JP7256899B2 - モールドを挿入又は排出するためのコンベアデバイスを有する射出成形システム - Google Patents
モールドを挿入又は排出するためのコンベアデバイスを有する射出成形システム Download PDFInfo
- Publication number
- JP7256899B2 JP7256899B2 JP2021559621A JP2021559621A JP7256899B2 JP 7256899 B2 JP7256899 B2 JP 7256899B2 JP 2021559621 A JP2021559621 A JP 2021559621A JP 2021559621 A JP2021559621 A JP 2021559621A JP 7256899 B2 JP7256899 B2 JP 7256899B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- injection molding
- actuator
- axis direction
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/03—Injection moulding apparatus
- B29C45/04—Injection moulding apparatus using movable moulds or mould halves
- B29C45/0408—Injection moulding apparatus using movable moulds or mould halves involving at least a linear movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/03—Injection moulding apparatus
- B29C45/04—Injection moulding apparatus using movable moulds or mould halves
- B29C45/0433—Injection moulding apparatus using movable moulds or mould halves mounted on a conveyor belt or chain
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C31/00—Handling, e.g. feeding of the material to be shaped, storage of plastics material before moulding; Automation, i.e. automated handling lines in plastics processing plants, e.g. using manipulators or robots
- B29C31/006—Handling moulds, e.g. between a mould store and a moulding machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/03—Injection moulding apparatus
- B29C45/10—Injection moulding apparatus using moulds or injection units usable in different arrangements or combinations to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/1756—Handling of moulds or mould parts, e.g. mould exchanging means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/64—Mould opening, closing or clamping devices
- B29C45/641—Clamping devices using means for straddling or interconnecting the mould halves, e.g. jaws, straps, latches
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Robotics (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
本出願は、2019年4月11日に出願された米国特許出願第62/832,562号の優先権を主張する。
前記アクチュエータと前記モールドとを連結するように構成された連結ユニットと、を備え、前記連結ユニットに対する改良は、前記第1の位置および前記第2の位置に基づく第2の方向とは異なる第1の方向に沿った前記モールドの位置の変化に基づいて、所定の軸の周りを回転する回転ユニット、を含む。
パイプシャフト22a及びパイプシャフト22は、中空又は非中空とすることができる。
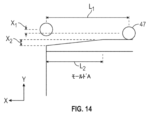
これは、アクチュエータ10とモールドAのZ軸方向に生じる位置ずれによる負荷を吸収することを可能にする。
図9Aー9Cは、2C-2Eにそれぞれ対応する(この構成により、フローティングジョイント300a並びに連結ブラケット44およびフローティングジョイント300bを、同じステップを介して容易に取り外すことができる)。
2つのホルダ25bは、プレート29上に固定されている。パイプシャフト22bの摺動性を向上させるため、ホルダ25bに蓋26bを設置して封止し、蓋26bの内面にグリース28bを塗布する。パイプシャフト22bはホルダ25bに固定されていないので、プレート29に固定された各部はパイプシャフト22bを軸として回転することができる。換言すれば、Z軸を回転中心として回転が発生する。
明細書を参照する際に、開示される実施例の完全な理解を提供するために、特定の詳細が示される。他の例示では、本開示を不必要に長くしないように、周知の方法、プロシージャ、構成要素、および回路は詳細には説明されていない。
Claims (20)
- 射出成形システムであって、
射出成形装置と、
第1の位置と、前記第1の位置とは異なる第2の位置との間でモールドを移動させるように構成されるアクチュエータと、
前記アクチュエータと前記モールドとを連結するように構成された連結ユニットと、
前記第2の位置にある前記モールドに対して型締プロセスを実行するために前記モールドに対して第1の方向に力を加えるように構成された型締機構と、を備え、
前記連結ユニットに対する改良は、
前記型締プロセスにより、前記アクチュエータが前記モールドを移動するために前記モールドに力を加える第2の方向とは異なる前記第1の方向に前記モールドの位置が変化する場合に、所定の軸を中心に回転する回転ユニットを含む、射出成形システム。 - 前記アクチュエータは、前記第1の位置と前記第2の位置との間で第1のモールドを移動させ、前記第2の位置と、前記第1の位置または前記第2の位置とは異なる第3の位置との間で第2のモールドを移動させるように構成され、前記連結ユニットは、前記アクチュエータと前記第1のモールドとを連結させる第1の連結ユニットと、前記アクチュエータと前記第2のモールドとを連結させる第2の連結ユニットとを含む、請求項1に記載の射出成形システム。
- 前記型締プロセスのあと、前記モールドに材料が射出される、請求項1に記載の射出成形システム。
- 前記連結ユニットは、前記モールドが前記第1の方向に移動するときに、前記第1の方向に摺動するように構成された摺動ユニットをさらに含む、請求項1に記載の射出成形システム。
- 前記第1の方向および前記第2の方向は略直交しており、前記所定の軸は、前記第1の方向および前記第2の方向の両方に対して略直交している、請求項1に記載の射出成形システム。
- 射出成形システムにおいてアクチュエータとモールドとを連結するように構成された連結ユニットであって、
前記射出成形システムは、射出成形機と、第1の位置と第2の位置との間で前記モールドを移動させる前記アクチュエータと、を含み、前記射出成形機は前記第2の位置において型締プロセスを実行するために前記モールドに対して第1の方向に力を加え、
前記連結ユニットは、
前記型締プロセスにより、前記アクチュエータが前記モールドを移動するために前記モールドに力を加える第2の方向とは異なる前記第1の方向に前記モールドの位置が変化する場合に、所定の軸を中心に回転するように構成される回転ユニットを含む、
連結ユニット。 - 前記連結ユニットは、前記モールドが前記第1の方向に移動するときに、前記第1の方向に摺動するように構成された摺動ユニットをさらに備える、請求項6に記載の連結ユニット。
- 前記第1の方向および前記第2の方向は略直交し、前記所定の軸は、前記第1の方向および前記第2の方向の両方に対して略直交する、請求項6に記載の連結ユニット。
- アクチュエータと、前記アクチュエータとモールドを連結し、回転ユニットを含む連結ユニットと、前記モールドに対して型締プロセスを実行するための型締機構と、を備える射出成形装置を用いた成形部品の製造方法であって、前記方法は、
前記アクチュエータによって、第1の位置から前記第1の位置と異なる第2の位置へと前記モールドを移動させることと、
前記第2の位置にある前記モールドに対して前記型締プロセスを実行するため前記モールドに対して第1の方向に力を加えることと、
前記モールドに対して前記型締プロセスを実行した後に射出処理を実行することと、を含み、
前記方法の改良は、
前記型締プロセスにより、前記アクチュエータが前記モールドを前記第1の位置から前記第2の位置へ移動するために前記モールドに力を加える第2の方向とは異なる前記第1の方向に前記モールドの位置が変化する場合に、前記回転ユニットが所定の軸を中心に回転することを含む、
製造方法。 - 前記モールドを移動させることは、前記第1の位置と前記第2の位置との間で第1のモールドを移動させることと、前記第2の位置と、前記第1の位置および前記第2の位置とは異なる第3の位置との間で第2のモールドを移動させることと、を含む、請求項9に記載の方法。
- 前記モールドの移動開始から前記モールド内に材料を注入する射出処理を開始するまでの間に実行される型締プロセス中に、前記モールドの位置が前記第1の方向に変化する、請求項9に記載の方法。
- 前記第1の位置は前記射出成形装置の外部の位置であり、前記第2の位置は前記射出成形装置の内部の位置である、請求項1~5のいずれか1項に記載の射出成形システム。
- 前記第1の位置は前記モールド内の材料を冷却するための位置であり、前記第2の位置は前記モールドに対する射出処理のための位置である、請求項1~5のいずれか1項に記載の射出成形システム。
- 射出成形システムであって、
射出成形装置と、
第1の位置と、前記第1の位置とは異なる第2の位置との間でモールドを移動させるよう構成されたアクチュエータと、
前記アクチュエータと前記モールドとを連結する連結ユニットと、
前記第2の位置にある前記モールドに対して型締プロセスを実行するために前記モールドに対して第1の方向に力を加えるように構成された型締機構と、を備え、
前記連結ユニットは、前記第2の位置において実行される型締プロセスにより、前記アクチュエータが前記モールドを移動するために前記モールドに力を加える第2の方向とは異なる前記第1の方向に前記モールドの位置が変化する場合に、前記第1の方向に摺動するように構成される、
射出成形システム。 - 前記連結ユニットは、前記型締プロセスにより前記モールドの位置が前記第1の方向に変化したことに基づいて所定の軸を中心に回転する回転ユニットを備える、請求項14に記載の射出成形システム。
- 前記第1の位置は前記射出成形装置の外部の位置であり、前記第2の位置は前記射出成形装置の内部の位置である、請求項14又は15に記載の射出成形システム。
- 前記第1の位置は前記モールド内の材料を冷却するための位置であり、前記第2の位置は前記モールドに対する射出処理のための位置である、請求項14又は15に記載の射出成形システム。
- 射出成形システムにおけるアクチュエータとモールドとを連結する連結ユニットであって、
前記射出成形システムは、射出成形装置と、第1の位置と第2の位置との間でモールドを移動させるよう構成されたアクチュエータと、前記モールドに対して型締プロセスを実行するために前記モールドに対して第1の方向に力を加えるように構成された型締機構と、を備え、
前記連結ユニットは、前記第2の位置において実行される型締プロセスにより、前記アクチュエータが前記モールドを移動するために前記モールドに力を加える第2の方向とは異なる前記第1の方向に前記モールドの位置が変化する場合に、前記第1の方向に摺動する摺動ユニットを備える、
連結ユニット。 - 前記型締プロセスにより前記モールドの位置が前記第1の方向に変化したことに基づいて、所定の軸を中心に回転する回転ユニットを備える、請求項18に記載の連結ユニット。
- 前記第1の位置は前記射出成形装置の外部の位置であり、前記第2の位置は前記射出成形装置の内部の位置である、請求項18又は19に記載の連結ユニット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023059003A JP7542104B2 (ja) | 2019-04-11 | 2023-03-31 | モールドを挿入又は排出するためのコンベアデバイスを有する射出成形システム |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201962832562P | 2019-04-11 | 2019-04-11 | |
| US62/832,562 | 2019-04-11 | ||
| PCT/US2020/027099 WO2020210253A1 (en) | 2019-04-11 | 2020-04-07 | Injection molding system with conveyor devices to insert or eject molds |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023059003A Division JP7542104B2 (ja) | 2019-04-11 | 2023-03-31 | モールドを挿入又は排出するためのコンベアデバイスを有する射出成形システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022527574A JP2022527574A (ja) | 2022-06-02 |
| JP7256899B2 true JP7256899B2 (ja) | 2023-04-12 |
Family
ID=72752001
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021559621A Active JP7256899B2 (ja) | 2019-04-11 | 2020-04-07 | モールドを挿入又は排出するためのコンベアデバイスを有する射出成形システム |
| JP2023059003A Active JP7542104B2 (ja) | 2019-04-11 | 2023-03-31 | モールドを挿入又は排出するためのコンベアデバイスを有する射出成形システム |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023059003A Active JP7542104B2 (ja) | 2019-04-11 | 2023-03-31 | モールドを挿入又は排出するためのコンベアデバイスを有する射出成形システム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220176601A1 (ja) |
| EP (1) | EP3953132A4 (ja) |
| JP (2) | JP7256899B2 (ja) |
| CN (1) | CN114423576B (ja) |
| WO (1) | WO2020210253A1 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010083085A (ja) | 2008-10-01 | 2010-04-15 | Nec Corp | 樹脂封止装置 |
| JP2014195960A (ja) | 2013-03-29 | 2014-10-16 | 住友重機械工業株式会社 | 射出成形機 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0092685B2 (de) * | 1982-04-26 | 1995-08-02 | Battenfeld GmbH | Schnellwechsel- und/oder Spannvorrichtung für die Formwerkzeuge von Spritzgiessmaschinen |
| JPS615622U (ja) | 1984-06-15 | 1986-01-14 | 東芝機械株式会社 | 射出成形機等の金型搬送装置 |
| JPS63242511A (ja) * | 1987-03-28 | 1988-10-07 | Suehiro Sangyo Kk | 射出成形機 |
| DD280066A1 (de) * | 1989-02-16 | 1990-06-27 | Schwerin Plastmaschinen | Kuppeleinrichtung fuer einen mitnehmerbolzen |
| US5033955A (en) * | 1990-10-10 | 1991-07-23 | Cincinnati Milacron Inc. | Article mold handling apparatus |
| JP3093820B2 (ja) * | 1991-04-26 | 2000-10-03 | オリンパス光学工業株式会社 | 厚肉品の射出成形金型および射出成形方法 |
| US5837301A (en) * | 1997-04-28 | 1998-11-17 | Husky Injection Molding Systems Ltd. | Injection molding machine having a high speed turret |
| US6113382A (en) * | 1998-03-16 | 2000-09-05 | Konal Engineering And Equipment Inc. | Press with swingable top press plate |
| DE10017315C2 (de) * | 2000-04-10 | 2002-06-20 | Bbg Braunsberger Gmbh & Co Kg | Vorrichtung zur bewegbaren Lagerung eines oberen Formwerkzeugs |
| US6613262B1 (en) * | 2000-10-31 | 2003-09-02 | Donald P. Arend | Molding system with movable mold modules |
| JP2002192563A (ja) * | 2000-12-27 | 2002-07-10 | Canon Inc | 金型交換方法および金型交換装置 |
| JP3562481B2 (ja) * | 2001-04-02 | 2004-09-08 | 株式会社村田製作所 | 射出成形方法および射出成形機 |
| WO2011161747A1 (ja) * | 2010-06-21 | 2011-12-29 | 豊田合成 株式会社 | 射出成形機 |
| DK2508321T3 (en) * | 2011-04-04 | 2014-03-10 | Siemens Ag | Mold part, mold unit and method of closing a mold unit |
| US9296168B2 (en) * | 2013-03-14 | 2016-03-29 | Nike, Inc. | Articulated mold assembly and method of use thereof |
| EP2786856B1 (de) * | 2013-04-04 | 2016-05-18 | Magna Steyr Fuel Systems GesmbH | Vorrichtung und verfahren zum herstellen von kunststoffbehältern |
| JP6121601B1 (ja) * | 2016-07-07 | 2017-04-26 | キヤノンベトナム カンパニー リミテッドCanon Vietnam Co., Ltd. | 製造方法および射出成形システム |
| JP6460508B1 (ja) | 2018-08-01 | 2019-01-30 | ニチエツ株式会社 | 金型交換装置 |
-
2020
- 2020-04-07 CN CN202080035951.6A patent/CN114423576B/zh active Active
- 2020-04-07 JP JP2021559621A patent/JP7256899B2/ja active Active
- 2020-04-07 WO PCT/US2020/027099 patent/WO2020210253A1/en unknown
- 2020-04-07 US US17/602,240 patent/US20220176601A1/en active Pending
- 2020-04-07 EP EP20788316.6A patent/EP3953132A4/en active Pending
-
2023
- 2023-03-31 JP JP2023059003A patent/JP7542104B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010083085A (ja) | 2008-10-01 | 2010-04-15 | Nec Corp | 樹脂封止装置 |
| JP2014195960A (ja) | 2013-03-29 | 2014-10-16 | 住友重機械工業株式会社 | 射出成形機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023093507A (ja) | 2023-07-04 |
| WO2020210253A1 (en) | 2020-10-15 |
| JP2022527574A (ja) | 2022-06-02 |
| US20220176601A1 (en) | 2022-06-09 |
| JP7542104B2 (ja) | 2024-08-29 |
| EP3953132A4 (en) | 2023-01-04 |
| CN114423576B (zh) | 2024-07-05 |
| CN114423576A (zh) | 2022-04-29 |
| EP3953132A1 (en) | 2022-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20130084156A1 (en) | Robot arm | |
| JP7534512B2 (ja) | 共にスライドする異なる構造体のための接続 | |
| US7469473B2 (en) | Assembly line vehicle body positioning | |
| KR101758288B1 (ko) | 캐리지 서포트 유닛 및 로봇 캐리지 | |
| US10189655B2 (en) | Transporting apparatus | |
| JP7256899B2 (ja) | モールドを挿入又は排出するためのコンベアデバイスを有する射出成形システム | |
| JP7436504B2 (ja) | モールドを挿入又は排出するためのコンベアデバイスを有する射出成形システム | |
| KR101118506B1 (ko) | 캐리지 서포트 롤러 유닛 및 이를 포함하는 로봇 이송용 캐리지 | |
| JP7528116B2 (ja) | リンクユニットをモールドに着脱可能に取り付けるための方法及びリンクユニット | |
| JP6391181B2 (ja) | プレス機械のワーク搬送装置 | |
| KR101720540B1 (ko) | 축부재의 백래시 방지장치 | |
| JP2017013201A (ja) | 位置決め装置および位置決め方法 | |
| JP6024072B2 (ja) | ワーク確認方法、回転チャック機構のワーク確認装置及びワーク熱処理装置 | |
| CN219620344U (zh) | 淬硬性材料搬运装置 | |
| CN108747173A (zh) | 加工生产线及加工机械手 | |
| EP4335582A1 (en) | Ball placement method for ball bearing, ball bearing manufacturing method and manufacturing device, and machine and vehicle manufacturing method | |
| KR20230034153A (ko) | 위치결정 장치, 리소그래피 장치, 및 물품 제조 방법 | |
| KR20080047197A (ko) | 표시 패널 제조 장치 | |
| KR20080001398U (ko) | 롤러텐션기구 및 이를 이용한 리드프레임 이송장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211006 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220927 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221003 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20221223 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230303 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230331 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7256899 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |