JP7621620B2 - マイクロ波加熱ユニット、及びこれを用いる炭素繊維製造方法 - Google Patents
マイクロ波加熱ユニット、及びこれを用いる炭素繊維製造方法 Download PDFInfo
- Publication number
- JP7621620B2 JP7621620B2 JP2022579550A JP2022579550A JP7621620B2 JP 7621620 B2 JP7621620 B2 JP 7621620B2 JP 2022579550 A JP2022579550 A JP 2022579550A JP 2022579550 A JP2022579550 A JP 2022579550A JP 7621620 B2 JP7621620 B2 JP 7621620B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- furnace body
- heated
- waveguide
- heating unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F9/00—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments
- D01F9/08—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments of inorganic material
- D01F9/12—Carbon filaments; Apparatus specially adapted for the manufacture thereof
- D01F9/14—Carbon filaments; Apparatus specially adapted for the manufacture thereof by decomposition of organic filaments
- D01F9/32—Apparatus therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F9/00—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments
- D01F9/08—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments of inorganic material
- D01F9/12—Carbon filaments; Apparatus specially adapted for the manufacture thereof
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J13/00—Heating or cooling the yarn, thread, cord, rope, or the like, not specific to any one of the processes provided for in this subclass
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/28—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity for treating continuous lengths of work
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/30—Details, accessories or equipment specially adapted for furnaces of these types
- F27B9/36—Arrangements of heating devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D11/00—Arrangement of elements for electric heating in or on furnaces
- F27D11/12—Arrangement of elements for electric heating in or on furnaces with electromagnetic fields acting directly on the material being heated
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D99/00—Subject matter not provided for in other groups of this subclass
- F27D99/0001—Heating elements or systems
- F27D99/0006—Electric heating elements or system
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/64—Heating using microwaves
- H05B6/78—Arrangements for continuous movement of material
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/64—Heating using microwaves
- H05B6/80—Apparatus for specific applications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F9/00—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments
- D01F9/08—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments of inorganic material
- D01F9/12—Carbon filaments; Apparatus specially adapted for the manufacture thereof
- D01F9/14—Carbon filaments; Apparatus specially adapted for the manufacture thereof by decomposition of organic filaments
- D01F9/32—Apparatus therefor
- D01F9/328—Apparatus therefor for manufacturing filaments from polyaddition, polycondensation, or polymerisation products
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2101/00—Inorganic fibres
- D10B2101/10—Inorganic fibres based on non-oxides other than metals
- D10B2101/12—Carbon; Pitch
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D2003/0034—Means for moving, conveying, transporting the charge in the furnace or in the charging facilities
- F27D2003/0057—Fast-outlet or inlet means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D99/00—Subject matter not provided for in other groups of this subclass
- F27D99/0001—Heating elements or systems
- F27D99/0006—Electric heating elements or system
- F27D2099/0028—Microwave heating
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Fibers (AREA)
- Constitution Of High-Frequency Heating (AREA)
- Furnace Details (AREA)
Description
また、特許文献2には、被加熱物を加熱炉に対して斜めに搬送することにより、食品等の加熱斑を抑制するマイクロ波加熱装置が記載されている。
また、誘電体である被加熱連続繊維が半導体や導電体に変化した後に加熱する場合、マイクロ波の電界成分を利用する加熱では、放電による切断を生じやすく、加熱が不安定になるとともに被加熱連続繊維の品質を著しく低下させるところ、磁界成分を利用する加熱により、係る問題を解決できることを見出した。
これらの知見に基づき、本発明を完成するに至った。
前記導波管内にマイクロ波を導入するマイクロ波発振器(11)と、
を含んで成るマイクロ波加熱ユニット(1000、1000a、1000b、1000c、1001、1002、1003、1004)であって、
前記被加熱連続繊維(150、250、350、450、550、251、351、451、551)が前記導波管の管軸に対して角度θ°の傾斜を有してその内部を走行するように構成されており、前記角度θ°が0<θ<90であり、
前記繊維導出口が前記導波管の終端部以外の部分に形成されていることを特徴とするマイクロ波加熱ユニット。
また、炉体として方形導波管を用い、繊維導入口及び繊維導出口を方形導波管のH面に装荷する場合は、炉体の幅を小さくすることができ、装置をコンパクトにできる。
さらに、保温管を用いる場合には、被加熱連続繊維を高温で保持することができるため、炭素化の効率を高くできる。
なお、本発明において、炉体のH面とは方形導波管の短辺管壁を意味し、E面とは方形導波管の長辺管壁を意味する。
本発明において、誘電体、半導体及び導電体とは、明確な数値によって区別されるものではなく、被加熱連続繊維が加熱される前の状態が誘電体であり、完全に加熱された状態が導電体であり、その中間の状態が半導体であることを意味する。即ち、被加熱連続繊維が炭素繊維前駆体である場合、炭素繊維前駆体(炭素含有率が66~72質量%)が誘電体であり、炭素繊維乃至黒鉛化繊維が導電体(炭素含有率が90質量%以上)であり、その中間にある状態が半導体であることを意味する。
図1は、本発明のマイクロ波加熱ユニットの一構成例を示す説明図である。図1中、11はマイクロ波発振器であり、マイクロ波発振器11には、接続導波管12の一端が接続されており、接続導波管12の他端は炉体100に接続されている。この接続導波管12には、マイクロ波発振器11側から順にサーキュレータ13及び整合器15が介装されている。サーキュレータ13には、接続導波管14の一端が接続されており、接続導波管14の他端にはダミーロード19が接続されている。このとき、マイクロ波の炉体100への流入量と炉体100からの流出量を調整するための機構であるアイリス16と定在波を形成するための短絡板17とを導波管の各端部にそれぞれ設けることもできる。
本発明のマイクロ波加熱ユニットの炉体100は、円筒導波管又は方形導波管から構成されている。導波管内にマイクロ波が導入されることにより、導波管内には、TE(Transverse Electric)モードの電磁界分布が形成される。TEモードとは、導波管内に伝送されるマイクロ波の方向に直交する電界成分を有する伝送モ-ドをいう。炉体100内に定在波を生じさせることにより、炉体100内には電界成分が極大になる場所と磁界成分が極大となる場所とが異なる位置で存在する。そのため、被加熱連続繊維を炉体内に走行させることによって、主として電界成分による加熱(以下、「電界加熱」ともいう)、及び主として磁界成分による加熱(以下、「磁界加熱」ともいう)をそれぞれ行うことができる。
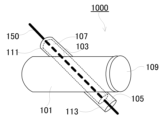
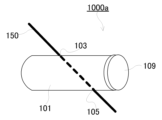
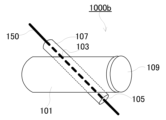
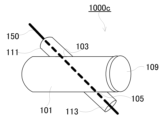
図2は、本発明のマイクロ波加熱ユニットの炉体の一構成例を示す説明図である。
図2中、1000はマイクロ波加熱ユニットであり、101は少なくとも一端が閉塞した円筒導波管から構成される炉体である。炉体101の外周には、繊維導入口103と繊維導出口105とがそれぞれ形成されている。炉体101には、炉体101の内部を管軸に対して斜めに貫通するとともに、繊維導入口103と繊維導出口105とを接続する保温管107が設けられていてもよい。保温管107は、その内部に被加熱連続繊維150が搬送されるように構成されている。炉体101の閉塞した内端部には短絡板109が配設されている。繊維導入口103及び繊維導出口105には、炉体101からの電磁波漏えいを防ぐために、それぞれ金属スリーブ111及び113を設けることができる。
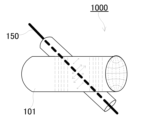
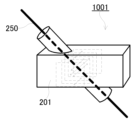
なお、図14は、金属スリーブ及び保温管を設けない場合のマイクロ波加熱ユニットの炉体1000aである。図15は、金属スリーブを設けない場合のマイクロ波加熱ユニットの炉体1000bである。図16は、保温管を設けない場合のマイクロ波加熱ユニットの炉体1000cである。図2と同じ構成には同じ参照符号を付してその説明を省略する。
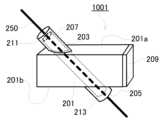
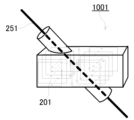
(a) H面装荷炉
図3は、本発明のマイクロ波加熱ユニットの炉体の一構成例を示す説明図である。図3中、1001はマイクロ波加熱ユニットであり、201は少なくとも一端が閉塞した方形導波管から構成される炉体である。炉体201の短辺管壁である2つのH面201a、201bには、繊維導入口203と繊維導出口205とがそれぞれ形成されている。炉体201には、炉体201の内部を斜めに貫通するとともに、繊維導入口203と繊維導出口205とを接続する保温管207が設けられていてもよい。保温管207は、その内部に被加熱連続繊維250が搬送されるように構成されている。炉体201の閉塞した内端部には短絡板209が配設されている。繊維導入口203及び繊維導出口205には炉体201からの電磁波漏えいを防ぐために、それぞれ金属スリーブ211及び213を設けることもできる。なお、円筒導波管を用いる場合と同様に、方形導波管を用いる場合であっても、保温管及び/又は金属スリーブは省略可能である。
図4は、本発明のマイクロ波加熱ユニットの炉体の他の構成例を示す説明図である。図4中、1002はマイクロ波加熱ユニットであり、301は少なくとも一端が閉塞した方形導波管から構成される炉体である。炉体301の長辺管壁である2つのE面301a、301bには、繊維導入口303と繊維導出口305とがそれぞれ形成されている。炉体301には、炉体301の内部を斜めに貫通するとともに、繊維導入口303と繊維導出口305とを接続する保温管307が設けられている。保温管307は、その内部に被加熱連続繊維350が搬送されるように構成されている。炉体301の閉塞した内端部には短絡板309が配設されている。繊維導入口303及び繊維導出口305には炉体301からの電磁波漏えいを防ぐために、それぞれ金属スリーブ311及び313を設けることもできる。
以下、電界加熱により、誘電体である炭素繊維前駆体を加熱する炉体の構成について説明する。
以下、磁界加熱により、半導体乃至導電体である被加熱連続繊維を加熱する炉体の構成について説明する。
本発明のマイクロ波加熱ユニットは保温管を有していることが好ましい。保温管は、炉体を貫通するとともに、繊維導入口と繊維導出口とを接続するように炉体内に挿入され、その内部に被加熱連続繊維が走行可能に構成されている。保温管は、被加熱連続繊維の加熱に起因して生じる輻射熱を保温管が遮断して放熱を抑制することにより、保温管内が高温に保持される。保温管内は常圧であり、且つ不図示の不活性ガス供給手段によって不活性雰囲気となっている。
本発明のマイクロ波加熱ユニットを用いて炭素繊維を製造する場合、本発明のマイクロ波加熱ユニットを複数直列に接続して加熱を行うこともできる。また、本発明以外のマイクロ波加熱ユニットを含んで構成されても良いし、マイクロ波加熱ユニット以外の加熱装置を含んで構成されても良い。
図1に記載のマイクロ波加熱ユニット(マイクロ波発振器周波数:2.45GHz)を構成した。炉体としては、管軸と直交する断面の開口部が110×55mm、長さが500mmの方形導波管を用いて、図3の構成とした。繊維の導入口及び導出口は、炉体のH面(短軸管壁)に設けた。炉体の軸心と繊維走行方向との角度θは37°とした。この時、炉体内に収容される繊維の長さ(即ち、繊維の導入口中央と導出口中央とを繋ぐ線分の長さである。以下、同じ)は183mmであった。保温管としては、内径15mm、外径17mm、長さ300mmの円筒形状のシリカアルミナ管(マイクロ波の透過率=99.9%)を用いた。窒素ガス雰囲気下の炉体内にマイクロ波を導入してTEモードの電磁界分布を形成させた。マイクロ波発振器の出力は300Wとした。この炉体内の極大電界部分と誘電体である炭素繊維前駆体とが炉体の軸心で交わるように炭素繊維前駆体を0.3m/min.で走行させながら炭素化して炭素繊維を得た。得られた炭素繊維の炭素含有率は93質量%であり、繊維の切断は見られず、工程通過性は極めて良好であった。評価結果を表1に示した。
炉体の軸心と繊維走行方向との角度を54°に変更した他は実施例1と同様に加熱して中間炭素繊維を得た。この時、炉体内に収容される繊維の長さは136mmであった。工程中、一部の単糸に切断が見られたが、工程通過性は良好であった。評価結果を表1に示した。
炉体の軸心と繊維走行方向との角度を17°とし、保温管の長さを500mmに変更した他は実施例1と同様に加熱して中間炭素繊維を得た。この時、炉体内に収容される繊維の長さは376mmであった。炉の温度は上昇したが、工程中、繊維の炭素化反応に十分な温度には至らず、中間炭素繊維及び炭素繊維を得ることができなかった。評価結果を表1に示した。
図1に記載のマイクロ波加熱ユニット(マイクロ波発振器周波数:2.45GHz)を構成した。炉体としては、管軸と直交する断面の開口部が110×55mm、長さが500mmの方形導波管を用いた。繊維の導入口は炉体のマイクロ波導入面に、繊維導出口は炉体の終端部に設けた。炉体の軸心と繊維走行方向との角度は0°とした。この時、炉体内に収容される繊維の長さは500mmであった。保温管としては、内径15mm、外径17mm、長さ600mmの円筒形状のシリカアルミナ管(マイクロ波の透過率=99.9%)を用いた。窒素ガス雰囲気下の炉体内にマイクロ波を導入してTEモードの電磁界分布を形成させた。マイクロ波発振器の出力は300Wとした。この炉体内を通るように、炭素繊維前駆体を0.3m/min.で走行させながら炭素化した。この時、炉体内では極大電界部分と極大磁界部分が交互に存在しているため、繊維が曝される電磁界は極大電界部分と極大磁界部分の遷移が繰り返されることになる。工程中、繊維が切断し、工程通過性は極めて不良で中間炭素繊維及び炭素繊維を得ることができなかった。評価結果を表1に示した。
図1に記載のマイクロ波加熱ユニット(マイクロ波発振器周波数:2.45GHz)を構成した。炉体としては、管軸と直交する断面の開口部が110×55mm、長さが500mmの方形導波管を用い図8の構成とした。繊維の導入口及び導出口は、炉体のH面(短軸管壁)に設けた。炉体の軸心と繊維走行方向との角度は90°とした。この時、炉体内に収容される繊維の長さは110mmであった。保温管としては、内径15mm、外径17mm、長さ300mmの円筒形状のシリカアルミナ管(マイクロ波の透過率=99.9%)を用いた。窒素ガス雰囲気下の炉体内にマイクロ波を導入してTEモードの電磁界分布を形成させた。マイクロ波発振器の出力は300Wとした。この炉体内の極大電界部分のみを通るように、炭素繊維前駆体を0.3m/min.で走行させながら炭素化した。工程中、繊維が切断し、工程通過性は極めて不良で中間炭素繊維及び炭素繊維を得ることができなかった。評価結果を表1に示した。
炉体内の極大磁界部分と炭素繊維前駆体とが炉体の軸心で交わるように変更した他は実施例1と同様に加熱して炭素繊維を得た。この時、炉体内に収容される繊維の長さは183mmであった。得られた炭素繊維の炭素含有率は93質量%であり、繊維の切断は見られず、工程通過性は極めて良好であった。評価結果を表1に示した。
炉体の軸心と繊維走行方向との角度を54°に変更した他は実施例4と同様に加熱して中間炭素繊維を得た。この時、炉体内に収容される繊維の長さは136mmであった。得られた中間炭素繊維の炭素含有率は70質量%であり、工程中、一部の単糸に切断が見られたが、工程通過性は良好であった。評価結果を表1に示した。
炉体の軸心と繊維走行方向との角度を17°とし、保温管の長さを500mmに変更した他は実施例4と同様に加熱して中間炭素繊維を得た。この時、炉体内に収容される繊維の長さは376mmであった。炉の温度は上昇したが、工程中、繊維の炭素化反応に十分な温度上昇には至らず、中間炭素繊維及び炭素繊維を得ることができなかった。評価結果を表1に示した。
炉体内の極大磁界部分と炭素繊維前駆体とが炉体の軸心で交わるよう(即ち、図12の構成)に変更した他は比較例2と同様に加熱した。この時、炉体内に収容される繊維の長さは110mmであった。工程中、繊維の温度上昇は見られず、中間炭素繊維及び炭素繊維を得ることができなかった。評価結果を表1に示した。
繊維導入口及び繊維導出口を炉体のE面装荷(即ち、図4の構成)とし、炭素繊維前駆体と炉体の軸心が交わる位置を極大電界部分から極大磁界部分へと変更した他は実施例1と同様に加熱して中間炭素繊維を得た。この時、炉体内に収容される繊維の長さは91mmであった。得られた中間炭素繊維の炭素含有率は74質量%であり、繊維の切断は見られず、工程通過性は極めて良好であった。評価結果を表1に示した。
炉体の軸心と繊維走行方向との角度を54°に変更した他は実施例7と同様に加熱して中間炭素繊維を得た。この時、炉体内に収容される繊維の長さは68mmであった。得られた中間炭素繊維の炭素含有率は72量%であり、一部の単糸に切断が見られ、加熱後の繊維は搬送ロールへ巻き付き易かった。評価結果を表1に示した。
炉体の軸心と繊維走行方向との角度を17°に変更した他は実施例7と同様に加熱して中間炭素繊維を得た。この時、炉体内に収容される繊維の長さは188mmであった。繊維の切断は見られず、工程通過性は極めて良好であった。評価結果を表1に示した。
図13に記載の構成とし、繊維の導入口及び導出口を、炉体のE面(長軸管壁)に設けた他は、比較例3と同様に加熱した。この時、炉体内に収容される繊維の長さは55mmであった。工程中、繊維の温度上昇は見られず、中間炭素繊維及び炭素繊維を得ることができなかった。評価結果を表1に示した。
炉体内の極大電界部分と炭素繊維前駆体が炉体の軸心で交わるように変更した他は実施例7と同様に加熱して中間炭素繊維を得た。この時、炉体内に収容される繊維の長さは91mmであった。得られた中間炭素繊維の炭素含有率は72%であり、繊維の切断は見られず、工程通過性は極めて良好であった。評価結果を表1に示した。
炉体の軸心と繊維走行方向との角度を54°に変更した他は実施例10と同様に加熱して中間炭素繊維を得た。この時、炉体内に収容される繊維の長さは68mmであった。工程中、一部の単糸に切断が見られ、加熱後の繊維において搬送ロールに巻き付き易かった。評価結果を表1に示した。
炉体の軸心と繊維走行方向との角度を17°に変更した他は実施例10と同様に加熱して中間炭素繊維を得た。この時、炉体内に収容される繊維の長さは188mmであった。繊維の切断は見られず、工程通過性は極めて良好であった。評価結果を表1に示した。
炉体内の極大電界部分と炭素繊維前駆体が炉体の軸心で交わるよう(即ち、図9の構成)に変更した他は比較例4と同様に加熱した。この時、炉体内に収容される繊維の長さは55mmであった。工程中、繊維に毛羽が多量に発生し、工程通過性は極めて不良で中間炭素繊維及び炭素繊維を得ることができなかった。評価結果を表1に示した。

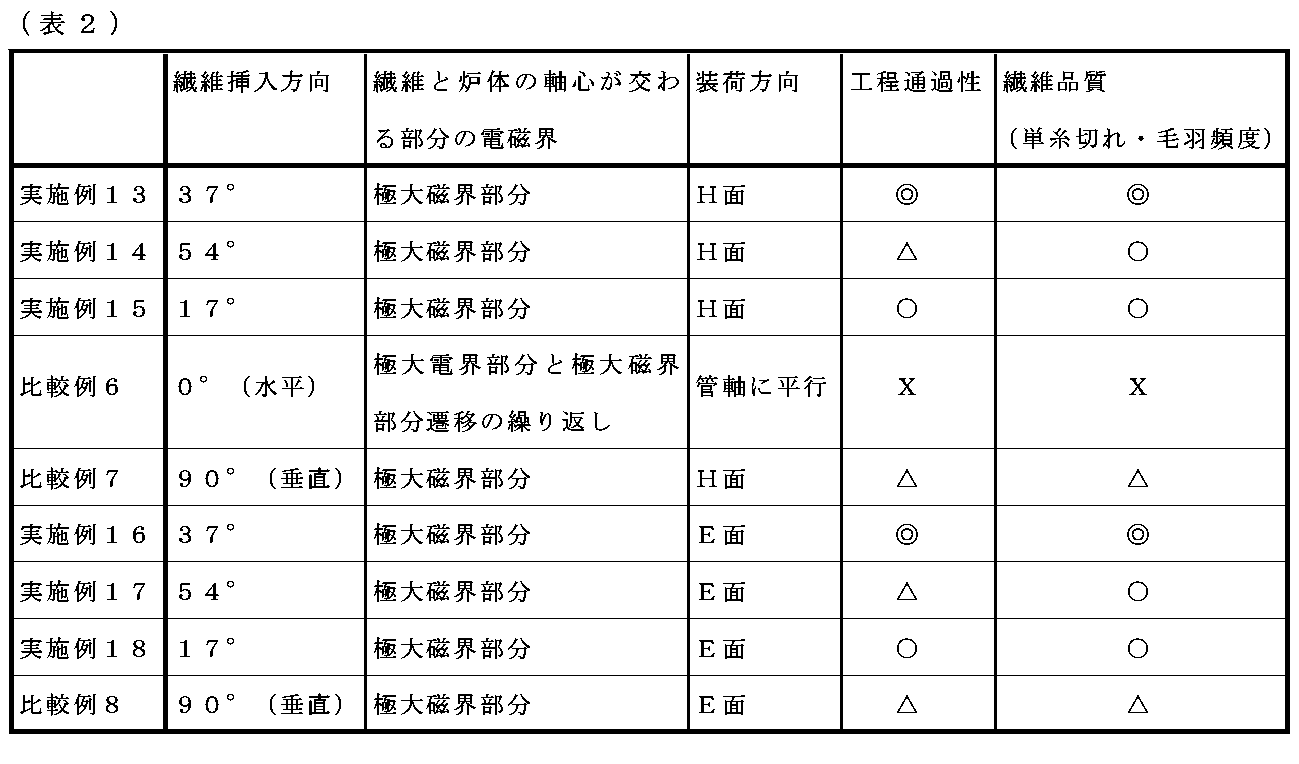
加熱する繊維を炭素繊維前駆体から半導体乃至導電体である中間炭素繊維に変更した他は実施例4と同様に炭素化して炭素繊維を得た。得られた炭素繊維の炭素含有率は95質量%であり、繊維の切断は見られず、工程通過性は極めて良好であった。評価結果を表2に示した。
炉体の軸心と繊維走行方向との角度を54°に変更した他は実施例13と同様に加熱して炭素繊維を得た。炉体内に収容される繊維の長さは136mmであった。一部の単糸に切断が見られ、加熱後の繊維において搬送ロールに巻き付き易かった。評価結果を表2に示した。
炉体の軸心と繊維走行方向との角度を17°に変更した他は実施例13と同様に加熱して炭素繊維を得た。炉体内に収容される繊維の長さは376mmであった。工程中、一部の単糸に切断が見られたが、工程通過性は良好であった。評価結果を表2に示した。
加熱する繊維を炭素繊維前駆体から半導体乃至導電体である中間炭素繊維に変更した他は比較例1と同様に炭素化した。工程中、繊維が切断し、工程通過性は極めて不良で炭素繊維を得ることができなかった。評価結果を表2に示した。
加熱する繊維を炭素繊維前駆体から半導体乃至導電体である中間炭素繊維に変更した他は比較例3と同様に炭素化した。工程中、単糸に切断が見られ、多量の毛羽が発生していた。評価結果を表2に示した。
加熱する繊維を炭素繊維前駆体から半導体乃至導電体である中間炭素繊維に変更した他は実施例7と同様に炭素化して炭素繊維を得た。得られた炭素繊維の炭素含有率は90量%であり、繊維の切断は見られず、工程通過性は極めて良好であった。評価結果を表2に示した。
加熱する繊維を炭素繊維前駆体から半導体乃至導電体である中間炭素繊維に変更した他は実施例8と同様に加熱して炭素繊維を得た。工程中、一部の単糸に切断が見られ、加熱後の繊維において搬送ロールに巻き付き易かった。評価結果を表2に示した。
加熱する繊維を炭素繊維前駆体から半導体乃至導電体である中間炭素繊維に変更した他は実施例9と同様に加熱して炭素繊維を得た。工程中、一部の単糸に切断が見られたが、工程通過性は良好であった。評価結果を表2に示した。
加熱する繊維を炭素繊維前駆体から半導体乃至導電体である中間炭素繊維に変更した他は比較例4と同様に炭素化した。工程中、繊維に毛羽が多量に発生し、搬送用ロールへの巻き付きが起こり易かった。得られた炭素繊維の炭素含有率は90%であった。評価結果を表2に示した。
12、14・・・接続導波管
13・・・サーキュレータ
15・・・整合器
16・・・アイリス
17、109、209、309・・・短絡板
19・・・ダミーロード
100、101、201、301、401、501・・・炉体
201a、201b・・・炉体のH面
301a、301b・・・炉体のE面
103、203、303・・・繊維導入口
105、205、305・・・繊維導出口
107、207、307・・・保温管
111、113、211、213、311、313・・・金属スリーブ
150、250、350、450、550、251、351、451、551・・・被加熱連続繊維
1000、1000a、1000b、1000c、1001、1002、1003、1004・・・マイクロ波加熱ユニット
Claims (7)
- 導波管の管壁に繊維導入口及び繊維導出口が形成されて成る炉体と、
前記導波管内にマイクロ波を導入するマイクロ波発振器と、
を含んで成るマイクロ波加熱ユニットであって、
炭素繊維前駆体である被加熱連続繊維が前記導波管の管軸に対して角度θ°の傾斜を有してその内部を走行するように構成されており、前記角度θ°が0<θ<90であり、
前記繊維導出口が前記導波管の終端部以外の部分に形成されていることを特徴とするマイクロ波加熱ユニット。 - 前記角度θ°が10<θ<60である請求項1に記載のマイクロ波加熱ユニット。
- 前記導波管が方形導波管であり、前記導波管の短辺管壁にそれぞれ繊維導入口と繊維導出口とが設けられている請求項1に記載のマイクロ波加熱ユニット。
- 前記導波管を貫通するとともに、前記繊維導入口と前記繊維導出口とを接続する保温管を更に有して成り、前記保温管の内部を前記被加熱連続繊維が走行するように構成されている請求項1に記載のマイクロ波加熱ユニット。
- 前記保温管の材質がアルミナ又はシリカアルミナ又はセラミックである請求項1に記載のマイクロ波加熱ユニット。
- 請求項1乃至5の何れか1項に記載のマイクロ波加熱ユニットを用いて被加熱連続繊維を走行させながら加熱する中間炭素繊維乃至炭素繊維の製造方法であって、
炭素含有率が66質量%未満の被加熱連続繊維を加熱して中間炭素繊維乃至炭素繊維を得る工程を含むことを特徴とする中間炭素繊維乃至炭素繊維の製造方法。 - 請求項6に記載の炭素繊維の製造方法であって、さらに請求項1乃至5の何れか1項に記載のマイクロ波加熱ユニットを用いて導波管内の極大磁界部分により被加熱連続繊維を走行させながら加熱する炭素繊維の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021015373 | 2021-02-02 | ||
| JP2021015373 | 2021-02-02 | ||
| PCT/JP2022/003831 WO2022168830A1 (ja) | 2021-02-02 | 2022-02-01 | マイクロ波加熱ユニット、及びこれを用いる炭素繊維製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2022168830A1 JPWO2022168830A1 (ja) | 2022-08-11 |
| JP7621620B2 true JP7621620B2 (ja) | 2025-01-27 |
Family
ID=82741468
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022579550A Active JP7621620B2 (ja) | 2021-02-02 | 2022-02-01 | マイクロ波加熱ユニット、及びこれを用いる炭素繊維製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20240117531A1 (ja) |
| EP (1) | EP4289999A4 (ja) |
| JP (1) | JP7621620B2 (ja) |
| KR (1) | KR20230142558A (ja) |
| CN (1) | CN117280868A (ja) |
| TW (1) | TWI900731B (ja) |
| WO (1) | WO2022168830A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002538580A (ja) | 1999-02-26 | 2002-11-12 | ソシエテ デ プロデユイ ネツスル ソシエテ アノニム | オンデマンドのソースまたは飲料加熱システムおよびその方法 |
| DE10244941A1 (de) | 2001-09-26 | 2003-05-28 | Pueschner Gmbh & Co Kg | Mikrowellen-Applikator |
| JP2009533562A (ja) | 2006-04-15 | 2009-09-17 | 東邦テナックス株式会社 | 炭素繊維の連続製造法 |
| WO2015152019A1 (ja) | 2014-03-31 | 2015-10-08 | 国立大学法人 東京大学 | 炭素繊維製造装置及び炭素繊維製造方法 |
| WO2019170299A1 (de) | 2018-03-08 | 2019-09-12 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Durchlaufofen und anlage zur herstellung von holzwerkstoffplatten |
| CN110257959A (zh) | 2019-06-28 | 2019-09-20 | 中国科学院合肥物质科学研究院 | 一种可以连续加工的碳纤维微波石墨化设备 |
| JP2020513486A (ja) | 2016-12-19 | 2020-05-14 | エルジー・ケム・リミテッド | マイクロウェーブを用いた炭素繊維製造装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2458610A1 (fr) * | 1979-06-07 | 1981-01-02 | Anvar | Procede et dispositif pour le traitement thermique d'elements filiformes |
| JPS6063045U (ja) | 1983-10-07 | 1985-05-02 | ダイハツ工業株式会社 | ペダル操作量調整装置 |
| FR2584258B1 (fr) * | 1985-06-28 | 1995-04-14 | Elf Aquitaine | Procede et dispositif pour le traitement thermique d'un element conducteur au moins partiellement constitue d'un materiau conducteur |
| JP2898646B2 (ja) * | 1989-02-23 | 1999-06-02 | 株式会社山海 | マイクロ波加熱方法及び装置 |
| JP6121333B2 (ja) * | 2011-10-21 | 2017-04-26 | 昭和電工株式会社 | マイクロ波加熱装置及びマイクロ波加熱方法 |
| HUE041716T2 (hu) | 2013-07-26 | 2019-05-28 | Teijin Ltd | Karbonizálási eljárás és szénszál elõállítási eljárás |
-
2022
- 2022-02-01 EP EP22749702.1A patent/EP4289999A4/en active Pending
- 2022-02-01 CN CN202280012209.2A patent/CN117280868A/zh active Pending
- 2022-02-01 US US18/275,326 patent/US20240117531A1/en active Pending
- 2022-02-01 JP JP2022579550A patent/JP7621620B2/ja active Active
- 2022-02-01 KR KR1020237029773A patent/KR20230142558A/ko active Pending
- 2022-02-01 WO PCT/JP2022/003831 patent/WO2022168830A1/ja not_active Ceased
- 2022-02-07 TW TW111104333A patent/TWI900731B/zh active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002538580A (ja) | 1999-02-26 | 2002-11-12 | ソシエテ デ プロデユイ ネツスル ソシエテ アノニム | オンデマンドのソースまたは飲料加熱システムおよびその方法 |
| DE10244941A1 (de) | 2001-09-26 | 2003-05-28 | Pueschner Gmbh & Co Kg | Mikrowellen-Applikator |
| JP2009533562A (ja) | 2006-04-15 | 2009-09-17 | 東邦テナックス株式会社 | 炭素繊維の連続製造法 |
| WO2015152019A1 (ja) | 2014-03-31 | 2015-10-08 | 国立大学法人 東京大学 | 炭素繊維製造装置及び炭素繊維製造方法 |
| JP2020513486A (ja) | 2016-12-19 | 2020-05-14 | エルジー・ケム・リミテッド | マイクロウェーブを用いた炭素繊維製造装置 |
| WO2019170299A1 (de) | 2018-03-08 | 2019-09-12 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Durchlaufofen und anlage zur herstellung von holzwerkstoffplatten |
| CN110257959A (zh) | 2019-06-28 | 2019-09-20 | 中国科学院合肥物质科学研究院 | 一种可以连续加工的碳纤维微波石墨化设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20230142558A (ko) | 2023-10-11 |
| US20240117531A1 (en) | 2024-04-11 |
| CN117280868A (zh) | 2023-12-22 |
| WO2022168830A1 (ja) | 2022-08-11 |
| TW202246601A (zh) | 2022-12-01 |
| EP4289999A4 (en) | 2025-10-15 |
| JPWO2022168830A1 (ja) | 2022-08-11 |
| EP4289999A1 (en) | 2023-12-13 |
| TWI900731B (zh) | 2025-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106460243B (zh) | 碳纤维制造装置及碳纤维制造方法 | |
| TWM564599U (zh) | Fiber pre-oxidation equipment | |
| JP5877448B2 (ja) | マイクロ波を応用した加熱装置 | |
| TWI679321B (zh) | 碳纖維及碳纖維之製造方法 | |
| JP2009533562A (ja) | 炭素繊維の連続製造法 | |
| KR20170088918A (ko) | 실리콘 산화물의 제조 장치 및 제조 방법 | |
| JP7621620B2 (ja) | マイクロ波加熱ユニット、及びこれを用いる炭素繊維製造方法 | |
| CN214782310U (zh) | 一种碳纤维微波等离子体热处理设备 | |
| KR20200068527A (ko) | 산화 섬유 제조 방법 | |
| US3607063A (en) | Manufacture of carbon filaments of high strength and modulus | |
| US11713280B2 (en) | Method for thermal treatment of a ceramic part by microwaves | |
| EP3518621A1 (en) | Fiber pre-oxidization device | |
| US20240076808A1 (en) | Apparatus and Method for Close Proximity Carbonization of Polymeric Materials for Carbon Fiber Production | |
| CN101820985B (zh) | 碳素空心纤维及其制造方法 | |
| EP3517659B1 (en) | Oxidation fiber structure | |
| JPWO2008117625A1 (ja) | ハニカム成形体の乾燥方法 | |
| JP2018174081A (ja) | 加熱方法及び炭素繊維の製造方法並びに炭素化装置及び炭素繊維の製造装置 | |
| US20240247412A1 (en) | Apparatus and Method for Microwave Carbonization of Polymeric Materials for Carbon Fiber Production | |
| JPS63266798A (ja) | 線引き炉 | |
| JP2025536483A (ja) | 中高弾性率ラージトウ炭素繊維の製造方法 | |
| KR20120037043A (ko) | 플라즈마 소스를 이용한 탄소 섬유 제조장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230725 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230802 |
|
| AA64 | Notification of invalidation of claim of internal priority (with term) |
Free format text: JAPANESE INTERMEDIATE CODE: A241764 Effective date: 20231017 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241030 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241210 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250106 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7621620 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |