JP7215399B2 - 成型体及びその製造方法 - Google Patents
成型体及びその製造方法 Download PDFInfo
- Publication number
- JP7215399B2 JP7215399B2 JP2019208127A JP2019208127A JP7215399B2 JP 7215399 B2 JP7215399 B2 JP 7215399B2 JP 2019208127 A JP2019208127 A JP 2019208127A JP 2019208127 A JP2019208127 A JP 2019208127A JP 7215399 B2 JP7215399 B2 JP 7215399B2
- Authority
- JP
- Japan
- Prior art keywords
- molded body
- light
- gate
- resin
- cover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 27
- 239000011347 resin Substances 0.000 claims description 79
- 229920005989 resin Polymers 0.000 claims description 79
- 230000003287 optical effect Effects 0.000 claims description 28
- 238000000465 moulding Methods 0.000 claims description 23
- 238000000034 method Methods 0.000 claims description 12
- 238000002834 transmittance Methods 0.000 claims description 7
- 238000001746 injection moulding Methods 0.000 description 13
- 230000000694 effects Effects 0.000 description 12
- 230000002093 peripheral effect Effects 0.000 description 12
- 238000010586 diagram Methods 0.000 description 9
- 230000006866 deterioration Effects 0.000 description 8
- 238000001514 detection method Methods 0.000 description 4
- 238000009499 grossing Methods 0.000 description 4
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 230000001902 propagating effect Effects 0.000 description 4
- 241000209094 Oryza Species 0.000 description 3
- 235000007164 Oryza sativa Nutrition 0.000 description 3
- 235000009566 rice Nutrition 0.000 description 3
- 231100000241 scar Toxicity 0.000 description 3
- 208000032544 Cicatrix Diseases 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000037387 scars Effects 0.000 description 2
- 239000003566 sealing material Substances 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1615—The materials being injected at different moulding stations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/2701—Details not specific to hot or cold runner channels
- B29C45/2708—Gates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
- B29C2045/0027—Gate or gate mark locations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0026—Transparent
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
[1.第1実施形態]
[1-1.構成]
図1に示すように、実施形態に係るレーダ装置1は、本体部2とカバー部3とを備える。本体部2は,光透過性を有さない樹脂によって直方体状に構成されている。より詳細には、図2に示すように、本体部2は、断面長方形の筒状のカバー保持部材21と、カバー保持部材21の中空部に嵌合する四角柱状の検出部保持部材22とを備える。検出部保持部材22における1つの端面(すなわち、カバー保持部材21の内周面に対向しない面)22Aには、検出部としての発光部4と受光部5とが実装されている。発光部4は、例えばレーザダイオード等の半導体素子によって構成されてもよいが、何らかの光を発するその他の構成が採用されてもよい。また、受光部5は、例えばフォトダイオード等の半導体素子によって構成されてもよいが、前記光を検出するその他の構成が採用されてもよい。
以下、レーダ装置1の製造方法を、カバー保持部材21及びカバー部3の射出成型方法を中心に説明する。先ず、遮光部材9が、カバー部3における他の部分及びカバー保持部材21とは独立して製造される。遮光部材9は、光透過性を有さない樹脂を射出成型することによって製造されてもよく、当該樹脂を射出成型以外の方法で成形することにより製造されてもよく、木材又はセラミックス等の他の材料によって製造されてもよい。
以上詳述した第1実施形態によれば、以下の効果を奏する。
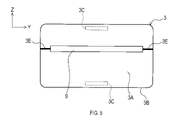
(1A)カバー部3におけるゲート痕3Cは、光透過性を有さないカバー保持部材21と接合される接合面としての端面3Dに設けられている。このため、ゲート痕3Cを平滑化しなくても、カバー部3を透過する光にゲート痕3Cが影響を与えるのを抑制することができる。例えば、カバー部3を伝播する光が完全に平滑化されていないゲート痕3Cに達しても、当該ゲート痕3Cはカバー保持部材21に接合されている。このため、そのゲート痕3Cによって反射された光がカバー部3から飛び出そうとしてもカバー保持部材21に遮られる場合がある。従って、ゲート痕3Cを平滑化しなくてもカバー部3の光学的特性の低下を抑制可能とすることができる。
[2-1.第1実施形態との相違点]
第2実施形態は、基本的な構成は第1実施形態と同様であるため、相違点について以下に説明する。なお、第1実施形態と同じ符号は、同一の構成を示すものであって、先行する説明を参照する。
従って、第1実施形態におけるカバー部3の代わりにカバー部53を用いた第2実施形態でも、前述の第1実施形態における(1A)~(1G)と同様の効果を奏する。
[3-1.第1実施形態との相違点]
第3実施形態は、基本的な構成は第1実施形態と同様であるため、相違点について以下に説明する。なお、第1実施形態と同じ符号は、同一の構成を示すものであって、先行する説明を参照する。
従って、第1実施形態におけるカバー部3の代わりにカバー部63を用いた第3実施形態では、前述の第1実施形態における(1A),(1B)と同様の効果を奏するものの、(1C)~(1G)と同様の効果は奏しない。
[4-1.第1実施形態との相違点]
第4実施形態は、基本的な構成は第1実施形態と同様であるため、相違点について以下に説明する。なお、第1実施形態と同じ符号は、同一の構成を示すものであって、先行する説明を参照する。
従って、第1実施形態におけるカバー部3の代わりにカバー部73を用いた第4実施形態では、前述の第1実施形態における(1A)~(1E)と同様の効果を奏する。
なお、前記実施形態のそれぞれにおいて、カバー保持部材21が第2の成型体及び他部材に対応する。端面3Dが接合面に対応する。カバー部3又はカバー部53又はカバー部63又はカバー部73が第1の成型体に対応する。第1の金型を用いた射出成型工程が第1の工程に対応する。第2の金型を用いた射出成型工程が第2の工程に対応する。ゲートGが第1のゲートに対応する。ゲートGGが第2のゲートに対応する。
以上、本開示の実施形態について説明したが、本開示は上述の実施形態に限定されることなく、種々変形して実施することができる。
3,53,63,73…カバー部 3C,53C,63C,73C…ゲート痕
3D…端面 3E,53E,63E,73E…ウェルドライン
4…発光部 5…受光部
9…遮光部材 21…カバー保持部材
G,GG…ゲート
Claims (7)
- 樹脂を成型した成型体(3,53,63,73)であって、かつ、前記樹脂に光を透過させて使用される成型体であって、
前記成型の際に前記樹脂の注入がなされたゲートの痕としてのゲート痕(3C,53C,63C,73C)が、
光透過性を有さない他部材(21)と接合される前記成型体における接合面(3D)に設けられ、
前記成型体は、内部に空間を有するカバーであって、前記内部を覆う筒状の部分の軸方向における端面である前記接合面にて、前記他部材に接合されるものである、
成型体。 - 請求項1に記載の成型体であって、
当該成型体を第1の成型体として、前記他部材は、前記第1の成型体と一体化するように樹脂を成型した第2の成型体である、
成型体。 - 請求項1又は2に記載の成型体であって、
前記ゲート痕を複数備え、
前記光が透過する位置を避けて配置されたウェルド部(3E,53E,63E,73E)を、更に備えた、
成型体。 - 請求項3に記載の成型体であって、
前記ウェルド部に沿って、光透過性を有さない遮光部材が配置された、
成型体。 - ゲート(G)から金型内に樹脂を注入して成型体(3,53,63,73)を製造する成型体の製造方法であって、
かつ、光透過性を有さない他部材(21)と接合される前記成型体の面を接合面(3D)として、当該接合面に対応する位置に前記ゲートを配置する成型体の製造方法であって、
前記成型体は、内部に空間を有するカバーであって、前記内部を覆う筒状の部分の軸方向における端面である前記接合面にて、前記他部材に接合されるものである、
成型体の製造方法。 - 第1のゲート(G)から第1の金型内に第1の樹脂を注入して、光透過性を有する第1の成型体(3,53,63,73)を製造する第1の工程と、
前記第1の成型体を前記第1の金型とは異なる第2の金型内に配置し、前記第1のゲートとは異なる第2のゲート(GG)から前記第2の金型内に第2の樹脂を注入して、前記第1の成型体における前記第1のゲートの痕(3C,53C,63C,73C)に当該第2の樹脂が接合されるように、当該第2の樹脂によって光透過性を有さない第2の成型体(21)を製造する第2の工程と、
を備えた成型体の製造方法であって、
前記第1の成型体は、内部に空間を有するカバーであって、前記内部を覆う筒状の部分の軸方向における端面である接合面にて、前記第2の成型体に接合されるものである、
成型体の製造方法。 - 請求項5又は6に記載の成型体の製造方法であって、
光が透過する位置を避けてウェルド部を形成する場合には、光透過性を有さない遮光部材を前記ウェルド部に沿って配置する、
成型体の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019208127A JP7215399B2 (ja) | 2019-11-18 | 2019-11-18 | 成型体及びその製造方法 |
| CN202080079657.5A CN114786905B (zh) | 2019-11-18 | 2020-11-09 | 成型体及其制造方法 |
| PCT/JP2020/041742 WO2021100522A1 (ja) | 2019-11-18 | 2020-11-09 | 成型体及びその製造方法 |
| DE112020005708.9T DE112020005708T5 (de) | 2019-11-18 | 2020-11-09 | Formkörper und herstellungsverfahren für denselben |
| US17/663,468 US20220266486A1 (en) | 2019-11-18 | 2022-05-16 | Molded body and production method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019208127A JP7215399B2 (ja) | 2019-11-18 | 2019-11-18 | 成型体及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2021079602A JP2021079602A (ja) | 2021-05-27 |
| JP2021079602A5 JP2021079602A5 (ja) | 2021-11-11 |
| JP7215399B2 true JP7215399B2 (ja) | 2023-01-31 |
Family
ID=75963721
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019208127A Active JP7215399B2 (ja) | 2019-11-18 | 2019-11-18 | 成型体及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220266486A1 (ja) |
| JP (1) | JP7215399B2 (ja) |
| CN (1) | CN114786905B (ja) |
| DE (1) | DE112020005708T5 (ja) |
| WO (1) | WO2021100522A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7464834B2 (ja) | 2020-06-02 | 2024-04-10 | 澁谷工業株式会社 | キャッパ |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006256311A (ja) | 2005-02-15 | 2006-09-28 | Sumitomo Chemical Co Ltd | 固体撮像素子収納ケース用樹脂製蓋材及びその製造方法 |
| JP2008105328A (ja) | 2006-10-27 | 2008-05-08 | Matsushita Electric Ind Co Ltd | 複合光学部品の製造方法と複合光学部品 |
| WO2011111242A1 (ja) | 2010-03-09 | 2011-09-15 | オリンパス株式会社 | 樹脂成形品の製造方法と、樹脂成形品と、内視鏡用の樹脂成形品と、樹脂成形品を用いた内視鏡およびその樹脂成形品の製造装置 |
| JP2013137412A (ja) | 2011-12-28 | 2013-07-11 | Sumitomo Electric Ind Ltd | レンズ部品 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2908176B2 (ja) * | 1993-05-18 | 1999-06-21 | 株式会社小糸製作所 | 車輌用灯具の合成樹脂製積層レンズ及びその成形方法 |
| CN101932423A (zh) * | 2008-01-31 | 2010-12-29 | 柯尼卡美能达精密光学株式会社 | 光学元件的制造方法及光学元件 |
| JP2011116063A (ja) * | 2009-12-04 | 2011-06-16 | Nippon Densan Corp | 樹脂成型品の製造方法および装置並びにターンテーブルの製造方法 |
| JP2014195921A (ja) | 2013-03-29 | 2014-10-16 | コニカミノルタ株式会社 | 光通信用のレンズを成形する金型及び光通信用のレンズ並びに光通信用のレンズの成形方法 |
| JP7002406B2 (ja) | 2018-05-29 | 2022-02-04 | 京セラ株式会社 | アレイアンテナ基板および通信モジュール |
-
2019
- 2019-11-18 JP JP2019208127A patent/JP7215399B2/ja active Active
-
2020
- 2020-11-09 CN CN202080079657.5A patent/CN114786905B/zh active Active
- 2020-11-09 WO PCT/JP2020/041742 patent/WO2021100522A1/ja active Application Filing
- 2020-11-09 DE DE112020005708.9T patent/DE112020005708T5/de active Pending
-
2022
- 2022-05-16 US US17/663,468 patent/US20220266486A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006256311A (ja) | 2005-02-15 | 2006-09-28 | Sumitomo Chemical Co Ltd | 固体撮像素子収納ケース用樹脂製蓋材及びその製造方法 |
| JP2008105328A (ja) | 2006-10-27 | 2008-05-08 | Matsushita Electric Ind Co Ltd | 複合光学部品の製造方法と複合光学部品 |
| WO2011111242A1 (ja) | 2010-03-09 | 2011-09-15 | オリンパス株式会社 | 樹脂成形品の製造方法と、樹脂成形品と、内視鏡用の樹脂成形品と、樹脂成形品を用いた内視鏡およびその樹脂成形品の製造装置 |
| JP2013137412A (ja) | 2011-12-28 | 2013-07-11 | Sumitomo Electric Ind Ltd | レンズ部品 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7464834B2 (ja) | 2020-06-02 | 2024-04-10 | 澁谷工業株式会社 | キャッパ |
Also Published As
| Publication number | Publication date |
|---|---|
| US20220266486A1 (en) | 2022-08-25 |
| CN114786905A (zh) | 2022-07-22 |
| WO2021100522A1 (ja) | 2021-05-27 |
| JP2021079602A (ja) | 2021-05-27 |
| CN114786905B (zh) | 2024-08-20 |
| DE112020005708T5 (de) | 2022-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5385336B2 (ja) | 光電子位置合わせシステム及び方法 | |
| JP7215399B2 (ja) | 成型体及びその製造方法 | |
| US20120321250A1 (en) | Optical module | |
| JP5675408B2 (ja) | 光通信モジュール及び光結合部材 | |
| US10203089B2 (en) | Light flux controlling member, light emitting device and method for manufacturing light flux controlling member | |
| JP2007072307A (ja) | 光モジュール | |
| WO2018101137A1 (ja) | 光レセプタクル、光モジュールおよび光モジュールの製造方法 | |
| JP2011206980A (ja) | 光学素子、成形品および光学素子の製造方法 | |
| US8861903B2 (en) | Method of manufacturing optical waveguide device and optical waveguide device | |
| JP7306233B2 (ja) | 成型体及びその製造方法 | |
| JP6291300B2 (ja) | 光レセプタクルおよび光モジュール | |
| JP2015052629A5 (ja) | ||
| WO2011125341A1 (ja) | レンズアレイおよびその製造方法 | |
| JP6357320B2 (ja) | 光レセプタクルおよび光モジュール | |
| JP6490443B2 (ja) | 複合体およびその製造方法 | |
| JP6761766B2 (ja) | トナー付着量センサおよびその製造方法 | |
| JP6640706B2 (ja) | 熱式流量計およびその製造方法 | |
| JP2013251247A (ja) | 光学センサ | |
| JP2018097032A (ja) | 光レセプタクル、光モジュールおよび光モジュールの製造方法 | |
| TW201602622A (zh) | 光學式感測器 | |
| JP2016145907A (ja) | 光導波路モジュール | |
| JP2007133179A (ja) | プラスチック光学素子、入れ子、金型、光走査装置及びこの光走査装置を搭載した画像形成装置 | |
| JP6475911B2 (ja) | 光コネクタ保持具、光コネクタモジュール、光学基板モジュール及び光モジュール | |
| WO2020246219A1 (ja) | 空気流量測定装置 | |
| WO2018097072A1 (ja) | 光モジュールおよび光モジュールの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210930 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220407 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230102 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7215399 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |