JP7105400B2 - 鋳型プレート - Google Patents
鋳型プレート Download PDFInfo
- Publication number
- JP7105400B2 JP7105400B2 JP2021549423A JP2021549423A JP7105400B2 JP 7105400 B2 JP7105400 B2 JP 7105400B2 JP 2021549423 A JP2021549423 A JP 2021549423A JP 2021549423 A JP2021549423 A JP 2021549423A JP 7105400 B2 JP7105400 B2 JP 7105400B2
- Authority
- JP
- Japan
- Prior art keywords
- mold plate
- cooling
- insert
- fixing
- points
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001816 cooling Methods 0.000 claims description 123
- 238000005266 casting Methods 0.000 claims description 35
- 239000000463 material Substances 0.000 description 11
- 238000009749 continuous casting Methods 0.000 description 8
- 230000035882 stress Effects 0.000 description 8
- 239000000498 cooling water Substances 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 229910000881 Cu alloy Inorganic materials 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000011161 development Methods 0.000 description 4
- 230000018109 developmental process Effects 0.000 description 4
- 238000004873 anchoring Methods 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 239000002918 waste heat Substances 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 239000002826 coolant Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 238000012805 post-processing Methods 0.000 description 2
- 230000003449 preventive effect Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 1
- 240000001973 Ficus microcarpa Species 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000004069 differentiation Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000005499 meniscus Effects 0.000 description 1
- 230000036316 preload Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/055—Cooling the moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/112—Treating the molten metal by accelerated cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/124—Accessories for subsequent treating or working cast stock in situ for cooling
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
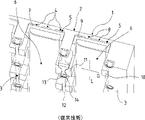
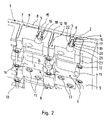
2 1の鋳造側
3 1の裏側
4 5内の冷却ギャップ
5 1内の冷却通路
6 5内のインサート
7 6の内面
8 7のウェブ
9 5の冷却面
10 支持突起
11 支持突起
12 1のウェブ
13 締結点
14 13内のネジ付きインサート
15 固定点
16 15内のネジ付きインサート
17 15内の固定ボルト
18 貫通孔
19 スリーブ
20 ネジ固定要素
21 17のボルトヘッド
22 18内のカラー
23 3内のポケット
L 5の縦方向
Q 5の横方向
Claims (13)
- 鋳造側(2)とこの鋳造側(2)とは反対向きの裏側(3)を備えた鋳型プレートであって、裏側(3)に、裏側(3)に向かって開放した複数の冷却通路(5)が配置され、各冷却通路(5)が、鋳造側(2)に対向する冷却面(9)を備え、各冷却通路(5)内に、インサート(6)が配置され、これにより、インサート(6)の内面(7)と冷却面(9)の間に、冷却ギャップ(4)が形成され、インサート(6)が、固定ボルト(17)を介して冷却面(9)内の固定点(15)と結合されているものにおいて、
固定点(15)が、冷却面(9)内に配置されかつ冷却通路(5)の縦方向(L)に延在しかつ冷却ギャップ(4)の高さを決定しかつ冷却ギャップ(4)を画成するウェブ(8)の上に形成されていること、及び、固定点(15)がウェブ(8)よりも大きい幅を有し、これにより、 冷却ギャップ(4)が、固定点(15)から鋳造側(3)の方向に見て部分的に固定点(15)の下まで延在すること、を特徴とする鋳型プレート。 - 固定点(15)が、冷却面(9)に対する島状の隆起であること、を特徴とする請求項1に記載の鋳型プレート。
- 固定点(15)の領域内の鋳造側(2)と冷却面(9)の間の鋳型プレート(1)の厚さが、この冷却通路(5)の他の領域内よりも小さくないこと、を特徴とする請求項2に記載の鋳型プレート。
- 複数の固定点(15)が、冷却通路(5)の縦方向(L)及び横方向(Q)に互いに位置をずらして配置されていること、を特徴とする請求項1~3のいずれか1項に記載の鋳型プレート。
- 冷却通路(5)の縦方向(L)で固定点(15)を備えた長さ部分内に、鋳型プレートの裏側(3)まで達しかつ鋳型プレート(1)を支持する支持プレートに支持される後方の支持突起(10)がインサート(6)に配置されていること、を特徴とする請求項1~4のいずれか1項に記載の鋳型プレート。
- 支持突起(10)が、 インサート(6)の両縦側に、互いに対向するように配置されていること、を特徴とする請求項5に記載の鋳型プレート。
- インサート(6)が、縦側で対向する支持突起(10)の間に、冷却通路(5)の縦方(L)向で支持突起(10)の隣に配置された領域よりも大きい厚さを備えること、を特徴とする請求項6に記載の鋳型プレート。
- 固定点(15)の領域内で、鋳型プレート(1)とインサート(6)の間に作業ギャップが配置され、これにより、鋳型プレート(1)が、固定点(15)において、インサート(6)に対して可動に支承され、鋳型プレート(1)の膨張時に、固定点(15)が、インサート(6)に対して横で冷却通路(5)の縦方向(L)及び横方向(Q)に移動可能であること、を特徴とする請求項1~7のいずれか1項に記載の鋳型プレート。
- 作業ギャップが、2/10mmよりの小さいこと、を特徴とする請求項8に記載の鋳型プレート。
- インサート(6)が、ネジ固定要素(20)を組み込むことで固定点(15)とネジ止めされていること、を特徴とする請求項1~9のいずれか1項に記載の鋳型プレート。
- 固定点(15)が、ネジ付きインサート(16)を備えること、を特徴とする請求項1~10のいずれか1項に記載の鋳型プレート。
- 固定ネジ(17)のボルトヘッド(21)が、インサート(6)内の段の付いた貫通孔(18)内に完全に没入するように配置されていること、を特徴とする請求項1~11のいずれか1項に記載の鋳型プレート。
- インサート(6)が、後方の支持突起(10)によって、隣接する冷却通路(5)の間に配置された冷却通路(5)を画成するウェブ(12)の端面に及び/又は鋳型プレート(1)の冷却通路(5)を画成する壁の裏側に凹部として形成されたポケット(23)の底部に、鋳造側の方向に当接すること、を特徴とする請求項1~12のいずれか1項に記載の鋳型プレート。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102019102313.0A DE102019102313B3 (de) | 2019-01-30 | 2019-01-30 | Kokillenplatte |
| DE102019102313.0 | 2019-01-30 | ||
| PCT/DE2020/100005 WO2020156607A1 (de) | 2019-01-30 | 2020-01-08 | Kokillenplatte |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2022516385A JP2022516385A (ja) | 2022-02-25 |
| JPWO2020156607A5 JPWO2020156607A5 (ja) | 2022-03-24 |
| JP7105400B2 true JP7105400B2 (ja) | 2022-07-25 |
Family
ID=69742620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021549423A Active JP7105400B2 (ja) | 2019-01-30 | 2020-01-08 | 鋳型プレート |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US11383292B2 (ja) |
| EP (1) | EP3917700B1 (ja) |
| JP (1) | JP7105400B2 (ja) |
| KR (1) | KR102392933B1 (ja) |
| CN (1) | CN113348043B (ja) |
| DE (1) | DE102019102313B3 (ja) |
| ES (1) | ES2955012T3 (ja) |
| MX (1) | MX2021008501A (ja) |
| MY (1) | MY197206A (ja) |
| PL (1) | PL3917700T3 (ja) |
| RS (1) | RS64564B1 (ja) |
| WO (1) | WO2020156607A1 (ja) |
| ZA (1) | ZA202105340B (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004074283A (ja) | 2002-08-16 | 2004-03-11 | Km Europ Metal Ag | 液体冷却された鋳型 |
| JP2006320925A (ja) | 2005-05-18 | 2006-11-30 | Sanyo Special Steel Co Ltd | 均一冷却によって鋳片疵を防止する連続鋳造用鋳型 |
| JP2009006375A (ja) | 2007-06-28 | 2009-01-15 | Mishima Kosan Co Ltd | 連続鋳造用鋳型 |
| CN204997021U (zh) | 2015-09-15 | 2016-01-27 | 西峡龙成特种材料有限公司 | 一种散热面积大的金属连铸用液冷结晶器 |
| DE102016124801B3 (de) | 2016-12-19 | 2017-12-14 | Kme Germany Gmbh & Co. Kg | Kokillenplatte und Kokille |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2106928C1 (ru) * | 1996-04-08 | 1998-03-20 | Акционерное общество "Новолипецкий металлургический комбинат" | Кристаллизатор для непрерывной разливки металлов |
| MXPA01002885A (es) * | 2000-03-25 | 2003-08-20 | Sms Demag Ag | Coquilla de placa enfriada por liquido. |
| DE102004001928A1 (de) | 2004-01-14 | 2005-08-04 | Km Europa Metal Ag | Flüssigkeitsgekühlte Kokille |
| JP4808196B2 (ja) * | 2007-08-31 | 2011-11-02 | 三島光産株式会社 | 連続鋳造用鋳型 |
| CN201168770Y (zh) * | 2008-04-03 | 2008-12-24 | 钢铁研究总院 | 一种组合冷却式板坯结晶器铜板 |
-
2019
- 2019-01-30 DE DE102019102313.0A patent/DE102019102313B3/de active Active
-
2020
- 2020-01-08 MY MYPI2021004112A patent/MY197206A/en unknown
- 2020-01-08 WO PCT/DE2020/100005 patent/WO2020156607A1/de active Application Filing
- 2020-01-08 CN CN202080008230.6A patent/CN113348043B/zh active Active
- 2020-01-08 PL PL20707544.1T patent/PL3917700T3/pl unknown
- 2020-01-08 EP EP20707544.1A patent/EP3917700B1/de active Active
- 2020-01-08 US US17/417,274 patent/US11383292B2/en active Active
- 2020-01-08 MX MX2021008501A patent/MX2021008501A/es unknown
- 2020-01-08 JP JP2021549423A patent/JP7105400B2/ja active Active
- 2020-01-08 KR KR1020217027185A patent/KR102392933B1/ko active IP Right Grant
- 2020-01-08 ES ES20707544T patent/ES2955012T3/es active Active
- 2020-01-08 RS RS20230669A patent/RS64564B1/sr unknown
-
2021
- 2021-07-28 ZA ZA2021/05340A patent/ZA202105340B/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004074283A (ja) | 2002-08-16 | 2004-03-11 | Km Europ Metal Ag | 液体冷却された鋳型 |
| JP2006320925A (ja) | 2005-05-18 | 2006-11-30 | Sanyo Special Steel Co Ltd | 均一冷却によって鋳片疵を防止する連続鋳造用鋳型 |
| JP2009006375A (ja) | 2007-06-28 | 2009-01-15 | Mishima Kosan Co Ltd | 連続鋳造用鋳型 |
| CN204997021U (zh) | 2015-09-15 | 2016-01-27 | 西峡龙成特种材料有限公司 | 一种散热面积大的金属连铸用液冷结晶器 |
| DE102016124801B3 (de) | 2016-12-19 | 2017-12-14 | Kme Germany Gmbh & Co. Kg | Kokillenplatte und Kokille |
Also Published As
| Publication number | Publication date |
|---|---|
| ZA202105340B (en) | 2022-04-28 |
| US11383292B2 (en) | 2022-07-12 |
| ES2955012T3 (es) | 2023-11-28 |
| MY197206A (en) | 2023-05-31 |
| PL3917700T3 (pl) | 2023-10-23 |
| KR20210110402A (ko) | 2021-09-07 |
| EP3917700C0 (de) | 2023-07-05 |
| WO2020156607A1 (de) | 2020-08-06 |
| JP2022516385A (ja) | 2022-02-25 |
| CN113348043A (zh) | 2021-09-03 |
| US20220143682A1 (en) | 2022-05-12 |
| DE102019102313B3 (de) | 2020-06-04 |
| EP3917700A1 (de) | 2021-12-08 |
| CN113348043B (zh) | 2023-05-30 |
| EP3917700B1 (de) | 2023-07-05 |
| KR102392933B1 (ko) | 2022-05-03 |
| MX2021008501A (es) | 2022-04-07 |
| RS64564B1 (sr) | 2023-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2316408C2 (ru) | Охлаждаемый жидкостью кристаллизатор | |
| KR102297450B1 (ko) | 영구적 금형 플레이트 및 영구적 금형 | |
| KR20100032383A (ko) | 블룸, 슬래브, 그리고 빌렛의 연속 주조를 위한 주형 | |
| US5513691A (en) | Mold for continuous casting and method of making the mold | |
| US5467810A (en) | Continuous metal casting mold | |
| KR101504767B1 (ko) | 금속 연속 주조용 액냉식 몰드 | |
| CA1122775A (en) | Continuous casting mold and means for securing mold liners therein | |
| JP2019532821A5 (ja) | ||
| US20050115695A1 (en) | Adjustment of heat transfer in continuous casting moulds in particular in the region of the meniscus | |
| JP7105400B2 (ja) | 鋳型プレート | |
| KR100680736B1 (ko) | 고압주조 금형의 코어 핀 설치구조 | |
| KR101167136B1 (ko) | 압출 금형 | |
| JP4068163B2 (ja) | 平らな長尺金属製品のホットトップ垂直連続鋳造鋳型のヘッド | |
| JP5180868B2 (ja) | 連続鋳造用鋳型 | |
| JP4227768B2 (ja) | 連続鋳造用鋳型 | |
| EP0237318A2 (en) | Mould for endless track type continuous casting installation | |
| JPH0137808Y2 (ja) | ||
| JPH0211956Y2 (ja) | ||
| ZA200406378B (en) | Adjustment of heat transfer in continuous casting moulds in particular in the region of the meniscus. | |
| JPWO2020156607A5 (ja) | ||
| JPS61209749A (ja) | 連続鋳造用鋳型 | |
| KR20240150476A (ko) | 주형 주조면 냉각 | |
| JP2004114133A (ja) | 連続鋳造用組立て鋳型 | |
| AU678696C (en) | Mold for continuous casting and method of making the mold | |
| JPS63207454A (ja) | 金属薄帯連続鋳造装置用注湯ノズル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210630 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20210823 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211222 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20220311 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220314 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220427 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220525 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20220527 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220530 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7105400 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |