JP7247076B2 - 超音波探傷装置および超音波探傷方法 - Google Patents
超音波探傷装置および超音波探傷方法 Download PDFInfo
- Publication number
- JP7247076B2 JP7247076B2 JP2019210543A JP2019210543A JP7247076B2 JP 7247076 B2 JP7247076 B2 JP 7247076B2 JP 2019210543 A JP2019210543 A JP 2019210543A JP 2019210543 A JP2019210543 A JP 2019210543A JP 7247076 B2 JP7247076 B2 JP 7247076B2
- Authority
- JP
- Japan
- Prior art keywords
- probe
- flaw detection
- ultrasonic
- ultrasonic flaw
- weld
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





































Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E30/00—Energy generation of nuclear origin
- Y02E30/30—Nuclear fission reactors
Description
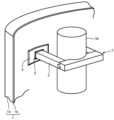
図1は、第1の実施形態に係る超音波探傷装置100の構成を示す縦断面図である。
図33は、第2の実施形態に係る超音波探傷装置の構成を示す縦断面図である。
以上、本発明の実施形態を説明したが、実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。
Claims (9)
- 容器の内部の検査対象の欠陥を探傷する超音波探傷装置であって、
前記容器の外側から探傷する外側探傷機構と、
前記容器の内側から探傷する内側探傷機構と、
を備え、
前記外側探傷機構は、
前記容器の外側に配される外側プローブと、
前記外側プローブを保持する外側プローブ保持駆動機構と、
前記外側プローブによる超音波の受発信を駆動し前記検査対象からの反射波に基づいて信号処理を行う外側超音波探傷器と、
を有し、
前記内側探傷機構は、
前記容器の内側に配される内側プローブと、
前記内側プローブを保持する内側プローブ保持駆動機構と、
前記内側プローブによる超音波の受発信を駆動し前記検査対象からの反射波に基づいて信号処理を行う内側超音波探傷器と、
を有し、
前記検査対象は、その内面に第1の溶接層が形成された原子炉圧力容器の内側において、前記第1の溶接層の上に形成された第2の溶接層の上に完全溶け込みの全周溶接による第3の溶接層で接合され長辺部と短辺部とを有する平板および前記第3の溶接層である、
ことを特徴とする超音波探傷装置。 - 前記外側プローブ保持駆動機構および前記内側プローブ保持駆動機構の少なくとも一方は、前記外側プローブまたは前記内側プローブが前記検査対象の短辺部の溶接線に対して直交方向の探傷条件を形成可能に構成されていることを特長とする請求項1に記載の超音波探傷装置。
- 前記外側プローブ保持駆動機構および前記内側プローブ保持駆動機構の少なくとも一方は、前記外側プローブまたは前記内側プローブが前記検査対象の長辺部の溶接線に対して直交方向の探傷条件を形成可能に構成されていることを特長とする請求項1または請求項2に記載の超音波探傷装置。
- 前記外側プローブと当該外側プローブからの超音波の入射面のなす外側設置角度、および前記内側プローブと当該内側プローブからの超音波の入射面のなす内側設置角度の少なくとも一方について、所定の誤差範囲に収まっているか否かを判定する設置角度判定部をさらに備えることを特長とする請求項1ないし請求項3のいずれか一項に記載の超音波探傷装置。
- 前記設置角度判定部を含み、前記設置角度判定部が、前記所定の誤差範囲に収まっていないと判断した場合に、所期の誤差範囲にプローブが設置されている場合と同様の超音波を入射可能な状態に移行させる設置角度補正機構を備えることを特長とする請求項4に記載の超音波探傷装置。
- 容器の内部の検査対象の欠陥を探傷する超音波探傷方法であって、
内側探傷機構を用いて前記容器の内側から探傷する内側探傷ステップと、
外側探傷機構を用いて前記容器の外側から探傷する外側探傷ステップと、
を有し、
前記外側探傷機構は、
前記容器の外側に配される外側プローブと、
前記外側プローブを保持する外側プローブ保持駆動機構と、
前記外側プローブによる超音波の受発信を駆動し前記検査対象からの反射波に基づいて信号処理を行う外側超音波探傷器と、
を有し、
前記内側探傷機構は、
前記容器の内側に配される内側プローブと、
前記内側プローブを保持する内側プローブ保持駆動機構と、
前記内側プローブによる超音波の受発信を駆動し前記検査対象からの反射波に基づいて信号処理を行う内側超音波探傷器と、
を有し、
前記検査対象は、その内面に第1の溶接層が形成された原子炉圧力容器の内側において、前記第1の溶接層の上に形成された第2の溶接層の上に完全溶け込みの全周溶接による第3の溶接層で接合され長辺部と短辺部とを有する平板および前記第3の溶接層である、
ことを特徴とする超音波探傷方法。 - 前記内側探傷ステップは、
前記内側プローブを前記検査対象としての平板の長手方向に沿って設置する内側プローブ第1設置ステップと、
前記内側プローブ第1設置ステップの後に前記内側プローブを用いて探傷する内側プローブ第1探傷ステップと、
前記内側プローブを前記平板の溶接長辺部に沿って設置する内側プローブ第2設置ステップと、
前記内側プローブ第2設置ステップの後に前記内側プローブを用いて探傷する内側プローブ第2探傷ステップと、
を有することを特徴とする請求項6に記載の超音波探傷方法。 - 前記外側探傷ステップは、
前記外側プローブを原子炉圧力容器の長手方向に沿って設置する外側プローブ設置ステップと、
前記外側プローブ設置ステップの後に前記外側プローブを用いて探傷する外側プローブ探傷ステップと、
を有することを特徴とする請求項6または請求項7に記載の超音波探傷方法。 - 前記内側探傷ステップおよび前記外側探傷ステップの後に、前記平板および平板溶接長辺部について、前記外側探傷機構による探傷結果と前記内側探傷機構による探傷結果の照合、確認を実施する照合、確認ステップをさらに有することを特徴とする請求項6ないし請求項8のいずれか一項に記載の超音波探傷方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019210543A JP7247076B2 (ja) | 2019-11-21 | 2019-11-21 | 超音波探傷装置および超音波探傷方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019210543A JP7247076B2 (ja) | 2019-11-21 | 2019-11-21 | 超音波探傷装置および超音波探傷方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021081360A JP2021081360A (ja) | 2021-05-27 |
| JP7247076B2 true JP7247076B2 (ja) | 2023-03-28 |
Family
ID=75964914
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019210543A Active JP7247076B2 (ja) | 2019-11-21 | 2019-11-21 | 超音波探傷装置および超音波探傷方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7247076B2 (ja) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008203203A (ja) | 2007-02-22 | 2008-09-04 | Toshiba Corp | ジェットポンプライザ管溶接部へのアクセス方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57120856A (en) * | 1981-01-19 | 1982-07-28 | Chugoku Electric Power Co Ltd:The | Ultrasonic inspecting device |
| JPH04184252A (ja) * | 1990-11-19 | 1992-07-01 | Mitsubishi Heavy Ind Ltd | 超音波探傷方法 |
| JPH04136565U (ja) * | 1991-06-06 | 1992-12-18 | 石川島播磨重工業株式会社 | 超音波探傷装置 |
| JPH0815236A (ja) * | 1994-06-28 | 1996-01-19 | Tokimec Inc | 超音波探傷装置 |
| JP3069005B2 (ja) * | 1994-07-18 | 2000-07-24 | 株式会社東芝 | 原子炉内超音波探傷装置 |
| JPH0862194A (ja) * | 1994-08-18 | 1996-03-08 | Daido Steel Co Ltd | 接合部の検査方法および装置 |
-
2019
- 2019-11-21 JP JP2019210543A patent/JP7247076B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008203203A (ja) | 2007-02-22 | 2008-09-04 | Toshiba Corp | ジェットポンプライザ管溶接部へのアクセス方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021081360A (ja) | 2021-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5155692B2 (ja) | 超音波検査装置 | |
| JP5111277B2 (ja) | 超音波探傷装置及び超音波探傷方法 | |
| CN112763574B (zh) | 一种用于铝合金薄板对焊接缝的相控阵超声检测方法 | |
| JP4837425B2 (ja) | スポット溶接部の検査方法及び装置 | |
| US20180056447A1 (en) | System for evaluating weld quality using eddy currents | |
| JP4838697B2 (ja) | 超音波探傷装置及び超音波探傷用ウェッジ | |
| JP5868198B2 (ja) | 溶接部の超音波探傷装置及び超音波探傷方法 | |
| JP2008051645A (ja) | 超音波探傷装置 | |
| JP2012247262A (ja) | 超音波探傷方法及び超音波探傷装置 | |
| JP5846367B2 (ja) | Tofd法を用いた溶接部の探傷方法および探傷装置 | |
| JP5574731B2 (ja) | 超音波探傷試験方法 | |
| JP5292012B2 (ja) | 超音波検査装置 | |
| JP7247076B2 (ja) | 超音波探傷装置および超音波探傷方法 | |
| JP4897420B2 (ja) | 超音波探傷装置 | |
| WO2015001625A1 (ja) | 超音波探傷装置、超音波探傷方法ならびにパネル構造体の溶接部検査方法 | |
| JP4148959B2 (ja) | 超音波探傷方法及びその装置 | |
| JP2010025676A (ja) | 超音波探傷方法及び装置 | |
| JP4357265B2 (ja) | 超音波探傷装置並びに超音波探傷方法 | |
| JP2011237234A (ja) | フェイズドアレイ超音波検査装置、フェイズドアレイ超音波検査装置を用いた検査方法およびコークドラム | |
| JP2008164396A (ja) | 欠陥検出方法及びこれに用いる欠陥検出装置 | |
| JP2017096770A (ja) | 超音波検査方法及び装置 | |
| JP6732485B2 (ja) | 溶接継手の超音波探傷方法及び超音波探傷装置 | |
| JP2008164397A (ja) | 欠陥検出方法及びこれに用いる欠陥検出装置 | |
| JP2006138672A (ja) | 超音波検査方法及び装置 | |
| JP4699242B2 (ja) | 超音波探触子のカップリングチェック方法、及びコンピュータプログラム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220221 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230202 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230214 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230315 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7247076 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |