JP7659900B2 - クランプ装置およびヘミング装置 - Google Patents
クランプ装置およびヘミング装置 Download PDFInfo
- Publication number
- JP7659900B2 JP7659900B2 JP2022089268A JP2022089268A JP7659900B2 JP 7659900 B2 JP7659900 B2 JP 7659900B2 JP 2022089268 A JP2022089268 A JP 2022089268A JP 2022089268 A JP2022089268 A JP 2022089268A JP 7659900 B2 JP7659900 B2 JP 7659900B2
- Authority
- JP
- Japan
- Prior art keywords
- support member
- clamp arm
- rotating lever
- connecting member
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Jigs For Machine Tools (AREA)
Description
また、クランプ装置は、次の駆動部、連結部材、支持部材および圧縮バネを備える。
そして、回転レバーは、支持部材が拘束されて一方側への公転が規制された状態で、一方側に回転駆動されると、圧縮バネを圧縮しつつ、連結部材を支持部材に対して回転させ、さらに、連結部材の回転に伴って、クランプアームを支持部材に対して回転させる。
これにより、クランプ装置において、エアシリンダを駆動源とすることに起因する問題を解消する、という課題を潜在的に解決することができる。
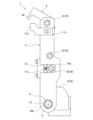
実施例のクランプ装置1の構成を、図面を用いて説明する。
クランプ装置1は、ワーク2を下型3の上に載せてヘム加工するときに、ワーク2に対してクランプアーム4を上側から押し付けることにより、ワーク2を下型3に固定するものであり、例えば、ローラ式のヘミング装置5に用いられている。
また、ワーク2は、例えば、アウタパネル2oとインナパネル2iとからなる車両のドアパネルであり、アウタパネル2oの周縁は、予め別の加工によりほぼ直角に折り曲げられている。
このようなローラ式のヘミング装置5において、クランプ装置1は下型3の周縁に沿って複数箇所に、適宜、間隔をおいて配置されており、それぞれのクランプ装置1は互いに同じ構成である。
クランプ装置1は、以下に説明する駆動部9、連結部材10、支持部材11および圧縮バネ12を備える。また、ヘミング装置5は、クランプ装置1とともに、以下に説明する拘束部13を備える。
以下、駆動部9、連結部材10、支持部材11、圧縮バネ12および拘束部13を、順次、説明する。
まず、駆動装置15は、減速機および電動モータを内蔵する周知の構成であり、下型3に取り付けられた台座17に搭載されている。そして、後記するように電動モータの出力により、クランプアーム4を上側からワーク2に対して押し付けることで、ワーク2を下型3に固定する。
なお、駆動装置15の電動モータは、例えば、低速回転で大きなトルクを発生することができる扁平な永久磁石型同期モータである。
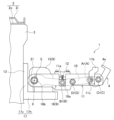
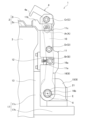
まず、周方向の一方側を、回転レバー16が図4~図6において反時計側に回転するときに向かう側、つまり、クランプアーム4がワーク2に近づいていく側と定義する。そして、回転角は、回転レバー16が回転中心軸Xの周囲に周方向の一方側に向かうときに、正側に増加するものと定義する。
より具体的には、連結部材10の一方の端部は、スリットが設けられて2つの端部10aに分かれており、スリットに、クランプアーム4の他方の端部が嵌って2つの端部10aに挟まれている(図3等参照。)。
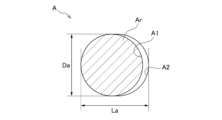
すなわち、連結構造Aは、以下の丸穴A1、長孔A2および軸芯棒Arを有する(図4~図7等参照。)。
また、長孔A2は、クランプアーム4の他方の端部に設けられ、クランプアーム4の他方の端部を回転軸Xの方向に貫通する。また、長孔A2は、丸穴A1の径Daと同じ幅を有し、さらに、この幅と垂直な方向に径Daよりも長い長さLaを有し、長さ方向の両端が、例えば、丸穴A1と同径の半円である。
さらに、軸芯棒Arは、丸穴A1と同径の円柱状の棒体であり、回転軸Xの方向を指向するように組み付けられ、2つの丸穴A1および長孔A2の両方を貫通する。
また、連結構造Aにおける長さLaと径Daとの比率、つまり、La/Daは、関係式(1):1.0<La/Da<2.0を満たすように設定され、好ましくは、関係式(2):1.0<La/Da<1.5を満たすように設定され、より好ましくは、関係式(3):1.0<La/Da<1.1を満たすように設定される。
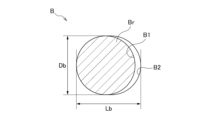
すなわち、連結構造Bは、以下の丸穴B1、長孔B2および軸芯棒Brを有する(図1、図2、図4~図6、図8等参照。)。
また、長孔B2は、それぞれの回転レバー16の一方の端部に設けられ、それぞれの端部10aを回転軸Xの方向に貫通する。また、長孔B2は、丸穴B1の径Dbと同じ幅を有し、さらに、この幅と垂直な方向に径Dbよりも長い長さLbを有し、長さ方向の両端が、例えば、丸穴B1と同径の半円である。
さらに、軸芯棒Brは、丸穴B1と同径の円柱状の棒体であり、回転軸Xの方向を指向するように組み付けられ、丸穴B1および2つの長孔B2の両方を貫通する。
また、連結構造Bにおける長さLbと径Dbとの比率、つまり、Lb/Dbは、関係式(4):1.0<Lb/Db<2.0を満たすように設定され、好ましくは、関係式(5):1.0<Lb/Db<1.5を満たすように設定され、より好ましくは、関係式(6):1.0<Lb/Db<1.1を満たすように設定される。
なお、クランプアーム4の中央とそれぞれの支持部材11の一方の端部との間にはカラー19が配置され(図3等参照。)、軸芯棒Crは、カラー19を回転中心軸Xの方向に貫通している。
なお、軸支構造Cにおけるクランプアーム4の軸芯棒Crの周囲の回転の方向に関し、回転レバー16の回転の方向と同様に定義する。具体的には、図4~図6において反時計側に回転するときに一方側に回転する、と定義する。
なお、連結部材10の中央付近とそれぞれの支持部材11の中央付近との間にもカラー19が配置され(図3等参照。)、軸芯棒Drは、カラー19を回転中心軸Xの方向に貫通している。また、軸支構造Dは、連結部材10において長手方向に関して連結構造A、Bにより挟まれている(図3~図6等参照。)。
なお、軸支構造Dにおける連結部材10の軸芯棒Drの周囲の回転の方向に関し、回転レバー16の回転の方向と同様に定義する。具体的には、図4~図6において反時計側に回転するときに一方側に回転する、と定義する。
ここで、それぞれの支持部材11には、連結構造Bが存在する付近に、自身の幅方向に長いスリット11aが貫通している(図1、図2、図4~図6等参照。)。なお、支持部材11の幅方向は周方向に略一致している。そして、スリット11aに上記のスライド部16aが幅方向に移動することができるように嵌っている。そして、圧縮バネ12は、支持部材11の幅方向、つまり、周方向を指向するように、スリット11aの壁とスライド部16aとの間に組み付けられている。
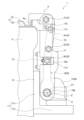
拘束部13は、例えば、台座17の鉛直部17vであり、支持部材11は、鉛直部17vに突き当たることで、周方向の一方側への回転が規制されて拘束される(図5、図6等参照。)。
すなわち、回転レバー16が拘束角θcに向かって一方側に回転している間、圧縮バネ12は、上記のように、スリット11aの一方側の壁を一方側に押すことで、自身の長さを変えることなく、支持部材11を周方向の一方側に回転させている。なお、回転レバー16が拘束角θcに向かって一方側に回転している間、クランプアーム4、回転レバー16、連結部材10および支持部材11は、互いに相対配置を変えることなく、回転する。
実施例のクランプ装置1は、ワーク2を下型3の上に載せてヘム加工するときに、ワーク2に対してクランプアーム4を上側から押し付けることにより、ワーク2を下型3に固定する。
また、クランプ装置1は、次の駆動部9、連結部材10、支持部材11および圧縮バネ12を備える。
すなわち、支持部材11を拘束しないで回転レバー16を回転させると、回転レバー16は、圧縮バネ12をさほど圧縮することなく、支持部材11を自身の回転に同期するように回転中心軸Xの周囲を回転させる。このため、クランプアーム4は支持部材11に対して位置を変えることなく、回転中心軸Xの周囲を一方側に公転する。
このため、ワーク2に対する加工をより効率化することができるとともに、加工後の品質を高めることができる。
支持部材11は、拘束部13により拘束されるまでの間、つまり、クランプアーム4の振り込み動作に対応する期間において、圧縮バネ12により押されて変位するため、動作が不安定になる可能性がある。そこで、回転レバー16と支持部材11との間に、上記のような軸受構造Eを設けることで、クランプアーム4の振り込み動作の期間における支持部材11の動作を安定させることができる。
これにより、連結構造Aにおいて、長孔A2に対する軸芯棒Arの係合に伴う摩耗を抑制することができる。
これにより、連結構造Bにおいて、長孔B2に対する軸芯棒Brの係合に伴う摩耗を抑制することができる。
これにより、支持部材11を確実に拘束することができるとともに、拘束部13として、格別な部位を設ける必要がなくなる。このため、クランプ装置1をヘミング装置5に組み入れるためのコストを抑えることができる。
これにより、支持部材11が拘束されている間、さらには、クランプ動作の間、ワーク2の位置を安定させることができる。
実施例は具体的な一例を開示するものであり、本発明が実施例に限定されないことは言うまでもない。
例えば、実施例のヘミング装置1によれば、拘束部13は、駆動部9が搭載される台座17の鉛直部17vであったが、下型3の側壁を拘束部13として採用してもよい。
Claims (7)
- ワークを下型の上に載せてヘム加工するときに、前記ワークに対してクランプアームを上側から押し付けることにより、前記ワークを前記下型に固定するクランプ装置において、
電動モータの出力により回転駆動されて前記クランプアームに回転力を伝える回転レバーを有し、前記回転レバーを回転中心軸の周囲の一方側に回転駆動することにより、前記クランプアームによって前記ワークを前記下型に固定させる電動式の駆動部と、
前記回転レバーと前記クランプアームとを連結する連結部材と、
この連結部材と前記クランプアームとを回転自在に支持する支持部材と、
前記回転レバーと前記支持部材との間に組み付けられ、前記回転レバーの前記一方側への回転により、前記一方側に公転しながら、前記支持部材を前記一方側に公転させる圧縮バネとを備え、
前記回転レバーは、前記支持部材が拘束されて前記一方側への公転が規制された状態で、前記一方側に回転駆動されると、前記圧縮バネを圧縮しつつ、前記連結部材を前記支持部材に対して回転させ、さらに、前記連結部材の回転に伴って、前記クランプアームを前記支持部材に対して回転させることを特徴とするクランプ装置。 - 請求項1に記載のクランプ装置において、
前記回転レバーと前記支持部材との間には、前記回転レバーと前記支持部材との相対回転を支持する軸受構造が設けられていることを特徴とするクランプ装置。 - 請求項1に記載のクランプ装置において、
前記連結部材は、前記クランプアームとの間に連結構造を構成しており、
この連結構造は、
前記連結部材および前記クランプアームの一方に設けられた円形の丸穴、
この丸穴の径と同じ幅、および、この幅と垂直な方向に前記丸穴の径よりも長い長さを有する長孔、
ならびに、前記丸穴と同径の円柱状の棒体であって前記丸穴および前記長孔の両方に嵌る芯棒を有し、
1.0<前記長孔の長さ/前記丸穴の径<2.0
の関係式を満たすことを特徴とするクランプ装置。 - 請求項1に記載のクランプ装置において、
前記連結部材は、前記回転レバーとの間に連結構造を構成しており、
この連結構造は、
前記連結部材および前記回転レバーの一方に設けられた円形の丸穴、
この丸穴の径と同じ幅、および、この幅と垂直な方向に前記丸穴の径よりも長い長さを有する長孔、
ならびに、前記丸穴と同径の円柱状の棒体であって前記丸穴および前記長孔の両方に嵌る芯棒を有し、
1.0<前記長孔の長さ/前記丸穴の径<2.0
の関係式を満たすことを特徴とするクランプ装置。 - 請求項1に記載のクランプ装置と、
前記回転レバーが前記一方側に回転して特定の回転角に到達したときに前記支持部材を拘束し、さらに、前記回転レバーが前記圧縮バネを圧縮しながら前記特定の回転角を超えて前記一方側に回転するのを許容しつつ、前記支持部材を拘束し続ける拘束部とを備えることを特徴とするヘミング装置。 - 請求項5に記載のヘミング装置において、
前記拘束部は、前記下型に取り付けられて前記駆動部が搭載される台座に設けられていることを特徴とするヘミング装置。 - 請求項5に記載のヘミング装置において、
前記クランプ装置は、
前記支持部材が前記拘束部により拘束された状態で、前記ワークに突き当たって前記ワークを支持するワーク支持部を備えることを特徴とするヘミング装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022089268A JP7659900B2 (ja) | 2022-05-31 | 2022-05-31 | クランプ装置およびヘミング装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022089268A JP7659900B2 (ja) | 2022-05-31 | 2022-05-31 | クランプ装置およびヘミング装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023176788A JP2023176788A (ja) | 2023-12-13 |
| JP7659900B2 true JP7659900B2 (ja) | 2025-04-10 |
Family
ID=89122797
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022089268A Active JP7659900B2 (ja) | 2022-05-31 | 2022-05-31 | クランプ装置およびヘミング装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7659900B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117900713B (zh) * | 2024-03-19 | 2024-06-07 | 潍坊亨利达钢结构有限公司 | 一种集成房屋底座焊接装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001105332A (ja) | 1999-10-01 | 2001-04-17 | Smc Corp | 電動クランプ装置 |
| JP2002160030A (ja) | 2000-11-27 | 2002-06-04 | Toyota Auto Body Co Ltd | クランプ装置 |
| JP2008030161A (ja) | 2006-07-31 | 2008-02-14 | Tdk Corp | ワーク位置決め装置 |
| US20110048094A1 (en) | 2009-08-26 | 2011-03-03 | Hirotec America, Inc. | Horizontally stacked hemming press |
| JP2013035084A (ja) | 2011-08-04 | 2013-02-21 | Tadauchi:Kk | クランプ装置 |
-
2022
- 2022-05-31 JP JP2022089268A patent/JP7659900B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001105332A (ja) | 1999-10-01 | 2001-04-17 | Smc Corp | 電動クランプ装置 |
| JP2002160030A (ja) | 2000-11-27 | 2002-06-04 | Toyota Auto Body Co Ltd | クランプ装置 |
| JP2008030161A (ja) | 2006-07-31 | 2008-02-14 | Tdk Corp | ワーク位置決め装置 |
| US20110048094A1 (en) | 2009-08-26 | 2011-03-03 | Hirotec America, Inc. | Horizontally stacked hemming press |
| JP2013035084A (ja) | 2011-08-04 | 2013-02-21 | Tadauchi:Kk | クランプ装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023176788A (ja) | 2023-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2570203B1 (en) | Pipe bending device | |
| KR101522789B1 (ko) | 스피닝 가공장치 | |
| WO2008022229B1 (en) | Container bodymaker | |
| JP7659900B2 (ja) | クランプ装置およびヘミング装置 | |
| US20110016999A1 (en) | Cylinder device | |
| US6990841B2 (en) | Method and apparatus for lean spin forming transition portions having various shapes | |
| JPH1128636A (ja) | 産業機械の送り装置およびこれを用いた産業機械 | |
| JP3987677B2 (ja) | 押抜き・型打ち機 | |
| EP1800795A2 (en) | Workpiece unloader device including a spline shaft | |
| US7131305B2 (en) | Method and apparatus for lean spin forming | |
| JP7074628B2 (ja) | 遊星減速装置及び電動アクチュエータ | |
| US7168158B2 (en) | Stacked core assembly apparatus | |
| US3964525A (en) | Mechanism for use in winding apparatus | |
| EP3223976B1 (en) | Twisting assembly for a wire for making cages for sparkling wine bottles, and machine for making the same | |
| KR101486654B1 (ko) | 회전형 트랜스퍼 피더 | |
| KR100388641B1 (ko) | 커팅블레이드의 절곡 및 절단장치 | |
| WO2014073246A1 (ja) | パイプの曲げ加工装置 | |
| CN217044006U (zh) | 防皱稳定辊 | |
| JP7461653B2 (ja) | プレス機械 | |
| CN221186525U (zh) | 机器人末端驱动器及机器人 | |
| CN221909540U (zh) | 一种新型转头3d线材成型机机头及成型结构 | |
| KR100562346B1 (ko) | 벤딩장치 | |
| KR200241994Y1 (ko) | 편심용접기용 용접토치의 구동장치 | |
| CN222519866U (zh) | 一种用于弹簧机同步接料的机械爪 | |
| US20030192359A1 (en) | Feeding and curling device for spring making machines |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231104 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240903 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241015 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250311 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250325 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7659900 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |