JP7020162B2 - スクエアエンドミル - Google Patents
スクエアエンドミル Download PDFInfo
- Publication number
- JP7020162B2 JP7020162B2 JP2018025405A JP2018025405A JP7020162B2 JP 7020162 B2 JP7020162 B2 JP 7020162B2 JP 2018025405 A JP2018025405 A JP 2018025405A JP 2018025405 A JP2018025405 A JP 2018025405A JP 7020162 B2 JP7020162 B2 JP 7020162B2
- Authority
- JP
- Japan
- Prior art keywords
- blade
- outer peripheral
- angle
- end mill
- square end
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000002093 peripheral effect Effects 0.000 claims description 164
- 230000004323 axial length Effects 0.000 claims description 8
- 238000005520 cutting process Methods 0.000 description 230
- 239000000463 material Substances 0.000 description 24
- 238000003780 insertion Methods 0.000 description 17
- 230000037431 insertion Effects 0.000 description 17
- 230000000052 comparative effect Effects 0.000 description 14
- 238000011156 evaluation Methods 0.000 description 13
- 238000012360 testing method Methods 0.000 description 13
- 230000000694 effects Effects 0.000 description 10
- 238000012423 maintenance Methods 0.000 description 7
- 238000003754 machining Methods 0.000 description 6
- 230000007547 defect Effects 0.000 description 5
- 238000012545 processing Methods 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052582 BN Inorganic materials 0.000 description 2
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 2
- 229910001315 Tool steel Inorganic materials 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 238000003801 milling Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 2
- 229910000997 High-speed steel Inorganic materials 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 239000011195 cermet Substances 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- -1 iron group metals Chemical class 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 1
Images







Landscapes
- Milling Processes (AREA)
Description
中心軸Cに直交する方向を径方向と呼ぶ。径方向のうち、中心軸Cに近づく向きを径方向の内側と呼び、中心軸Cから離れる向きを径方向の外側と呼ぶ。
中心軸C回りに周回する方向を周方向と呼ぶ。周方向のうち、切削加工時に刃先交換式スクエアエンドミル1が回転させられる向きを工具回転方向Rと呼び、これとは反対の回転方向を、工具回転方向Rとは反対方向または反工具回転方向と呼ぶ。
具体的に、切削インサート10においては、軸方向のうち、底刃11から、切削インサート10の底刃11とは反対側の端部へ向かう方向が、後端側である。軸方向のうち、切削インサート10の底刃11とは反対側の端部から、底刃11へ向かう方向が、先端側である。
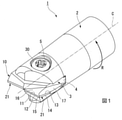
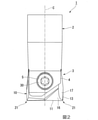
インサート挿入溝4は、ホルダ2の先端部に配置されて径方向に延びる。インサート挿入溝4は、ホルダ2の先端部において先端側および径方向に開口する溝状である。インサート挿入溝4は、ホルダ2の先端部を径方向に貫通するスリット状である。インサート挿入溝4は、ホルダ2の先端面に開口し、ホルダ2の外周面にも開口する。インサート挿入溝4は、ホルダ2の先端面から後端側へ向けて窪む凹状である。特に図示しないが、インサート挿入溝4の後端部に位置して先端側を向く底面は、後端側へ向けて窪むV字状である。
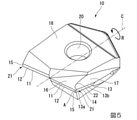
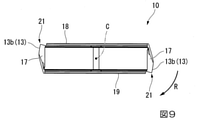
切削インサート10の厚さ方向を向く一対の板面を、図中に符号18、19で示す。切削インサート10は、ネジ挿通孔20と、切れ刃部21と、コーナ稜線15と、ギャッシュ面16と、切屑排出溝17と、を有する。
本実施形態の例では、外周刃逃げ面14のうち、先端部13aの逃げ面部分と、先端部13aよりも後端側に位置する部分13bの逃げ面部分とが、単一の面により形成されている。
すなわちこの場合、刃先交換式スクエアエンドミル1の切れ刃の刃先強度が確保され、切れ刃の形状維持寿命が改善される効果を有する。また、切れ刃の欠損が防止されて、被削材の加工面精度を良好に維持することができる。
すなわちこの場合、ギャッシュ面16の径方向外端部における軸方向の長さが、径方向外端において最小であり、径方向外端よりも径方向の内側に位置する部分において大きくなる(径方向外端と同等以上である)。このため、ギャッシュ面16のうち外周刃13の先端部13aに繋がる部分において、切れ刃の刃先強度が確保され得るべく刃部を製造すれば、この部分よりも径方向内側に位置する切れ刃の部分(底刃11)全体において、安定して剛性を確保できる。したがって、切れ刃の刃先強度を安定して高められる。
また、切削インサート10がネジ挿通孔20を有する例を挙げたが、ネジ挿通孔20を有していなくてもよい。この場合、切削インサート10は、ホルダ2に対して、例えばクランプ機構等により着脱可能に取り付けられる。
また、ホルダ2は、例えば、SKD61等の合金工具鋼で製造する場合の他、SKD61等の合金工具鋼と超硬合金とを接合し形成したものを用いることも可能である。
本発明の実施例として、下記表1の実施例1~8の諸元を有する切削インサート10および刃先交換式スクエアエンドミル1を用意した。また、従来の比較例として、下記表2の比較例1~8の諸元を有する切削インサートおよび刃先交換式スクエアエンドミルを用意した。
まず、第1のステップとして、接触式輪郭形状測定装置を用いて、底刃逃げ角および外周刃逃げ角の測定を行い、ツールプリセッタを用いて、中低勾配角Dの測定を行う。
次に、第2のステップとして、上記の3項目の測定データをもとに、切れ刃部21のコーナ部先端の三次元形状モデルを作成し、これを電子データ化する。
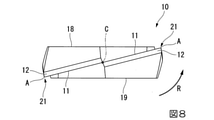
最後に、第3のステップとして、上記の三次元形状モデルの図面より、切削インサートの中心軸C、および底刃11と外周刃13との接続点Aを含む基準面に、コーナ稜線15を垂直に投影して、第1稜線角θ1、第2稜線角θ2の各角度を算出する。ここで第1稜線角θ1は、切削インサートの底刃11を基準線として、コーナ稜線15との交差角度から求めることができる。また第2稜線角θ2は、切削インサートの外周刃13を基準線として、コーナ稜線15との交差角度から求めることができる。
被削材:DAC(45HRC)
加工方法:肩削り
切削条件:Vc=160m/min、fz=0.15mm/t、ap=1.0mm、ae=0.2mm、OH=90mm、エアブロー
A:加工面精度を確保できる切削長(切削距離)が80m以上であり、工具寿命が優れている。
B:加工面精度を確保できる切削長が40m以上80m以下であり、工具寿命が良好である。
C:加工面精度を確保できる切削長が40m未満であり、工具寿命が劣っている。
なお、上記A~Cにおいて、「加工面精度を確保できる」基準は、最大逃げ面摩耗量が0.1mm以下であることとした。


実施例1~5は、底刃逃げ角および外周刃逃げ角の各数値範囲が、4°~8°であり、底刃逃げ角と外周刃逃げ角とを同一の値に設定した。また、中低勾配角Dは、1°または2°に設定した。第1稜線角θ1および第2稜線角θ2は、それぞれ、44°または44.5°であった。
切削試験の評価結果は、工具寿命が80m以上を示し、Aランクとなった。切削長が80mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、逃げ面摩耗量は少なく、切れ刃の形状維持を図ることができていた。さらに、切れ刃の欠損も観察されなかったことから、継続使用が可能な状態であると判断できた。なお、実施例3は最も長い工具寿命を示し、最大逃げ面摩耗量の判断基準を0.1mmに設定したときの切削長は、144mであった。実施例3の切れ刃部21の刃先観察写真を図11に示す(観察倍率100倍)。図11に示すように、実施例3は逃げ面摩耗量が少なく、切れ刃形状の維持を図ることができた。
切削試験の評価結果では、工具寿命が80mに達しなかったものの40m以上を示し、Bランクとなった。
切削長が40mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、逃げ面摩耗量は、底刃11付近よりも外周刃13付近での進行が見受けられたものの、切れ刃の形状維持の状態は満足のできる程度であると判断した。なお、45mの時点において、最大逃げ面摩耗量0.1mmを超えた。
切削試験の評価結果では、工具寿命が80mに達しなかったが、40m以上を示し、Bランクとなった。
切削長が40mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃逃げ面12に比べて外周刃逃げ面14の摩耗幅が大きいものの、切れ刃の形状は維持できているものと判断した。60mの時点において、最大逃げ面摩耗量0.1mmを超えた。
切削試験の評価結果では、工具寿命が80mに達しなかったが、40m以上を示し、Bランクとなった。
切削長が40mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、外周刃逃げ面14に比べて底刃逃げ面12の摩耗が進行したものの、切れ刃の形状は維持できているものと判断した。70mの時点において、最大逃げ面摩耗量0.1mmを超えた。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行しているが、切れ刃の刃先形状は維持できていると判断した。31mの時点において、最大逃げ面摩耗量0.1mmを超えた。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行し、微小なチッピングが確認されているが、切れ刃の刃先形状は維持できていると判断した。17mの時点において、刃先先端部に欠損が生じ工具寿命となった。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行しているが、切れ刃の刃先形状は維持できていると判断した。20mの時点において、最大逃げ面摩耗量0.1mmを超えた。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行しているが、切れ刃の刃先形状は維持できていると判断した。29mの時点において、最大逃げ面摩耗量0.1mmを超えた。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行しているが、切れ刃の刃先形状は維持できていると判断した。37mの時点において、最大逃げ面摩耗量0.1mmを超えた。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行し、微小なチッピングが確認されているが、切れ刃の刃先形状は維持できていると判断した。23mの時点において、最大逃げ面摩耗量0.1mmを超えた。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行し、微小なチッピングが確認されているが、切れ刃の刃先形状は維持できていると判断した。9mの時点において、刃先先端部に欠損が生じ工具寿命となった。比較例7の切れ刃部21の刃先観察写真を図12に示す(観察倍率100倍)。図12に示すように、比較例7は外周刃逃げ面14の摩耗幅が大きく、また微小なチッピングが観察された。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行し、微小なチッピングが確認されているが、切れ刃の刃先形状は維持できていると判断した。13mの時点において、刃先先端部に欠損が生じ工具寿命となった。
Claims (9)
- 中心軸回りに回転させられる工具刃部と、
前記工具刃部の軸方向の先端部に配置される底刃と、
前記工具刃部の先端面に配置され、前記底刃から工具回転方向とは反対方向に向かうにしたがい軸方向の後端側に向けて延びる底刃逃げ面と、
前記工具刃部の径方向の外端部に配置され、軸方向に沿って延び、前記底刃と繋がる外周刃と、
前記工具刃部の外周面に配置され、前記外周刃から工具回転方向とは反対方向に向かうにしたがい径方向の内側に向けて延びる外周刃逃げ面と、
前記底刃逃げ面と前記外周刃逃げ面との交差稜線部に形成され、前記底刃と前記外周刃との接続点から軸方向の後端側に向かうにしたがい径方向内側に向けて延びるコーナ稜線と、を備え、
前記底刃は、前記接続点から径方向内側に向かうにしたがい軸方向の後端側に向けて延び、
前記中心軸と前記接続点とを含む基準面を正面に見て、
前記中心軸に直交する仮想直線と前記底刃との間に形成される中低勾配角が、0°を超え3°未満であり、
前記底刃と前記コーナ稜線との間に形成される第1稜線角、および、前記外周刃と前記コーナ稜線との間に形成される第2稜線角が、それぞれ、36°以上51°以下である、スクエアエンドミル。 - 請求項1に記載のスクエアエンドミルであって、
前記第1稜線角および前記第2稜線角が、それぞれ、40°以上45°以下である、スクエアエンドミル。 - 請求項1または2に記載のスクエアエンドミルであって、
前記底刃逃げ面の逃げ角および前記外周刃逃げ面の逃げ角が、それぞれ、4°以上8°以下である、スクエアエンドミル。 - 請求項3に記載のスクエアエンドミルであって、
前記底刃逃げ面の逃げ角と前記外周刃逃げ面の逃げ角との差が、2°未満である、スクエアエンドミル。 - 請求項3または4に記載のスクエアエンドミルであって、
前記底刃逃げ面の逃げ角と前記外周刃逃げ面の逃げ角とが、互いに等しい、スクエアエンドミル。 - 請求項1~5のいずれか一項に記載のスクエアエンドミルであって、
前記工具刃部の少なくとも軸方向の先端部に配置されて工具回転方向を向き、前記外周刃の先端部および前記底刃に繋がるギャッシュ面と、
前記工具刃部の径方向の外端部に配置されて工具回転方向を向き、前記外周刃のうち先
端部よりも軸方向の後端側に位置する部分に繋がる切屑排出溝と、を備え、
前記切屑排出溝は、前記ギャッシュ面よりも工具回転方向とは反対方向に向けて窪み、
前記ギャッシュ面のうち、前記外周刃の先端部に繋がる部分の軸方向の長さが、0.3mm以上0.6mm以下である、スクエアエンドミル。 - 請求項6に記載のスクエアエンドミルであって、
前記ギャッシュ面の軸方向すくい角が、0°を超え3°以下である、スクエアエンドミル。 - 請求項6または7に記載のスクエアエンドミルであって、
前記ギャッシュ面の径方向外端部における軸方向の長さは、前記外周刃の先端部に繋がる部分において最も小さい、スクエアエンドミル。 - 請求項1~8のいずれか一項に記載のスクエアエンドミルであって、
前記中心軸に沿って延び、前記工具刃部が着脱可能に取り付けられるホルダを備える、
スクエアエンドミル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018025405A JP7020162B2 (ja) | 2018-02-15 | 2018-02-15 | スクエアエンドミル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018025405A JP7020162B2 (ja) | 2018-02-15 | 2018-02-15 | スクエアエンドミル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019141916A JP2019141916A (ja) | 2019-08-29 |
| JP7020162B2 true JP7020162B2 (ja) | 2022-02-16 |
Family
ID=67770766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018025405A Active JP7020162B2 (ja) | 2018-02-15 | 2018-02-15 | スクエアエンドミル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7020162B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021088008A (ja) * | 2019-12-02 | 2021-06-10 | 日進工具株式会社 | 高硬度切削工具 |
| CN113245604B (zh) * | 2021-05-07 | 2022-10-25 | 赣州澳克泰工具技术有限公司 | 一种铣刀及其刀杆 |
| JP2024039139A (ja) * | 2022-09-09 | 2024-03-22 | 株式会社Moldino | エンドミル |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003300112A (ja) | 2002-04-05 | 2003-10-21 | Dijet Ind Co Ltd | スクエアエンドミル |
| JP2010264592A (ja) | 2010-08-30 | 2010-11-25 | Hitachi Tool Engineering Ltd | 高硬度材用エンドミル |
| JP2014108506A (ja) | 2012-12-04 | 2014-06-12 | Mitsubishi Materials Corp | エンドミル |
| WO2015037617A1 (ja) | 2013-09-11 | 2015-03-19 | 日立ツール株式会社 | 刃先交換式回転切削工具及びそれに用いるインサート |
| WO2017188154A1 (ja) | 2016-04-25 | 2017-11-02 | 京セラ株式会社 | 切削工具 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5049009A (en) * | 1990-08-21 | 1991-09-17 | The Weldon Tool Company | Improved cutting tool |
-
2018
- 2018-02-15 JP JP2018025405A patent/JP7020162B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003300112A (ja) | 2002-04-05 | 2003-10-21 | Dijet Ind Co Ltd | スクエアエンドミル |
| JP2010264592A (ja) | 2010-08-30 | 2010-11-25 | Hitachi Tool Engineering Ltd | 高硬度材用エンドミル |
| JP2014108506A (ja) | 2012-12-04 | 2014-06-12 | Mitsubishi Materials Corp | エンドミル |
| WO2015037617A1 (ja) | 2013-09-11 | 2015-03-19 | 日立ツール株式会社 | 刃先交換式回転切削工具及びそれに用いるインサート |
| WO2017188154A1 (ja) | 2016-04-25 | 2017-11-02 | 京セラ株式会社 | 切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019141916A (ja) | 2019-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6853442B2 (ja) | 切削インサート及び刃先交換式切削工具 | |
| JP5470478B2 (ja) | 正面フライス | |
| JP5967330B1 (ja) | 切削インサート、及び刃先交換式回転切削工具 | |
| CN103764326B (zh) | 多刃立铣刀 | |
| CN109641293B (zh) | 切削刀片及可转位刀片式旋转切削工具 | |
| KR102021271B1 (ko) | 날끝 교환식 회전 절삭 공구 및 인서트 | |
| CN109862983B (zh) | 切削刀片及可转位刀片式旋转切削工具 | |
| JP6318579B2 (ja) | インサート及びインサートを装着した刃先交換式ボールエンドミル | |
| JP7020162B2 (ja) | スクエアエンドミル | |
| JP6604437B2 (ja) | 切削インサート及び刃先交換式回転切削工具 | |
| JP5301454B2 (ja) | チップ式ボールエンドミルのチップ素材 | |
| CN108290233B (zh) | 可转位刀片式旋转切削工具及刀片 | |
| JP2017080864A (ja) | 刃先交換式リーマおよびリーマ用インサート | |
| JP7453566B2 (ja) | 切削インサート及び刃先交換式回転切削工具 | |
| JP2018043321A (ja) | 切削インサート及び刃先交換式切削工具 | |
| JP7006179B2 (ja) | 切削インサート及び刃先交換式回転切削工具 | |
| JP6086179B1 (ja) | 刃先交換式回転切削工具及びインサート | |
| JP6086180B1 (ja) | 刃先交換式回転切削工具及びインサート | |
| JP2013013962A (ja) | Cbnエンドミル | |
| JP7239864B2 (ja) | 切削インサート及び刃先交換式回転切削工具 | |
| JP7265208B2 (ja) | 切削インサート及び刃先交換式回転切削工具 | |
| JP2014111286A (ja) | 刃先交換式ボールエンドミル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211026 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220117 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7020162 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |