JP7020162B2 - Square end mill - Google Patents
Square end mill Download PDFInfo
- Publication number
- JP7020162B2 JP7020162B2 JP2018025405A JP2018025405A JP7020162B2 JP 7020162 B2 JP7020162 B2 JP 7020162B2 JP 2018025405 A JP2018025405 A JP 2018025405A JP 2018025405 A JP2018025405 A JP 2018025405A JP 7020162 B2 JP7020162 B2 JP 7020162B2
- Authority
- JP
- Japan
- Prior art keywords
- blade
- outer peripheral
- angle
- end mill
- square end
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Milling Processes (AREA)
Description
本発明は、スクエアエンドミルに関する。 The present invention relates to a square end mill.
従来、例えば特許文献1に記載のスクエアエンドミルが知られる。スクエアエンドミルの切れ刃は、底刃と、外周刃と、を有する。底刃と外周刃とは、スクエアエンドミルの先端外周部において、互いの間に略直角を形成するように繋がる。
Conventionally, for example, the square end mill described in
この種のスクエアエンドミルにおいては、底刃と外周刃とで、刃先の損傷や摩耗等の進行の度合いが異なり、工具寿命に影響していた。 In this type of square end mill, the degree of progress of damage and wear of the cutting edge differs between the bottom blade and the outer peripheral blade, which affects the tool life.
本発明は、上記事情に鑑み、底刃と外周刃とで、刃先の損傷や摩耗等の進行の度合いを均等化でき、工具寿命を延長できるスクエアエンドミルを提供することを目的の一つとする。 In view of the above circumstances, one of the objects of the present invention is to provide a square end mill capable of equalizing the degree of progress of damage and wear of the cutting edge between the bottom blade and the outer peripheral blade and extending the tool life.
本発明のスクエアエンドミルの一つの態様は、中心軸回りに回転させられる工具刃部と、前記工具刃部の軸方向の先端部に配置される底刃と、前記工具刃部の先端面に配置され、前記底刃から工具回転方向とは反対方向に向かうにしたがい軸方向の後端側に向けて延びる底刃逃げ面と、前記工具刃部の径方向の外端部に配置され、軸方向に沿って延び、前記底刃と繋がる外周刃と、前記工具刃部の外周面に配置され、前記外周刃から工具回転方向とは反対方向に向かうにしたがい径方向の内側に向けて延びる外周刃逃げ面と、前記底刃逃げ面と前記外周刃逃げ面との交差稜線部に形成され、前記底刃と前記外周刃との接続点から軸方向の後端側に向かうにしたがい径方向内側に向けて延びるコーナ稜線と、を備え、前記底刃は、前記接続点から径方向内側に向かうにしたがい軸方向の後端側に向けて延び、前記中心軸と前記接続点とを含む基準面を正面に見て、前記中心軸に直交する仮想直線と前記底刃との間に形成される中低勾配角が、0°を超え3°未満であり、前記底刃と前記コーナ稜線との間に形成される第1稜線角、および、前記外周刃と前記コーナ稜線との間に形成される第2稜線角が、それぞれ、36°以上51°以下である。 One aspect of the square end mill of the present invention is a tool blade that is rotated around the central axis, a bottom blade that is arranged at the axial tip of the tool blade, and an arrangement on the tip surface of the tool blade. The bottom blade flank extending from the bottom blade toward the rear end side in the axial direction in the direction opposite to the tool rotation direction, and the radial outer end portion of the tool blade portion are arranged in the axial direction. An outer peripheral blade extending along the line and connecting to the bottom blade, and an outer peripheral blade arranged on the outer peripheral surface of the tool blade portion and extending inward in the radial direction from the outer peripheral blade in the direction opposite to the tool rotation direction. It is formed at the intersection of the flank, the bottom blade flank and the outer peripheral blade flank, and is radially inward from the connection point between the bottom blade and the outer peripheral blade toward the rear end side in the axial direction. With a corner ridge extending toward, the bottom blade extends radially inward from the connection point toward the rear end side in the axial direction, and a reference plane including the central axis and the connection point. When viewed from the front, the medium-low gradient angle formed between the virtual straight line orthogonal to the central axis and the bottom blade is more than 0 ° and less than 3 °, and is between the bottom blade and the corner ridgeline. The first ridge angle formed in 1 and the second ridge angle formed between the outer peripheral blade and the corner ridge are 36 ° or more and 51 ° or less, respectively.
上記スクエアエンドミルにおいて、前記第1稜線角および前記第2稜線角が、それぞれ、40°以上45°以下であることが好ましい。 In the square end mill, it is preferable that the first ridge line angle and the second ridge line angle are 40 ° or more and 45 ° or less, respectively.
上記スクエアエンドミルにおいて、前記底刃逃げ面の逃げ角および前記外周刃逃げ面の逃げ角が、それぞれ、4°以上8°以下であることが好ましい。 In the square end mill, it is preferable that the clearance angle of the bottom blade flank and the clearance angle of the outer peripheral blade flank are 4 ° or more and 8 ° or less, respectively.
上記スクエアエンドミルにおいて、前記底刃逃げ面の逃げ角と前記外周刃逃げ面の逃げ角との差が、2°未満であることが好ましい。 In the square end mill, the difference between the clearance angle of the bottom blade flank surface and the clearance angle of the outer peripheral blade flank surface is preferably less than 2 °.
上記スクエアエンドミルにおいて、前記底刃逃げ面の逃げ角と前記外周刃逃げ面の逃げ角とが、互いに等しいことが好ましい。 In the square end mill, it is preferable that the clearance angle of the bottom blade flank and the clearance angle of the outer peripheral blade flank are equal to each other.
上記スクエアエンドミルにおいて、前記工具刃部の少なくとも軸方向の先端部に配置されて工具回転方向を向き、前記外周刃の先端部および前記底刃に繋がるギャッシュ面と、前記工具刃部の径方向の外端部に配置されて工具回転方向を向き、前記外周刃のうち先端部よりも軸方向の後端側に位置する部分に繋がる切屑排出溝と、を備え、前記切屑排出溝は、前記ギャッシュ面よりも工具回転方向とは反対方向に向けて窪み、前記ギャッシュ面のうち、前記外周刃の先端部に繋がる部分の軸方向の長さが、0.3mm以上0.6mm以下であることが好ましい。 In the square end mill, the tool blade portion is arranged at least at the tip portion in the axial direction and faces the tool rotation direction, and the gash surface connected to the tip portion of the outer peripheral blade and the bottom blade and the radial direction of the tool blade portion. It is provided with a chip discharge groove arranged at the outer end portion, facing the tool rotation direction, and connected to a portion of the outer peripheral blade located on the rear end side in the axial direction with respect to the tip portion, and the chip discharge groove is the gash. The length in the axial direction of the portion of the gash surface that is recessed from the surface in the direction opposite to the tool rotation direction and is connected to the tip of the outer peripheral blade shall be 0.3 mm or more and 0.6 mm or less. preferable.
上記スクエアエンドミルにおいて、前記ギャッシュ面の軸方向すくい角が、0°を超え3°以下であることが好ましい。 In the square end mill, it is preferable that the axial rake angle of the gash surface exceeds 0 ° and is 3 ° or less.
上記スクエアエンドミルにおいて、前記ギャッシュ面の径方向外端部における軸方向の長さは、前記外周刃の先端部に繋がる部分において最も小さいことが好ましい。 In the square end mill, it is preferable that the axial length of the radial outer end portion of the gash surface is the smallest in the portion connected to the tip end portion of the outer peripheral blade.
上記スクエアエンドミルにおいて、前記中心軸に沿って延び、前記工具刃部が着脱可能に取り付けられるホルダを備えることが好ましい。 In the square end mill, it is preferable to include a holder that extends along the central axis and to which the tool blade portion is detachably attached.
本発明の一つの態様によれば、底刃と外周刃とで、刃先の損傷や摩耗等の進行の度合いを均等化でき、工具寿命を延長できるスクエアエンドミルが提供される。 According to one aspect of the present invention, there is provided a square end mill capable of equalizing the degree of progress of damage and wear of the cutting edge between the bottom blade and the outer peripheral blade and extending the tool life.
以下、本発明の実施形態の切削インサート10およびこれを備えた刃先交換式スクエアエンドミル1について、図面を参照して説明する。なお、切削インサート10は、工具刃部の一例であり、刃先交換式スクエアエンドミル1は、スクエアエンドミルの一例である。
Hereinafter, the cutting insert 10 according to the embodiment of the present invention and the cutting edge exchangeable
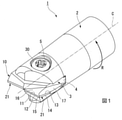
図1~図4に示すように、刃先交換式スクエアエンドミル1は、ホルダ2と、切削インサート10と、底刃11と、底刃逃げ面12と、外周刃13と、外周刃逃げ面14と、コーナ稜線15と、ギャッシュ面16と、切屑排出溝17と、ネジ部材30と、を備える。底刃11、底刃逃げ面12、外周刃13、外周刃逃げ面14、コーナ稜線15、ギャッシュ面16および切屑排出溝17は、切削インサート10に設けられる。底刃11および外周刃13は、切削インサート10の外縁部に配置される。
As shown in FIGS. 1 to 4, the blade tip exchange type
ホルダ2は、中心軸Cを中心とする円柱状である。ホルダ2は、中心軸Cに沿って延びる。ホルダ2は、中心軸C回りに回転させられる。切削インサート10は、ホルダ2の中心軸C方向の両端部のうち、第1の端部に装着される。ホルダ2の第1の端部には、インサート取付座3が配置される。切削インサート10は、インサート取付座3に着脱可能に装着される。つまり切削インサート10は、ホルダ2に着脱可能に取り付けられる。
The
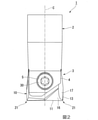
本実施形態の説明では、ホルダ2の中心軸Cが延びる方向、つまり中心軸Cに沿う方向を、軸方向と呼ぶ。軸方向のうち、ホルダ2のインサート取付座3から、ホルダ2のインサート取付座3とは反対側の端部(上記第1の端部とは異なる第2の端部)へ向かう方向を、後端側と呼ぶ。後端側は、図2および図3における上側である。軸方向のうち、ホルダ2のインサート取付座3とは反対側の端部から、インサート取付座3へ向かう方向を、先端側と呼ぶ。先端側は、図2および図3における下側である。
中心軸Cに直交する方向を径方向と呼ぶ。径方向のうち、中心軸Cに近づく向きを径方向の内側と呼び、中心軸Cから離れる向きを径方向の外側と呼ぶ。
中心軸C回りに周回する方向を周方向と呼ぶ。周方向のうち、切削加工時に刃先交換式スクエアエンドミル1が回転させられる向きを工具回転方向Rと呼び、これとは反対の回転方向を、工具回転方向Rとは反対方向または反工具回転方向と呼ぶ。
In the description of the present embodiment, the direction in which the central axis C of the
The direction orthogonal to the central axis C is called the radial direction. Of the radial directions, the direction closer to the central axis C is called the inner side in the radial direction, and the direction away from the central axis C is called the outer side in the radial direction.
The direction that orbits around the central axis C is called the circumferential direction. Of the circumferential directions, the direction in which the cutting edge exchangeable
ホルダ2の先端部のインサート取付座3には、切削インサート10が、その中心軸(インサート中心軸)をホルダ2の中心軸Cに略一致させて配置される。つまりホルダ2の中心軸Cと、切削インサート10の中心軸とは、互いに同軸に配置される。切削インサート10は、ホルダ2とともに中心軸C回りに回転させられる。
A
上述した方向の定義は、切削インサート10においても同様に適用される。切削インサート10を示す図5~図9等においては、切削インサート10の中心軸を、ホルダ2の中心軸Cと同じ符号Cを用いて表す。
具体的に、切削インサート10においては、軸方向のうち、底刃11から、切削インサート10の底刃11とは反対側の端部へ向かう方向が、後端側である。軸方向のうち、切削インサート10の底刃11とは反対側の端部から、底刃11へ向かう方向が、先端側である。
The above definition of direction also applies to the
Specifically, in the cutting insert 10, the direction from the
図1~図4において、ホルダ2は、例えば鋼材等の金属製である。ホルダ2の後端部は、図示しない工作機械の主軸に取り付けられる。主軸が回転駆動することで、ホルダ2は、中心軸C回りの工具回転方向Rに回転させられる。主軸とともにホルダ2は、軸方向、径方向およびこれらの複合方向等に移動させられる。これにより、刃先交換式スクエアエンドミル1は、金属製等の被削材に対して、切削インサート10の底刃11および外周刃13で転削加工(ミーリング加工)を行う。なお、本実施形態の刃先交換式スクエアエンドミル1は、例えば4~6軸の多軸制御のマシニングセンタ等の工作機械に用いられてもよい。
In FIGS. 1 to 4, the
インサート取付座3は、インサート挿入溝4と、ネジ孔5と、を有する。
インサート挿入溝4は、ホルダ2の先端部に配置されて径方向に延びる。インサート挿入溝4は、ホルダ2の先端部において先端側および径方向に開口する溝状である。インサート挿入溝4は、ホルダ2の先端部を径方向に貫通するスリット状である。インサート挿入溝4は、ホルダ2の先端面に開口し、ホルダ2の外周面にも開口する。インサート挿入溝4は、ホルダ2の先端面から後端側へ向けて窪む凹状である。特に図示しないが、インサート挿入溝4の後端部に位置して先端側を向く底面は、後端側へ向けて窪むV字状である。
The
The
ホルダ2の先端部にインサート挿入溝4を設けたことにより、先端部は2つに分割されて、先端部には一対の先端半体部(半割り片)が形成される。ネジ孔5は、先端部において、一方の先端半体部を貫通して他方の先端半体部内まで径方向に延びる。ネジ孔5のうち、一方の先端半体部に形成された孔部分の内径は、他方の先端半体部に形成された孔部分の内径よりも大きい。他方の先端半体部に形成されたネジ孔5の孔部分の内周面には、雌ネジ部が設けられる。ネジ孔5のうち、少なくとも一方の先端半体部に形成された孔部分は、貫通孔である。本実施形態の例では、一方の先端半体部および他方の先端半体部の各孔部分が、それぞれ貫通孔である。
By providing the
切削インサート10は、例えば超硬合金製である。インサート取付座3に取り付けられた切削インサート10は、底刃11がホルダ2の先端側に突出して配置され、外周刃13がホルダ2の径方向外側に突出して配置される。
The cutting
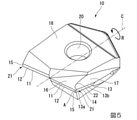
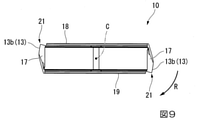
図5~図9に示すように、切削インサート10は、板状である。本実施形態の例では、切削インサート10が、略五角形板状である。切削インサート10は、中心軸Cを対称軸とする表裏反転対称形状(180°回転対称形状)である。
切削インサート10の厚さ方向を向く一対の板面を、図中に符号18、19で示す。切削インサート10は、ネジ挿通孔20と、切れ刃部21と、コーナ稜線15と、ギャッシュ面16と、切屑排出溝17と、を有する。
As shown in FIGS. 5 to 9, the cutting
A pair of plate surfaces facing the thickness direction of the cutting
ネジ挿通孔20は、切削インサート10を厚さ方向に貫通する。ネジ挿通孔20は、切削インサート10の一方の板面18と他方の板面19とに開口する。ネジ挿通孔20は、円孔である。ネジ挿通孔20の中心軸は、切削インサート10の中心軸Cと直交する。切削インサート10をインサート取付座3に装着し固定する際、ネジ挿通孔20にはネジ部材30が挿通される。
The
切れ刃部21は、切削インサート10における軸方向の先端部および径方向の外端部に配置される。切れ刃部21は、すくい面と、すくい面に交差する逃げ面と、すくい面と逃げ面との交差稜線部に形成される切れ刃と、を有する。すくい面は、切れ刃部21において工具回転方向Rを向く面である。逃げ面は、切れ刃部21において先端側を向く面および径方向外側を向く面を含む。
The
切れ刃は、底刃11と、外周刃13と、を有する。切れ刃は全体として、略L字形状である。本実施形態の切削インサート10は、2枚刃の切削チップであり、底刃11および外周刃13を有する切れ刃の組を、中心軸Cを中心として、180°回転対称に2組有する。
The cutting edge has a
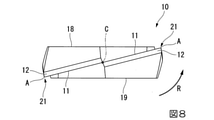
底刃11は、切削インサート10の軸方向の先端部に配置される。底刃11は、径方向に沿って延びる。底刃11は、直線状である。底刃11の径方向の外端は、外周刃13の先端と繋がる。底刃11は、底刃11と外周刃13との接続点Aから径方向内側に向かうにしたがい、後端側に向けて延びる。底刃11の径方向の内端は、中心軸C上に位置する。
The
図10に示すように、中心軸Cと接続点Aとを含む基準面を正面に見て、中心軸Cに直交する仮想直線VLと底刃11との間に形成される中低勾配角Dは、0°を超え3°未満である。なお、基準面とは、刃先交換式スクエアエンドミル1の主運動方向(周方向)に垂直で接続点Aを含む仮想の平面である。中低勾配角Dとは、仮想直線VLと底刃11との間に形成される接続点Aを中心とする鋭角および鈍角のうち、鋭角の角度である。中低勾配角Dは、副切込み角、正面切れ刃角およびスカシ角等と言い換えてもよい。
As shown in FIG. 10, when the reference plane including the central axis C and the connection point A is viewed from the front, the medium-low gradient angle D formed between the virtual straight line VL orthogonal to the central axis C and the
図6に示すように、底刃11の径方向に沿う単位長さあたりの軸方向へ向けた変位量(つまり径方向に対する傾き)は、底刃11の刃長全域において一定である。切削インサート10を中心軸C回りに回転させたときの底刃11の回転軌跡は、中心軸Cを中心として後端側へ窪む凹円錐状である。
As shown in FIG. 6, the amount of displacement in the axial direction (that is, the inclination with respect to the radial direction) per unit length along the radial direction of the
切れ刃部21のすくい面のうち、底刃11の後端側に隣接する部分は、底刃11のすくい面部分(底刃すくい面)である。底刃11のすくい面部分は、平面状である。底刃11のすくい面部分は、ギャッシュ面16上に配置される。底刃11の軸方向すくい角は、後述するギャッシュ面16の軸方向すくい角に相当する。
Of the rake face of the
図5および図8に示すように、切れ刃部21の逃げ面のうち、底刃11の工具回転方向Rとは反対方向に隣接する部分は、底刃逃げ面12である。底刃逃げ面12は、切削インサート10の先端面に配置される。底刃逃げ面12は、底刃11から工具回転方向Rとは反対方向に向かうにしたがい後端側に向けて延びる。これにより底刃逃げ面12には、逃げ角が付与される。底刃逃げ面12の逃げ角は、4°以上8°以下である。底刃逃げ面12の逃げ角は、底刃11の逃げ角に相当する。
As shown in FIGS. 5 and 8, of the flanks of the
切削インサート10の先端面のうち、底刃逃げ面12の工具回転方向Rとは反対方向に位置する部分は、底刃逃げ面12よりも逃げ角が大きい。底刃逃げ面12、および、底刃逃げ面12の工具回転方向Rとは反対方向に位置する部分は、それぞれ、平面状である。
Of the tip surface of the cutting
図5~図7に示すように、外周刃13は、切削インサート10の径方向の外端部に配置される。外周刃13は、軸方向に沿って延び、底刃11と繋がる。外周刃13は、軸方向の後端側へ向かうにしたがい工具回転方向Rとは反対方向に向けて延びる。図10において、外周刃13と底刃11との間に形成される角度は、略90°であり、具体的には、90°から中低勾配角Dを差し引いた値である。切削インサート10を中心軸C回りに回転させたときの外周刃13の回転軌跡は、中心軸Cを中心とする円筒状である。
As shown in FIGS. 5 to 7, the outer
図5~図7において、外周刃13は、先端部13aと、先端部13aよりも後端側に位置する部分13bと、を有する。先端部13aの先端は、底刃11の径方向の外端と繋がる。先端部13a、および、先端部13aよりも後端側に位置する部分13bは、それぞれ、直線状である。
In FIGS. 5 to 7, the outer
先端部13aよりも後端側に位置する部分13bにおける軸方向に沿う単位長さあたりの周方向へ向けた変位量(つまり軸方向に対する傾き)は、先端部13aの前記変位量よりも大きい。つまり、外周刃13は、先端部13aと、先端部13aよりも後端側に位置する部分13bとで、軸方向すくい角(ねじれ角に相当)が互いに異なる。先端部13aの軸方向すくい角は、後述するギャッシュ面16の軸方向すくい角に相当する。先端部13aよりも後端側に位置する部分13bの軸方向すくい角は、例えば、4°以上15°以下である。先端部13aよりも後端側に位置する部分13bの軸方向すくい角は、先端部13aの軸方向すくい角よりも大きい。
The amount of displacement in the circumferential direction (that is, the inclination with respect to the axial direction) per unit length along the axial direction in the
切れ刃部21のすくい面のうち、外周刃13の径方向内側に隣接する部分は、外周刃13のすくい面部分(外周刃すくい面)である。外周刃13のすくい面部分には、先端部13aのすくい面部分と、先端部13aよりも後端側に位置する部分13bのすくい面部分と、が含まれる。先端部13aのすくい面部分は、平面状である。先端部13aのすくい面部分は、ギャッシュ面16上に配置される。先端部13aよりも後端側に位置する部分13bのすくい面部分は、凹曲面状である。先端部13aよりも後端側に位置する部分13bのすくい面部分は、切屑排出溝17に配置される。
Of the rake face of the
切れ刃部21の逃げ面のうち、外周刃13の工具回転方向Rとは反対方向に隣接する部分は、外周刃逃げ面14である。外周刃逃げ面14は、切削インサート10の外周面に配置される。外周刃逃げ面14は、外周刃13から工具回転方向Rとは反対方向に向かうにしたがい径方向の内側に向けて延びる。これにより外周刃逃げ面14には、逃げ角が付与される。外周刃逃げ面14の逃げ角は、4°以上8°以下である。外周刃逃げ面14の逃げ角は、外周刃13の逃げ角に相当する。底刃逃げ面12の逃げ角と、外周刃逃げ面14の逃げ角との差は、2°未満である。本実施形態の例では、底刃逃げ面12の逃げ角と、外周刃逃げ面14の逃げ角とが、互いに等しい。
本実施形態の例では、外周刃逃げ面14のうち、先端部13aの逃げ面部分と、先端部13aよりも後端側に位置する部分13bの逃げ面部分とが、単一の面により形成されている。
Of the flanks of the
In the example of the present embodiment, of the outer peripheral
切削インサート10の外周面のうち、外周刃逃げ面14の工具回転方向Rとは反対方向に位置する部分は、外周刃逃げ面14よりも逃げ角が大きい。外周刃逃げ面14、および、外周刃逃げ面14の工具回転方向Rとは反対方向に位置する部分は、それぞれ、平面状である。
Of the outer peripheral surface of the cutting
図5および図10に示すように、コーナ稜線15は、底刃逃げ面12と外周刃逃げ面14との交差稜線部に形成される。コーナ稜線15は、底刃11と外周刃13との接続点Aから後端側に向かうにしたがい径方向内側に向けて延びる。コーナ稜線15は、直線状である。なお、コーナ稜線15は、底刃逃げ面12の工具回転方向Rとは反対方向に位置する部分と、外周刃逃げ面14の工具回転方向Rとは反対方向に位置する部分と、の交差稜線部にわたって形成されてもよい。
As shown in FIGS. 5 and 10, the
図10に示すように、中心軸Cと接続点Aとを含む基準面を正面に見て、底刃11とコーナ稜線15との間に形成される第1稜線角θ1、および、外周刃13とコーナ稜線15との間に形成される第2稜線角θ2は、それぞれ、36°以上51°以下である。つまり、第1稜線角θ1が36°以上51°以下であり、かつ、第2稜線角θ2が36°以上51°以下である。好ましくは、第1稜線角θ1および第2稜線角θ2が、それぞれ、40°以上45°以下である。
As shown in FIG. 10, when the reference plane including the central axis C and the connection point A is viewed from the front, the first ridge line angle θ1 formed between the
なお、中心軸Cと接続点Aとを含む基準面に対して、コーナ稜線15を垂直に投影させたときに、この基準面を正面に見て、底刃11とコーナ稜線15との間に形成される角度が、第1稜線角θ1であり、外周刃13とコーナ稜線15との間に形成される角度が、第2稜線角θ2である。
When the
図5~図7に示すように、ギャッシュ面16は、切削インサート10の少なくとも先端部に配置されて工具回転方向Rを向き、外周刃13の先端部13aおよび底刃11に繋がる。ギャッシュ面16は、平面状である。ギャッシュ面16の軸方向すくい角は、0°を超え3°以下である。つまり、ギャッシュ面16の軸方向すくい角は、正角(ポジティブ角)である。
As shown in FIGS. 5 to 7, the
図6に示すように、ギャッシュ面16のうち、外周刃13の先端部13aに繋がる部分の軸方向の長さ(フラット幅)Fは、0.3mm以上0.6mm以下である。ギャッシュ面16の径方向外端部における軸方向の長さは、外周刃13の先端部13aに繋がる部分において最も小さい(上記F値)。ギャッシュ面16の径方向外端部における軸方向の長さは、先端部13aに接続する部分から径方向内側に向かうにしたがい大きくなる。
As shown in FIG. 6, the axial length (flat width) F of the portion of the
図5~図7に示すように、切屑排出溝17は、切削インサート10の径方向の外端部に配置されて工具回転方向Rを向き、外周刃13のうち先端部13aよりも後端側に位置する部分13bに繋がる。切屑排出溝17は、ギャッシュ面16よりも工具回転方向Rとは反対方向に向けて窪む。
As shown in FIGS. 5 to 7, the
切屑排出溝17は、軸方向の後端側に向かうにしたがい工具回転方向Rとは反対方向に向けて延びる。切屑排出溝17の中心軸Cに垂直な断面形状は、凹曲線状である。切屑排出溝17は、ギャッシュ面16と繋がる。切屑排出溝17とギャッシュ面16との交差稜線部22は、外周刃13の先端部13aと、先端部13aよりも後端側に位置する部分13bと、の境界点から径方向内側に向かうにしたがい、後端側へ向けて延びる。交差稜線部22は、先端側かつ径方向内側へ向けて凸となる曲線状である。
The
図1~図3に示すように、ネジ部材30は、インサート取付座3に対して切削インサート10を固定する。ネジ部材30は、ネジ頭部と、ネジ軸部と、を有する。ネジ頭部は、ホルダ2の先端部に設けられた一対の先端半体部のうち、一方の先端半体部のネジ孔5の孔部分に配置される。ネジ軸部は、ネジ頭部よりも径が小さい。ネジ軸部の外周面には、雄ネジ部が設けられる。ネジ軸部は、一方の先端半体部のネジ孔5の孔部分、切削インサート10のネジ挿通孔20、および他方の先端半体部のネジ孔5の孔部分に挿入される。ネジ軸部の雄ネジ部は、他方の先端半体部のネジ孔5の孔部分の雌ネジ部にねじ込まれる。
As shown in FIGS. 1 to 3, the
以上説明した本実施形態の刃先交換式スクエアエンドミル1によれば、底刃11の中低勾配角Dが、0°を超え3°未満である。これにより、刃先交換式スクエアエンドミル1の切れ刃における形状維持寿命が改善される効果を有する。また、切れ刃の刃先強度が確保され、欠損が防止されて、被削材の加工面精度を良好に維持することができる。
According to the blade tip exchange type
詳しくは、中低勾配角Dが0°を超えるので、刃先交換式スクエアエンドミル1を中心軸Cに直交する方向(径方向)に送る加工において、円滑な移動が可能となり、被削材の加工面精度を高めることができる。一方、中低勾配角Dが0°以下である場合には、底刃11への切削負荷が大きくなり、円滑な移動の妨げとなって、加工面精度が低下する。また、被削材に直角な隅部を成形する切削加工に適さない。
Specifically, since the medium-low gradient angle D exceeds 0 °, smooth movement is possible in machining in which the cutting edge exchangeable
また、中低勾配角Dが3°未満であるので、切れ刃の刃先強度が確保され、欠損が抑制されて、被削材の加工面精度が安定して確保される。一方、中低勾配角Dが3°以上である場合には、切れ刃の刃先強度が低下し、切削加工時に振動が生じて、切れ刃が早期に欠損しやすくなり、被削材の加工面の表面性状に影響する。また、例えば被削材の加工幅が小さい場合などにおいて、加工面に底刃形状が転写された凸形状(いわゆる「へそ」)が残りやすくなり、平面度を確保しにくくなる。 Further, since the medium-low gradient angle D is less than 3 °, the cutting edge strength of the cutting edge is ensured, chipping is suppressed, and the machined surface accuracy of the work material is stably ensured. On the other hand, when the medium-low gradient angle D is 3 ° or more, the cutting edge strength of the cutting edge is lowered, vibration is generated during cutting, and the cutting edge is likely to be chipped at an early stage, and the machined surface of the work material is easily damaged. Affects the surface texture of. Further, for example, when the machining width of the work material is small, a convex shape (so-called “navel”) in which the bottom blade shape is transferred to the machined surface tends to remain, and it becomes difficult to secure flatness.
なお本実施形態において、中低勾配角Dが2°以下であると、上述の効果がより顕著なものとなり、好ましい。 In the present embodiment, when the medium-low gradient angle D is 2 ° or less, the above-mentioned effect becomes more remarkable, which is preferable.
そして本実施形態では、底刃11とコーナ稜線15との間に形成される第1稜線角θ1が、36°以上51°以下であり、かつ、外周刃13とコーナ稜線15との間に形成される第2稜線角θ2が、36°以上51°以下である。これにより、刃先交換式スクエアエンドミル1の切れ刃における形状維持寿命が改善される効果を有する。
In the present embodiment, the first ridge angle θ1 formed between the
詳しくは、第1稜線角θ1および第2稜線角θ2が、それぞれ36°以上51°以下であることにより、底刃逃げ面12の逃げ角と、外周刃逃げ面14の逃げ角との差を小さく抑えることができる。そして、底刃11の刃物角と外周刃13の刃物角との差を小さく抑えることができる。このため、底刃11の刃先強度と外周刃13の刃先強度とを均等化できる。また、底刃11の摩耗量と、外周刃13の摩耗量とを均等化できる。その結果、刃先交換式スクエアエンドミル1の切れ刃の刃先強度が安定して確保され、欠損が抑制されて、被削材の加工面精度を良好に維持することができる。
Specifically, when the first ridge line angle θ1 and the second ridge line angle θ2 are 36 ° or more and 51 ° or less, respectively, the difference between the clearance angle of the bottom
具体的には、第1稜線角θ1が36°以上であるので、底刃11および外周刃13の損傷、摩耗等を均等に分散させて、工具寿命を延ばすことができる。一方、第1稜線角θ1が36°未満であると、底刃逃げ面12の逃げ角に比べて外周刃逃げ面14の逃げ角が大きくなり、底刃11に比べて外周刃13の損傷、摩耗等が進行しやすくなる。このため、底刃11と外周刃13とで刃先欠損や刃先後退の進行度合いに差異が生じて、工具寿命に影響する。
Specifically, since the first ridge line angle θ1 is 36 ° or more, damage, wear, and the like of the
また、第1稜線角θ1が51°以下であるので、底刃11および外周刃13の損傷、摩耗等を均等に分散させて、工具寿命を延ばすことができる。一方、第1稜線角θ1が51°を超えると、外周刃逃げ面14の逃げ角に比べて底刃逃げ面12の逃げ角が大きくなり、外周刃13に比べて底刃11の損傷、摩耗等が進行しやすくなる。このため、底刃11と外周刃13とで刃先欠損や刃先後退の進行度合いに差異が生じて、工具寿命に影響する。
Further, since the first ridge line angle θ1 is 51 ° or less, damage, wear, etc. of the
また、第2稜線角θ2が36°以上であるので、底刃11および外周刃13の損傷、摩耗等を均等に分散させて、工具寿命を延ばすことができる。一方、第2稜線角θ2が36°未満であると、外周刃逃げ面14の逃げ角に比べて底刃逃げ面12の逃げ角が大きくなり、外周刃13に比べて底刃11の損傷、摩耗等が進行しやすくなる。このため、底刃11と外周刃13とで刃先欠損や刃先後退の進行度合いに差異が生じて、工具寿命に影響する。
Further, since the second ridge line angle θ2 is 36 ° or more, damage, wear, etc. of the
また、第2稜線角θ2が51°以下であるので、底刃11および外周刃13の損傷、摩耗等を均等に分散させて、工具寿命を延ばすことができる。一方、第2稜線角θ2が51°を超えると、底刃逃げ面12の逃げ角に比べて外周刃逃げ面14の逃げ角が大きくなり、底刃11に比べて外周刃13の損傷、摩耗等が進行しやすくなる。このため、底刃11と外周刃13とで刃先欠損や刃先後退の進行度合いに差異が生じて、工具寿命に影響する。
Further, since the second ridge line angle θ2 is 51 ° or less, damage, wear, etc. of the
また本実施形態において、第1稜線角θ1が40°以上45°以下であり、かつ、第2稜線角θ2が40°以上45°以下である場合には、刃先交換式スクエアエンドミル1の切れ刃における形状維持寿命がより改善されて、高品位な加工面精度が良好に維持される。
Further, in the present embodiment, when the first ridge line angle θ1 is 40 ° or more and 45 ° or less and the second ridge line angle θ2 is 40 ° or more and 45 ° or less, the cutting edge of the blade tip exchange type
また本実施形態では、底刃逃げ面12の逃げ角および外周刃逃げ面14の逃げ角が、それぞれ、4°以上8°以下であるので、下記の作用効果が得られる。
すなわちこの場合、刃先交換式スクエアエンドミル1の切れ刃の刃先強度が確保され、切れ刃の形状維持寿命が改善される効果を有する。また、切れ刃の欠損が防止されて、被削材の加工面精度を良好に維持することができる。
Further, in the present embodiment, the clearance angle of the bottom
That is, in this case, the cutting edge strength of the cutting edge of the replaceable cutting edge
詳しくは、底刃逃げ面12の逃げ角(底刃逃げ角)が4°以上であるので、底刃逃げ面12と被削材との接触を抑えることができる。一方、底刃逃げ面12の逃げ角が4°未満である場合には、底刃逃げ面12の逃げ面摩耗の進行が早まり、工具寿命に影響することがある。また、底刃逃げ面12と被削材との接触を回避するため、切削条件の許容範囲が狭められることがある。
Specifically, since the clearance angle (bottom blade clearance angle) of the bottom
また、底刃逃げ面12の逃げ角が8°以下であるので、底刃11の刃物角が確保され、底刃11の刃先強度が確保されて、底刃11が欠損することを抑制できる。一方、底刃逃げ面12の逃げ角が8°を超える場合には、底刃11の刃先強度が低下し、底刃11が欠損しやすくなって、加工面精度に影響する。
Further, since the clearance angle of the bottom
また、外周刃逃げ面14の逃げ角(外周刃逃げ角)が4°以上であるので、外周刃逃げ面14と被削材との接触を抑えることができる。一方、外周刃逃げ面14の逃げ角が4°未満である場合には、外周刃逃げ面14の逃げ面摩耗の進行が早まり、工具寿命に影響することがある。また、外周刃逃げ面14と被削材との接触を回避するため、切削条件の許容範囲が狭められることがある。
Further, since the clearance angle (peripheral blade clearance angle) of the outer peripheral
また、外周刃逃げ面14の逃げ角が8°以下であるので、外周刃13の刃物角が確保され、外周刃13の刃先強度が確保されて、外周刃13が欠損することを抑制できる。一方、外周刃逃げ面14の逃げ角が8°を超える場合には、外周刃13の刃先強度が低下し、外周刃13が欠損しやすくなって、加工面精度に影響する。
Further, since the clearance angle of the outer peripheral
なお、上述の作用効果をより安定させるには、底刃逃げ面12の逃げ角および外周刃逃げ面14の逃げ角が、それぞれ、5°以上8°以下であることが好ましい。本実施形態のベストモードは、底刃逃げ面12の逃げ角および外周刃逃げ面14の逃げ角が、ともに6°である。
In order to further stabilize the above-mentioned effects, it is preferable that the clearance angle of the bottom
また本実施形態では、底刃逃げ面12の逃げ角と外周刃逃げ面14の逃げ角との差が、2°未満であるので、底刃11の損傷、摩耗等の進行の度合いと、外周刃13の損傷、摩耗等の進行の度合いとが、より均等化される。したがって、工具寿命を延長でき、被削材の加工面の品位が安定して高められる。
Further, in the present embodiment, since the difference between the clearance angle of the bottom
また本実施形態において、底刃逃げ面12の逃げ角と外周刃逃げ面14の逃げ角とが、互いに等しい場合には、底刃11の損傷、摩耗等の進行の度合いと、外周刃13の損傷、摩耗等の進行の度合いとが、より安定して均等化される。
Further, in the present embodiment, when the clearance angle of the bottom
また本実施形態では、ギャッシュ面16のうち、外周刃13の先端部13aと繋がる部分の軸方向の長さ(フラット幅)Fが、0.3mm以上0.6mm以下であるので、刃先交換式スクエアエンドミル1の切れ刃における形状維持寿命が改善される効果を有する。また、切れ刃の刃先強度が確保され、欠損が防止されて、被削材の加工面精度を良好に維持することができる。
Further, in the present embodiment, the length (flat width) F in the axial direction of the portion of the
詳しくは、フラット幅Fが0.3mm以上であるので、切れ刃の刃先強度が十分に確保される。これにより、例えば、高硬度材や難削材等の被削材に対して、仕上げ加工等の高能率加工を行う場合であっても、切れ刃の欠損が抑制される。一方、フラット幅Fが0.3mm未満の場合には、切れ刃の刃先強度が確保できず、高能率加工において切れ刃に振動が生じるなどにより、切れ刃が欠損しやすくなることがある。 Specifically, since the flat width F is 0.3 mm or more, the cutting edge strength of the cutting edge is sufficiently secured. As a result, for example, even when high-efficiency machining such as finishing is performed on a work material such as a high-hardness material or a difficult-to-cut material, the chipping of the cutting edge is suppressed. On the other hand, when the flat width F is less than 0.3 mm, the cutting edge strength of the cutting edge cannot be secured, and the cutting edge may be easily damaged due to vibration of the cutting edge in high-efficiency machining.
また、フラット幅Fが0.6mm以下であるので、切屑の排出性を良好に維持することができる。なおこの切屑とは、底刃11の径方向外端部付近、および、外周刃13の先端部13a付近から生じる切屑である。また、切れ刃の切削抵抗が低減して、被削材の加工面精度が高められ、加工面の表面性状が良好に維持される。一方、フラット幅Fが0.6mmを超える場合には、切屑の排出性を確保しにくくなり、切れ刃の切削抵抗が増大して切れ味が低下し、被削材の加工面の表面性状を良好に維持しにくくなる。
Further, since the flat width F is 0.6 mm or less, it is possible to maintain good chip discharge. The chips are chips generated from the vicinity of the radial outer end of the
なお、上述の作用効果をより安定させるには、フラット幅Fが、0.45mm以上0.55mm以下であることが好ましい。 In order to further stabilize the above-mentioned effects, the flat width F is preferably 0.45 mm or more and 0.55 mm or less.
また本実施形態では、ギャッシュ面16の軸方向すくい角(アキシャルレーキ)が、0°を超え3°以下であるので、逃げ面摩耗量を抑制でき、切れ刃の形状維持寿命が改善される効果を有する。
Further, in the present embodiment, since the axial rake angle (axial rake) of the
詳しくは、ギャッシュ面16の軸方向すくい角が0°を超える(つまり正の値である)ので、切れ刃が被削材に鋭く切り込んで食いつきやすく、加工効率が高められて、加工面精度が向上する。一方、ギャッシュ面16の軸方向すくい角が0°以下である場合には、切れ刃の切れ味が確保しにくく、逃げ面摩耗量が増加する。
Specifically, since the axial rake angle of the
また、ギャッシュ面16の軸方向すくい角が3°以下であるので、切削加工時のスラスト力の増加による振動を抑えることができ、加工面精度が安定して高められる。一方、ギャッシュ面16の軸方向すくい角が3°を超える場合には、スラスト力の増加により逃げ面摩耗量が増加したり、振動が生じやすくなり、切れ刃が欠損するおそれがある。このため、切れ刃の形状(直角形状)を維持するのが難しくなることがある。
Further, since the axial rake angle of the
なお、上述の作用効果をより安定させるには、ギャッシュ面16の軸方向すくい角が、0°を超え2°以下であることが好ましい。
In order to make the above-mentioned action and effect more stable, it is preferable that the axial rake angle of the
また本実施形態では、ギャッシュ面16の径方向外端部における軸方向の長さが、外周刃13の先端部13aに繋がる部分において最も小さいので、下記の作用効果が得られる。
すなわちこの場合、ギャッシュ面16の径方向外端部における軸方向の長さが、径方向外端において最小であり、径方向外端よりも径方向の内側に位置する部分において大きくなる(径方向外端と同等以上である)。このため、ギャッシュ面16のうち外周刃13の先端部13aに繋がる部分において、切れ刃の刃先強度が確保され得るべく刃部を製造すれば、この部分よりも径方向内側に位置する切れ刃の部分(底刃11)全体において、安定して剛性を確保できる。したがって、切れ刃の刃先強度を安定して高められる。
Further, in the present embodiment, the axial length at the radial outer end portion of the
That is, in this case, the axial length at the radial outer end of the
また本実施形態では、工具刃部が切削インサート10であり、スクエアエンドミルは刃先交換式スクエアエンドミル1である。本発明は、超硬合金製の切削インサート10およびこれを備えた刃先交換式スクエアエンドミル1に適用することにより、特に顕著な効果が発揮される。
Further, in the present embodiment, the tool blade portion is the cutting
なお、本発明は前述の実施形態に限定されず、例えば下記に説明するように、本発明の趣旨を逸脱しない範囲において構成の変更等が可能である。 The present invention is not limited to the above-described embodiment, and the configuration can be changed without departing from the spirit of the present invention, for example, as described below.
前述の実施形態では、切削インサート10が五角形板状であるとしたが、これに限定されない。切削インサート10は、例えば五角形板状以外の多角形板状等でもよい。
また、切削インサート10がネジ挿通孔20を有する例を挙げたが、ネジ挿通孔20を有していなくてもよい。この場合、切削インサート10は、ホルダ2に対して、例えばクランプ機構等により着脱可能に取り付けられる。
In the above-described embodiment, the cutting
Further, although the example in which the cutting
また、ギャッシュ面16が平面状であるとしたが、これに限定されない。ギャッシュ面16は、曲面状(凸曲面や凹曲面)でもよい。
Further, although it is assumed that the
また、前述の実施形態では、刃先交換式スクエアエンドミル1を例に挙げて説明したが、スクエアエンドミルは、ソリッドタイプであってもよい。ソリッドタイプのスクエアエンドミルは、刃部と、シャンク部と、が一体的に備えられる。刃部は、スクエアエンドミルの少なくとも軸方向の先端部に配置される。シャンク部は、刃部よりも軸方向の後端側に配置される。この場合、本発明の「工具刃部」は、上記刃部に相当する。
Further, in the above-described embodiment, the cutting edge exchange type
なお、前述の実施形態において、切削インサート10の材質は、炭化タングステン(WC)とコバルト(Co)を含む超硬合金の他に、例えば、サーメット、高速度鋼、炭化チタン、炭化珪素、窒化珪素、窒化アルミニウム、酸化アルミニウム、およびこれらの混合体からなるセラミックス、立方晶窒化硼素焼結体、ダイヤモンド焼結体、多結晶ダイヤモンドあるいは立方晶窒化硼素からなる硬質相と、セラミックスや鉄族金属などの結合相とを超高圧下で焼成する超高圧焼成体を用いることも可能である。
また、ホルダ2は、例えば、SKD61等の合金工具鋼で製造する場合の他、SKD61等の合金工具鋼と超硬合金とを接合し形成したものを用いることも可能である。
In the above-described embodiment, the material of the cutting
Further, as the
その他、本発明の趣旨から逸脱しない範囲において、前述の実施形態、変形例およびなお書き等で説明した各構成(構成要素)を組み合わせてもよく、また、構成の付加、省略、置換、その他の変更が可能である。また本発明は、前述した実施形態によって限定されず、特許請求の範囲によってのみ限定される。 In addition, as long as it does not deviate from the gist of the present invention, each configuration (component) described in the above-described embodiments, modifications, and notes may be combined, and additions, omissions, substitutions, and the like of the configurations may be combined. It can be changed. Further, the present invention is not limited to the above-described embodiments, but is limited only to the scope of claims.
以下、本発明を実施例により具体的に説明する。ただし本発明はこの実施例に限定されるものではない。 Hereinafter, the present invention will be specifically described with reference to Examples. However, the present invention is not limited to this embodiment.
〔工具寿命確認試験〕
本発明の実施例として、下記表1の実施例1~8の諸元を有する切削インサート10および刃先交換式スクエアエンドミル1を用意した。また、従来の比較例として、下記表2の比較例1~8の諸元を有する切削インサートおよび刃先交換式スクエアエンドミルを用意した。
[Tool life confirmation test]
As an example of the present invention, a cutting
表1および表2に示す第1稜線角θ1および第2稜線角θ2を求める手順は、下記の通りとした。
まず、第1のステップとして、接触式輪郭形状測定装置を用いて、底刃逃げ角および外周刃逃げ角の測定を行い、ツールプリセッタを用いて、中低勾配角Dの測定を行う。
次に、第2のステップとして、上記の3項目の測定データをもとに、切れ刃部21のコーナ部先端の三次元形状モデルを作成し、これを電子データ化する。
最後に、第3のステップとして、上記の三次元形状モデルの図面より、切削インサートの中心軸C、および底刃11と外周刃13との接続点Aを含む基準面に、コーナ稜線15を垂直に投影して、第1稜線角θ1、第2稜線角θ2の各角度を算出する。ここで第1稜線角θ1は、切削インサートの底刃11を基準線として、コーナ稜線15との交差角度から求めることができる。また第2稜線角θ2は、切削インサートの外周刃13を基準線として、コーナ稜線15との交差角度から求めることができる。
The procedure for obtaining the first ridge line angle θ1 and the second ridge line angle θ2 shown in Tables 1 and 2 is as follows.
First, as a first step, the bottom blade clearance angle and the outer peripheral blade clearance angle are measured using a contact-type contour shape measuring device, and the medium-low gradient angle D is measured using a tool presetter.
Next, as a second step, a three-dimensional shape model of the tip of the corner portion of the
Finally, as a third step, from the drawing of the above three-dimensional shape model, the
そして実施例および比較例について、下記の条件にて切削加工を行い、工具寿命の評価を行った。
被削材:DAC(45HRC)
加工方法:肩削り
切削条件:Vc=160m/min、fz=0.15mm/t、ap=1.0mm、ae=0.2mm、OH=90mm、エアブロー
Then, in the examples and comparative examples, cutting was performed under the following conditions, and the tool life was evaluated.
Work material: DAC (45HRC)
Processing method: Shoulder cutting Cutting conditions: Vc = 160m / min, fz = 0.15mm / t, ap = 1.0mm, ae = 0.2mm, OH = 90mm, air blow
表1および表2の評価結果(A~C)の判断基準は、下記の通りとした。
A:加工面精度を確保できる切削長(切削距離)が80m以上であり、工具寿命が優れている。
B:加工面精度を確保できる切削長が40m以上80m以下であり、工具寿命が良好である。
C:加工面精度を確保できる切削長が40m未満であり、工具寿命が劣っている。
なお、上記A~Cにおいて、「加工面精度を確保できる」基準は、最大逃げ面摩耗量が0.1mm以下であることとした。
The criteria for judging the evaluation results (A to C) in Tables 1 and 2 are as follows.
A: The cutting length (cutting distance) that can ensure the accuracy of the machined surface is 80 m or more, and the tool life is excellent.
B: The cutting length that can ensure the machined surface accuracy is 40 m or more and 80 m or less, and the tool life is good.
C: The cutting length that can ensure the machined surface accuracy is less than 40 m, and the tool life is inferior.
In the above A to C, the standard for "ensuring the accuracy of the machined surface" is that the maximum flank wear amount is 0.1 mm or less.


〔考察〕
実施例1~5は、底刃逃げ角および外周刃逃げ角の各数値範囲が、4°~8°であり、底刃逃げ角と外周刃逃げ角とを同一の値に設定した。また、中低勾配角Dは、1°または2°に設定した。第1稜線角θ1および第2稜線角θ2は、それぞれ、44°または44.5°であった。
切削試験の評価結果は、工具寿命が80m以上を示し、Aランクとなった。切削長が80mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、逃げ面摩耗量は少なく、切れ刃の形状維持を図ることができていた。さらに、切れ刃の欠損も観察されなかったことから、継続使用が可能な状態であると判断できた。なお、実施例3は最も長い工具寿命を示し、最大逃げ面摩耗量の判断基準を0.1mmに設定したときの切削長は、144mであった。実施例3の切れ刃部21の刃先観察写真を図11に示す(観察倍率100倍)。図11に示すように、実施例3は逃げ面摩耗量が少なく、切れ刃形状の維持を図ることができた。
[Discussion]
In Examples 1 to 5, each numerical range of the bottom blade clearance angle and the outer peripheral blade clearance angle is 4 ° to 8 °, and the bottom blade clearance angle and the outer peripheral blade clearance angle are set to the same value. The medium-low gradient angle D was set to 1 ° or 2 °. The first ridge angle θ1 and the second ridge angle θ2 were 44 ° or 44.5 °, respectively.
The evaluation result of the cutting test showed that the tool life was 80 m or more, and was ranked A. When the
実施例6は、底刃逃げ角を4°、外周刃逃げ角を5°に設定した。第1稜線角θ1は37.9°、第2稜線角θ2は50.1°であり、両者の差は12.2°であった。
切削試験の評価結果では、工具寿命が80mに達しなかったものの40m以上を示し、Bランクとなった。
切削長が40mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、逃げ面摩耗量は、底刃11付近よりも外周刃13付近での進行が見受けられたものの、切れ刃の形状維持の状態は満足のできる程度であると判断した。なお、45mの時点において、最大逃げ面摩耗量0.1mmを超えた。
In Example 6, the bottom blade clearance angle was set to 4 ° and the outer peripheral blade clearance angle was set to 5 °. The first ridge angle θ1 was 37.9 °, the second ridge angle θ2 was 50.1 °, and the difference between the two was 12.2 °.
The evaluation result of the cutting test showed that the tool life did not reach 80 m but was 40 m or more, and was ranked B.
When the
実施例7は、底刃逃げ角を6°、外周刃逃げ角を7°に設定した。第1稜線角θ1は40.1°、第2稜線角θ2は48.9°であり、両者の差は8.8°であった。
切削試験の評価結果では、工具寿命が80mに達しなかったが、40m以上を示し、Bランクとなった。
切削長が40mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃逃げ面12に比べて外周刃逃げ面14の摩耗幅が大きいものの、切れ刃の形状は維持できているものと判断した。60mの時点において、最大逃げ面摩耗量0.1mmを超えた。
In Example 7, the bottom blade clearance angle was set to 6 ° and the outer peripheral blade clearance angle was set to 7 °. The first ridge line angle θ1 was 40.1 °, the second ridge line angle θ2 was 48.9 °, and the difference between the two was 8.8 °.
According to the evaluation result of the cutting test, the tool life did not reach 80 m, but it showed 40 m or more and was ranked B.
When the
実施例8は、底刃逃げ角を8°、外周刃逃げ角を7°に設定した。第1稜線角θ1は48.3°、第2稜線角θ2は40.7°であり、両者の差は7.6°であった。
切削試験の評価結果では、工具寿命が80mに達しなかったが、40m以上を示し、Bランクとなった。
切削長が40mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、外周刃逃げ面14に比べて底刃逃げ面12の摩耗が進行したものの、切れ刃の形状は維持できているものと判断した。70mの時点において、最大逃げ面摩耗量0.1mmを超えた。
In Example 8, the bottom blade clearance angle was set to 8 ° and the outer peripheral blade clearance angle was set to 7 °. The first ridge angle θ1 was 48.3 °, the second ridge angle θ2 was 40.7 °, and the difference between the two was 7.6 °.
According to the evaluation result of the cutting test, the tool life did not reach 80 m, but it showed 40 m or more and was ranked B.
When the
比較例1は、底刃逃げ角を4°、外周刃逃げ角を6°に設定して、両者の差を2°とした。第1稜線角θ1は30.7°、第2稜線角θ2は54.3°であり、両者の差は23.6°であった。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行しているが、切れ刃の刃先形状は維持できていると判断した。31mの時点において、最大逃げ面摩耗量0.1mmを超えた。
In Comparative Example 1, the bottom blade clearance angle was set to 4 ° and the outer peripheral blade clearance angle was set to 6 °, and the difference between the two was set to 2 °. The first ridge line angle θ1 was 30.7 °, the second ridge line angle θ2 was 54.3 °, and the difference between the two was 23.6 °.
The evaluation result of the cutting test showed that the tool life was less than 40 m, and it was ranked C.
When the
比較例2は、底刃逃げ角を4°、外周刃逃げ角を8°に設定して、両者の差を4°とした。第1稜線角θ1は26.0°、第2稜線角θ2は62.0°であり、両者の差は36°であった。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行し、微小なチッピングが確認されているが、切れ刃の刃先形状は維持できていると判断した。17mの時点において、刃先先端部に欠損が生じ工具寿命となった。
In Comparative Example 2, the bottom blade clearance angle was set to 4 ° and the outer peripheral blade clearance angle was set to 8 °, and the difference between the two was set to 4 °. The first ridge angle θ1 was 26.0 °, the second ridge angle θ2 was 62.0 °, and the difference between the two was 36 °.
The evaluation result of the cutting test showed that the tool life was less than 40 m, and it was ranked C.
When the
比較例3は、底刃逃げ角を6°、外周刃逃げ角を8°に設定して、両者の差を2°とした。第1稜線角θ1は35.7°、第2稜線角θ2は51.3°であり、両者の差は15.6°であった。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行しているが、切れ刃の刃先形状は維持できていると判断した。20mの時点において、最大逃げ面摩耗量0.1mmを超えた。
In Comparative Example 3, the bottom blade clearance angle was set to 6 ° and the outer peripheral blade clearance angle was set to 8 °, and the difference between the two was set to 2 °. The first ridge line angle θ1 was 35.7 °, the second ridge line angle θ2 was 51.3 °, and the difference between the two was 15.6 °.
The evaluation result of the cutting test showed that the tool life was less than 40 m, and it was ranked C.
When the
比較例4は、底刃逃げ角を6°、外周刃逃げ角を8°に設定して、両者の差を2°とした。第1稜線角θ1は36.1°、第2稜線角θ2は51.9°であり、両者の差は15.8°であった。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行しているが、切れ刃の刃先形状は維持できていると判断した。29mの時点において、最大逃げ面摩耗量0.1mmを超えた。
In Comparative Example 4, the bottom blade clearance angle was set to 6 ° and the outer peripheral blade clearance angle was set to 8 °, and the difference between the two was set to 2 °. The first ridge angle θ1 was 36.1 °, the second ridge angle θ2 was 51.9 °, and the difference between the two was 15.8 °.
The evaluation result of the cutting test showed that the tool life was less than 40 m, and it was ranked C.
When the
比較例5は、底刃逃げ角を6°、外周刃逃げ角を8°に設定して、両者の差を2°とした。第1稜線角θ1は36.4°、第2稜線角θ2は52.6°であり、両者の差は16.2°であった。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行しているが、切れ刃の刃先形状は維持できていると判断した。37mの時点において、最大逃げ面摩耗量0.1mmを超えた。
In Comparative Example 5, the bottom blade clearance angle was set to 6 ° and the outer peripheral blade clearance angle was set to 8 °, and the difference between the two was set to 2 °. The first ridge angle θ1 was 36.4 °, the second ridge angle θ2 was 52.6 °, and the difference between the two was 16.2 °.
The evaluation result of the cutting test showed that the tool life was less than 40 m, and it was ranked C.
When the
比較例6は、底刃逃げ角を6°、外周刃逃げ角を10°に設定して、両者の差を4°とした。第1稜線角θ1は30.5°、第2稜線角θ2は58.5°であり、両者の差は28°であった。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行し、微小なチッピングが確認されているが、切れ刃の刃先形状は維持できていると判断した。23mの時点において、最大逃げ面摩耗量0.1mmを超えた。
In Comparative Example 6, the bottom blade clearance angle was set to 6 °, the outer peripheral blade clearance angle was set to 10 °, and the difference between the two was 4 °. The first ridge angle θ1 was 30.5 °, the second ridge angle θ2 was 58.5 °, and the difference between the two was 28 °.
The evaluation result of the cutting test showed that the tool life was less than 40 m, and it was ranked C.
When the
比較例7は、底刃逃げ角を6°、外周刃逃げ角を12°に設定して、両者の差を6°とした。第1稜線角θ1は26.1°、第2稜線角θ2は62.9°であり、両者の差は36.8°であった。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行し、微小なチッピングが確認されているが、切れ刃の刃先形状は維持できていると判断した。9mの時点において、刃先先端部に欠損が生じ工具寿命となった。比較例7の切れ刃部21の刃先観察写真を図12に示す(観察倍率100倍)。図12に示すように、比較例7は外周刃逃げ面14の摩耗幅が大きく、また微小なチッピングが観察された。
In Comparative Example 7, the bottom blade clearance angle was set to 6 ° and the outer peripheral blade clearance angle was set to 12 °, and the difference between the two was 6 °. The first ridge angle θ1 was 26.1 °, the second ridge angle θ2 was 62.9 °, and the difference between the two was 36.8 °.
The evaluation result of the cutting test showed that the tool life was less than 40 m, and it was ranked C.
When the
比較例8は、底刃逃げ角を8°、外周刃逃げ角を12°に設定して、両者の差を4°とした。第1稜線角θ1は33.2°、第2稜線角θ2は55.8°であり、両者の差は22.6°であった。
切削試験の評価結果では、工具寿命が40m未満を示し、Cランクとなった。
切削長が5mの時点で、切れ刃部21を顕微鏡倍率100倍で観察したところ、底刃11に比べて外周刃13の摩耗が大きく進行し、微小なチッピングが確認されているが、切れ刃の刃先形状は維持できていると判断した。13mの時点において、刃先先端部に欠損が生じ工具寿命となった。
In Comparative Example 8, the bottom blade clearance angle was set to 8 ° and the outer peripheral blade clearance angle was set to 12 °, and the difference between the two was 4 °. The first ridge angle θ1 was 33.2 °, the second ridge angle θ2 was 55.8 °, and the difference between the two was 22.6 °.
The evaluation result of the cutting test showed that the tool life was less than 40 m, and it was ranked C.
When the
本発明によれば、底刃と外周刃とで、刃先の損傷や摩耗等の進行の度合いを均等化でき、工具寿命を延長できるスクエアエンドミルが提供される。したがって、産業上の利用可能性を有する。 According to the present invention, there is provided a square end mill capable of equalizing the degree of progress of damage and wear of the cutting edge between the bottom blade and the outer peripheral blade and extending the tool life. Therefore, it has industrial applicability.
2…ホルダ、11…底刃、12…底刃逃げ面、13…外周刃、13a…外周刃の先端部、13b…外周刃のうち先端部よりも軸方向の後端側に位置する部分、14…外周刃逃げ面、15…コーナ稜線、16…ギャッシュ面、17…切屑排出溝、A…接続点、C…中心軸、D…中低勾配角、R…工具回転方向、VL…仮想直線、θ1…第1稜線角、θ2…第2稜線角 2 ... holder, 11 ... bottom blade, 12 ... bottom blade flank surface, 13 ... outer peripheral blade, 13a ... outer peripheral blade tip, 13b ... outer peripheral blade located on the rear end side in the axial direction from the tip, 14 ... Outer blade flank surface, 15 ... Corner ridge line, 16 ... Gash surface, 17 ... Chip discharge groove, A ... Connection point, C ... Central axis, D ... Medium and low gradient angle, R ... Tool rotation direction, VL ... Virtual straight line , Θ1 ... 1st ridge angle, θ2 ... 2nd ridge angle
Claims (9)
前記工具刃部の軸方向の先端部に配置される底刃と、
前記工具刃部の先端面に配置され、前記底刃から工具回転方向とは反対方向に向かうにしたがい軸方向の後端側に向けて延びる底刃逃げ面と、
前記工具刃部の径方向の外端部に配置され、軸方向に沿って延び、前記底刃と繋がる外周刃と、
前記工具刃部の外周面に配置され、前記外周刃から工具回転方向とは反対方向に向かうにしたがい径方向の内側に向けて延びる外周刃逃げ面と、
前記底刃逃げ面と前記外周刃逃げ面との交差稜線部に形成され、前記底刃と前記外周刃との接続点から軸方向の後端側に向かうにしたがい径方向内側に向けて延びるコーナ稜線と、を備え、
前記底刃は、前記接続点から径方向内側に向かうにしたがい軸方向の後端側に向けて延び、
前記中心軸と前記接続点とを含む基準面を正面に見て、
前記中心軸に直交する仮想直線と前記底刃との間に形成される中低勾配角が、0°を超え3°未満であり、
前記底刃と前記コーナ稜線との間に形成される第1稜線角、および、前記外周刃と前記コーナ稜線との間に形成される第2稜線角が、それぞれ、36°以上51°以下である、スクエアエンドミル。 A tool blade that can be rotated around the central axis,
The bottom blade arranged at the tip of the tool blade in the axial direction,
A bottom blade flank that is arranged on the tip surface of the tool blade and extends from the bottom blade toward the rear end side in the axial direction in the direction opposite to the tool rotation direction.
An outer peripheral blade that is arranged at the radial outer end of the tool blade, extends along the axial direction, and is connected to the bottom blade.
An outer peripheral blade flank surface that is arranged on the outer peripheral surface of the tool blade portion and extends inward in the radial direction from the outer peripheral blade in the direction opposite to the tool rotation direction.
A corner formed at the intersection ridgeline portion between the bottom blade flank surface and the outer peripheral blade flank surface, and extending inward in the radial direction from the connection point between the bottom blade and the outer peripheral blade toward the rear end side in the axial direction. With a ridgeline,
The bottom blade extends radially inward from the connection point toward the rear end side in the axial direction.
Looking at the reference plane including the central axis and the connection point from the front,
The medium-low gradient angle formed between the virtual straight line orthogonal to the central axis and the bottom blade is more than 0 ° and less than 3 °.
The first ridge angle formed between the bottom blade and the corner ridge and the second ridge angle formed between the outer peripheral blade and the corner ridge are 36 ° or more and 51 ° or less, respectively. There is a square end mill.
前記第1稜線角および前記第2稜線角が、それぞれ、40°以上45°以下である、スクエアエンドミル。 The square end mill according to claim 1.
A square end mill in which the first ridge angle and the second ridge angle are 40 ° or more and 45 ° or less, respectively.
前記底刃逃げ面の逃げ角および前記外周刃逃げ面の逃げ角が、それぞれ、4°以上8°以下である、スクエアエンドミル。 The square end mill according to claim 1 or 2.
A square end mill in which the clearance angle of the bottom blade flank and the clearance angle of the outer peripheral blade flank are 4 ° or more and 8 ° or less, respectively.
前記底刃逃げ面の逃げ角と前記外周刃逃げ面の逃げ角との差が、2°未満である、スクエアエンドミル。 The square end mill according to claim 3.
A square end mill in which the difference between the clearance angle of the bottom blade flank and the clearance angle of the outer peripheral blade flank is less than 2 °.
前記底刃逃げ面の逃げ角と前記外周刃逃げ面の逃げ角とが、互いに等しい、スクエアエンドミル。 The square end mill according to claim 3 or 4.
A square end mill in which the clearance angle of the bottom blade flank and the clearance angle of the outer peripheral blade flank are equal to each other.
前記工具刃部の少なくとも軸方向の先端部に配置されて工具回転方向を向き、前記外周刃の先端部および前記底刃に繋がるギャッシュ面と、
前記工具刃部の径方向の外端部に配置されて工具回転方向を向き、前記外周刃のうち先
端部よりも軸方向の後端側に位置する部分に繋がる切屑排出溝と、を備え、
前記切屑排出溝は、前記ギャッシュ面よりも工具回転方向とは反対方向に向けて窪み、
前記ギャッシュ面のうち、前記外周刃の先端部に繋がる部分の軸方向の長さが、0.3mm以上0.6mm以下である、スクエアエンドミル。 The square end mill according to any one of claims 1 to 5.
A gosh surface that is arranged at least at the tip of the tool blade in the axial direction and faces the tool rotation direction and is connected to the tip of the outer peripheral blade and the bottom blade.
It is provided with a chip discharge groove which is arranged at the outer end portion in the radial direction of the tool blade portion, faces the tool rotation direction, and is connected to a portion of the outer peripheral blade located on the rear end side in the axial direction from the tip portion.
The chip discharge groove is recessed from the gash surface in a direction opposite to the tool rotation direction.
A square end mill having an axial length of a portion of the gash surface connected to the tip of the outer peripheral blade of 0.3 mm or more and 0.6 mm or less.
前記ギャッシュ面の軸方向すくい角が、0°を超え3°以下である、スクエアエンドミル。 The square end mill according to claim 6.
A square end mill in which the axial rake angle of the gash surface is more than 0 ° and 3 ° or less.
前記ギャッシュ面の径方向外端部における軸方向の長さは、前記外周刃の先端部に繋がる部分において最も小さい、スクエアエンドミル。 The square end mill according to claim 6 or 7.
A square end mill in which the axial length at the radial outer end of the gash surface is the smallest at the portion connected to the tip of the outer peripheral blade.
前記中心軸に沿って延び、前記工具刃部が着脱可能に取り付けられるホルダを備える、
スクエアエンドミル。 The square end mill according to any one of claims 1 to 8.
A holder that extends along the central axis and to which the tool blade is detachably attached.
Square end mill.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018025405A JP7020162B2 (en) | 2018-02-15 | 2018-02-15 | Square end mill |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018025405A JP7020162B2 (en) | 2018-02-15 | 2018-02-15 | Square end mill |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019141916A JP2019141916A (en) | 2019-08-29 |
| JP7020162B2 true JP7020162B2 (en) | 2022-02-16 |
Family
ID=67770766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018025405A Active JP7020162B2 (en) | 2018-02-15 | 2018-02-15 | Square end mill |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7020162B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021088008A (en) * | 2019-12-02 | 2021-06-10 | 日進工具株式会社 | High hardness cutting tool |
| CN113245604B (en) * | 2021-05-07 | 2022-10-25 | 赣州澳克泰工具技术有限公司 | Milling cutter and cutter bar thereof |
| JP2024039139A (en) * | 2022-09-09 | 2024-03-22 | 株式会社Moldino | end mill |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003300112A (en) | 2002-04-05 | 2003-10-21 | Dijet Ind Co Ltd | Square end mill |
| JP2010264592A (en) | 2010-08-30 | 2010-11-25 | Hitachi Tool Engineering Ltd | End mill for high-hardness materials |
| JP2014108506A (en) | 2012-12-04 | 2014-06-12 | Mitsubishi Materials Corp | End mill |
| WO2015037617A1 (en) | 2013-09-11 | 2015-03-19 | 日立ツール株式会社 | Replaceable-cutting-edge rotary cutting tool and insert used in same |
| WO2017188154A1 (en) | 2016-04-25 | 2017-11-02 | 京セラ株式会社 | Cutting tool |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5049009A (en) * | 1990-08-21 | 1991-09-17 | The Weldon Tool Company | Improved cutting tool |
-
2018
- 2018-02-15 JP JP2018025405A patent/JP7020162B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003300112A (en) | 2002-04-05 | 2003-10-21 | Dijet Ind Co Ltd | Square end mill |
| JP2010264592A (en) | 2010-08-30 | 2010-11-25 | Hitachi Tool Engineering Ltd | End mill for high-hardness materials |
| JP2014108506A (en) | 2012-12-04 | 2014-06-12 | Mitsubishi Materials Corp | End mill |
| WO2015037617A1 (en) | 2013-09-11 | 2015-03-19 | 日立ツール株式会社 | Replaceable-cutting-edge rotary cutting tool and insert used in same |
| WO2017188154A1 (en) | 2016-04-25 | 2017-11-02 | 京セラ株式会社 | Cutting tool |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019141916A (en) | 2019-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6853442B2 (en) | Cutting inserts and cutting tools with replaceable cutting edges | |
| JP5967330B1 (en) | Cutting insert and cutting edge exchangeable rotary cutting tool | |
| JP5470478B2 (en) | Face milling | |
| CN103415366B (en) | Edge replaceable ball end mill | |
| WO2015037617A1 (en) | Replaceable-cutting-edge rotary cutting tool and insert used in same | |
| KR102021271B1 (en) | Interchangeable Blade Cutting Tools and Inserts | |
| JP5614511B2 (en) | Ball end mill and insert | |
| JP7020162B2 (en) | Square end mill | |
| JP6318579B2 (en) | Insert and insertable ball end mill with insert | |
| JP2005111651A (en) | Tip, milling cutter, and machining method using the same | |
| JP5301454B2 (en) | Chip type ball end mill chip material | |
| JP6604437B2 (en) | Cutting insert and cutting edge exchangeable rotary cutting tool | |
| WO2017138170A1 (en) | Replaceable tool edge rotary cutting tool and insert | |
| JP6683261B2 (en) | Cutting insert and exchangeable cutting edge rotary cutting tool | |
| JP2017080864A (en) | Cutting edge exchange-type reamer and reamer insert | |
| JP7453566B2 (en) | Cutting inserts and indexable rotary cutting tools | |
| JP7006179B2 (en) | Cutting inserts and cutting tool with replaceable cutting edge | |
| JP6086179B1 (en) | Replaceable blade cutting tool and insert | |
| JP6086180B1 (en) | Replaceable blade cutting tool and insert | |
| JP2013013962A (en) | Cbn end mill | |
| JP2018043321A (en) | Cutting insert and tip replaceable cutting tool | |
| JP7239864B2 (en) | Cutting inserts and indexable rotary cutting tools | |
| JP7265208B2 (en) | Cutting inserts and indexable rotary cutting tools | |
| JP2014111286A (en) | Tip replaceable ball end mill |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211026 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220117 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7020162 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |