JP7291843B1 - 樹脂成形品の製造方法、射出成形型および樹脂成形品 - Google Patents
樹脂成形品の製造方法、射出成形型および樹脂成形品 Download PDFInfo
- Publication number
- JP7291843B1 JP7291843B1 JP2022208612A JP2022208612A JP7291843B1 JP 7291843 B1 JP7291843 B1 JP 7291843B1 JP 2022208612 A JP2022208612 A JP 2022208612A JP 2022208612 A JP2022208612 A JP 2022208612A JP 7291843 B1 JP7291843 B1 JP 7291843B1
- Authority
- JP
- Japan
- Prior art keywords
- mold
- molding
- molded product
- forming
- space
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 84
- 239000011347 resin Substances 0.000 title claims abstract description 84
- 238000002347 injection Methods 0.000 title claims abstract description 34
- 239000007924 injection Substances 0.000 title claims abstract description 34
- 238000000034 method Methods 0.000 title claims abstract description 29
- 238000004519 manufacturing process Methods 0.000 title claims description 25
- 238000000465 moulding Methods 0.000 claims abstract description 226
- 230000002093 peripheral effect Effects 0.000 claims abstract description 210
- 239000000463 material Substances 0.000 claims abstract description 30
- 238000001746 injection moulding Methods 0.000 claims description 11
- 230000008569 process Effects 0.000 abstract description 20
- 238000007789 sealing Methods 0.000 description 15
- 238000004891 communication Methods 0.000 description 11
- 230000007246 mechanism Effects 0.000 description 8
- 238000005498 polishing Methods 0.000 description 7
- 230000005540 biological transmission Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 240000006829 Ficus sundaica Species 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/44—Removing or ejecting moulded articles for undercut articles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/32—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings
- F16J15/3268—Mounting of sealing rings
- F16J15/3272—Mounting of sealing rings the rings having a break or opening, e.g. to enable mounting on a shaft otherwise than from a shaft end
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/32—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings
- F16J15/328—Manufacturing methods specially adapted for elastic sealings
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Sealing Devices (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
A-1:密封構造100
図1は、第1実施形態に係る密封構造100の構成を例示する断面図である。密封構造100は、例えば自動変速機(AT:Automatic Transmission)または無段変速機(CVT:Continuously Variable Transmission)等の変速機に採用される機構である。図1に例示される通り、密封構造100は、筐体11と軸部材12とシールリング20とを具備する。
図2は、シールリング20の平面図であり、図3は、図2におけるIII-III線の断面図である。図2に例示される通り、第1実施形態のシールリング20は、合口部21と胴体部22とを含む中実なシールリング部である。
射出成形型200の説明に先立ち、シールリング20の製造の過程において射出成形型200により成形される中間的な成形品(以下「中間成形品300」という)について説明する。図4は、中間成形品300の平面図であり、図5は、図4におけるV-V線の断面図である。射出成形型200は、中間成形品300を成形するための金型である。
図6は、射出成形型200の断面図である。なお、以下の説明においては、シールリング20の中心軸Cを射出成形型200の説明にも流用する。
内側金型50は、相互に別体で構成された第1金型70と第2金型80とを含む。第1金型70および第2金型80の各々は、円柱状または円板状の構造体である。第1金型70と第2金型80とは、相互に対向した状態で固定される。具体的には、第1金型70のうち第2金型80に対向する表面(以下「第1対向面71」という)と、第2金型80のうち第1金型70に対向する表面(以下「第2対向面81」という)とが相互に密着するように第1金型70と第2金型80とが配置される。
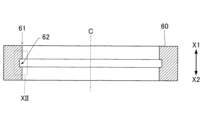
図11は、外側金型60の断面図である。図12は、図11における領域XIIの拡大図である。図11および図12に例示される通り、外側金型60の内周面61には、周方向に沿う成形溝62が形成される。成形溝62は、断面形状が矩形状である有底溝である。具体的には、成形溝62は、図12に例示される通り、第1側面631と第2側面632と外周成形面64とにより画定される。
図13は、シールリング20を製造する工程のフローチャートである。まず、準備工程P1において射出成形型200が用意される。射出成形型200は、前述の通り、内側金型50(第1金型70および第2金型80)と外側金型60とを含む。射出成形型200は、型固定状態に構成される。
本開示の第2実施形態を説明する。なお、以下に例示する各態様において機能が第1実施形態と同様である要素については、第1実施形態の説明と同様の符号を流用して各々の詳細な説明を適宜に省略する。
図19は、第3実施形態における射出成形型200の内部空間の説明図である。図19に例示される通り、第3実施形態の射出成形型200は、成形空間Sのほかに第1供給流路521と第2供給流路522と第1空間531とを含む。第1供給流路521および第2供給流路522は、成形工程P2において樹脂材料を成形空間Sに供給するための流路である。第1供給流路521は成形空間Sの端部e1の近傍に連通し、第2供給流路522は成形空間Sの端部e2の近傍に連通する。他方、第1空間531は、第1タブ41を形成するための空間であり、成形空間Sのうち周方向における端部e1と端部e2との中点に連通する。
以上に例示した各態様に付加される具体的な変形の態様を以下に例示する。以下の例示から任意に選択された2以上の態様を、相互に矛盾しない範囲で適宜に併合してもよい。
図21に例示される通り、態様1のシールリング20には、段差部23および段差部24が形成される。段差部23は、第1面F1の内周縁に沿って円弧状に形成された凹部である。段差部24は、第2面F2の内周縁に沿って円弧状に形成された凹部である。すなわち、態様1におけるシールリング20の断面形状はT字型である。
図22に例示される通り、態様2のシールリング20には、段差部25および段差部26が形成される。段差部25は、シールリング20においてX1方向を向く表面のうち外周縁に沿って円弧状に形成された凹部である。段差部25の底面が第1面F1である。段差部26は、シールリング20においてX2方向を向く表面のうち外周縁に沿って円弧状に形成された凹部である。段差部26の底面が第2面F2である。第1面F1に線状バリL1が形成され、第2面F2に線状バリL2が形成される。
以上に例示した形態から、例えば以下の構成が把握される。
Claims (9)
- 軸方向に沿って相互に反対側に位置する第1面および第2面と、前記第1面と前記第2面との間の内周面および外周面とを有し、第1端部と第2端部とを含む円弧状の樹脂成形品を製造する方法であって、
前記内周面を形成する内周成形面を有する内側金型と、前記外周面を形成する外周成形面を有する外側金型とを含む射出成形型であって、当該射出成形型のうち前記外周面との対向面には前記内側金型と前記外側金型との境界である分割線がない射出成形型の内部空間に樹脂材料を供給することで、前記樹脂成形品と当該樹脂成形品の前記内周面に接続された1以上の突起部とを含む中間成形品を形成する成形工程と、
前記内側金型を除去する型開工程と、
前記1以上の突起部を移動することで前記中間成形品を前記外側金型から離型する離型工程と
を含む樹脂成形品の製造方法。 - 前記1以上の突起部は、第1突起部と第2突起部とを含み、
前記離型工程においては、前記第1突起部と前記第2突起部とを相互に接近させることで前記樹脂成形品を前記外側金型から離型する
請求項1の樹脂成形品の製造方法。 - 前記内部空間は、
前記樹脂成形品を形成する円弧状の成形空間と、
前記成形空間に前記樹脂材料を供給するための供給流路と、
前記第1突起部を形成する第1空間と、
前記第2突起部を形成する第2空間とを含み、
前記供給流路は、周方向における前記成形空間の特定地点に連通し、
前記第1空間は、前記成形空間のうち前記特定地点と前記第1端部に対応する端部との間に連通し、
前記第2空間は、前記成形空間のうち前記特定地点と前記第2端部に対応する端部との間に連通する
請求項2の樹脂成形品の製造方法。 - 前記外側金型の内周面には、周方向に沿って成形溝が形成され、
前記成形溝は、前記外周成形面を底面として、前記第1面のうち第1外領域を形成する第1側面と、前記第2面のうち第2外領域を形成する第2側面とを有し、
前記内側金型は、前記第1面のうち前記第1外領域の内側の第1内領域を形成する第1成形面と、前記第2面のうち前記第2外領域の内側の第2内領域を形成する第2成形面とを含む
請求項1の樹脂成形品の製造方法。 - 前記第1側面と前記外周成形面との間の第1角部、および、前記第2側面と前記外周成形面との間の第2角部、の少なくとも一方はR形状である
請求項4の樹脂成形品の製造方法。 - 前記内側金型は、
前記第1成形面と前記内周成形面のうち第1内周面とを含む第1金型と、
前記第2成形面と前記内周成形面のうち第2内周面とを含む第2金型とを含み、
前記第1内周面と前記第2内周面との境界は、軸方向において前記第1面と前記第2面との間に位置する
請求項4または請求項5の樹脂成形品の製造方法。 - 前記第1金型のうち前記第2金型に対向する第1対向面に、前記1以上の突起部における一部を形成する第1成形孔が形成され、
前記第2金型のうち前記第1金型に対向する第2対向面に、前記1以上の突起部における他の一部を形成する第2成形孔が形成される
請求項6の樹脂成形品の製造方法。 - 軸方向に沿って相互に反対側に位置する第1面および第2面と、前記第1面と前記第2面との間の内周面および外周面とを有し、第1端部と第2端部とを含む円弧状の樹脂成形品の製造に利用される射出成形型であって、
前記内周面を形成する内周成形面を有する内側金型と、
前記外周面を形成する外周成形面を有する外側金型とを具備し、
当該射出成形型のうち前記外周面との対向面には、当該対向面の周縁を含む全域にわたり、前記内側金型と前記外側金型との境界である分割線がなく、
前記外側金型の内周面には、周方向に沿って成形溝が形成され、
前記成形溝は、前記外周成形面を底面として、前記第1面のうち第1外領域を形成する第1側面と、前記第2面のうち第2外領域を形成する第2側面とを有し、
前記内側金型は、前記第1面のうち前記第1外領域の内側の第1内領域を形成する第1成形面と、前記第2面のうち前記第2外領域の内側の第2内領域を形成する第2成形面とを含む
射出成形型。 - 軸方向に沿って相互に反対側に位置する第1面および第2面と、
前記第1面と前記第2面との間の内周面および外周面と、
第1端部および第2端部と
を含む円弧状の樹脂成形品であって、
前記第1面のうち、当該第1面の外周縁を含む第1外領域と、前記第1外領域の内側に位置し前記第1面の内周縁を含む第1内領域との間に、周方向に沿う線状の第1突起が形成され、
前記第2面のうち、当該第2面の外周縁を含む第2外領域と、前記第2外領域の内側に位置し前記第2面の内周縁を含む第2内領域との間に、周方向に沿う線状の第2突起が形成され、
前記外周面には、当該外周面の周縁を含む全域にわたり、射出成形型の分割線に対応する線状バリがない
樹脂成形品。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022208612A JP7291843B1 (ja) | 2022-12-26 | 2022-12-26 | 樹脂成形品の製造方法、射出成形型および樹脂成形品 |
| JP2023092599A JP2024092916A (ja) | 2022-12-26 | 2023-06-05 | 樹脂成形品の製造方法、射出成形型および樹脂成形品 |
| PCT/JP2023/045050 WO2024142998A1 (ja) | 2022-12-26 | 2023-12-15 | 樹脂成形品の製造方法、射出成形型および樹脂成形品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022208612A JP7291843B1 (ja) | 2022-12-26 | 2022-12-26 | 樹脂成形品の製造方法、射出成形型および樹脂成形品 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023092599A Division JP2024092916A (ja) | 2022-12-26 | 2023-06-05 | 樹脂成形品の製造方法、射出成形型および樹脂成形品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP7291843B1 true JP7291843B1 (ja) | 2023-06-15 |
| JP2024092574A JP2024092574A (ja) | 2024-07-08 |
Family
ID=86721477
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022208612A Active JP7291843B1 (ja) | 2022-12-26 | 2022-12-26 | 樹脂成形品の製造方法、射出成形型および樹脂成形品 |
| JP2023092599A Pending JP2024092916A (ja) | 2022-12-26 | 2023-06-05 | 樹脂成形品の製造方法、射出成形型および樹脂成形品 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023092599A Pending JP2024092916A (ja) | 2022-12-26 | 2023-06-05 | 樹脂成形品の製造方法、射出成形型および樹脂成形品 |
Country Status (2)
| Country | Link |
|---|---|
| JP (2) | JP7291843B1 (ja) |
| WO (1) | WO2024142998A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002089718A (ja) * | 1994-06-30 | 2002-03-27 | Ntn Corp | 合成樹脂製シールリング |
| JP2022000590A (ja) * | 2017-01-10 | 2022-01-04 | サン−ゴバン パフォーマンス プラスティクス エルプラスエス ゲーエムベーハー | 射出成形シールリングおよびそれらを製造する方法 |
| JP2022146093A (ja) * | 2021-03-22 | 2022-10-05 | Ntn株式会社 | シールリングの製造方法および成形金型 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5359381B2 (ja) * | 2009-03-04 | 2013-12-04 | Nok株式会社 | シールリングの癖付け方法、シールリングの癖付け装置及びシールリング |
| JP2017207079A (ja) * | 2016-05-16 | 2017-11-24 | 三菱電線工業株式会社 | シールリングの製造方法及び射出成形金型 |
-
2022
- 2022-12-26 JP JP2022208612A patent/JP7291843B1/ja active Active
-
2023
- 2023-06-05 JP JP2023092599A patent/JP2024092916A/ja active Pending
- 2023-12-15 WO PCT/JP2023/045050 patent/WO2024142998A1/ja unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002089718A (ja) * | 1994-06-30 | 2002-03-27 | Ntn Corp | 合成樹脂製シールリング |
| JP2022000590A (ja) * | 2017-01-10 | 2022-01-04 | サン−ゴバン パフォーマンス プラスティクス エルプラスエス ゲーエムベーハー | 射出成形シールリングおよびそれらを製造する方法 |
| JP2022146093A (ja) * | 2021-03-22 | 2022-10-05 | Ntn株式会社 | シールリングの製造方法および成形金型 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2024092916A (ja) | 2024-07-08 |
| WO2024142998A1 (ja) | 2024-07-04 |
| JP2024092574A (ja) | 2024-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7722051B2 (en) | Seal ring | |
| US9935531B2 (en) | Laminated rotor and manufacturing method for laminated rotor | |
| US20190024808A1 (en) | Valve part and method of manufacturing valve part | |
| JP7291843B1 (ja) | 樹脂成形品の製造方法、射出成形型および樹脂成形品 | |
| CN104220311B (zh) | 主缸 | |
| US10641396B2 (en) | Seal ring and sealing structure | |
| US20140217727A1 (en) | Connector member | |
| KR101301844B1 (ko) | 고무 호스 성형 금형 및 그것의 맨드릴 제조방법 | |
| JP4146943B2 (ja) | 射出成形されたプラスチックから成る多方向切換弁ケーシング | |
| JP2016161032A (ja) | 管路ブロック接続用コネクタ部材およびその製造方法 | |
| WO2008013281A1 (fr) | Bague d'étanchéité | |
| US20030098548A1 (en) | Lathe cut face seal and method for sealing irregularly shaped cavity | |
| EP2090417B1 (en) | Seal ring | |
| JP3500932B2 (ja) | カット部を有するシールリングの成形金型及び成形方法 | |
| WO2017204329A1 (ja) | ディスクブレーキおよびピストンブーツ | |
| US20190101140A1 (en) | Hydraulic control device for automatic transmission and method for manufacturing the same | |
| JP7208958B2 (ja) | エラストマー成形品の製造方法及びそれに用いる成形用型 | |
| JP7291442B1 (ja) | 樹脂成形部材およびその製造方法 | |
| JP5176735B2 (ja) | シールリングの製造方法 | |
| JP2702643B2 (ja) | シールリング及びその製造方法 | |
| WO2011040305A1 (ja) | 密封装置 | |
| KR101823307B1 (ko) | 유량 제어 밸브의 제조 방법 | |
| JP2587026Y2 (ja) | シールリング | |
| JP4662701B2 (ja) | 調圧弁及び調圧弁を製造する方法 | |
| JP6527046B2 (ja) | 管路ブロック接続用コネクタ部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230206 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20230206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230424 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230516 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230605 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7291843 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |