JP7063682B2 - 流体デバイス用複合部材およびその製造方法 - Google Patents
流体デバイス用複合部材およびその製造方法 Download PDFInfo
- Publication number
- JP7063682B2 JP7063682B2 JP2018066609A JP2018066609A JP7063682B2 JP 7063682 B2 JP7063682 B2 JP 7063682B2 JP 2018066609 A JP2018066609 A JP 2018066609A JP 2018066609 A JP2018066609 A JP 2018066609A JP 7063682 B2 JP7063682 B2 JP 7063682B2
- Authority
- JP
- Japan
- Prior art keywords
- base material
- silicone
- resin base
- fluid device
- flow path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000012530 fluid Substances 0.000 title claims description 76
- 239000002131 composite material Substances 0.000 title claims description 46
- 238000004519 manufacturing process Methods 0.000 title description 51
- 239000000463 material Substances 0.000 claims description 144
- 229920001296 polysiloxane Polymers 0.000 claims description 111
- 229920005989 resin Polymers 0.000 claims description 101
- 239000011347 resin Substances 0.000 claims description 101
- 230000004888 barrier function Effects 0.000 claims description 35
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 claims description 22
- 239000000853 adhesive Substances 0.000 claims description 16
- 230000001070 adhesive effect Effects 0.000 claims description 16
- 239000003054 catalyst Substances 0.000 claims description 12
- 229910052697 platinum Inorganic materials 0.000 claims description 11
- 229920002379 silicone rubber Polymers 0.000 claims description 9
- 239000004945 silicone rubber Substances 0.000 claims description 8
- 238000005192 partition Methods 0.000 claims description 7
- 229920005672 polyolefin resin Polymers 0.000 claims description 6
- 238000000638 solvent extraction Methods 0.000 claims description 5
- 239000004925 Acrylic resin Substances 0.000 claims description 2
- 229920000178 Acrylic resin Polymers 0.000 claims description 2
- 239000004944 Liquid Silicone Rubber Substances 0.000 claims 1
- 239000010410 layer Substances 0.000 description 104
- 239000007788 liquid Substances 0.000 description 44
- 230000002209 hydrophobic effect Effects 0.000 description 42
- 238000000034 method Methods 0.000 description 27
- 239000010408 film Substances 0.000 description 22
- 239000007789 gas Substances 0.000 description 22
- 238000011282 treatment Methods 0.000 description 14
- 239000004205 dimethyl polysiloxane Substances 0.000 description 12
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 12
- 238000012986 modification Methods 0.000 description 11
- 230000004048 modification Effects 0.000 description 11
- 239000000758 substrate Substances 0.000 description 11
- 239000012298 atmosphere Substances 0.000 description 9
- 238000000465 moulding Methods 0.000 description 9
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 8
- 238000007689 inspection Methods 0.000 description 8
- -1 polydimethylsiloxane Polymers 0.000 description 8
- 230000003287 optical effect Effects 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- 239000010409 thin film Substances 0.000 description 7
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 239000011521 glass Substances 0.000 description 6
- 230000013011 mating Effects 0.000 description 6
- 229910044991 metal oxide Inorganic materials 0.000 description 6
- 150000004706 metal oxides Chemical class 0.000 description 6
- 238000002407 reforming Methods 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 5
- 239000006087 Silane Coupling Agent Substances 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- 150000001875 compounds Chemical class 0.000 description 5
- NBVXSUQYWXRMNV-UHFFFAOYSA-N fluoromethane Chemical compound FC NBVXSUQYWXRMNV-UHFFFAOYSA-N 0.000 description 5
- 239000003960 organic solvent Substances 0.000 description 5
- 239000001301 oxygen Substances 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- 229910052814 silicon oxide Inorganic materials 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 229910052786 argon Inorganic materials 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 239000000428 dust Substances 0.000 description 4
- 230000001965 increasing effect Effects 0.000 description 4
- 238000010030 laminating Methods 0.000 description 4
- 239000012528 membrane Substances 0.000 description 4
- 229920001709 polysilazane Polymers 0.000 description 4
- BOTDANWDWHJENH-UHFFFAOYSA-N Tetraethyl orthosilicate Chemical compound CCO[Si](OCC)(OCC)OCC BOTDANWDWHJENH-UHFFFAOYSA-N 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- 230000014759 maintenance of location Effects 0.000 description 3
- 238000005268 plasma chemical vapour deposition Methods 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 230000008961 swelling Effects 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- VXUYXOFXAQZZMF-UHFFFAOYSA-N titanium(IV) isopropoxide Chemical compound CC(C)O[Ti](OC(C)C)(OC(C)C)OC(C)C VXUYXOFXAQZZMF-UHFFFAOYSA-N 0.000 description 3
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 239000012159 carrier gas Substances 0.000 description 2
- 239000003153 chemical reaction reagent Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000001307 helium Substances 0.000 description 2
- 229910052734 helium Inorganic materials 0.000 description 2
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 2
- UQEAIHBTYFGYIE-UHFFFAOYSA-N hexamethyldisiloxane Chemical compound C[Si](C)(C)O[Si](C)(C)C UQEAIHBTYFGYIE-UHFFFAOYSA-N 0.000 description 2
- 125000004435 hydrogen atom Chemical class [H]* 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 238000000206 photolithography Methods 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- JMXKSZRRTHPKDL-UHFFFAOYSA-N titanium ethoxide Chemical compound [Ti+4].CC[O-].CC[O-].CC[O-].CC[O-] JMXKSZRRTHPKDL-UHFFFAOYSA-N 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000001312 dry etching Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 125000005843 halogen group Chemical group 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 239000011325 microbead Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229920005573 silicon-containing polymer Polymers 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J19/00—Chemical, physical or physico-chemical processes in general; Their relevant apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L3/00—Containers or dishes for laboratory use, e.g. laboratory glassware; Droppers
- B01L3/50—Containers for the purpose of retaining a material to be analysed, e.g. test tubes
- B01L3/502—Containers for the purpose of retaining a material to be analysed, e.g. test tubes with fluid transport, e.g. in multi-compartment structures
- B01L3/5027—Containers for the purpose of retaining a material to be analysed, e.g. test tubes with fluid transport, e.g. in multi-compartment structures by integrated microfluidic structures, i.e. dimensions of channels and chambers are such that surface tension forces are important, e.g. lab-on-a-chip
- B01L3/502707—Containers for the purpose of retaining a material to be analysed, e.g. test tubes with fluid transport, e.g. in multi-compartment structures by integrated microfluidic structures, i.e. dimensions of channels and chambers are such that surface tension forces are important, e.g. lab-on-a-chip characterised by the manufacture of the container or its components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/42—Moulds or cores; Details thereof or accessories therefor characterised by the shape of the moulding surface, e.g. ribs or grooves
- B29C33/424—Moulding surfaces provided with means for marking or patterning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/08—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/20—Layered products comprising a layer of natural or synthetic rubber comprising silicone rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C99/00—Subject matter not provided for in other groups of this subclass
- B81C99/0075—Manufacture of substrate-free structures
- B81C99/0085—Manufacture of substrate-free structures using moulds and master templates, e.g. for hot-embossing
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N37/00—Details not covered by any other group of this subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L2200/00—Solutions for specific problems relating to chemical or physical laboratory apparatus
- B01L2200/06—Fluid handling related problems
- B01L2200/0647—Handling flowable solids, e.g. microscopic beads, cells, particles
- B01L2200/0668—Trapping microscopic beads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L2200/00—Solutions for specific problems relating to chemical or physical laboratory apparatus
- B01L2200/12—Specific details about manufacturing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L2300/00—Additional constructional details
- B01L2300/08—Geometry, shape and general structure
- B01L2300/0887—Laminated structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L2300/00—Additional constructional details
- B01L2300/12—Specific details about materials
- B01L2300/123—Flexible; Elastomeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L2300/00—Additional constructional details
- B01L2300/16—Surface properties and coatings
- B01L2300/161—Control and use of surface tension forces, e.g. hydrophobic, hydrophilic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2083/00—Use of polymers having silicon, with or without sulfur, nitrogen, oxygen, or carbon only, in the main chain, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2083/00—Use of polymers having silicon, with or without sulfur, nitrogen, oxygen, or carbon only, in the main chain, as moulding material
- B29K2083/005—LSR, i.e. liquid silicone rubbers, or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/756—Microarticles, nanoarticles
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Analytical Chemistry (AREA)
- General Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Clinical Laboratory Science (AREA)
- Hematology (AREA)
- Dispersion Chemistry (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Life Sciences & Earth Sciences (AREA)
- Pathology (AREA)
- Immunology (AREA)
- General Physics & Mathematics (AREA)
- Biochemistry (AREA)
- Physics & Mathematics (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Micromachines (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
Description
[流体デバイス用複合部材の構成]
まず、第一実施形態の流体デバイス用複合部材の構成を説明する。図1に、第一実施形態の流体デバイス用複合部材を備える流体デバイスの透過上面図を示す。図2に、同流体デバイスのII-II断面図を示す。図3に、同流体デバイスのIII-III断面図を示す。本実施形態において、流体デバイス用複合部材は、流体デバイスの下側部材として具現化されている。以下の図においては、上下方向が流体デバイスの厚さ方向に対応している。
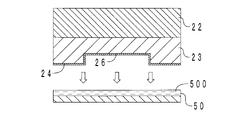
次に、流体デバイス1の製造方法を説明しながら、本実施形態の流体デバイス用複合部材の製造方法を説明する。図4に、流体デバイスの下側部材の製造における改質工程を示す。図5に、同下側部材の製造における積層体製造工程を示す。図6に、同下側部材の製造における疎水性層形成工程を示す。図7に、同下側部材の製造における親水性層形成工程を示す。図8に、流体デバイスの製造における上側部材と下側部材との積層工程を示す。
次に、本実施形態の流体デバイス用複合部材およびその製造方法の作用効果を説明する。本実施形態の流体デバイス1において、導入孔15から注入された流体は、流路11を流れて排出口16から排出される。例えば、有機溶媒に粒子が分散されている疎水性のサンプル液を流体デバイス1に流した場合、サンプル液と本体部23との直接的な接触は、疎水性層24および親水性層25により回避される。このため、本体部23にサンプル液が染み込みにくく、本体部23の膨潤が抑制される。したがって、シリコーン部材21の変形が抑制され、下側凹部26の大きさが変化しにくい。また、下側凹部26は疎水性層24で被覆され、流路部27の最表層は親水性層25である。さらに、流路11を形成する上側基材12の下面全体にも親水性層13が配置される。流路11における下側凹部26以外の部分は全て親水性を有するため、下側凹部26以外の部分に疎水性のサンプル液が付着、残留しにくい。したがって、サンプル液中の所望の粒子を下側凹部26に漏れなく捕捉することができる。
以上、本発明の流体デバイス用複合部材およびその製造方法の実施の形態を示したが、本発明の流体デバイス用複合部材を備える流体デバイスの構成は、上記形態に限定されない。例えば、本発明の流体デバイス用複合部材に積層される相手部材の材質は、PDMSなどのシリコーンの他、フッ素樹脂、ガラスなどでもよい。相手部材の形状、大きさなども何ら限定されない。本発明の流体デバイス用複合部材と相手部材とは、単に積層させるだけでもよいが、接着剤などを用いて接着してもよい。
(1)樹脂基材
樹脂基材の材料としては、シリコーン部材が有する軟らかさ、粘着性、帯電性などの課題を改善できる材料を選択すればよい。例えば、比較的硬質で、光透過性に優れ、自家蛍光性が少ないという観点から、オレフィン樹脂またはアクリル樹脂を用いることが望ましい。例えば、ポリプロピレン樹脂、環状オレフィン樹脂、ポリメタクリル酸メチル樹脂などが好適である。
シリコーン部材は、シリコーン製の本体部と、バリア層と、を有する。本明細書において「シリコーン」とは、シリコーン樹脂およびシリコーンゴムの両方を含む概念である。本体部の好適例として、白金触媒を有するシリコーンゴムからなる態様が挙げられる。白金触媒を配合することにより、液状シリコーン材料の硬化温度を低下させることができる。したがって、樹脂基材の表面に液状シリコーン材料を配置して、所定の温度下で硬化させる方法を採用した場合、通常よりも低温で硬化させることが可能になる。これにより、樹脂基材の変形を抑制することができる。白金触媒の含有量は、硬化温度、硬化速度、本体部の光学特性などを考慮して適宜決定すればよい。例えば白金触媒の含有量が多いと、硬化温度は低下するが、ポットライフが短くなる、ヘイズ(濁度)が大きくなり光学特性が低下する、コストが高くなるなどの問題がある。
本発明の流体デバイス用シリコーン部材の製造方法は、積層体製造工程の他、改質工程、バリア層形成工程、凹部形成工程などを含んでもよい。以下に、各工程を説明する。
本工程は、後述する積層体製造工程の前に、樹脂基材の表面を改質処理する工程である。本工程は必ずしも必要ではないが、樹脂基材の表面を改質処理しておくことにより、樹脂基材とシリコーン部材との接着性が向上する。改質処理は、上述したように、大気圧下または真空下におけるプラズマの照射、エキシマ光の照射、紫外線の照射、シランカップリング剤の塗布などにより行えばよい。なかでも、短時間の処理で効果が得られ、樹脂基材に熱ダメージを与えにくい、廃液処理や乾燥の必要がないという観点から、アルゴンなどの希ガス雰囲気中、または酸素を含むガス雰囲気中で行う真空マイクロ波プラズマ処理が望ましい。これにより、樹脂基材の表面に容易に水酸基を付与することができる。また、例えばロール状に巻きつけられた連続フィルム状の樹脂基材を用いる場合などで広く用いられている技術を適用して、生産効率を高めるという観点では、シランカップリング剤の塗布が望ましい。
本工程は、樹脂基材の表面に液状シリコーン材料を配置し、100℃以下の温度下で該液状シリコーン材料を硬化させることにより、該樹脂基材にシリコーン硬化物が接着された積層体を得る工程である。
本工程は、積層体製造工程の後に、シリコーン硬化物の一面の少なくとも一部に親水性または疎水性を有するバリア層を形成する工程である。本工程は必ずしも必要ではないが、用途に応じて流路区画部にバリア層を配置することにより、分析精度や回収率を向上させることができる。
本工程は、積層体製造工程の後に、シリコーン硬化物の一面に凹部を形成する工程である。上述したように、積層体製造工程において、積層体を製造するのと同時にシリコーン硬化物の一面に凹部を形成してもよい。しかし、積層体製造工程においてはシリコーン硬化物の一面に凹部を形成せず、別途本工程においてシリコーン硬化物の一面に凹部を形成してもよい。凹部を形成する方法としては、レーザー描画、フォトリソグラフィを用いたエッチング、マイクロビーズブラスト、ナノインプリントなどが挙げられる。
成形型にポリプロピレン樹脂製の樹脂基材を配置し、種々の硬化温度下で液状シリコーン材料を射出成形して、得られた積層体における樹脂基材の変形の程度を調べた。硬化温度は、80~130℃の範囲において10℃刻みで設定した。これとは別に、設定した硬化温度ごとに液状シリコーン材料のみを射出成形し、未硬化部分がなくなるまでの最短時間を測定した。この測定された最短時間を、各硬化温度における硬化時間として採用した。

樹脂基材とシリコーン硬化物との積層体において、樹脂基材の厚さ比率を変えて積層体のたわみ量を測定した。まず、ポリプロピレン樹脂からなり、縦30mm、横50mmで厚さが異なる長方形薄膜状の樹脂基材を6種類準備した。次に、各樹脂基材の上面に、80℃下で液状シリコーン材料を射出成形して、樹脂基材とシリコーン硬化物との積層体を製造した。積層体の厚さは全て200μmとした。すなわち、樹脂基材の厚さに応じてシリコーン硬化物の厚さを調整した。そして、得られた積層体の短手方向一端部を治具で把持し、積層体が自重でどの程度たわむか測定した。図9Aに、積層体の上面図を示し、図9Bに、治具で把持された状態の積層体の側面図を示す。図9Aにハッチングを施して示すように、積層体60の短手方向一端部には、幅5mmの把持部600が配置されている。図9Bに示すように、把持部600は、治具61にて把持され固定されている。積層体60を水平状態に保持した状態を0mm地点とし、把持部600とは反対側の他端部が自重により下がった距離を測定してたわみ量とした。図10に、樹脂基材の厚さ比率に対する積層体のたわみ量をグラフで示す。なお、図10中、樹脂基材の厚さ比率が0%の場合はシリコーン硬化物のみからなる試験片の結果であり、100%の場合は樹脂基材のみからなる試験片の結果である。両試験片の形状および大きさは、積層体のそれと同じである(縦30mm、横50mm、厚さ200μmの長方形薄膜状)。
Claims (5)
- 一面に流路を区画する流路区画部を有し、液状シリコーンゴム材料の硬化物からなる本体部と、該流路区画部の少なくとも一部に配置され、親水性または疎水性を有するバリア層と、を有するシリコーン部材と、
該本体部の該一面とは反対側の他面に配置され、オレフィン樹脂またはアクリル樹脂からなる樹脂基材と、
を備え、
該シリコーン部材の該本体部と該樹脂基材とは架橋接着されている流体デバイス用複合部材。 - 厚さが500μm以下である請求項1に記載の流体デバイス用複合部材。
- 前記樹脂基材の厚さは、全体の厚さの40%以上である請求項1または請求項2に記載の流体デバイス用複合部材。
- 前記本体部は、白金触媒を有するシリコーンゴムからなる請求項1ないし請求項3のいずれかに記載の流体デバイス用複合部材。
- 前記本体部は、接着成分を有するシリコーンゴムからなる請求項1ないし請求項4のいずれかに記載の流体デバイス用複合部材。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018066609A JP7063682B2 (ja) | 2018-03-30 | 2018-03-30 | 流体デバイス用複合部材およびその製造方法 |
| PCT/JP2018/039105 WO2019187275A1 (ja) | 2018-03-30 | 2018-10-19 | 流体デバイス用複合部材およびその製造方法 |
| US16/867,556 US11548194B2 (en) | 2018-03-30 | 2020-05-05 | Method for manufacturing fluid device composite member |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018066609A JP7063682B2 (ja) | 2018-03-30 | 2018-03-30 | 流体デバイス用複合部材およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019177304A JP2019177304A (ja) | 2019-10-17 |
| JP7063682B2 true JP7063682B2 (ja) | 2022-05-09 |
Family
ID=68058637
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018066609A Active JP7063682B2 (ja) | 2018-03-30 | 2018-03-30 | 流体デバイス用複合部材およびその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11548194B2 (ja) |
| JP (1) | JP7063682B2 (ja) |
| WO (1) | WO2019187275A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW202100247A (zh) * | 2019-01-29 | 2021-01-01 | 美商伊路米納有限公司 | 流通槽 |
| JP7209198B2 (ja) | 2019-03-27 | 2023-01-20 | パナソニックIpマネジメント株式会社 | 距離測定装置および画像生成方法 |
| JP7399017B2 (ja) * | 2020-03-31 | 2023-12-15 | 住友理工株式会社 | シリコーン部材およびその製造方法 |
| JP7526421B2 (ja) | 2020-05-26 | 2024-08-01 | 地方独立行政法人神奈川県立産業技術総合研究所 | 脂質二重膜の形成方法並びにそのための隔壁及び器具 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000248076A (ja) | 1999-03-04 | 2000-09-12 | Kawamura Inst Of Chem Res | 微小ケミカルデバイスの製造方法 |
| JP2001519907A (ja) | 1997-04-04 | 2001-10-23 | アクレイラ バイオサイエンシズ | 包囲されたマイクロチャネル構造体の製造方法 |
| JP2004325153A (ja) | 2003-04-23 | 2004-11-18 | Aida Eng Ltd | マイクロチップ及びその製造方法 |
| JP2004330038A (ja) | 2003-05-06 | 2004-11-25 | Starlite Co Ltd | 化学マイクロデバイス |
| US20060210445A1 (en) | 2004-05-12 | 2006-09-21 | Osterfeld Sebastian J | Multilayer microfluidic device |
| JP2012132894A (ja) | 2010-12-01 | 2012-07-12 | Arkray Inc | デバイス及びその製造方法 |
| JP2013188677A (ja) | 2012-03-13 | 2013-09-26 | Asahi Fr R&D Co Ltd | マイクロ化学チップ |
| WO2015098719A1 (ja) | 2013-12-27 | 2015-07-02 | 株式会社朝日Fr研究所 | 熱伝導性マイクロ化学チップ |
| JP2017154036A (ja) | 2016-02-29 | 2017-09-07 | 住友理工株式会社 | 流体デバイス用シリコーン部材およびその製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006181407A (ja) | 2004-12-27 | 2006-07-13 | Pentax Corp | Pdms製シート |
-
2018
- 2018-03-30 JP JP2018066609A patent/JP7063682B2/ja active Active
- 2018-10-19 WO PCT/JP2018/039105 patent/WO2019187275A1/ja active Application Filing
-
2020
- 2020-05-05 US US16/867,556 patent/US11548194B2/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001519907A (ja) | 1997-04-04 | 2001-10-23 | アクレイラ バイオサイエンシズ | 包囲されたマイクロチャネル構造体の製造方法 |
| JP2000248076A (ja) | 1999-03-04 | 2000-09-12 | Kawamura Inst Of Chem Res | 微小ケミカルデバイスの製造方法 |
| JP2004325153A (ja) | 2003-04-23 | 2004-11-18 | Aida Eng Ltd | マイクロチップ及びその製造方法 |
| JP2004330038A (ja) | 2003-05-06 | 2004-11-25 | Starlite Co Ltd | 化学マイクロデバイス |
| US20060210445A1 (en) | 2004-05-12 | 2006-09-21 | Osterfeld Sebastian J | Multilayer microfluidic device |
| JP2012132894A (ja) | 2010-12-01 | 2012-07-12 | Arkray Inc | デバイス及びその製造方法 |
| JP2013188677A (ja) | 2012-03-13 | 2013-09-26 | Asahi Fr R&D Co Ltd | マイクロ化学チップ |
| WO2015098719A1 (ja) | 2013-12-27 | 2015-07-02 | 株式会社朝日Fr研究所 | 熱伝導性マイクロ化学チップ |
| JP2017154036A (ja) | 2016-02-29 | 2017-09-07 | 住友理工株式会社 | 流体デバイス用シリコーン部材およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11548194B2 (en) | 2023-01-10 |
| WO2019187275A1 (ja) | 2019-10-03 |
| JP2019177304A (ja) | 2019-10-17 |
| US20200262113A1 (en) | 2020-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7063682B2 (ja) | 流体デバイス用複合部材およびその製造方法 | |
| US9828671B2 (en) | Method for fixation onto layer comprising amorphous carbon film, and laminate | |
| TW201825623A (zh) | 用於片材接合的矽氧烷電漿聚合物 | |
| WO2011089892A1 (ja) | 硬質シリコーン樹脂の接着方法、微細構造を有する基板の接合方法および当該接合方法を利用したマイクロ流体デバイスの製造方法 | |
| CN102791804B (zh) | 活性能量射线固化性树脂组合物、及表面具有微细凹凸结构的物品的制造方法 | |
| JP5842909B2 (ja) | 転写フィルム | |
| TWI511801B (zh) | 將撥水撥油層固定於非晶質碳膜層之方法及以該方法形成之積層體 | |
| WO2014041904A1 (ja) | 凹凸形状付積層体の製造方法および転写フィルム | |
| EP0854389A1 (en) | Process for the production of a coating of molecular thickness on a substrate | |
| JP2019516073A (ja) | 親水性コーティングを備えたマイクロチャネルを有するマイクロ流体デバイス | |
| Teshima et al. | Gas barrier performance of surface-modified silica films with grafted organosilane molecules | |
| JP2019002932A (ja) | マイクロチップ | |
| EP2512674B1 (en) | Process for assembling elements containing biological substances | |
| JP7400976B2 (ja) | 高分子フィルムの剥離方法、電子デバイスの製造方法、及び、剥離装置 | |
| JP7063541B2 (ja) | 流体デバイス用シリコーン部材およびその製造方法 | |
| JP5516954B2 (ja) | 微細構造を有する基板の接合方法および当該接合方法を利用したマイクロ流体デバイスの製造方法 | |
| JP7022639B2 (ja) | 流体デバイス用樹脂部材およびその製造方法 | |
| JP5239870B2 (ja) | マイクロチップ、及びマイクロチップの製造方法 | |
| JP7301576B2 (ja) | 流体デバイス用部材およびその製造方法 | |
| CN110217785B (zh) | 一种cvd生长的石墨烯的转移操作方法 | |
| JP2018002947A (ja) | 保護フィルム及びその製造方法、並びに、機能転写体 | |
| JP5790127B2 (ja) | 積層体の製造方法 | |
| KR20090093429A (ko) | 박막 pdms층을 포함하는 noa채널로 이루어진마이크로 또는 나노 유체칩 및 그의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200923 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210706 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210901 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211104 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220405 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220421 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7063682 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |