JP7397273B2 - ホース継手金具 - Google Patents
ホース継手金具 Download PDFInfo
- Publication number
- JP7397273B2 JP7397273B2 JP2018220893A JP2018220893A JP7397273B2 JP 7397273 B2 JP7397273 B2 JP 7397273B2 JP 2018220893 A JP2018220893 A JP 2018220893A JP 2018220893 A JP2018220893 A JP 2018220893A JP 7397273 B2 JP7397273 B2 JP 7397273B2
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- hose
- circumferential surface
- enlarged diameter
- metal seal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Joints That Cut Off Fluids, And Hose Joints (AREA)
Description
ホース継手金具は、金属製のニップルとソケットを含んで構成されている(例えば、特許文献1参照)。
ニップルには、機器に着脱される筒状の基部と、基部の端部に六角柱状に設けられたナット部と、ナット部に隣接して設けられた凹溝と、ホースの端部が装着されるホース装着部とがニップルの軸心方向に並べられて設けられている。
ソケットは、その長手方向の一方の端部がニップルの凹溝に加締められてニップルに取り付けられ、ソケットは、ニップルのホース装着部の半径方向外側に配置されている。
そして、ホース継手金具は、その軸心方向の一方の端部に、ホース装着部の外周面とソケットの内周面との間にホースの端部が挿入される環状空間を有している。
ホース継手金具のホースの端部への取り付けは、環状空間にホースの端部を挿入したのち、ソケットを加締めることにより、ソケットとホースの端部とホース装着部とを一体的に取り付けることでなされる。
本発明は、上記事情に鑑みなされたものであり、製造工程を簡素化してコストダウンを図る上で有利なホース継手金具を提供することを目的とする。
また、本発明は、前記パイプ挿入部は、前記パイプ本体に挿入された状態で前記パイプ本体の内周面に対向する外周面を有し、メタルシール形成用面は、前記パイプ挿入部の外周面に形成されると共に、前記外周面に対向する前記パイプ本体の内周面に形成されていることを特徴とする。
また、本発明は、前記パイプ挿入部は、前記パイプ拡径部に挿入された状態で前記パイプ拡径部の内周面に対向する外周面を有し、メタルシール形成用面は、前記パイプ挿入部の外周面に形成されると共に、前記外周面に対向する前記パイプ拡径部の内周面に形成されていることを特徴とする。
また、本発明は、前記パイプ部は、前記パイプ本体と前記パイプ拡径部との境の箇所に、前記パイプ本体から前記パイプ拡径部に至るにつれて次第に半径が大きくなるパイプ傾斜面部が設けられ、前記パイプ挿入部は、前記パイプ傾斜面部の内側に挿入された状態で前記パイプ傾斜面部の内周面に対向する筒状体傾斜面を有し、前記メタルシール形成用面は、前記筒状体傾斜面に形成されると共に、前記パイプ傾斜面部の内周面に形成されていることを特徴とする。
そして、本発明のホース継手金具を構成するパイプ部はパイプ材に拡管加工を施すことにより簡単に製造でき、かつ、ホース継手金具を構成する筒状体も簡単な構造であるためパイプ材から簡単に製造できる。
従って、本発明によれば、従来のようにニップルにソケット取り付け用の凹溝を形成する工程や凹溝を介してソケットをニップルに取り付ける工程を省略してホース継手金具を製造でき、製造工程を簡素化してホース継手金具のコストダウンを図る上で有利となる。
本発明では、メタルシール形成用面をパイプ挿入部の外周面とパイプ本体の内周面に形成することができ、あるいは、パイプ挿入部の外周面とパイプ拡径部の内周面に形成することができ、あるいは、筒状体傾斜面とパイプ傾斜面部の内周面に形成することができる。
以下、本発明の実施の形態にかかるホース継手金具について図面を参照して説明する。
まず、図1、図2を参照して第1の実施の形態について説明する。
本実施の形態では、ホース継手金具がアイジョイント金具である場合について説明する。
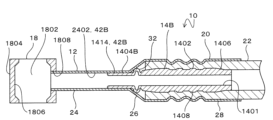
アイジョイント金具10は、金属製の継手本体12と、継手本体12とは別体の金属製の筒状体14Aとを含んで構成されている。
図2(A)に示すように、継手本体12は、ユニオンボルト挿通部18と、ホース22の端部が連結されるパイプ部20とを含んで構成されている。
ユニオンボルト挿通部18は、外周面からその内部にわたって流路が形成されたユニオンボルトが挿通される箇所であり、ユニオンボルト挿通部18は、ユニオンボルトの挿通孔1802が形成された筒状壁1804を備えている。
筒状壁1804の内周面には、ユニオンボルトの外周面の流路に接続するための凹部1806が内周面の全周に形成されている。
パイプ本体24の一端は、筒状壁1804の孔1808に溶接により固定され、パイプ本体24は筒状壁1804から突設し、パイプ本体24の内部は凹部1806に連通している。
したがって本実施の形態では、継手本体12は、その軸心方向の一方の端部にパイプ部20を有し、その軸心方向の他方の端部に筒状壁1804を有している。
パイプ本体24は均一内径、均一外径で形成されている。
また、パイプ本体24の内周面2402で後述するパイプ挿入部1404Aが挿入される箇所は、凹凸のない滑らかな面で形成され、メタルシール形成用面40Aとして形成されている。
パイプ傾斜面部26は、パイプ本体24とパイプ拡径部28との境の箇所に、パイプ本体24からパイプ拡径部28に至るにつれて次第に半径が大きくなる傾斜面で形成されている。
パイプ拡径部28は、パイプ傾斜面部26の端部に設けられ、パイプ本体24よりも内径、外径が大きい均一内径、均一外径でその半径方向内側に加締めることが可能に形成されている。
拡管加工は、例えば、パイプ本体24を固定支持した状態で、パイプ本体24の端部に位置するパイプ部20の箇所に、パイプ本体24の内径よりも大きい外径を有する拡管冶具を圧入することで、パイプ本体24の端部に位置するパイプ部20の箇所を次第に拡張させパイプ拡径部28を形成するものである。
なお、拡管加工の方法は上記の方法に限定されるものではなく、従来公知の様々な方法が使用可能である。
図2(C)に示すように、筒状体14Aは、その長手方向の一方の部分がホース22の端部が装着された状態でパイプ拡径部28に挿入されるホース装着部1402に形成され、その長手方向の他方の部分がパイプ部20に挿入されるパイプ挿入部1404Aに形成され、本実施の形態では、その長手方向の他方の部分がパイプ本体24へ挿入されるパイプ挿入部1404Aに形成されている。
ホース装着部1402の先部には、ホース22を装着し易いように、先端に至るにつれて外径が小さくなる円錐面からなる傾斜部1406が設けられている。
凹凸部1408を含むホース装着部1402の外径は、ホース22が装着されたホース装着部1402がパイプ拡径部28に挿入可能な寸法で形成されている。
なお、ホース22の端部が装着されたパイプ挿入部1404Aをパイプ拡径部28に挿入し、パイプ拡径部28を加締め爪30により加締めた際に、パイプ拡径部28とホース22の端部とホース装着部1402とが一体化されればよいので、凹凸部1408は、筒状体14Aを構成する材料やホース装着部1402の肉厚などによっては省略可能であり、例えば、ホース装着部1402とパイプ挿入部1404Aとからなるパイプ部20を、均一内径、均一外径のパイプとして構成するようにしてもよい。
パイプ挿入部1404Aは、パイプ本体24に挿入された状態でパイプ本体24の内周面2402に対向する外周面1414を有している。
パイプ挿入部1404Aの外周面1414は、凹凸のない滑らかな面で形成され、メタルシール形成用面40Bとして形成されている。
このようなホース装着部1402とパイプ挿入部1404Aとを有する筒状体14Aは、金属製で円筒状のパイプ材から簡単に製作される。
なお、筒状体14Aの形状は、加締められる圧力、内部を流れる流体の性質、ホース22とのシール性によって適宜変更可能である。
また、図2(C)に示すように、ホース22がホース装着部1402に入りすぎない様に、パイプ挿入部1404A側のホース装着部1402の端部に、ホース22の先端に当接しホース22のパイプ挿入部1404A側への進入を阻止するストッパ1412を設けると、ホース22のホース装着部1402への作業の簡単化を図る上で有利となる。この場合、ストッパ1412は、ホース装着部1402の端部に半径方向外側に膨出する壁部を設けることで、あるいは、ホース装着部1402の端部に環状溝を形成し、この環状溝に装着したEリングなどにより簡単に形成できる。
そして、加締め爪30の爪部30Aによりパイプ拡径部28が加締められ、加締め爪30の凹凸部3002と筒状体14Aの凹凸部1408によりホース22の端部が装着されたホース装着部1402の半径方向外側に位置するパイプ拡径部28の箇所が凹凸部1408に対応して変形し、パイプ拡径部28とホース22の端部とホース装着部1402とが一体化される。
なお、加締め爪30の爪部30Aは、パイプ拡径部28とホース22の端部とホース装着部1402とが一体化できる形状であれば、フラット、バレル、ウェーブ、フレア等形状は問わず、また、加締め爪30の爪部30Bも、パイプ本体24のメタルシール形成用面40Aとパイプ挿入部1404Aのメタルシール形成用面40Bとが金属相互で圧接されることによりメタルシールされるものであればその形状は問わない。
このため、本実施の形態のアイジョイント金具10によれば、パイプ部20とホース22の端部とを簡単に確実に連結することができる。
そして、アイジョイント金具10を構成するパイプ部20は、パイプ材から簡単に製作され、アイジョイント金具10を構成する筒状体14Aも同じくパイプ材から簡単に製作される。
従って、従来のようにソケットが嵌合されたニップルを有するアイジョイント金具を用いる場合に比べ、ニップルにソケット取り付け用の凹溝を形成する工程や凹溝を介してソケットをニップルに取り付ける工程を省略してアイジョイント金具10の製造工程を簡素化し、アイジョイント金具10のコストダウンを図る上で有利となる。
次に、図3を参照して第2の実施の形態について説明する。
なお、以下の実施の形態の説明では、第1の実施の形態と同様な箇所、部材に同一の符号を付してその説明を省略し、異なった箇所を重点的に説明する。
第2の実施の形態は、第1の実施の形態の筒状体14Aに大径部32を加えたものである。
大径部32は、ホース装着部1402寄りのパイプ挿入部1404Bの端部に、パイプ挿入部1404Bの外径よりも大きく、かつ、パイプ拡径部28の内径よりも小さい外径で形成されている。
第2の実施の形態の筒状体14Bは、パイプ挿入部1404Bがパイプ本体24に挿入され、ホース22の端部が装着されたホース装着部1402がパイプ拡径部28に挿入される際に、大径部32がパイプ傾斜面部26に突き当たって止まる。
また、第1の実施の形態と同様に、パイプ本体24の内周面2402でパイプ挿入部1404Bが挿入される箇所は、凹凸のない滑らかな面で形成され、メタルシール形成用面42Aとして形成され、パイプ挿入部1404Bの外周面1414は、凹凸のない滑らかな面で形成され、メタルシール形成用面42Bとして形成されている。
したがって、第2の実施の形態では、第1の実施の形態の効果に加え、パイプ部20に対する筒状体14Bの位置決めを大径部32で行なうことができ、ホース22の端部をアイジョイント金具10のパイプ部20に連結する際の作業性を向上させる上で有利となる効果が奏される。
次に、図4を参照して第3の実施の形態について説明する。
第3の実施の形態では、筒状体14Cのパイプ挿入部1404Cが、パイプ拡径部28に挿入される点で第1、第2の実施の形態と異なっている。
すなわち、パイプ挿入部1404Cは、パイプ拡径部28に挿入された状態でパイプ拡径部28の内周面2802に対向する外周面1416を有している。
パイプ拡径部28の内周面2802でパイプ挿入部1404Cが挿入される箇所は、凹凸のない滑らかな面で形成され、メタルシール形成用面44Aとして形成されている。
パイプ挿入部1404Cの外径は、パイプ拡径部28に挿入し易いように、かつ、後述するメタルシールが形成されるようにパイプ拡径部28の内径よりも小さい寸法の均一外径で形成されている。
また、パイプ挿入部1404Cはホース装着部1402の端部に設けられ、パイプ挿入部1404Cの外周面1416は、パイプ本体24の内径よりも大きく、かつ、後述するメタルシールが形成されるようにパイプ拡径部28の内径よりも小さい均一の外径で形成されている。
また、パイプ挿入部1404Cの外周面1416は、凹凸のない滑らかな面で形成され、メタルシール形成用面44Bとして形成されている。
また、パイプ挿入部1404Cの先端の外周部には円弧状に面取りが施され、パイプ部20への挿入時にパイプ傾斜面部26の内周面に傷が付かないように図られている。
このような第3の実施の形態によっても第1の実施の形態と同様な効果が奏される。
次に、図5を参照して第4の実施の形態について説明する。
第4の実施の形態は第3の実施の形態の変形例であり、第4の実施の形態では、筒状体14Dのパイプ挿入部1404Dが、パイプ傾斜面部26の内側に挿入される点で第3の実施の形態と異なっている。
パイプ挿入部1404Dは、ホース装着部1402の端部に形成され、パイプ拡径部28から挿入されてパイプ傾斜面部26の内側に位置し、パイプ傾斜面部26の内周面2602に対向する筒状体傾斜面1420を有している。
筒状体傾斜面1420の傾斜角度は、パイプ傾斜面部26の内周面2602の傾斜角度と同じ角度で形成され、筒状体14Dのパイプ挿入部1404Dがパイプ部24のパイプ傾斜面部26の内側に挿入されると筒状体傾斜面1420とパイプ傾斜面部26の内周面2602とは合致する。
それらパイプ傾斜面部26の内周面2602と筒状体傾斜面1420とは共に凹凸のない滑らかな面で形成され、それら内周面2602と筒状体傾斜面1420は、パイプ部24と筒状体14Dとがそれらの軸心方向において押し付けられることで、内周面2602と筒状体傾斜面1420とが金属相互の圧接によりメタルシールされるメタルシール形成用面46A、46Bとして形成されている。
この場合、加締め時に、パイプ傾斜面部26に応力がかかりパイプ傾斜面部26が変形しないように、パイプ傾斜面部26から離れたパイプ拡径部28の箇所を加締め爪30の爪部30Dにより加締める。
パイプ傾斜面部26から離れたパイプ拡径部28の箇所が加締められることにより、パイプ拡径部28とホース22の端部とホース装着部1402とが一体化される。
そして、パイプ拡径部28が加締められることで筒状体14Dが伸長し、その伸長によりメタルシール形成用面46A、46Bが圧接され、金属相互の圧接によりメタルシールされる。
なお、図5(A)において、符号2804は、加締め爪30の爪部30Dにより加締められずに残存したパイプ拡径部28の部分を示している。
このような第4の実施の形態によっても、第1の実施の形態と同様な効果が奏される。
12 継手本体
14A~14D 筒状体
1402 ホース装着部
1404A~1404D パイプ挿入部
1414 外周面
1416 外周面
1420 筒状体傾斜面
20 パイプ部
22 ホース
24 パイプ本体
2402 内周面
26 パイプ傾斜面部
2602 内周面
28 パイプ拡径部
2802 内周面
32 大径部
40A、40B メタルシール形成用面
42A、42B メタルシール形成用面
44A、44B メタルシール形成用面
46A、46B メタルシール形成用面
Claims (4)
- 軸心方向の一方の端部にパイプ部を有する金属製の継手本体と、金属製の筒状体とを備え、
前記パイプ部は、パイプ本体と、前記パイプ本体の端部に設けられ前記パイプ本体よりも内径、外径が大きくその半径方向内側に加締めることが可能なパイプ拡径部とを有し、
前記筒状体は、その長手方向の一方の部分に設けられホースの端部が装着され前記パイプ拡径部に挿入されるホース装着部と、その長手方向の他方の部分に設けられ前記パイプ部へ挿入されるパイプ挿入部とを有し、
前記パイプ挿入部は前記パイプ部へ挿入された状態で前記パイプ部の内周面に対向する外周面を有し、
それら内周面と外周面は、圧接によりメタルシールされるメタルシール形成用面として形成されており、前記メタルシール形成用面は凹凸のない滑らかな面で形成され、
それらメタルシール形成用面は圧接によりメタルシールされている、
ことを特徴とするホース継手金具。 - 前記パイプ挿入部は、前記パイプ本体に挿入された状態で前記パイプ本体の内周面に対向する外周面を有し、
メタルシール形成用面は、前記パイプ挿入部の外周面に形成されると共に、前記外周面に対向する前記パイプ本体の内周面に形成されている、
ことを特徴とする請求項1記載のホース継手金具。 - 前記パイプ挿入部は、前記パイプ拡径部に挿入された状態で前記パイプ拡径部の内周面に対向する外周面を有し、
メタルシール形成用面は、前記パイプ挿入部の外周面に形成されると共に、前記外周面に対向する前記パイプ拡径部の内周面に形成されている、
ことを特徴とする請求項1記載のホース継手金具。 - 前記パイプ部は、前記パイプ本体と前記パイプ拡径部との境の箇所に、前記パイプ本体から前記パイプ拡径部に至るにつれて次第に半径が大きくなるパイプ傾斜面部が設けられ、
前記パイプ挿入部は、前記パイプ傾斜面部の内側に挿入された状態で前記パイプ傾斜面部の内周面に対向する筒状体傾斜面を有し、
前記メタルシール形成用面は、前記筒状体傾斜面に形成されると共に、前記パイプ傾斜面部の内周面に形成されている、
ことを特徴とする請求項1記載のホース継手金具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018220893A JP7397273B2 (ja) | 2018-11-27 | 2018-11-27 | ホース継手金具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018220893A JP7397273B2 (ja) | 2018-11-27 | 2018-11-27 | ホース継手金具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020085140A JP2020085140A (ja) | 2020-06-04 |
| JP7397273B2 true JP7397273B2 (ja) | 2023-12-13 |
Family
ID=70907303
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018220893A Active JP7397273B2 (ja) | 2018-11-27 | 2018-11-27 | ホース継手金具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7397273B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008075695A (ja) | 2006-09-19 | 2008-04-03 | Denso Corp | ホース継手、およびその製造方法 |
| JP2008275168A (ja) | 2007-05-05 | 2008-11-13 | Visteon Global Technologies Inc | 導管の連結構造及びその形成方法 |
| JP2009257589A (ja) | 2008-04-18 | 2009-11-05 | Eaton Fluid Power Gmbh | ホース接続方法と接続構成 |
| WO2013000452A1 (de) | 2011-06-30 | 2013-01-03 | Schaeffler Technologies AG & Co. KG | Schlauchkupplung, insbesondere für hydraulische hochdruckleitungen eines ausrücksystems |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5758473Y2 (ja) * | 1975-05-10 | 1982-12-14 | ||
| JPS60185793U (ja) * | 1984-05-21 | 1985-12-09 | 本田技研工業株式会社 | ホ−ス接続具 |
| JPS61160387U (ja) * | 1985-03-26 | 1986-10-04 | ||
| JPS62255689A (ja) * | 1986-04-28 | 1987-11-07 | 東海ゴム工業株式会社 | ホ−ス用継手 |
| US5370425A (en) * | 1993-08-25 | 1994-12-06 | S&H Fabricating And Engineering, Inc. | Tube-to-hose coupling (spin-sert) and method of making same |
-
2018
- 2018-11-27 JP JP2018220893A patent/JP7397273B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008075695A (ja) | 2006-09-19 | 2008-04-03 | Denso Corp | ホース継手、およびその製造方法 |
| JP2008275168A (ja) | 2007-05-05 | 2008-11-13 | Visteon Global Technologies Inc | 導管の連結構造及びその形成方法 |
| JP2009257589A (ja) | 2008-04-18 | 2009-11-05 | Eaton Fluid Power Gmbh | ホース接続方法と接続構成 |
| WO2013000452A1 (de) | 2011-06-30 | 2013-01-03 | Schaeffler Technologies AG & Co. KG | Schlauchkupplung, insbesondere für hydraulische hochdruckleitungen eines ausrücksystems |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020085140A (ja) | 2020-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2269055C2 (ru) | Фитинг с внутренним обжатием | |
| CN105659017B (zh) | 螺纹连接管接头和用于在螺纹连接部上连接管接头的方法 | |
| JP5777267B2 (ja) | 整備不要な流体用継手 | |
| CN105190148B (zh) | 管连接装置 | |
| WO2012105525A1 (ja) | チューブ継手 | |
| JP7045684B2 (ja) | 管継手 | |
| JP2018514715A (ja) | スエージ継手 | |
| US8888138B2 (en) | Hose coupling | |
| US20170009915A1 (en) | Integrated metal c-seal with threaded adapter | |
| EP1818592B1 (en) | Connection structure for resin pipe | |
| JP7397273B2 (ja) | ホース継手金具 | |
| US7562648B1 (en) | High pressure fuel line with connection head and method for forming | |
| JP3433248B2 (ja) | 薄肉ステンレス鋼管と継手の接続構造 | |
| JP7275543B2 (ja) | ホース継手金具 | |
| KR101889960B1 (ko) | 냉매 관의 연결구조 | |
| JP2008501894A (ja) | 接続装置 | |
| CN112262278A (zh) | 用于与至少一个管相连的套件 | |
| JP2014109295A (ja) | 管継手構造 | |
| JPH1182843A (ja) | 継手付きホース及びその製造方法 | |
| JP6906230B2 (ja) | パイプ付継手金具、およびパイプ・継手金具付ホース | |
| JP3565407B2 (ja) | ホース用継手金具 | |
| JP6949370B2 (ja) | 継手金具、および継手金具付ホース | |
| JP6429000B2 (ja) | ホース接続体の製造方法 | |
| JP2021063580A (ja) | ホース継手金具 | |
| JP2023178212A (ja) | 継手付パイプ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221018 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230404 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230522 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230829 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230904 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231031 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231113 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7397273 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |