン部分を前記軸孔が整列するように積み重ねるステップであって、隣接するガラスケーン部分同士は内部空洞を形成する隆起したリップで接触し、最も上のガラスケーン部分及び最も下のガラスケーン部分が存在する、ステップと、
1つのケーンを前記各整列された軸孔に挿入し前記軸孔内に隙間を画定するステップであって、前記隙間は前記内部空洞間の空気連通を提供する、ステップと、
前記最も上の及び最も下のガラスケーン部分に蓋をして実質的に封止された内部室を有する予備成形品組立体を形成するステップであって、前記内部室は前記内部空洞及び前記隙間を含む、ステップと、
前記実質的に封止された内部空洞に真空を印加して真空で保持された予備成形品組立体を形成するステップと
を含む、ケーン・ベースガラス予備成形品組立体製品。
ケーン・ベースガラス予備成形製品であって、該予備成形製品を形成するプロセスは
態様49に記載のプロセスと、
前記真空で保持された予備成形品組立体をガラス軟化点の直ぐ上まで加熱することで、前記真空で保持された予備成形品組立体を合体させてケーン・ベースガラス予備成形品を形成するステップとを含む、ケーン・ベースガラス予備成形製品。
ケーン・ベース予備成形品を形成する方法であって、
真空を予備成形品組立体に印加するステップであって、前記予備成形品組立体は1つ以上の軸孔と上端と底端と前記1つ以上の軸孔のそれぞれ内に存在するケーンとを有する少なくとも1つのガラスクラッド部分を備え、前記上端及び底端は実質的に封止された内部室を画定するように蓋がされている、ステップと、
真空で保持された前記予備成形品組立体をガラス軟化点の直ぐ上まで加熱して前記真空で保持された予備成形品を合体させてケーン・ベースガラス予備成形品を形成するステップと
を含む方法。
真空を印加する前記ステップの前に、前記予備成形品組立体を
前記少なくとも1つのガラスクラッド部分に穴あけして前記1つ以上の軸孔を形成することと、
前記1つ以上のケーンを前記1つ以上の軸孔内に動作可能に配置することと
によって形成するステップを含み、
前記蓋をすることは、上ガラス蓋及び底ガラス蓋を前記少なくとも1つのガラスクラッド部分の前記上端及び底端にそれぞれ取り付けて実質的に封止された内部室を画定することを含む、実施形態1記載の方法。
前記少なくとも1つのガラスクラッド部分は、積み重ねられそれらの前記軸孔が整列され1つの軸長を有する2つ以上のガラスクラッド部分と前記上端を画定する最も上のガラスクラッド部分と前記底端を画定する最も下のガラスクラッド部分とから成り、前記1つ以上のケーンはそれぞれ前記軸長に少なくとも実質的に等しいか又はより大きいケーン長を有する、実施形態1又は2記載の方法。
前記1つ以上のケーンのそれぞれはガラス内側クラッド領域で囲まれたガラスコア領域を備える、実施形態1~3のいずれかに記載の方法。
前記ガラスコア領域と前記ガラス内側クラッド領域のうち少なくとも一方はドープされたシリカガラスから成る、実施形態4記載の方法。
前記ガラス内側クラッド領域は1つ以上の非ドープ又は低ドープの内側クラッド部分から成る、実施形態4又は5記載の方法。
各ガラスクラッド部分の前記上端は隆起した外部リップによって画定された凹部を含む、実施形態1~6のいずれかに記載の方法。
前記底ガラス蓋は外面と前記実質的に封止された内部室の一部を構成する凹部を画定する外周リップとを有する、実施形態2~7のいずれかに記載の方法。
前記底ガラス蓋は 前記凹部から前記外面への通路を含み、前記通路は周囲環境からの気体が前記内部室を通って流れるのを許す、実施形態8記載の方法。
前記周囲環境からの前記気体は塩素を含む、実施形態9記載の方法。
前記真空を印加することは前記上ガラス蓋の軸孔を通って実行される、実施形態8~10のいずれかに記載の方法。
前記真空は真空システムから前記上ガラス蓋にガラス溶着された伸縮可能な真空導管を介して提供される、実施形態11記載の方法。
前記1つ以上の軸孔は単一の軸孔から成り、前記1つ以上のケーンは前記単一の軸孔内に存在する単一のケーンから成る、実施形態1~12のいずれかに記載の方法。
前記一体に保持された予備成形品組立体の加熱は炉を使って実行される、実施形態1~13のいずれかに記載の方法。
前記炉は光ファイバ線引き炉を含む、実施形態14記載の方法。
前記ケーン・ベース予備成形品を前記線引き炉から取り出すことなく、前記線引き炉を使用して前記ケーン・ベースガラス予備成形品から光ファイバを引き出すステップを更に含む実施形態15記載の方法。
前記実質的に封止された内部室は、前記実質的に封止された内部室の一部を画定する少なくとも1つの真空孔を備える、実施形態1~16のいずれかに記載の方法。
各ケーンはケーン直径DCを有し、各軸孔は孔直径DH>DCを有し、前記実質的に封止された内部室は、軸孔ごとの前記孔直径と前記ケーン直径の差によって形成された隙間を含む、実施形態1~17のいずれかに記載の方法。
前記隙間は隙間サイズδG=(DH-DC)/2を有し、隙間サイズδGは0<δG≦0.1mmである、実施形態18記載の方法。
前記ケーン・ベースガラス予備成形品を使って光ファイバを引き出すステップを更に含む実施形態1~19のいずれかに記載の方法。
ケーン・ベースガラス予備成形品を形成する方法であって、
本体、上端、底端、及び外周をそれぞれ有する複数のガラスクラッド部分のそれぞれに1つ以上の軸孔を形成するステップであって、前記各上端は前記外周の周りに延在し上凹部を画定するリップを有し前記各軸孔は前記本体内の円筒形内面によって画定される、ステップと、
前記複数のガラスクラッド部分を、前記各ガラスクラッド部分内に形成された前記軸孔が軸に沿って整列するように積み重ねるステップであって、前記積み重ねた複数のガラスクラッド部分は全体積重ね長LS、最も上のガラスクラッド部分、及び最も下のガラスクラッド部分を有する、ステップと、
1つ以上のガラスケーンを前記複数のガラスクラッド部分の前記1つ以上の整列した軸孔にそれぞれ挿入するステップであって、そのため各ガラスケーンと該ガラスケーンが中に存在する前記軸孔の前記円筒形内面の間に隙間が有る、ステップと、
ガラス上蓋を前記最も上のガラスクラッド部分の前記上端と整合させ、ガラス底蓋を前記最も下のガラスクラッド部分の前記底端と整合させて実質的に封止された内部室を有する予備成形品組立体を画定するステップであって、前記内部室は前記上凹部及び前記隙間を含む、ステップと、
前記実質的に封止された内部室に前記ガラス上蓋を通って真空を印加して周囲環境に対して圧力差を生成するステップであって、前記圧力差は前記予備成形品組立体を一体に保持して真空で保持された予備成形品組立体を形成する、ステップと、
前記真空で保持された予備成形品組立体をガラス軟化点の直ぐ上まで加熱して前記真空で保持された予備成形品組立体を合体させてガラス予備成形品を形成するステップと
を含む方法。
各ケーンは、少なくとも前記積重ね長LSと同じ位のケーン長LCを有する、実施形態21記載の方法。
各ケーンはガラス内側クラッド領域で囲まれたガラスコア領域を備える、実施形態21又は22に記載の方法。
前記ガラスコア領域と前記ガラス内側クラッド領域のうち少なくとも一方はドープされたシリカガラスから成る、実施形態23記載の方法。
前記ガラス内側クラッド領域は1つ以上の非ドープ又は低ドープの内側クラッド部分から成る、実施形態23又は24記載の方法。
前記ガラス底蓋は外面と前記実質的に封止された内部室の一部を構成する凹部を画定する外周リップとを有する、実施形態21~25のいずれかに記載の方法。
前記ガラス底蓋は 前記凹部から前記外面への通路を含み、前記通路は、前記圧力差を実質的に維持しながら周囲環境からの気体が前記内部室を通って流れるのを許す、実施形態26記載の方法。
前記周囲環境からの前記気体は塩素を含む、実施形態27記載の方法。
前記真空を印加することは前記上蓋の軸孔を通って実行される、実施形態21~28のいずれかに記載の方法。
前記真空は真空システムから前記上蓋にガラス溶着され前記上蓋の前記軸孔と空気連通する伸縮可能な真空導管を介して提供される、実施形態29記載の方法。
前記1つ以上の軸孔は単一の軸孔から成り、前記1つ以上のケーンは前記単一の軸孔内に存在する単一のケーンから成る、実施形態21~30のいずれかに記載の方法。
前記真空で保持された予備成形品組立体の加熱は炉を使って実行される、実施形態21~31のいずれかに記載の方法。
前記炉は光ファイバ線引き炉を含む、実施形態32記載の方法。
前記ケーン・ベース予備成形品を前記線引き炉から取り出すことなく、前記線引き炉を使用して前記ケーン・ベースガラス予備成形品から光ファイバを引き出すステップを更に含む実施形態33記載の方法。
前記実質的に封止された内部室は、前記実質的に封止された内部室の一部を画定する少なくとも1つの真空孔を備える、実施形態21~34のいずれかに記載の方法。
各ケーンはケーン直径DCを有し、各軸孔は孔直径DH>DCを有し、前記内部室は、軸孔ごとの前記孔直径と前記ケーン直径の差によって形成された隙間を含む、実施形態21~35のいずれかに記載の方法。
前記隙間は隙間サイズδG=(DH-DC)/2を有し、隙間サイズδGは0<δG≦0.1mmの範囲内である、実施形態36記載の方法。
前記ケーン・ベースガラス予備成形品を使って光ファイバを引き出すステップを更に含む実施形態21~37のいずれかに記載の方法。
ケーン・ベースガラス予備成形品組立体を形成する方法であって、
少なくとも1つのガラスクラッド部分に1つ以上の軸孔を形成するステップであって、前記少なくとも1つのガラスクラッド部分は上端及び底端を有する、ステップと、
1つ以上のケーンを前記1つ以上の軸孔にそれぞれ挿入するステップであって、そのため各軸孔は1つのケーンを含む、ステップと、
前記上端及び底端に蓋をして実質的に封止された内部室を有する予備成形品組立体を形成するステップであって、前記内部室は前記上端及び底端を前記軸孔を通して空気連通接続する、ステップと、
前記実質的に封止された内部室に真空を印加して前記実質的に封止された内部室と周囲環境の圧力差を生成して真空で保持された予備成形品組立体を形成するステップと
を含む方法。
前記真空で保持された予備成形品組立体をガラス軟化点の直ぐ上まで加熱して前記真空で保持された予備成形品を合体させてケーン・ベースガラス予備成形品を形成するステップを更に含む実施形態39記載の方法。
マルチコア光ファイバを形成するためにケーン・ベースガラス予備成形品組立体を形成する方法であって、
複数の軸孔をそれぞれ有する複数のガラスケーン部分を前記軸孔が整列するように積み重ねるステップであって、隣接するガラスケーン部分同士は内部空洞を形成する隆起したリップで接触し、最も上のガラスケーン部分及び最も下のガラスケーン部分が存在する、ステップと、
1つのケーンを前記各整列された軸孔に挿入し前記軸孔内に隙間を画定するステップであって、前記隙間は前記内部空洞間の空気連通を提供する、ステップと、
前記最も上の及び最も下のガラスケーン部分に蓋をして実質的に封止された内部室を有する予備成形品組立体を形成するステップであって、前記内部室は前記内部空洞及び前記隙間を含む、ステップと、
前記実質的に封止された内部空洞に真空を印加して真空で保持された予備成形品組立体を形成するステップと
を含む方法。
前記真空で保持された予備成形品組立体をガラス軟化点の直ぐ上まで加熱することで、前記真空で保持された予備成形品組立体を合体させてケーン・ベースガラス予備成形品を形成するステップを更に含む実施形態41記載の方法。
前記ケーン・ベースガラス予備成形品を使って光ファイバを引き出すステップを更に含む実施形態42記載の方法。
前記合体させることは炉を使って実行され、前記引き出すことは前記炉を使って実行される、実施形態43記載の方法。
ケーン・ベース予備成形製品であって、該予備成形製品を形成するプロセスは
真空を予備成形品組立体に印加するステップであって、前記予備成形品組立体は1つ以上の軸孔と上端と底端と前記1つ以上の軸孔のそれぞれ内に存在するケーンとを有する少なくとも1つのガラスクラッド部分を備え、前記上端に上蓋が前記底端に底蓋が取り付けられている、ステップと、
真空で保持された前記予備成形品組立体をガラス軟化点の直ぐ上まで加熱して前記真空で保持された予備成形品を合体させてケーン・ベースガラス予備成形品を形成するステップとを含む、ケーン・ベース予備成形製品。
ケーン・ベースガラス予備成形製品であって、該予備成形製品を形成するプロセスは
本体、上端、底端、及び外周をそれぞれ有する複数のガラスクラッド部分のそれぞれに1つ以上の軸孔を形成するステップであって、前記各上端は前記外周の周りに延在し上凹部を画定するリップを有し前記各軸孔は前記本体内の円筒形内面によって画定される、ステップと、
前記複数のガラスクラッド部分を、前記各ガラスクラッド部分内に形成された前記軸孔が軸に沿って整列するように積み重ねるステップであって、前記積み重ねた複数のガラスクラッド部分は全体積重ね長LS、最も上のガラスクラッド部分、及び最も下のガラスクラッド部分を有する、ステップと、
1つ以上のガラスケーンを前記複数のガラスクラッド部分の前記1つ以上の整列した軸孔にそれぞれ挿入するステップであって、そのため各ガラスケーンと該ガラスケーンが中に存在する前記軸孔の前記円筒形内面の間に隙間が有る、ステップと、
ガラス上蓋を前記最も上のガラスクラッド部分の前記上端と整合させ、ガラス底蓋を前記最も下のガラスクラッド部分の前記底端と整合させて実質的に封止された内部室を有する予備成形品組立体を画定するステップであって、前記内部室は前記上凹部及び前記隙間を含む、ステップと、
前記実質的に封止された内部室に前記ガラス上蓋を通って真空を印加して周囲環境に対して圧力差を生成するステップであって、前記圧力差は前記予備成形品組立体を一体に保持して真空で保持された予備成形品組立体を形成する、ステップと、
前記真空で保持された予備成形品組立体をガラス軟化点の直ぐ上まで加熱して前記真空で保持された予備成形品組立体を合体させてガラス予備成形品を形成するステップと
を含む、ケーン・ベースガラス予備成形製品。
ケーン・ベースガラス予備成形品組立体製品であって、該組立体製品を形成するプロセスは
少なくとも1つのガラスクラッド部分に1つ以上の軸孔を形成するステップであって、前記少なくとも1つのガラスクラッド部分は上端及び底端を有する、ステップと、
1つ以上のケーンを前記1つ以上の軸孔にそれぞれ挿入するステップであって、そのため各軸孔は1つのケーンを含む、ステップと、
前記上端及び底端に蓋をして実質的に封止された内部室を有する予備成形品組立体を形成するステップであって、前記内部室は前記上端及び底端を前記軸孔を通して空気連通接続する、ステップと、
前記実質的に封止された内部室に真空を印加して前記実質的に封止された内部室と周囲環境の圧力差を生成して真空で保持された予備成形品組立体を形成するステップと
を含む、ケーン・ベースガラス予備成形品組立体製品。
ケーン・ベースガラス予備成形製品であって、該予備成形製品を形成するプロセスは
実施形態47に記載のプロセスと、
前記真空で保持された予備成形品組立体をガラス軟化点の直ぐ上まで加熱して前記真空で保持された予備成形品を合体させてケーン・ベースガラス予備成形品を形成するステップとを含む、ケーン・ベースガラス予備成形製品。
マルチコア光ファイバを形成するためのケーン・ベースガラス予備成形品組立体製品であって、該組立体製品を形成するプロセスは
複数の軸孔をそれぞれ有する複数のガラスケーン部分を前記軸孔が整列するように積み重ねるステップであって、隣接するガラスケーン部分同士は内部空洞を形成する隆起したリップで接触し、最も上のガラスケーン部分及び最も下のガラスケーン部分が存在する、ステップと、
1つのケーンを前記各整列された軸孔に挿入し前記軸孔内に隙間を画定するステップであって、前記隙間は前記内部空洞間の空気連通を提供する、ステップと、
前記最も上の及び最も下のガラスケーン部分に蓋をして実質的に封止された内部室を有する予備成形品組立体を形成するステップであって、前記内部室は前記内部空洞及び前記隙間を含む、ステップと、
前記実質的に封止された内部空洞に真空を印加して真空で保持された予備成形品組立体を形成するステップと
を含む、ケーン・ベースガラス予備成形品組立体製品。
ケーン・ベースガラス予備成形製品であって、該予備成形製品を形成するプロセスは
実施形態49に記載のプロセスと、
前記真空で保持された予備成形品組立体をガラス軟化点の直ぐ上まで加熱することで、前記真空で保持された予備成形品組立体を合体させてケーン・ベースガラス予備成形品を形成するステップとを含む、ケーン・ベースガラス予備成形製品。
11 円筒形ガラス本体
12 上面
13 上端
14 底面
15 底端
16 外面
18 外周
20 リップ
24 凹部
40 軸孔
42 開上端
44 開底端
46 円筒形内面
50 ケーン
51 ガラス体
51c コアセクション
51i 内部クラッドセクション
52 上端
54 底端
56 外面
70 上蓋
71 本体
72 上端
74 底面
75 底端
90 底蓋
92 上面
93 上端
94 底端
95 円錐部分
96 外面
98 外周
100 リップ
101 通路
102 内壁
104 凹部
120 ケーンクラッド組立体
150 予備成形品組立体
152 上端部分
153 中央部分
154 底端部分
200 予備成形品システム
210 真空システム
216 真空導管
230A 周囲空気環境
230F 炉周囲雰囲気
250 内部空洞/内部室
300 炉
400 ガラス予備成形品
600 光ファイバ
Claims (10)
- ケーン・ベースガラス予備成形品を形成する方法であって、
真空を予備成形品組立体に印加することにより真空ベース予備成形品組立体を形成するステップであって、前記真空により、前記予備成形品組立体を一体に保持するのに十分な周囲環境に対する圧力差を生成し、前記予備成形品組立体は、1つ以上の軸孔と上端と底端とを有する少なくとも1つのガラスクラッド部分、前記1つ以上の軸孔のそれぞれ内に存在する1つ以上のケーン、および、前記上端にあるガラス上蓋および前記底端にあるガラス底蓋であって、実質的に封止された内部室を画定するガラス上蓋およびガラス底蓋を備えている、ステップと、
真空で保持された前記予備成形品組立体を加熱して前記真空で保持された予備成形品を合体させてケーン・ベースガラス予備成形品を形成するステップであって、真空で保持された前記予備成形品組立体を加熱する温度が、前記ガラスクラッド部分、前記ケーン、前記ガラス上蓋、及び、前記ガラス底蓋が、互いに同時に全方向に亘って封止され、前記内部室が消滅し、直ぐに引っ張ることができる状態にする温度であり、かつ、合体させている間、真空で保持された前記予備成形品組立体を保持する特別な固定具を必要とせず、真空で保持された前記予備成形品組立体の表面が研磨仕上げではなく微細な研削仕上げがされるのを許容する温度である、ステップ
を含む方法。 - 真空を印加する前記ステップの前に、前記予備成形品組立体を
前記少なくとも1つのガラスクラッド部分に穴あけして前記1つ以上の軸孔を形成することと、
前記1つ以上のケーンを前記1つ以上の軸孔内に動作可能に配置することと、
前記ガラス上蓋および前記ガラス底蓋を前記少なくとも1つのガラスクラッド部分の前記上端及び底端にそれぞれ取り付けて実質的に封止された前記内部室を画定すること
によって形成するステップを含む、請求項1記載の方法。 - 前記少なくとも1つのガラスクラッド部分は、積み重ねられそれらの前記軸孔が整列され1つの軸長を有する2つ以上のガラスクラッド部分と前記上端を画定する最も上のガラスクラッド部分と前記底端を画定する最も下のガラスクラッド部分とから成り、前記1つ以上のケーンはそれぞれ前記軸長に少なくとも実質的に等しいか又はより大きいケーン長を有する、請求項1又は2記載の方法。
- 前記1つ以上のケーンのそれぞれはガラス内側クラッド領域で囲まれたガラスコア領域を備える、請求項1~3のいずれかに記載の方法。
- 各ガラスクラッド部分の前記上端は隆起した外部リップによって画定された凹部を含む、請求項1~4のいずれかに記載の方法。
- 前記ガラス底蓋は外面と前記実質的に封止された内部室の一部を構成する凹部を画定する外周リップとを有する、請求項2~5のいずれかに記載の方法。
- 前記ガラス底蓋は 前記凹部から前記外面への通路を含み、前記通路は周囲環境からの気体が前記内部室を通って流れるのを許す、請求項6記載の方法。
- 前記1つ以上の軸孔は単一の軸孔から成り、前記1つ以上のケーンは前記単一の軸孔内に存在する単一のケーンから成る、請求項1~7のいずれかに記載の方法。
- 各ケーンはケーン直径DCを有し、各軸孔は孔直径DH>DCを有し、前記実質的に封止された内部室は、軸孔ごとの前記孔直径と前記ケーン直径の差によって形成された隙間を含み、前記隙間は隙間サイズδG=(DH-DC)/2を有し、隙間サイズδGは0<δG≦0.1mmである、請求項1~8のいずれかに記載の方法。
- ケーン・ベースガラス予備成形品を形成する方法であって、
本体、上端、底端、及び外周をそれぞれ有する複数のガラスクラッド部分のそれぞれに1つ以上の軸孔を形成するステップであって、前記各上端は前記外周の周りに延在し上凹部を画定するリップを有し前記各軸孔は前記本体内の円筒形内面によって画定される、ステップと、
前記複数のガラスクラッド部分を、前記各ガラスクラッド部分内に形成された前記軸孔が軸に沿って整列するように積み重ねるステップであって、前記積み重ねた複数のガラスクラッド部分は全体積重ね長LS、最も上のガラスクラッド部分、及び最も下のガラスクラッド部分を有する、ステップと、
1つ以上のガラスケーンを前記複数のガラスクラッド部分の前記1つ以上の整列した軸孔にそれぞれ挿入するステップであって、そのため各ガラスケーンと該ガラスケーンが中に存在する前記軸孔の前記円筒形内面の間に隙間が有る、ステップと、
ガラス上蓋を前記最も上のガラスクラッド部分の前記上端と整合させ、ガラス底蓋を前記最も下のガラスクラッド部分の前記底端と整合させて実質的に封止された内部室を有する予備成形品組立体を画定するステップであって、前記内部室は前記上凹部及び前記隙間を含む、ステップと、
前記実質的に封止された内部室に前記ガラス上蓋を通って真空を印加して周囲環境に対して圧力差を生成するステップであって、前記圧力差は前記予備成形品組立体を一体に保持して真空で保持された予備成形品組立体を形成する、ステップと、
前記真空で保持された予備成形品組立体を加熱して前記真空で保持された予備成形品組立体を合体させてケーン・ベースガラス予備成形品を形成するステップであって、前記真空で保持された予備成形品組立体を加熱する温度が、前記ガラスクラッド部分、前記ガラスケーン、前記ガラス上蓋、及び、前記ガラス底蓋が、互いに同時に全方向に亘って封止され、前記内部室が消滅し、直ぐに引っ張ることができる状態にする温度であり、かつ、合体させている間、前記真空で保持された予備成形品組立体を保持する特別な固定具を必要とせず、前記真空で保持された予備成形品組立体の表面が研磨仕上げではなく微細な研削仕上げがされるのを許容する温度である、ステップ
を含む方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201962811842P | 2019-02-28 | 2019-02-28 | |
| US62/811,842 | 2019-02-28 | ||
| PCT/US2020/017056 WO2020176216A1 (en) | 2019-02-28 | 2020-02-06 | Vacuum-based methods of forming a cane-based glass optical fiber preform |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022521754A JP2022521754A (ja) | 2022-04-12 |
| JP7679302B2 true JP7679302B2 (ja) | 2025-05-19 |
Family
ID=69740884
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021549500A Active JP7679302B2 (ja) | 2019-02-28 | 2020-02-06 | ケーン・ベースガラス光ファイバ予備成形品を形成する真空ベースの方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US11370689B2 (ja) |
| EP (1) | EP3931158B1 (ja) |
| JP (1) | JP7679302B2 (ja) |
| CN (2) | CN113490649B (ja) |
| DK (1) | DK3931158T3 (ja) |
| WO (1) | WO2020176216A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023536451A (ja) | 2020-07-27 | 2023-08-25 | コーニング インコーポレイテッド | シングルモード動作のための低クロストークのマルチコア光ファイバ |
| US11733449B2 (en) | 2020-08-10 | 2023-08-22 | Corning Incorporated | Ultra-low-loss coupled-core multicore optical fibers |
| WO2022046705A1 (en) | 2020-08-27 | 2022-03-03 | Corning Incorporated | Multicore optical fiber with depressed index common cladding |
| US20240217860A1 (en) * | 2021-05-06 | 2024-07-04 | Heraeus Quartz North America Llc | Process of making multi-core fiber preform by integrating core rods and cladding cylinder |
| EP4341225A1 (en) * | 2021-05-21 | 2024-03-27 | Corning Incorporated | Cane-based multicore optical fiber and methods of forming |
| US12535637B2 (en) | 2022-08-12 | 2026-01-27 | Corning Incorporated | Uncoupled multicore optical fiber with alkali doped, off-set trench cores |
| US20240069271A1 (en) | 2022-08-26 | 2024-02-29 | Corning Incorporated | Uncoupled-core multicore optical fiber with reduced cross talk |
| US20250172747A1 (en) | 2023-11-28 | 2025-05-29 | Corning Incorporated | Uncoupled multicore optical fiber with alkali doped cores |
| US20250172746A1 (en) | 2023-11-28 | 2025-05-29 | Corning Incorporated | Uncoupled multicore optical fiber |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040240817A1 (en) | 2003-05-29 | 2004-12-02 | Hawtof Daniel W. | Method of making a photonic crystal preform |
| JP2005154264A (ja) | 2003-10-30 | 2005-06-16 | Sumitomo Electric Ind Ltd | 光ファイバ母材及びその製造方法 |
| US20130291604A1 (en) | 2010-12-23 | 2013-11-07 | Silvio Frigerio | Method of manufacturing an optical fibre glass preform |
| JP2015168597A (ja) | 2014-03-06 | 2015-09-28 | 古河電気工業株式会社 | 光ファイバ母材の製造方法および光ファイバの製造方法 |
| JP2018052775A (ja) | 2016-09-29 | 2018-04-05 | 古河電気工業株式会社 | マルチコアファイバ母材の製造方法及びマルチコアファイバの製造方法 |
| JP2018162170A (ja) | 2017-03-24 | 2018-10-18 | 古河電気工業株式会社 | 光ファイバの製造方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4561871A (en) * | 1983-12-27 | 1985-12-31 | Corning Glass Works | Method of making polarization preserving optical fiber |
| JPH0723228B2 (ja) * | 1985-07-08 | 1995-03-15 | 住友電気工業株式会社 | 定偏波光フアイバの製造方法 |
| JPH064490B2 (ja) * | 1987-12-09 | 1994-01-19 | 住友電気工業株式会社 | 定偏波光フアイバの製造方法 |
| FR2706025B1 (fr) | 1993-06-03 | 1995-07-28 | Air Liquide | Installation de distillation d'air. |
| WO1997029686A1 (fr) | 1996-02-16 | 1997-08-21 | L'oreal | Dispositif d'evaluation du plissement de la peau in vivo et procede pour sa mise en oeuvre |
| US5735927A (en) | 1996-06-28 | 1998-04-07 | The United States Of America As Represented By The Secretary Of The Navy | Method for producing core/clad glass optical fiber preforms using hot isostatic pressing |
| JP3836583B2 (ja) * | 1997-11-05 | 2006-10-25 | 三菱電線工業株式会社 | 光ファイバ用母材の製造方法 |
| KR100306381B1 (ko) * | 1998-12-10 | 2001-11-30 | 윤종용 | 증착튜브의응축및클로징을위한광섬유모재제조장치및그방법 |
| US6481721B1 (en) * | 1999-07-15 | 2002-11-19 | Lucent Technologies Inc. | Method and apparatus for overcladding a glass rod |
| US6278821B1 (en) | 1999-08-13 | 2001-08-21 | Corning Incorporated | Segmented cane mach-zehnder interferometer |
| US6418258B1 (en) | 2000-06-09 | 2002-07-09 | Gazillion Bits, Inc. | Microstructured optical fiber with improved transmission efficiency and durability |
| US6574994B2 (en) * | 2001-06-18 | 2003-06-10 | Corning Incorporated | Method of manufacturing multi-segmented optical fiber and preform |
| US20030164006A1 (en) | 2001-10-26 | 2003-09-04 | Buchanan Karl H. | Direct bonding of glass articles for drawing |
| US20030079503A1 (en) | 2001-10-26 | 2003-05-01 | Cook Glen B. | Direct bonding of glass articles for drawing |
| KR20060007434A (ko) * | 2003-05-19 | 2006-01-24 | 스미토모 덴키 고교 가부시키가이샤 | 광파이버와 그 제조 방법 |
| US6993230B2 (en) | 2003-08-01 | 2006-01-31 | The United States Of America As Represented By The Secretary Of The Navy | Hollow core photonic band gap infrared fibers |
| US7496260B2 (en) | 2007-03-27 | 2009-02-24 | Imra America, Inc. | Ultra high numerical aperture optical fibers |
| JP5513357B2 (ja) * | 2010-12-15 | 2014-06-04 | 株式会社フジクラ | 光ファイバ用母材の製造方法、及び、これを用いた光ファイバの製造方法 |
| US9212082B2 (en) * | 2012-12-26 | 2015-12-15 | Heraeus Quarzglas Gmbh & Co. Kg | System and method for fabricating optical fiber preform and optical fiber |
| JP6402466B2 (ja) * | 2014-03-31 | 2018-10-10 | 住友電気工業株式会社 | マルチコア光ファイバの製造方法 |
| US10053386B2 (en) | 2014-04-25 | 2018-08-21 | Corning Incorporated | Method for forming optical fiber and preforms |
| EP3303234B1 (en) * | 2015-06-02 | 2020-08-05 | Heraeus Quartz North America LLC | Method for inserting a core rod into an outer cladding tube with spacer |
| US11028004B2 (en) * | 2017-02-26 | 2021-06-08 | Anatoly Glass, Llc | Twisted glass canes for artists |
| JP6919228B2 (ja) * | 2017-02-28 | 2021-08-18 | 住友電気工業株式会社 | マルチコア光ファイバの製造方法 |
-
2020
- 2020-02-06 JP JP2021549500A patent/JP7679302B2/ja active Active
- 2020-02-06 EP EP20709097.8A patent/EP3931158B1/en active Active
- 2020-02-06 CN CN202080017043.4A patent/CN113490649B/zh active Active
- 2020-02-06 DK DK20709097.8T patent/DK3931158T3/da active
- 2020-02-06 WO PCT/US2020/017056 patent/WO2020176216A1/en not_active Ceased
- 2020-02-06 CN CN202311747097.8A patent/CN117720267A/zh active Pending
- 2020-02-14 US US16/791,708 patent/US11370689B2/en active Active
-
2022
- 2022-05-24 US US17/752,279 patent/US12091350B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040240817A1 (en) | 2003-05-29 | 2004-12-02 | Hawtof Daniel W. | Method of making a photonic crystal preform |
| JP2005154264A (ja) | 2003-10-30 | 2005-06-16 | Sumitomo Electric Ind Ltd | 光ファイバ母材及びその製造方法 |
| US20130291604A1 (en) | 2010-12-23 | 2013-11-07 | Silvio Frigerio | Method of manufacturing an optical fibre glass preform |
| JP2015168597A (ja) | 2014-03-06 | 2015-09-28 | 古河電気工業株式会社 | 光ファイバ母材の製造方法および光ファイバの製造方法 |
| JP2018052775A (ja) | 2016-09-29 | 2018-04-05 | 古河電気工業株式会社 | マルチコアファイバ母材の製造方法及びマルチコアファイバの製造方法 |
| JP2018162170A (ja) | 2017-03-24 | 2018-10-18 | 古河電気工業株式会社 | 光ファイバの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US12091350B2 (en) | 2024-09-17 |
| DK3931158T3 (da) | 2025-09-29 |
| CN113490649B (zh) | 2024-03-08 |
| CN113490649A (zh) | 2021-10-08 |
| US11370689B2 (en) | 2022-06-28 |
| US20200277219A1 (en) | 2020-09-03 |
| WO2020176216A1 (en) | 2020-09-03 |
| EP3931158A1 (en) | 2022-01-05 |
| JP2022521754A (ja) | 2022-04-12 |
| EP3931158B1 (en) | 2025-09-10 |
| CN117720267A (zh) | 2024-03-19 |
| US20220306516A1 (en) | 2022-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7679302B2 (ja) | ケーン・ベースガラス光ファイバ予備成形品を形成する真空ベースの方法 | |
| EP1949153B1 (en) | Microstructured optical fiber and its manufacturing method | |
| US20040050110A1 (en) | Methods for fabricating optical fibers and optical fiber preforms | |
| CN1791559B (zh) | 光纤及光纤制造方法 | |
| US5352259A (en) | Method of manufacturing optical fiber preform | |
| CA1260517A (en) | Methods of and apparatus for fluidic support | |
| KR102475016B1 (ko) | 유리 프리폼을 제조하기 위한 상향 붕괴 방법 및 장치 | |
| EP2150502B1 (en) | Method to produce microstructured optical fibers comprising voids | |
| US6883351B2 (en) | Method for fabricating a low polarization mode dispersion optical fiber | |
| US6089044A (en) | Process for making preforms for multicore optical fibers | |
| JP2019038706A (ja) | マルチコア光ファイバ母材の製造方法、及び、マルチコア光ファイバの製造方法 | |
| JP6966311B2 (ja) | マルチコア光ファイバ母材の製造方法、及び、マルチコア光ファイバの製造方法 | |
| EP1182173A1 (en) | Preform for optical fibres and methods for making the preform and optical fibres | |
| CN118434693A (zh) | 多芯光纤预成型件几何畸变的减少 | |
| EP2716612B1 (en) | Mechanism and method for hanging a glass optical fibre preform | |
| CN110316951B (zh) | 光纤制造方法 | |
| US5429653A (en) | Method of partially introverting a multiple layer tube to form an optical fiber preform | |
| JP3721865B2 (ja) | 光ファイバ母材の製造方法及び調心治具 | |
| CN1938236A (zh) | 一种生产光学组件的方法 | |
| WO2003012503A2 (en) | Optical fiber and method of making optical fiber | |
| US10464837B2 (en) | Method for inserting a core rod into an outer cladding tube with spacer | |
| JP2021109812A (ja) | 光ファイバ母材の製造方法および光ファイバの製造方法 | |
| US20220340473A1 (en) | Microstructured glass articles with at least 100 core elements and methods for forming the same | |
| US20220371952A1 (en) | Cane-Based Multicore Optical Fiber and Methods of Forming | |
| KR20100081037A (ko) | 포토닉 밴드갭 광섬유 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240131 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20240430 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20240701 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240725 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250409 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250507 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7679302 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |