JP7065262B2 - 情報処理装置、工作機械及び情報処理システム - Google Patents
情報処理装置、工作機械及び情報処理システム Download PDFInfo
- Publication number
- JP7065262B2 JP7065262B2 JP2021563987A JP2021563987A JP7065262B2 JP 7065262 B2 JP7065262 B2 JP 7065262B2 JP 2021563987 A JP2021563987 A JP 2021563987A JP 2021563987 A JP2021563987 A JP 2021563987A JP 7065262 B2 JP7065262 B2 JP 7065262B2
- Authority
- JP
- Japan
- Prior art keywords
- mesh
- unit
- information processing
- chips
- image
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by monitoring or safety
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/0002—Inspection of images, e.g. flaw detection
- G06T7/0004—Industrial image inspection
- G06T7/001—Industrial image inspection using an image reference approach
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/0042—Devices for removing chips
- B23Q11/005—Devices for removing chips by blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/24—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by monitoring or safety
- G05B19/4065—Monitoring tool breakage, life or condition
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/10—Segmentation; Edge detection
- G06T7/11—Region-based segmentation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/24—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves
- B23Q17/2452—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves for measuring features or for detecting a condition of machine parts, tools or workpieces
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35111—Automatically search for clean up regions, generate clean up tool pass
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37588—Detect swarf, building up of swarf
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T2207/00—Indexing scheme for image analysis or image enhancement
- G06T2207/20—Special algorithmic details
- G06T2207/20021—Dividing image into blocks, subimages or windows
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T2207/00—Indexing scheme for image analysis or image enhancement
- G06T2207/30—Subject of image; Context of image processing
- G06T2207/30108—Industrial image inspection
- G06T2207/30164—Workpiece; Machine component
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Theoretical Computer Science (AREA)
- Mechanical Engineering (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Automation & Control Theory (AREA)
- Quality & Reliability (AREA)
- Optics & Photonics (AREA)
- Machine Tool Sensing Apparatuses (AREA)
Description
これらの概括的かつ特定の態様は、システム、方法、及びコンピュータプログラム、並びに、それらの組み合わせにより、実現されてもよい。
〈工作機械〉
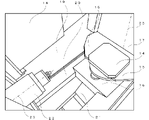
図1を用いて、実施の形態1に係る工作機械1の一例を説明する。工作機械1は、対象のワークを加工するものである。ワークの加工により、工作機械1内部では、ワークの一部が分離して生じた切屑が堆積する。例えば、工作機械1は、加工を行うために主軸の駆動制御を行う数値制御装置4と、加工により生じた切屑を移動させる液体を放出する液体放出部11と、工作機械1内部を撮像する撮像部12と、機械座標取得部13と、加工により生じた切屑堆積の時系列変化を管理する情報処理装置10と、を備える。
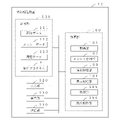
図3を用いて、実施形態に係る情報処理装置10の一例を説明する。情報処理装置10は、演算部100と、記憶部110と、入力部120と、表示部130と、通信部140とを備える。この情報処理装置10は、例えば、コンピュータやタブレット端末等の情報処理装置である。図1に示すように、情報処理装置10は、工作機械1に含まれる構成でもよいが、これに限られない。情報処理装置10は、工作機械1とは別体であり、有線通信または無線通信が可能であってもよい。また、図3に示すように、入力部120と表示部130は、情報処理装置10に含まれる構成でもよいが、これに限られない。入力部120と表示部130とは、例えば、工作機械1の操作盤に備えられていてもよい。また、入力部120と表示部130とは、情報処理装置10と工作機械1にそれぞれ設けられており、使用者が任意の入力部120と表示部130とを選択して利用可能な構成としてもよい。
図7に示すフローチャートを用いて、実施の形態1に係る情報処理装置10における液体放出の処理について説明する。まず、取得部101は、撮像部12が撮像した画像データ111を取得し、記憶部110に記憶させる(S01)。
〈情報処理装置〉
実施の形態2に係る工作機械は、図1を用いて上述した工作機械1と同一の構成であるが、情報処理装置の構成が図3を用いて上述した構成と異なるため、図1及び図8を参照して説明する。図8に示すように、実施の形態2に係る工作機械1の情報処理装置10Aは、図3を用いて上述した工作機械1と比較し、堆積推移判定部107及び優先順位決定部108を備える点で異なる。
処理部104に表示することができる。
図10に示すフローチャートを用いて、実施の形態2に係る情報処理装置10Aにおける液体放出の処理について説明する。図10のフローチャートにおいて、図7を用いて上述した情報処理装置10における処理と同一の処理については、同一のステップ番号を付す。図10に示すように、情報処理装置10と異なる処理は、ステップS11,S12及びS13である。
上述の説明では、情報処理装置10は、図5に示すような履歴データ113として切屑堆積の時系列変化を記憶する例で説明したが、これに限定されない。例えば、情報処理部103は、加工サイクル単位で履歴データ113を用いて、ワークの加工中に切屑が堆積しやすい場所又は切屑が堆積しやすいタイミング等を分析する。「加工サイクル」とは、1つのワークの加工の開始から終了に要する期間である。撮像部12は、加工サイクル中の定期的なタイミングで工作機械1の内部(切屑が飛散する領域として画定される加工領域)を撮像してもよい。また、この加工サイクルにおける1回の画像データの取得のタイミングは、図5を用いて上述した「時刻ID」により特定される。
(2)そして、情報処理部103は、時刻ID毎に、得られた「切屑発生量」の所定割合(例えば、20%)以上となる領域IDで識別される領域を「切屑の多い領域」として求める。情報処理部103は、単に、時刻ID毎に、得られた「切屑発生量」が所定値以上となる領域IDで識別される領域を「切屑の多い領域」として求めてもよい。
(3)また、情報処理部103は、時刻ID毎に、切屑量が多いとされる「識別レベル」の割合が、所定割合以上(例えば、識別レベル3以上が、全体の20%以上)の場合、その時刻IDで識別されるタイミングを、「切屑の堆積量の多い時間帯」とする。
変形例2に係る情報処理装置は、ワークの加工に異常が生じた際に、加工の異常を検知するものである。例えば、図11に示すように、変形例2に係る情報処理装置10Bは、図3を用いて上述した情報処理装置10と比較して、異常検知部109を備える点で異なる。また、変形例3に係る情報処理装置10Bの情報処理部103は、各メッシュ領域にワークが写るか否かの情報を含む履歴データ113を生成する。これにより、履歴データ113によると、切屑に関する堆積状態に加え、加工中のワークの状態を含むものとなる。
変形例3に係る情報処理装置は、液体放出部11で発生する異常又は撮像部12で発生する異常の少なくともいずれかを検知するものである。変形例3に係る異常検知装置は、図12を用いて上述した情報処理装置10Bと同一の構成であるため、図11を用いて説明する。
上述の説明では、情報処理装置10は、工作機械1に含まれるものとして説明したが、これに限定されない。具体的には、図12に示すように、情報処理装置10は、工作機械1Aに含まれず、工作機械1Aから独立し、工作機械1Aとデータ通信が可能な外部の情報処理端末であってもよい。なお、図12では詳しい説明を省略するが、工作機械1Aの構成は、図1及び図2を用いて上述した工作機械1と比較し、通信部5を備え、内部に情報処理装置10を含まない以外の構成は同一である。
10,10A 情報処理装置
100 演算部
101 取得部
102 メッシュ分割部
103 情報処理部
104 表示処理部
105 検知部
106 放出制御部
107 堆積推移判定部
108 優先順位決定部
Claims (6)
- ワークから発生する切屑を移動させるように液体を放出する液体放出部と、内部を撮像する撮像部とを備える工作機械における前記撮像部で撮影された画像を表示する情報処理装置であって、
前記撮像部で撮像された内部画像を含む所定の画像を表示する表示部と、
前記表示部に表示された前記内部画像内の所定位置に対する入力信号を検知する検知部と、
を備え、
前記表示部は、前記入力信号に基づいて、前記内部画像内を所定の大きさに分割した複数のメッシュ領域のうちの前記所定位置に対応する特定のメッシュ領域の切屑に関する情報を時系列に表示し、
前記表示部は、前記工作機械において前記液体が度々放出された所定領域に対応する前記メッシュ領域を他の前記メッシュ領域と異なる態様で表示することを特徴とする情報処理装置。 - 前記表示部は、前記所定領域に対応する前記メッシュ領域を他の前記メッシュ領域と異なる色により表示することを特徴とする請求項1に記載の情報処理装置。
- 前記液体が度々放出された前記所定領域は、ある期間に、前記液体の放出が所定回数以上された領域であることを特徴とする請求項1または2に記載の情報処理装置。
- ワークから発生する切屑を移動させるように液体を放出する液体放出部と、
前記ワークを加工する領域を含む工作機械の内部を撮像する撮像部と
前記撮像部で撮像された内部画像を表示する表示部と、
前記表示部に表示された前記内部画像内の所定位置に対する入力信号を検知する検知部と、を備え、
前記表示部は、前記入力信号に基づいて、前記内部画像内を所定の大きさに分割した複数のメッシュ領域のうちの前記所定位置に対応する対応メッシュ領域の切屑に関する情報を時系列に表示し、
前記表示部は、前記工作機械において前記液体が度々放出された所定領域に対応する前記メッシュ領域を他の前記メッシュ領域と異なる態様で表示することを特徴とする情報処理システム。 - 前記表示部は、前記所定領域に対応する前記メッシュ領域を他の前記メッシュ領域と異なる色により表示することを特徴とする請求項4に記載の情報処理システム。
- 前記液体が度々放出された前記所定領域は、ある期間に、前記液体の放出が所定回数以上された領域であることを特徴とする請求項4または5に記載の情報処理システム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019222208 | 2019-12-09 | ||
| JP2019222208 | 2019-12-09 | ||
| PCT/JP2020/045741 WO2021117745A1 (ja) | 2019-12-09 | 2020-12-08 | 情報処理装置、工作機械及び情報処理システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2021117745A1 JPWO2021117745A1 (ja) | 2021-06-17 |
| JP7065262B2 true JP7065262B2 (ja) | 2022-05-11 |
Family
ID=76329927
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021563987A Active JP7065262B2 (ja) | 2019-12-09 | 2020-12-08 | 情報処理装置、工作機械及び情報処理システム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20230011866A1 (ja) |
| EP (1) | EP4074458A4 (ja) |
| JP (1) | JP7065262B2 (ja) |
| CN (1) | CN114786870A (ja) |
| WO (1) | WO2021117745A1 (ja) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007114742A (ja) | 2005-09-21 | 2007-05-10 | Olympus Corp | 観察装置 |
| JP2010035756A (ja) | 2008-08-04 | 2010-02-18 | Fujifilm Corp | 診断支援装置及び診断支援方法 |
| JP2011092677A (ja) | 2009-09-30 | 2011-05-12 | Fujifilm Corp | 肝臓造影像を用いた医用画像診断装置および方法、並びにプログラム |
| JP2012010733A (ja) | 2010-06-29 | 2012-01-19 | Fujifilm Corp | 電子内視鏡システム、電子内視鏡用のプロセッサ装置、画像検索システム、及び検索方法 |
| JP2012245395A (ja) | 2012-09-19 | 2012-12-13 | Konica Minolta Medical & Graphic Inc | 動態撮影システム及び診断支援情報生成方法 |
| JP2015130698A (ja) | 2015-03-13 | 2015-07-16 | 株式会社東芝 | 情報出力装置、検知装置、プログラム及び情報出力方法 |
| JP2017094420A (ja) | 2015-11-20 | 2017-06-01 | ファナック株式会社 | 工作機械 |
| JP2018024094A (ja) | 2017-11-14 | 2018-02-15 | ファナック株式会社 | 工作機械の洗浄システム |
| JP2019111637A (ja) | 2017-12-26 | 2019-07-11 | ファナック株式会社 | 切粉除去装置及び情報処理装置 |
| JP2019117477A (ja) | 2017-12-27 | 2019-07-18 | ファナック株式会社 | リンク情報生成装置、リンク情報生成方法及びリンク情報生成プログラム |
| JP2021074853A (ja) | 2019-11-13 | 2021-05-20 | ファナック株式会社 | 工作機械の作業領域の洗浄の要否を判定する装置、洗浄システム、及び方法 |
| JP2021074852A (ja) | 2019-11-13 | 2021-05-20 | ファナック株式会社 | 工作機械の作業領域を洗浄する洗浄システム、及び方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007293547A (ja) * | 2006-04-24 | 2007-11-08 | Canon Inc | 情報処理装置及び当該装置における情報処理方法 |
| JP2008155324A (ja) | 2006-12-25 | 2008-07-10 | Brother Ind Ltd | 工作機械 |
| JP6420227B2 (ja) | 2014-12-25 | 2018-11-07 | ファナック株式会社 | 工作機械の機内清掃装置 |
| EP3326749B1 (en) * | 2016-11-26 | 2019-11-13 | Agie Charmilles SA | Method for machining and inspecting of workpieces |
| JP6806736B2 (ja) * | 2018-06-05 | 2021-01-06 | ファナック株式会社 | 位置情報表示システム |
-
2020
- 2020-12-08 CN CN202080085110.6A patent/CN114786870A/zh active Pending
- 2020-12-08 US US17/783,487 patent/US20230011866A1/en active Pending
- 2020-12-08 WO PCT/JP2020/045741 patent/WO2021117745A1/ja unknown
- 2020-12-08 EP EP20900655.0A patent/EP4074458A4/en active Pending
- 2020-12-08 JP JP2021563987A patent/JP7065262B2/ja active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007114742A (ja) | 2005-09-21 | 2007-05-10 | Olympus Corp | 観察装置 |
| JP2010035756A (ja) | 2008-08-04 | 2010-02-18 | Fujifilm Corp | 診断支援装置及び診断支援方法 |
| JP2011092677A (ja) | 2009-09-30 | 2011-05-12 | Fujifilm Corp | 肝臓造影像を用いた医用画像診断装置および方法、並びにプログラム |
| JP2012010733A (ja) | 2010-06-29 | 2012-01-19 | Fujifilm Corp | 電子内視鏡システム、電子内視鏡用のプロセッサ装置、画像検索システム、及び検索方法 |
| JP2012245395A (ja) | 2012-09-19 | 2012-12-13 | Konica Minolta Medical & Graphic Inc | 動態撮影システム及び診断支援情報生成方法 |
| JP2015130698A (ja) | 2015-03-13 | 2015-07-16 | 株式会社東芝 | 情報出力装置、検知装置、プログラム及び情報出力方法 |
| JP2017094420A (ja) | 2015-11-20 | 2017-06-01 | ファナック株式会社 | 工作機械 |
| JP2018024094A (ja) | 2017-11-14 | 2018-02-15 | ファナック株式会社 | 工作機械の洗浄システム |
| JP2019111637A (ja) | 2017-12-26 | 2019-07-11 | ファナック株式会社 | 切粉除去装置及び情報処理装置 |
| JP2019117477A (ja) | 2017-12-27 | 2019-07-18 | ファナック株式会社 | リンク情報生成装置、リンク情報生成方法及びリンク情報生成プログラム |
| JP2021074853A (ja) | 2019-11-13 | 2021-05-20 | ファナック株式会社 | 工作機械の作業領域の洗浄の要否を判定する装置、洗浄システム、及び方法 |
| JP2021074852A (ja) | 2019-11-13 | 2021-05-20 | ファナック株式会社 | 工作機械の作業領域を洗浄する洗浄システム、及び方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021117745A1 (ja) | 2021-06-17 |
| EP4074458A4 (en) | 2024-01-10 |
| CN114786870A (zh) | 2022-07-22 |
| WO2021117745A1 (ja) | 2021-06-17 |
| EP4074458A1 (en) | 2022-10-19 |
| US20230011866A1 (en) | 2023-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107030520B (zh) | 去除系统以及加工系统 | |
| WO2022249968A1 (en) | Information processing device | |
| JP6788758B1 (ja) | 情報処理装置および工作機械 | |
| WO2021161592A1 (ja) | 情報処理装置及び情報処理システム | |
| US20220237767A1 (en) | Chip detection apparatus, machine tool, chip detection method, and learning image composition apparatus | |
| JP7065262B2 (ja) | 情報処理装置、工作機械及び情報処理システム | |
| WO2021161775A1 (ja) | 情報処理装置及び情報処理システム | |
| WO2021107076A1 (ja) | 表示装置、工作機械および液体の放出方法 | |
| US20240087158A1 (en) | Information processing device, and program | |
| JP6887033B1 (ja) | 画像処理装置、工作機械および画像処理方法 | |
| WO2022044882A1 (ja) | 情報処理装置及び工作機械 | |
| JP2023009980A (ja) | 工具摩耗モニタリング装置、工具摩耗モニタリングシステム、およびプログラム | |
| JP6922051B1 (ja) | 情報処理装置、工作機械及びプログラム | |
| WO2021107075A1 (ja) | 表示装置、工作機械および液体の放出方法 | |
| JP6935558B1 (ja) | 情報処理装置、プログラム及び工作機械 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220111 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20220111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220215 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220310 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220425 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7065262 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |