JP7542016B2 - ガラスの処理装置および処理方法 - Google Patents
ガラスの処理装置および処理方法 Download PDFInfo
- Publication number
- JP7542016B2 JP7542016B2 JP2021576612A JP2021576612A JP7542016B2 JP 7542016 B2 JP7542016 B2 JP 7542016B2 JP 2021576612 A JP2021576612 A JP 2021576612A JP 2021576612 A JP2021576612 A JP 2021576612A JP 7542016 B2 JP7542016 B2 JP 7542016B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- zone
- carrier
- cleaning head
- cleaning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B1/00—Cleaning by methods involving the use of tools
- B08B1/10—Cleaning by methods involving the use of tools characterised by the type of cleaning tool
- B08B1/12—Brushes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B1/00—Cleaning by methods involving the use of tools
- B08B1/20—Cleaning of moving articles, e.g. of moving webs or of objects on a conveyor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B1/00—Cleaning by methods involving the use of tools
- B08B1/50—Cleaning by methods involving the use of tools involving cleaning of the cleaning members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B11/00—Cleaning flexible or delicate articles by methods or apparatus specially adapted thereto
- B08B11/04—Cleaning flexible or delicate articles by methods or apparatus specially adapted thereto specially adapted for plate glass, e.g. prior to manufacture of windshields
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/04—Cleaning involving contact with liquid
- B08B3/041—Cleaning travelling work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F35/00—Cleaning arrangements or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/063—Transporting devices for sheet glass
- B65G49/064—Transporting devices for sheet glass in a horizontal position
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B35/00—Transporting of glass products during their manufacture, e.g. hot glass lenses, prisms
- C03B35/14—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands
- C03B35/20—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands by gripping tongs or supporting frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0214—Articles of special size, shape or weigh
- B65G2201/022—Flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/063—Transporting devices for sheet glass
- B65G49/066—Transporting devices for sheet glass being suspended; Suspending devices, e.g. clamps, supporting tongs
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Cleaning In General (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Surface Treatment Of Glass (AREA)
Description
ガラス処理装置であって、
ガラス物品を把持する把持部を含むキャリアと、前記キャリアを搬送するコンベアとを含むガラス搬送装置、および
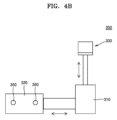
前記ガラス物品に接触する前記把持部を洗浄するクリーニングヘッドと、前記クリーニングヘッドを移動させる移動ユニットとを含む洗浄装置
を含む、ガラス処理装置。
前記移動ユニットは、前記クリーニングヘッドを垂直方向に沿って移動させる第1の移動ユニットと、前記クリーニングヘッドを水平方向に沿って移動させる第2の移動ユニットとを含む、実施形態1に記載のガラス処理装置。
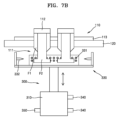
前記クリーニングヘッドは、前記把持部を掃除するように構成されるブラシを含む、実施形態1に記載のガラス処理装置
実施形態4
前記把持部は、複数の挟持部を含む、実施形態3に記載のガラス処理装置。
前記移動ユニットは、前記ブラシを前記複数の挟持部の間を通過させる、実施形態4に記載のガラス処理装置。
前記クリーニングヘッドは、流体を噴射するように構成されるノズルを含む、実施形態1に記載のガラス処理装置。
前記洗浄装置は、前記クリーニングヘッドの位置を検知するためのセンサをさらに含む、実施形態1に記載のガラス処理装置。
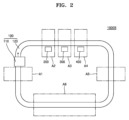
前記コンベアはループを構築し、該コンベヤを用いて前記キャリアを前記ループの少なくとも一部分に沿って循環させる、実施形態1に記載のガラス処理装置。
ガラス処理装置であって、
積載ゾーン、検査ゾーン、ドロップゾーン、および加工ゾーンに渡り延在するコンベヤと、
前記積載ゾーン内でガラス物品を把持するように構成される把持部を含むキャリアであり、前記コンベヤを用いて該積載ゾーンから前記加工ゾーンへ搬送される前記キャリアと、
前記検査ゾーン内で前記ガラス物品を検査し、前記検査の結果に基づいて、該ガラス物品を合格ガラス物品または不合格ガラス物品として選別するガラス検査装置と、
前記ドロップゾーン内で前記キャリアから前記不合格ガラス物品が積み降ろされた後で、該ドロップゾーン内で前記把持部を洗浄する洗浄装置と、
前記キャリアを用いて前記ドロップゾーンを通過させた前記合格ガラス物品を前記加工ゾーン内で加工するように構成される加工装置と
を含む、ガラス処理装置。
前記洗浄装置は、
クリーニングヘッド、および
前記ドロップゾーンを通過する前記合格ガラス物品と干渉することがない前記クリーニングヘッドの待機位置と該クリーニングヘッドにより前記把持部が洗浄される作業位置との間で該クリーニングヘッドを移動させる移動ユニットを含む、実施形態9に記載のガラス処理装置。
前記洗浄装置は、前記クリーニングヘッドの位置を検知するように構成されるセンサをさらに含み、
前記コンベアは、前記クリーニングヘッドが前記作業位置に存在しない場合、または該クリーニングヘッドが前記待機位置に存在しない場合、前記キャリアを停止させる、実施形態10に記載のガラス処理装置。
前記コンベアは、前記加工ゾーンの後、積降ろしゾーンを通過した後で、前記積載ゾーンに戻り、
前記キャリアは、前記加工ゾーンで加工された前記合格ガラス物品を前記積降ろしゾーンで積み降ろした後で、前記コンベヤとともに前記積載ゾーンに戻る、実施形態9に記載のガラス処理装置。
ガラス処理方法であって、
把持部をガラス物品に接触させて前記把持部で前記ガラス物品をピックアップすることにより該把持部を含むキャリアに該ガラス物品を積載する工程と、
コンベアを用いて前記キャリアを搬送することにより前記ガラス物品を搬送する工程と、
前記把持部を前記ガラス物品から離すことにより該ガラス物品を前記キャリアから積み降ろす工程と、
前記把持部を洗浄する工程と
を含む、ガラス処理方法。
前記把持部を洗浄する前記工程は、
クリーニングヘッドを待機位置から作業位置へ移動させる工程と、
前記クリーニングヘッドを用いて前記把持部を洗浄する工程と、
前記クリーニングヘッドを前記作業位置から前記待機位置へ移動させる工程と
を含む、実施形態13に記載のガラス処理装置。
前記クリーニングヘッドを前記待機位置から前記作業位置へ移動させる前記工程は、該クリーニングヘッドを水平方向に沿って移動させる工程と、該クリーニングヘッドを垂直方向に沿って上昇させる工程とを含み、
前記クリーニングヘッドを前記作業位置から前記待機位置へ移動させる前記工程は、該クリーニングヘッドを前記垂直方向に沿って逆の方向へ下降させる工程と、該クリーニングヘッドを前記水平方向に沿って逆の方向へ移動させる工程とを含む、実施形態14に記載のガラス処理装置。
前記把持部は、複数の挟持部を含み、
前記把持部を洗浄する前記工程は、前記クリーニングヘッドを前記複数の挟持部に同時に接触させる工程を含む、実施形態13に記載のガラス処理方法。
前記把持部を洗浄する前記工程は、ブラシを含むクリーニングヘッドを用いて該把持部を掃除する工程を含む、実施形態13に記載のガラス処理方法。
前記把持部を洗浄する前記工程は、ノズルを含むクリーニングヘッドを用いて流体を噴射する工程を含む、実施形態13に記載のガラス処理方法。
前記クリーニングヘッドの位置を検知する工程をさらに含む、実施形態13に記載のガラス処理方法。
前記ガラス物品を検査する工程と、
前記検査の結果に基づいて、前記ガラス物品を合格ガラス物品または不合格ガラス物品として選別する工程とをさらに含み、
前記ガラス物品が前記不合格ガラス物品として選別された場合、該ガラス物品の積み降ろしと前記把持部の洗浄がドロップゾーン内で行われ、該ガラス物品が前記合格ガラス物品として選別された場合、該ガラス物品を、前記キャリアとともに前記ドロップゾーンを通過させ、積降ろしゾーン内で該キャリアから積み降ろす、実施形態13に記載のガラス処理方法。
100 ガラス搬送装置
110 キャリア
111 把持部
112 移動ユニット
113 本体
120 コンベア
200 検査装置
300 洗浄装置
310 第1の移動ユニット
320 第2の移動ユニット
330 クリーニングヘッド
331 ブラシ
332 ノズル
340 第1のセンサ
350 第2のセンサ
400 加工装置
A1 積載ゾーン
A2 検査ゾーン
A3 ドロップゾーン
A4 加工ゾーン
A5 積降ろしゾーン
A6 復帰ゾーン
F1 挟持部
F2 挟持部
P1 パッド
P2 パッド
Claims (10)
- ガラス処理装置であって、
ガラス物品を把持する把持部を含むキャリアと、前記キャリアを搬送するコンベアとを含むガラス搬送装置、および
前記ガラス物品に接触する前記把持部を洗浄するクリーニングヘッドと、前記クリーニングヘッドを移動させる移動ユニットとを含む洗浄装置
を含み、
前記洗浄装置は、前記クリーニングヘッドの垂直位置を検知する第1のセンサ及び前記クリーニングヘッドの水平位置を検知する第2のセンサをさらに含む、ガラス処理装置。 - 前記移動ユニットは、前記クリーニングヘッドを垂直方向に沿って移動させる第1の移動ユニットと、前記クリーニングヘッドを水平方向に沿って移動させる第2の移動ユニットとを含む、請求項1に記載のガラス処理装置。
- 前記クリーニングヘッドは、前記把持部を掃除するように構成されるブラシを含む、請求項1または2に記載のガラス処理装置
- 前記クリーニングヘッドは、流体を噴射するように構成されるノズルを含む、請求項1から3のいずれか一項に記載のガラス処理装置。
- 前記洗浄装置は、前記クリーニングヘッドの位置を検知するためのセンサをさらに含む、請求項1から4のいずれか一項に記載のガラス処理装置。
- 前記コンベアはループを構築し、該コンベヤを用いて前記キャリアを前記ループの少なくとも一部分に沿って循環させる、請求項1から5のいずれか一項に記載のガラス処理装置。
- ガラス処理装置であって、
積載ゾーン、検査ゾーン、ドロップゾーン、および加工ゾーンに渡り延在するコンベヤと、
前記積載ゾーン内でガラス物品を把持するように構成される把持部を含むキャリアであり、前記コンベヤを用いて該積載ゾーンから前記加工ゾーンへ搬送される前記キャリアと、
前記検査ゾーン内で前記ガラス物品を検査し、前記検査の結果に基づいて、該ガラス物品を合格ガラス物品または不合格ガラス物品として選別するガラス検査装置と、
前記ドロップゾーン内で前記キャリアから前記不合格ガラス物品が積み降ろされた後で、該ドロップゾーン内で前記把持部を洗浄する洗浄装置と、
前記キャリアにより前記ドロップゾーンを通過させた前記合格ガラス物品を前記加工ゾーン内で加工するように構成された加工装置と
を含み、
前記洗浄装置は、前記クリーニングヘッドの垂直位置を検知する第1のセンサ及び前記クリーニングヘッドの水平位置を検知する第2のセンサをさらに含む、ガラス処理装置 - 前記洗浄装置は、
クリーニングヘッド、および
前記ドロップゾーンを通過する前記合格ガラス物品と干渉することがない前記クリーニングヘッドの待機位置と該クリーニングヘッドにより前記把持部が洗浄される作業位置との間で該クリーニングヘッドを移動させる移動ユニットを含む、請求項7に記載のガラス処理装置。 - 前記洗浄装置は、前記クリーニングヘッドの位置を検知するように構成されるセンサをさらに含み、
前記コンベアは、前記クリーニングヘッドが前記作業位置に存在しない場合、または該クリーニングヘッドが前記待機位置に存在しない場合、前記キャリアを停止させる、請求項8に記載のガラス処理装置。 - 前記コンベアは、前記加工ゾーンの後、積降ろしゾーンを通過した後で、前記積載ゾーンに戻り、
前記キャリアは、前記加工ゾーンで加工された前記合格ガラス物品を前記積降ろしゾーンで積み降ろした後で、前記コンベヤにより前記積載ゾーンに戻る、請求項7から9のいずれか一項に記載のガラス処理装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190079326A KR102842248B1 (ko) | 2019-07-02 | 2019-07-02 | 유리 가공 장치 및 방법 |
| KR10-2019-0079326 | 2019-07-02 | ||
| PCT/US2020/038343 WO2021003026A1 (en) | 2019-07-02 | 2020-06-18 | Apparatus and method for processing glass |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022539709A JP2022539709A (ja) | 2022-09-13 |
| JP7542016B2 true JP7542016B2 (ja) | 2024-08-29 |
Family
ID=74101117
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021576612A Active JP7542016B2 (ja) | 2019-07-02 | 2020-06-18 | ガラスの処理装置および処理方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US12275662B2 (ja) |
| JP (1) | JP7542016B2 (ja) |
| KR (1) | KR102842248B1 (ja) |
| CN (1) | CN114206513B (ja) |
| TW (1) | TWI840575B (ja) |
| WO (1) | WO2021003026A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102021123777A1 (de) * | 2021-09-14 | 2023-03-16 | Schott Ag | Anlage und Verfahren zum mehrschrittigen Verarbeiten flächiger Substrate |
| CN116921352B (zh) * | 2023-07-10 | 2025-10-31 | 宿州市迎盛科技有限公司 | 一款全自动超声波震子干洗电子玻璃的设备 |
| CN120054981B (zh) * | 2025-04-28 | 2026-02-13 | 水发能源集团有限公司 | 用于清洁光伏板表面的清洁装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004142294A (ja) | 2002-10-25 | 2004-05-20 | Shimizu Seisaku Kk | 印刷物搬送装置の清掃装置 |
| JP2004321971A (ja) | 2003-04-25 | 2004-11-18 | Dainippon Screen Mfg Co Ltd | 洗浄装置および基板処理装置 |
| JP2016026968A (ja) | 2014-06-30 | 2016-02-18 | AvanStrate株式会社 | ガラス板製造方法およびガラス板製造装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2930351C2 (de) | 1979-07-26 | 1982-07-15 | Gewerkschaft Schalker Eisenhütte, 4650 Gelsenkirchen | Verfahren zur Innenreinigung von Steigrohren der Verkokungskammern eines Verkokungsofens und Reinigungseinrichtung zur Durchführung dieses Verfahrens |
| KR100213992B1 (ko) | 1995-05-12 | 1999-08-02 | 히가시 데쓰로 | 세정장치 |
| JP2001030472A (ja) * | 1999-07-27 | 2001-02-06 | Nikka Kk | 印刷物搬送グリッパの清掃装置 |
| KR100556140B1 (ko) * | 2002-05-30 | 2006-03-03 | 삼성코닝정밀유리 주식회사 | 유리기판의 검사 시스템 |
| KR101118394B1 (ko) * | 2004-02-18 | 2012-03-09 | 코닝 제팬 가부시끼 가이샤 | 판재의 세정설비 |
| US7325268B1 (en) | 2004-07-16 | 2008-02-05 | Curcuri Thomas J | Wheel cleaner apparatus |
| JP2010099894A (ja) | 2008-10-22 | 2010-05-06 | Shimizu Seisaku Kk | グリッパー清掃装置 |
| KR101353525B1 (ko) | 2010-02-09 | 2014-01-21 | 주식회사 엘지화학 | 유리판 제조 시스템용 레이-아웃 및 유리판 처리 방법 및 그에 따른 유리판 |
| JP2013187389A (ja) * | 2012-03-08 | 2013-09-19 | Nippon Electric Glass Co Ltd | ガラス基板の搬送装置及び搬送方法 |
| KR101803525B1 (ko) | 2014-05-16 | 2017-11-30 | 주식회사 엘지화학 | 유리판 검사 장치 및 방법 |
| KR20160067517A (ko) * | 2014-12-04 | 2016-06-14 | 삼성전자주식회사 | 반도체 소자의 제조방법 |
| US10161033B2 (en) * | 2015-08-21 | 2018-12-25 | Taiwan Semiconductor Manufacturing Co., Ltd. | Method for cleaning load port of wafer processing apparatus |
| CN205887485U (zh) | 2016-07-01 | 2017-01-18 | 芜湖东旭光电科技有限公司 | 玻璃基板生产用卸载机器人吸盘清洁装置 |
| KR102640254B1 (ko) | 2017-10-06 | 2024-02-27 | 코닝 인코포레이티드 | 유리 시트의 처리를 위한 장치 및 방법 |
| TWI643799B (zh) | 2017-12-01 | 2018-12-11 | 瑩耀科技股份有限公司 | 半導體輸送系統 |
-
2019
- 2019-07-02 KR KR1020190079326A patent/KR102842248B1/ko active Active
-
2020
- 2020-06-18 US US17/619,482 patent/US12275662B2/en active Active
- 2020-06-18 WO PCT/US2020/038343 patent/WO2021003026A1/en not_active Ceased
- 2020-06-18 JP JP2021576612A patent/JP7542016B2/ja active Active
- 2020-06-18 CN CN202080056800.9A patent/CN114206513B/zh active Active
- 2020-06-19 TW TW109120711A patent/TWI840575B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004142294A (ja) | 2002-10-25 | 2004-05-20 | Shimizu Seisaku Kk | 印刷物搬送装置の清掃装置 |
| JP2004321971A (ja) | 2003-04-25 | 2004-11-18 | Dainippon Screen Mfg Co Ltd | 洗浄装置および基板処理装置 |
| JP2016026968A (ja) | 2014-06-30 | 2016-02-18 | AvanStrate株式会社 | ガラス板製造方法およびガラス板製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202128534A (zh) | 2021-08-01 |
| CN114206513A (zh) | 2022-03-18 |
| CN114206513B (zh) | 2024-08-09 |
| US20220306514A1 (en) | 2022-09-29 |
| KR20210003980A (ko) | 2021-01-13 |
| KR102842248B1 (ko) | 2025-08-05 |
| TWI840575B (zh) | 2024-05-01 |
| US12275662B2 (en) | 2025-04-15 |
| WO2021003026A1 (en) | 2021-01-07 |
| JP2022539709A (ja) | 2022-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7542016B2 (ja) | ガラスの処理装置および処理方法 | |
| JP6523336B2 (ja) | 高速度回転ソータ | |
| TWI418781B (zh) | 視覺檢測設備 | |
| US20220359248A1 (en) | Integrated semiconductor die vessel processing workstations | |
| CN108563188B (zh) | Cnc智能化全自动检测生产线 | |
| TWI702389B (zh) | 玻璃板的製造方法 | |
| US8376119B2 (en) | Apparatus and method for inspecting and orienting articles | |
| TW202324517A (zh) | 工作台清洗裝置和半導體封裝體切割及分類設備及方法 | |
| US11945660B2 (en) | Linear sorter using vacuum belt | |
| KR101331193B1 (ko) | 재활용 아이씨 트레이 불량검출 자동화 비젼시스템 | |
| KR102818721B1 (ko) | 반도체 자재 세척장치 | |
| KR101472969B1 (ko) | 메모리카드 가공장치 | |
| KR102440451B1 (ko) | 반도체 패키지 처리장치 | |
| TWI559436B (zh) | 輸送系統 | |
| KR100814890B1 (ko) | 가공장치 및 반도체스트립 가공시스템 | |
| CN117940358A (zh) | 对平坦基板进行多步骤处理的设备及方法 | |
| JP7761540B2 (ja) | 吸引選別装置および物品検査システム | |
| KR101461124B1 (ko) | 반도체 패키지 제조장치용 트레이 오프로더 | |
| TWI895527B (zh) | 物品搬送裝置 | |
| KR102857102B1 (ko) | 스트립 플립퍼를 구비하는 패키지 싱귤레이션 시스템 | |
| KR20080032413A (ko) | 반도체 제조장치 | |
| KR20250077199A (ko) | 기판 처리 장치 및 기판 처리 방법 | |
| JP7201896B2 (ja) | ネスティング容器の処理システム | |
| KR101551310B1 (ko) | 패널 제조 장치 및 방법 | |
| JP2023086425A (ja) | ワーク搬送装置、及びワークの搬送方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230405 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240423 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240724 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240819 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7542016 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |