JP7235656B2 - 透過型光学系の製造方法 - Google Patents
透過型光学系の製造方法 Download PDFInfo
- Publication number
- JP7235656B2 JP7235656B2 JP2019531259A JP2019531259A JP7235656B2 JP 7235656 B2 JP7235656 B2 JP 7235656B2 JP 2019531259 A JP2019531259 A JP 2019531259A JP 2019531259 A JP2019531259 A JP 2019531259A JP 7235656 B2 JP7235656 B2 JP 7235656B2
- Authority
- JP
- Japan
- Prior art keywords
- laser
- ablation
- blank
- pulse
- lens
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000003287 optical effect Effects 0.000 title claims description 31
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 238000002679 ablation Methods 0.000 claims description 96
- 239000000463 material Substances 0.000 claims description 69
- 238000000034 method Methods 0.000 claims description 66
- 238000012545 processing Methods 0.000 claims description 43
- 238000005498 polishing Methods 0.000 claims description 32
- 238000009826 distribution Methods 0.000 claims description 18
- 230000005855 radiation Effects 0.000 claims description 17
- 238000003754 machining Methods 0.000 claims description 14
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 claims description 11
- 238000001704 evaporation Methods 0.000 claims description 7
- 238000001746 injection moulding Methods 0.000 claims description 7
- 238000007517 polishing process Methods 0.000 claims description 6
- 239000007788 liquid Substances 0.000 claims description 5
- 239000000654 additive Substances 0.000 claims description 4
- 230000000996 additive effect Effects 0.000 claims description 4
- 239000000843 powder Substances 0.000 claims description 3
- 238000001125 extrusion Methods 0.000 claims description 2
- 229920003023 plastic Polymers 0.000 description 12
- 239000004033 plastic Substances 0.000 description 11
- 238000007373 indentation Methods 0.000 description 7
- 238000005259 measurement Methods 0.000 description 6
- 230000009471 action Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000012937 correction Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000008020 evaporation Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000012876 topography Methods 0.000 description 3
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 2
- WYTGDNHDOZPMIW-RCBQFDQVSA-N alstonine Natural products C1=CC2=C3C=CC=CC3=NC2=C2N1C[C@H]1[C@H](C)OC=C(C(=O)OC)[C@H]1C2 WYTGDNHDOZPMIW-RCBQFDQVSA-N 0.000 description 2
- 210000004087 cornea Anatomy 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 238000009499 grossing Methods 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 230000002123 temporal effect Effects 0.000 description 2
- 230000008016 vaporization Effects 0.000 description 2
- 238000010146 3D printing Methods 0.000 description 1
- 102000008186 Collagen Human genes 0.000 description 1
- 108010035532 Collagen Proteins 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000006117 anti-reflective coating Substances 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 229920001436 collagen Polymers 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000006735 deficit Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 239000000017 hydrogel Substances 0.000 description 1
- 239000007943 implant Substances 0.000 description 1
- 230000004941 influx Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000000608 laser ablation Methods 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 238000012014 optical coherence tomography Methods 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 230000010287 polarization Effects 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 210000001525 retina Anatomy 0.000 description 1
- 230000002207 retinal effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 230000003685 thermal hair damage Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- 239000012808 vapor phase Substances 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 230000008403 visual deficit Effects 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images



























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
- B23K26/0624—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses using ultrashort pulses, i.e. pulses of 1ns or less
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/14—Eye parts, e.g. lenses, corneal implants; Implanting instruments specially adapted therefor; Artificial eyes
- A61F2/16—Intraocular lenses
- A61F2/1613—Intraocular lenses having special lens configurations, e.g. multipart lenses; having particular optical properties, e.g. pseudo-accommodative lenses, lenses having aberration corrections, diffractive lenses, lenses for variably absorbing electromagnetic radiation, lenses having variable focus
- A61F2/1616—Pseudo-accommodative, e.g. multifocal or enabling monovision
- A61F2/1618—Multifocal lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/66—Treatment of workpieces or articles after build-up by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
- B23K26/034—Observing the temperature of the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
- B23K26/3568—Modifying rugosity
- B23K26/3576—Diminishing rugosity, e.g. grinding; Polishing; Smoothing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
- B23K26/402—Removing material taking account of the properties of the material involved involving non-metallic material, e.g. isolators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/0055—Shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00009—Production of simple or compound lenses
- B29D11/00432—Auxiliary operations, e.g. machines for filling the moulds
- B29D11/00451—Changing a shape by remelting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00932—Combined cutting and grinding thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00951—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/02—Artificial eyes from organic plastic material
- B29D11/023—Implants for natural eyes
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/04—Optical elements characterised by the material of which they are made; Optical coatings for optical elements made of organic materials, e.g. plastics
-
- G—PHYSICS
- G02—OPTICS
- G02C—SPECTACLES; SUNGLASSES OR GOGGLES INSOFAR AS THEY HAVE THE SAME FEATURES AS SPECTACLES; CONTACT LENSES
- G02C7/00—Optical parts
- G02C7/02—Lenses; Lens systems ; Methods of designing lenses
-
- G—PHYSICS
- G02—OPTICS
- G02C—SPECTACLES; SUNGLASSES OR GOGGLES INSOFAR AS THEY HAVE THE SAME FEATURES AS SPECTACLES; CONTACT LENSES
- G02C7/00—Optical parts
- G02C7/02—Lenses; Lens systems ; Methods of designing lenses
- G02C7/06—Lenses; Lens systems ; Methods of designing lenses bifocal; multifocal ; progressive
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2240/00—Manufacturing or designing of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2240/001—Designing or manufacturing processes
- A61F2240/002—Designing or making customized prostheses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/30—Organic material
- B23K2103/42—Plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76498—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2033/00—Use of polymers of unsaturated acids or derivatives thereof as moulding material
- B29K2033/04—Polymers of esters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2011/00—Optical elements, e.g. lenses, prisms
- B29L2011/0008—Artificial eyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2011/00—Optical elements, e.g. lenses, prisms
- B29L2011/0016—Lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/04—Optical elements characterised by the material of which they are made; Optical coatings for optical elements made of organic materials, e.g. plastics
- G02B1/041—Lenses
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Ophthalmology & Optometry (AREA)
- Plasma & Fusion (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- General Physics & Mathematics (AREA)
- General Health & Medical Sciences (AREA)
- Cardiology (AREA)
- Animal Behavior & Ethology (AREA)
- Transplantation (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Laser Beam Processing (AREA)
- Optical Communication System (AREA)
- Eyeglasses (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
Description
Claims (37)
- アクリレートから製造されるブランク(2)から透過型光学系である眼内レンズ(1)を製造する方法であって、材料アブレーション(4)を、アブレーションレーザ(3)により前記ブランク(2)上に実現し、前記アブレーションレーザ(3)によって処理された前記ブランク(2)が研磨加工レーザ(20)によってさらに加工処理される方法において、
前記研磨加工レーザ(20)の波長は1~12μmであり、
前記材料アブレーション(4)は、前記ブランク(2)に照射される領域で前記ブランク(2)を蒸発させることにより行われ、
前記アブレーションレーザ(3)のパルスエネルギーが1パルスあたり0.1μJ~10μJ、パルス幅は1ns未満、波長は193~370nm、焦点径は5~50μmの間で、1パルス当たり0.01~10μmの材料アブレーションが行われ、
前記ブランク(2)の表面の初期形状および目標形状を比較し、アブレーション深さを決定し、単位表面積当りのレーザパルスの回数を決定することを特徴とする方法。 - 前記ブランク(2)は、射出成形または押出成形を用いて製造されることを特徴とする、請求項1に記載の方法。
- 前記ブランクは、付加的製造により粉末形態、液体、または気体材料から製造されることを特徴とする、請求項1または2に記載の方法。
- 密度勾配を有するブランクを使用することを特徴とする、請求項1~3のいずれか一項に記載の方法。
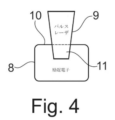
- 円形の横断面を備えたブランク(40)を使用し、前記ブランク(40)は端部(42)の方の光学密度とは異なる中心部(41)の方の光学密度を有することを特徴とする、請求項1~4のいずれか一項に記載の方法。
- パルスエネルギーは、アブレーションおよび/または研磨の間に変化することを特徴とする、請求項1~5のいずれか一項に記載の方法。
- 各レーザパルスの後、加工処理された表面領域における前記眼内レンズ(1)の形状(6)を測定することを特徴とする、請求項1~6のいずれか一項に記載の方法。
- 加工処理の間、加工処理温度は、パイロメータ(7)によって監視および/または制御されることを特徴とする、請求項1~7のいずれか一項に記載の方法。
- パルスのパルスエネルギー分布は、局所的に非対称であることを特徴とする、請求項1~8のいずれか一項に記載の方法。
- 円形または楕円形表面上のパルス(70)のパルスエネルギー分布は、半径方向に少なくとも1つの最大値(71)を有することを特徴とする、請求項1~9のいずれか一項に記載の方法。
- 加工処理の間、パルスエネルギー分布は、照射方向に対して横方向に変化することを特徴とする、請求項1~10のいずれか一項に記載の方法。
- 湾曲した光学系の前記加工処理の間、レーザビーム(82)の配置は、前記レーザビーム(82)および前記光学系の交点(84)の位置に、接線(83)に対して基本的には直角に維持されることを特徴とする、請求項1~11のいずれか一項に記載の方法。
- 加工処理の間、前記ブランクは移動することを特徴とする、請求項1~12のいずれか一項に記載の方法。
- 前記ブランクは片面に対称的に形成され、別面には非対称に、または自由な形状の方法で加工処理されることを特徴とする、請求項1~13のいずれか一項に記載の方法。
- 患者の目を最初に測定して、それによってデータセットが生じ、その後、前記アブレーションレーザおよび/または前記研磨加工レーザは、このデータセットのデータに基づいて制御されることを特徴とする、請求項1~14のいずれか一項に記載の方法。
- 前記光学系の表面の光学密度は、変更した屈折率が反射を防止するように、アブレーションおよび/または研磨加工によってシステマティックに変更されることを特徴とする、請求項1~15のいずれか一項に記載の方法。
- レーザ放射線によって前記ブランクの材料は、フィニッシュトレンズが光学密度勾配を有するように変更されることを特徴とする、請求項1~16のいずれか一項に記載の方法。
- 前記アブレーションレーザは、パルス当たり0.02μm~0.5μmの材料アブレーションをもたらすように作動させることを特徴とする、請求項1~17のいずれか一項に記載の方法。
- 前記アブレーションレーザの焦点径は、20μmに見いだされることを特徴とする、請求項1~18のいずれか一項に記載の方法。
- 前記アブレーションレーザの走査速度は、500~5,000mm/sの間に見いだされることを特徴とする、請求項1~19のいずれか一項に記載の方法。
- 前記アブレーションレーザの前記パルスエネルギーは、1μJに見いだされることを特徴とする、請求項1~20のいずれか一項に記載の方法。
- 前記アブレーションレーザの繰り返し周波数は、5kHz~5,000kHzの間に見いだされることを特徴とする、請求項1~21のいずれか一項に記載の方法。
- 前記アブレーションレーザのレーザビームによって、まず材料は、少なくとも前記
材料の50%が除去され、続いて、目標形状により近い領域で除去された材料のみになるまで、前記目標形状から距離をとって除去されることを特徴とする、請求項1~22のいずれか一項に記載の方法。 - 1つのアブレーション層内で表面上の個々のレーザパルスによって作られる前記アブレーションのくぼみ間の距離は、一定ではないことを特徴とする、請求項1~23のいずれか一項に記載の方法。
- 前記研磨加工レーザは、1μs以上のパルス幅によってパルス化または調整されることを特徴とする、請求項1~24のいずれか一項に記載の方法。
- 前記研磨加工レーザは、連続的に作動させることを特徴とする、請求項1~25のいずれか一項に記載の方法。
- 前記研磨加工レーザは、0.1mm~8mmの間の前記ブランク(2)におけるビーム直径を有することを特徴とする、請求項1~26のいずれか一項に記載の方法。
- 前記研磨加工レーザは、研磨される前記表面のビーム直径以上の前記ブランク(2)におけるビーム直径を有することを特徴とする、請求項1~27のいずれか一項に記載の方法。
- 前記研磨加工レーザは、1~100mm/sの送り動作速度で移動することを特徴とする、請求項1~28のいずれか一項に記載の方法。
- 前記研磨加工レーザは、500mm/s~20,000mm/sの走査速度で、走査動作による疑似ラインに形成されることを特徴とする、請求項1~29のいずれか一項に記載の方法。
- 前記研磨加工レーザは、1~500Wの平均レーザ出力で作動させることを特徴とする、請求項1~30のいずれか一項に記載の方法。
- 前記研磨加工レーザによるパスは、30回未満、実行されることを特徴とする、請求項1~31のいずれか一項に記載の方法。
- 前記研磨加工レーザは、少なくとも研磨される表面を十分にカバーする程度に長いライン長で作動させることを特徴とする、請求項1~32のいずれか一項に記載の方法。
- アクリレートから製造されるブランク(2)から透過型光学系である眼内レンズ(1)を製造する方法であって、材料アブレーション(4)を、アブレーションレーザ(3)により前記ブランク(2)上に実現し、前記アブレーションレーザ(3)によって処理された前記ブランク(2)が研磨加工レーザ(20)によってさらに加工処理される方法において、
前記研磨加工レーザ(20)の波長は1~12μmであり、
前記材料アブレーション(4)は、前記ブランク(2)に照射される領域で前記ブランク(2)を蒸発させることにより行われ、
前記アブレーションレーザ(3)のパルスエネルギーが1パルスあたり0.1μJ~10μJ、パルス幅は1ns未満、波長は193~370nm、焦点径は5~50μmの間で、1パルス当たり0.01~10μmの材料アブレーションが行われ、
前記ブランク(2)の表面の初期形状および目標形状を比較し、アブレーション深さを決定し、単位表面積当りのレーザパルスの回数を決定することを特徴とする方法、であって
前記眼内レンズ(1)は、ある領域において、前記眼内レンズ(1)の別の領域よりも少なくとも1%低い密度を有することを特徴とする、眼内レンズを製造する方法。 - 前記眼内レンズ(1)は表面領域およびコア領域を有し、前記表面領域の前記密度は前記コア領域の前記密度よりも高いことを特徴とする、請求項34に記載の眼内レンズを製造する方法。
- 前記眼内レンズ(1)は、円形の横断面および半径方向の密度勾配を有することを特徴とする、請求項34または35に記載の眼内レンズを製造する方法。
- 前記眼内レンズ(1)は、入射光の5%未満を反射することを特徴とする、請求項34~36のいずれか一項に記載の眼内レンズを製造する方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016014747.4 | 2016-12-13 | ||
| DE102016014747 | 2016-12-13 | ||
| DE102017002986.5A DE102017002986B4 (de) | 2016-12-13 | 2017-03-28 | Verfahren zur Herstellung einer transmitiven Optik und Intraokularlinse |
| DE102017002986.5 | 2017-03-28 | ||
| PCT/DE2017/000337 WO2018108192A1 (de) | 2016-12-13 | 2017-10-12 | Verfahren zur herstellung einer transmitiven optik |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020503542A JP2020503542A (ja) | 2020-01-30 |
| JP7235656B2 true JP7235656B2 (ja) | 2023-03-08 |
Family
ID=62201812
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019531259A Active JP7235656B2 (ja) | 2016-12-13 | 2017-10-12 | 透過型光学系の製造方法 |
Country Status (16)
| Country | Link |
|---|---|
| US (1) | US11786994B2 (ja) |
| EP (1) | EP3554756B1 (ja) |
| JP (1) | JP7235656B2 (ja) |
| KR (1) | KR102446155B1 (ja) |
| CN (1) | CN110461531B (ja) |
| AU (1) | AU2017376731B2 (ja) |
| BR (1) | BR112019011695B1 (ja) |
| CA (1) | CA3047008A1 (ja) |
| DE (1) | DE102017002986B4 (ja) |
| ES (1) | ES2966971T3 (ja) |
| IL (1) | IL267091B1 (ja) |
| MX (1) | MX2019006839A (ja) |
| PL (1) | PL3554756T3 (ja) |
| RU (1) | RU2746925C2 (ja) |
| SG (1) | SG10202105869VA (ja) |
| WO (1) | WO2018108192A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018160169A1 (en) * | 2017-02-28 | 2018-09-07 | Hewlett-Packard Development Company, L.P. | Radiation amount determination for an intended surface property level |
| DE102019207421B4 (de) * | 2019-05-21 | 2023-05-17 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zum Glätten einer Oberfläche eines Bauteils durch Bearbeitung mit energetischer Strahlung |
| DE102019211001A1 (de) | 2019-07-24 | 2021-01-28 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zur digitalen Erzeugung eines optischen Elements mit integrierten Funktionalitäten und derart hergestelltes optisches Element |
| CN111123567B (zh) * | 2020-01-16 | 2020-09-15 | 深圳市乐华数码科技有限公司 | 一种显示器屏幕曲面镀膜工艺及应用该工艺制成的显示器 |
| DE102020214038A1 (de) | 2020-11-09 | 2022-05-12 | Zf Friedrichshafen Ag | Verfahren zur Behandlung eines lichtdurchlässigen Frontelements eines optischen Sensors für ein Fahrzeug |
| EP3995283B1 (en) * | 2020-11-10 | 2023-10-11 | Gerresheimer Regensburg GmbH | Laser cutting of microinjection moulded parts |
| KR102452559B1 (ko) * | 2021-04-23 | 2022-10-14 | 주식회사 이엠엘 | 3d 프린팅을 이용한 다이아몬드 적층 방법 |
| DE102021204662A1 (de) | 2021-05-07 | 2022-11-10 | Carl Zeiss Meditec Ag | Künstliche Augenlinse und Verfahren zu deren Herstellung |
| DE102022000647A1 (de) | 2021-11-25 | 2023-05-25 | AIXLens GmbH | Kunststoff sowie Verfahren zum Bearbeiten eines Kuststoffs |
| AU2022395961A1 (en) | 2021-11-25 | 2024-05-30 | AIXLens GmbH | Plastic material, and method for processing a plastic material |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007527731A (ja) | 2003-06-02 | 2007-10-04 | カール ツァイス メディテック エージー | 材料の精密加工のための方法と装置 |
| WO2010007646A1 (ja) | 2008-07-15 | 2010-01-21 | 株式会社メニコン | 眼内レンズおよびその製造方法 |
| WO2012119761A1 (de) | 2011-03-10 | 2012-09-13 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e. V. | Verfahren zur fertigung optischer elemente durch bearbeitung mit energetischer strahlung |
| JP2015141937A (ja) | 2014-01-27 | 2015-08-03 | 株式会社ディスコ | 光デバイス及び光デバイスの加工方法 |
| WO2015165435A1 (de) | 2014-04-29 | 2015-11-05 | Clasen Uwe M | Verfahren zur herstellung einer optischen linse und eine nach diesem verfahren hergestellte linse |
| WO2016083129A1 (en) | 2014-11-27 | 2016-06-02 | SAFILO SOCIETÀ AZIONARIA FABBRICA ITALIANA LAVORAZIONE OCCHIALI S.p.A. | Method of manufacturing a lens for spectacles, lens so produced and spectacles including this lens |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE157301T1 (de) * | 1988-11-02 | 1997-09-15 | British Tech Group | Giessen und verpacken von kontaktlinsen |
| SU1760486A1 (ru) * | 1990-08-22 | 1992-09-07 | Научно-исследовательский центр по технологическим лазерам АН СССР | Способ изготовлени оптических элементов из щелочно-галоидных материалов |
| USRE36872E (en) * | 1992-01-15 | 2000-09-12 | Laser Industries Ltd. | System for causing ablation of irradiated material of living tissue while not causing damage below a predetermined depth |
| DE29505985U1 (de) | 1995-04-06 | 1995-07-20 | Bestenlehrer Alexander | Vorrichtung zum Bearbeiten, insbesondere zum Polieren und Strukturieren von beliebigen 3D-Formflächen mittels eines Laserstrahls |
| ES2178159T3 (es) | 1997-01-21 | 2002-12-16 | Technomed Ges Fur Med Und Med | Procedimiento para el calculo de una forma teorica de al menos una superficie de una parte artificial o natural de un ojo cortada por un hazde rayos a traves de la pupila de un ojo, y dispositivo para la fabricacion de un cristalino artificial. |
| JP2003506731A (ja) * | 1999-07-29 | 2003-02-18 | コーニング インコーポレイテッド | フェムト秒パルスレーザを用いるシリカベースガラスへの光デバイスの直接書込 |
| DE10006896A1 (de) * | 2000-02-16 | 2001-08-30 | Wavelight Laser Technologie Ag | Verfahren zum Herstellen einer künstlichen okularen Linse |
| JP2002131503A (ja) * | 2000-10-19 | 2002-05-09 | Seiko Epson Corp | 光学レンズの平滑処理方法およびこれを用いた光学レンズの製造方法、光学レンズの平滑処理装置 |
| US7014317B2 (en) * | 2001-11-02 | 2006-03-21 | Essilor International (Compagnie Generale D'optique) | Method for manufacturing multifocal lenses |
| DE10202036A1 (de) * | 2002-01-18 | 2003-07-31 | Zeiss Carl Meditec Ag | Femtosekunden Lasersystem zur präzisen Bearbeitung von Material und Gewebe |
| DE10228743B4 (de) * | 2002-06-27 | 2005-05-04 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zum Glätten und Polieren von Oberflächen durch Bearbeitung mit Laserstrahlung |
| US20050155956A1 (en) * | 2002-08-30 | 2005-07-21 | Sumitomo Heavy Industries, Ltd. | Laser processing method and processing device |
| DE10316576B3 (de) * | 2003-04-10 | 2004-11-18 | Technovision GmbH Gesellschaft für die Entwicklung medizinischer Technologie | Verfahren und Vorrichtung zum Herstellen weicher Kontaktlinsen |
| DE10241211B4 (de) | 2002-09-05 | 2004-09-16 | Technovision GmbH Gesellschaft für die Entwicklung medizinischer Technologie | Vorrichtung und Verfahren zum Herstellen kundenspezifischer weicher Kontaktlinsen |
| US20060192310A1 (en) * | 2005-02-23 | 2006-08-31 | Lindacher Joseph M | Method of manufacturing ophthalmic lenses using modulated energy |
| US7642205B2 (en) * | 2005-04-08 | 2010-01-05 | Mattson Technology, Inc. | Rapid thermal processing using energy transfer layers |
| US7169017B1 (en) * | 2005-08-10 | 2007-01-30 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Polishing pad having a window with reduced surface roughness |
| FI20060177L (fi) * | 2006-02-23 | 2007-08-24 | Picodeon Ltd Oy | Menetelmä tuottaa hyvälaatuisia pintoja ja hyvälaatuisen pinnan omaava tuote |
| DE102006051550B4 (de) * | 2006-10-30 | 2012-02-02 | Fhr Anlagenbau Gmbh | Verfahren und Vorrichtung zum Strukturieren von Bauteilen unter Verwendung eines Werkstoffs auf der Basis von Siliziumoxid |
| US8663772B2 (en) * | 2007-03-19 | 2014-03-04 | Ricoh Company, Ltd. | Minute structure and information recording medium |
| DE102007058105A1 (de) * | 2007-12-03 | 2009-06-10 | Carl Zeiss Smt Ag | Vorrichtung und Verfahren zur Bearbeitung von optischen Elementen mittels Laserablation |
| US7901075B2 (en) * | 2007-12-27 | 2011-03-08 | Johnson & Johnson Vision Care, Inc. | Laser enhanced lens |
| DE102008038395B3 (de) * | 2008-08-19 | 2009-11-05 | Surcoatec International Ag | Verfahren zum Glätten der Oberfläche eines Substrates unter Verwendung eines Lasers |
| US8974055B2 (en) * | 2013-03-15 | 2015-03-10 | Johnson & Johnson Vision Care, Inc. | Method and apparatus for encapsulating a rigid insert in a contact lens for correcting vision in astigmatic patients |
| CN105453232B (zh) * | 2013-08-10 | 2019-04-05 | 应用材料公司 | 具有促进受控的调节的材料组成的cmp垫 |
| US20150167926A1 (en) | 2013-12-16 | 2015-06-18 | Vode Lighting Llc | Lighting optics for luminaires |
| DE102014012046A1 (de) * | 2014-04-29 | 2015-10-29 | Uwe Clasen | Verfahren zur Herstellung einer optischen Linse und eine nach diesem Verfahren hergestellte Linse |
| CN106794553B (zh) * | 2014-10-03 | 2020-01-07 | 金泰克斯公司 | 第二表面激光烧蚀 |
| RU2591034C1 (ru) * | 2015-04-07 | 2016-07-10 | Акционерное общество "Швабе - Приборы" | Способ изготовления многофункциональных прецизионных оптических прицельных сеток методом лазерной абляции с запуском |
| US10688597B2 (en) * | 2016-12-15 | 2020-06-23 | Tectus Corporation | Polishing optical elements with a femtosecond laser beam |
-
2017
- 2017-03-28 DE DE102017002986.5A patent/DE102017002986B4/de active Active
- 2017-10-12 MX MX2019006839A patent/MX2019006839A/es unknown
- 2017-10-12 PL PL17801008.8T patent/PL3554756T3/pl unknown
- 2017-10-12 ES ES17801008T patent/ES2966971T3/es active Active
- 2017-10-12 RU RU2019121901A patent/RU2746925C2/ru active
- 2017-10-12 KR KR1020197019364A patent/KR102446155B1/ko active IP Right Grant
- 2017-10-12 CN CN201780086396.8A patent/CN110461531B/zh active Active
- 2017-10-12 EP EP17801008.8A patent/EP3554756B1/de active Active
- 2017-10-12 WO PCT/DE2017/000337 patent/WO2018108192A1/de unknown
- 2017-10-12 CA CA3047008A patent/CA3047008A1/en active Pending
- 2017-10-12 US US16/468,397 patent/US11786994B2/en active Active
- 2017-10-12 SG SG10202105869VA patent/SG10202105869VA/en unknown
- 2017-10-12 BR BR112019011695-8A patent/BR112019011695B1/pt active IP Right Grant
- 2017-10-12 JP JP2019531259A patent/JP7235656B2/ja active Active
- 2017-10-12 IL IL267091A patent/IL267091B1/en unknown
- 2017-10-12 AU AU2017376731A patent/AU2017376731B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007527731A (ja) | 2003-06-02 | 2007-10-04 | カール ツァイス メディテック エージー | 材料の精密加工のための方法と装置 |
| WO2010007646A1 (ja) | 2008-07-15 | 2010-01-21 | 株式会社メニコン | 眼内レンズおよびその製造方法 |
| WO2012119761A1 (de) | 2011-03-10 | 2012-09-13 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e. V. | Verfahren zur fertigung optischer elemente durch bearbeitung mit energetischer strahlung |
| JP2015141937A (ja) | 2014-01-27 | 2015-08-03 | 株式会社ディスコ | 光デバイス及び光デバイスの加工方法 |
| WO2015165435A1 (de) | 2014-04-29 | 2015-11-05 | Clasen Uwe M | Verfahren zur herstellung einer optischen linse und eine nach diesem verfahren hergestellte linse |
| WO2016083129A1 (en) | 2014-11-27 | 2016-06-02 | SAFILO SOCIETÀ AZIONARIA FABBRICA ITALIANA LAVORAZIONE OCCHIALI S.p.A. | Method of manufacturing a lens for spectacles, lens so produced and spectacles including this lens |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2746925C2 (ru) | 2021-04-22 |
| EP3554756A1 (de) | 2019-10-23 |
| RU2019121901A (ru) | 2021-01-15 |
| DE102017002986B4 (de) | 2019-08-29 |
| JP2020503542A (ja) | 2020-01-30 |
| CN110461531A (zh) | 2019-11-15 |
| PL3554756T3 (pl) | 2024-03-18 |
| IL267091B1 (en) | 2024-05-01 |
| KR102446155B1 (ko) | 2022-09-22 |
| WO2018108192A1 (de) | 2018-06-21 |
| IL267091A (en) | 2019-08-29 |
| AU2017376731B2 (en) | 2023-07-20 |
| BR112019011695B1 (pt) | 2022-09-06 |
| KR20190094392A (ko) | 2019-08-13 |
| MX2019006839A (es) | 2019-08-26 |
| US11786994B2 (en) | 2023-10-17 |
| EP3554756B1 (de) | 2023-09-27 |
| AU2017376731A1 (en) | 2019-06-27 |
| US20210260842A1 (en) | 2021-08-26 |
| EP3554756C0 (de) | 2023-09-27 |
| CA3047008A1 (en) | 2018-06-21 |
| DE102017002986A1 (de) | 2018-06-14 |
| CN110461531B (zh) | 2022-04-12 |
| ES2966971T3 (es) | 2024-04-25 |
| RU2019121901A3 (ja) | 2021-01-15 |
| BR112019011695A2 (pt) | 2019-10-22 |
| SG10202105869VA (en) | 2021-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7235656B2 (ja) | 透過型光学系の製造方法 | |
| JP7167051B2 (ja) | 透過または反射光学系の製造方法およびレンズ | |
| US6331177B1 (en) | Multiple beam laser sculpting system and method | |
| US6638271B2 (en) | Multiple beam laser sculpting system and method | |
| US5053171A (en) | Manufacture of ophthalmic lenses by excimer laser | |
| CA1302512C (en) | Manufacture of ophthalmic lenses by excimer laser | |
| CA2368228C (en) | Method and system for ablating surfaces with partially overlapping craters having consistent curvature | |
| US10688597B2 (en) | Polishing optical elements with a femtosecond laser beam | |
| Heidrich et al. | Development of a laser based process chain for manufacturing freeform optics | |
| US5091626A (en) | Method for the ablative reshaping of material surfaces | |
| US5061840A (en) | Manufacture of ophthalmic lenses by excimer laser | |
| US5179262A (en) | Manufacture of ophthalmic lenses by excimer laser | |
| KR20150016531A (ko) | 굴절 수정을 위한 마킹 렌즈 | |
| CN110831747B (zh) | 具有激光产生的双折射结构的人造眼睛晶状体以及生产人造眼睛晶状体的方法 | |
| EP0654984B1 (en) | Astigmatic laser ablation of surfaces | |
| CN112386398A (zh) | 控制眼外科手术激光器的方法及治疗装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200908 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210831 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210907 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20211206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220204 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221107 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20221107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20221107 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20221129 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20221202 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230131 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230224 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7235656 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |