JP7009472B2 - スパッタリングターゲット - Google Patents
スパッタリングターゲット Download PDFInfo
- Publication number
- JP7009472B2 JP7009472B2 JP2019521980A JP2019521980A JP7009472B2 JP 7009472 B2 JP7009472 B2 JP 7009472B2 JP 2019521980 A JP2019521980 A JP 2019521980A JP 2019521980 A JP2019521980 A JP 2019521980A JP 7009472 B2 JP7009472 B2 JP 7009472B2
- Authority
- JP
- Japan
- Prior art keywords
- sputtering target
- sputtering
- content
- atomic
- rich phase
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005477 sputtering target Methods 0.000 title claims description 85
- 238000004544 sputter deposition Methods 0.000 claims description 36
- 239000000203 mixture Substances 0.000 claims description 20
- 229910000946 Y alloy Inorganic materials 0.000 claims description 19
- 229910052727 yttrium Inorganic materials 0.000 claims description 17
- 229910052749 magnesium Inorganic materials 0.000 claims description 16
- 230000000007 visual effect Effects 0.000 claims description 6
- 239000011159 matrix material Substances 0.000 claims description 4
- 239000011777 magnesium Substances 0.000 description 50
- 238000002844 melting Methods 0.000 description 32
- 230000008018 melting Effects 0.000 description 32
- 238000000034 method Methods 0.000 description 32
- 238000005245 sintering Methods 0.000 description 23
- 238000005266 casting Methods 0.000 description 22
- 239000000843 powder Substances 0.000 description 17
- 229910052751 metal Inorganic materials 0.000 description 12
- 239000002184 metal Substances 0.000 description 12
- 239000000463 material Substances 0.000 description 11
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 9
- 239000010409 thin film Substances 0.000 description 9
- 229910000861 Mg alloy Inorganic materials 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 7
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 6
- 238000001816 cooling Methods 0.000 description 6
- 238000002834 transmittance Methods 0.000 description 6
- 239000007789 gas Substances 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 4
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- 239000010408 film Substances 0.000 description 4
- 229910052738 indium Inorganic materials 0.000 description 4
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 4
- 239000007769 metal material Substances 0.000 description 4
- 238000010298 pulverizing process Methods 0.000 description 4
- 229910000679 solder Inorganic materials 0.000 description 4
- 229910052786 argon Inorganic materials 0.000 description 3
- 238000009835 boiling Methods 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- 238000001000 micrograph Methods 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 239000000523 sample Substances 0.000 description 3
- 238000007088 Archimedes method Methods 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 230000001186 cumulative effect Effects 0.000 description 2
- 238000006356 dehydrogenation reaction Methods 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 230000005684 electric field Effects 0.000 description 2
- 238000005984 hydrogenation reaction Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000011812 mixed powder Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 229910001200 Ferrotitanium Inorganic materials 0.000 description 1
- 229910000542 Sc alloy Inorganic materials 0.000 description 1
- 241001074085 Scophthalmus aquosus Species 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 229910000941 alkaline earth metal alloy Inorganic materials 0.000 description 1
- -1 and gadrinium Inorganic materials 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- FZLIPJUXYLNCLC-UHFFFAOYSA-N lanthanum atom Chemical compound [La] FZLIPJUXYLNCLC-UHFFFAOYSA-N 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 229910012375 magnesium hydride Inorganic materials 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 229910052761 rare earth metal Inorganic materials 0.000 description 1
- 229910000982 rare earth metal group alloy Inorganic materials 0.000 description 1
- 150000002910 rare earth metals Chemical class 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- CIOAGBVUUVVLOB-UHFFFAOYSA-N strontium atom Chemical compound [Sr] CIOAGBVUUVVLOB-UHFFFAOYSA-N 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910000687 transition metal group alloy Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C23/00—Alloys based on magnesium
- C22C23/06—Alloys based on magnesium with a rare earth metal as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C28/00—Alloys based on a metal not provided for in groups C22C5/00 - C22C27/00
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Physical Vapour Deposition (AREA)
Description
本発明は、調光層などに用いられるマグネシウム合金薄膜を所望の組成で効率よく作製することができるスパッタリング技術を提供することを目的とする。
前記スパッタリングターゲットにおいて、相対密度が90%以上であることが好ましく、 電気抵抗率が1×10-3Ω・cm以下であることが好ましく、ビッカース硬度が200HV1以上であることが好ましく、スパッタリング面の算術平均粗さRaが1.6μm以下であることが好ましい。
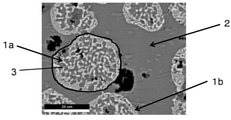
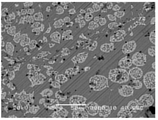
スパッタリングターゲットの製造方法の違いにより、形成されるYリッチ相の形状、大きさ等が異なる。本発明のスパッタリングターゲットが、溶解工程および鋳造工程を含む溶解鋳造法により製造されたときには、前述した海綿状の、径が比較的小さいYリッチ相が形成される傾向がある。Mg粉末およびY粉末等の原料粉末から得られた成形体を焼成して製造されたときには、前述した海綿状のYリッチ相は形成されず、径が比較的大きいYリッチ相が形成される傾向がある。
[溶解工程]
溶解工程では、各金属材料を配合して、溶解して溶湯を得る。
金属材料は、Yの純金属およびMgの純金属である。
各金属材料の配合比率は、通常、この溶解鋳造法により製造されるスパッタリングターゲットの組成が前述した組成となるように調整される。配合された金属材料を溶解炉で溶解する。溶解炉としては、通常の溶解鋳造法で使用される溶解炉を用いることができ、たとえば高周波溶解炉および電気炉等を使用することができる。
溶解温度は、1160~1170℃が好ましい。Mgの融点は650℃、沸点は1107℃である。Yの融点は1490℃である。Yの融点は、Mgの融点より大幅に高く、Mgの沸点よりも高い。Mg合金の製造では、通常Mgの融点よりやや高い温度である700℃程度で溶解を行うが、この温度はYの融点より大幅に低いので、この温度ではYはほとんど融解せず、MgおよびYの溶解は行うことができない。一方、Yが完全に融解する温度だと、Mgの沸点を大幅に超えるので、MgおよびYの溶解は行うことができない。溶解温度を1160~1170℃に設定することにより、Mg、Yの融解状態を適切に調整することができるようになり、MgおよびYの溶解を適正に行うことができる。
鋳造工程では、溶解工程で得た溶湯を鋳型に注入し、次にこれを冷却して鋳塊を得る。
鋳型は、従来の溶解鋳造法で使用される鋳型を使用することができる。鋳湯速度および冷却速度などは、従来の溶解鋳造法に従い適宜決定することができる。
スパッタリングターゲットの寸法に適合した鋳型を用い、得られた鋳塊に適宜加工を施すことにより、スパッタリングターゲットを得ることができる。
粉砕工程では、鋳造工程で得られた鋳塊を粉砕して、合金の粉末を得る。
粉砕に用いられる粉砕機には特に制限はなく、ジョークラッシャー等が好適に用いられる。
粉砕により得られる粉末のメジアン径D50は、通常5~300μm、好ましくは20~120μm、より好ましくは40~60μmである。粉砕により得られた粉砕物をふるい分けして、粉末の粒径を調整してもよい。
粉砕により得られた粉末に、Mg、Yの粉末を適宜加えて、次の焼結工程に供してもよい。
焼結工程では、粉砕工程で得られた粉末を焼結する。
焼結方法には特に制限はなく、ホットプレス(HP)等が好適に用いられる。
ホットプレスにより焼結する場合、前記粉末をグラファイト製の焼結ダイ等に粉末を充填する。焼結雰囲気は、不活性ガス雰囲気、たとえばアルゴンガス雰囲気等が好ましい。焼結温度は、通常700~900℃、好ましくは750~850℃である。焼結時間は通常0.5~3時間、好ましくは1~2時間である。焼結時の圧力は、通常10~50MPa、好ましくは20~30MPaである。焼結後は、自然炉冷すればよい。
本発明のスパッタリングターゲットは、その形状には制限はなく、たとえば平板状および円筒形状等にすることができる。
1.相対密度
スパッタリングターゲットの相対密度はアルキメデス法に基づき測定した。具体的には、スパッタリングターゲットの空中質量を体積(スパッタリングターゲットの水中質量/計測温度における水比重)で除し、理論密度ρ(g/cm3)に対する百分率の値を相対密度(単位:%)とした。理論密度ρ(g/cm3)はターゲットの製造に用いた原料の質量%および密度から算出した。具体的には下記式(1)により算出した。
ρ={(C1/100)/ρ1+(C2/100)/ρ2}-1 ・・・(1)
C1:ターゲットの製造に用いたMg原料の質量%
ρ1:Mgの密度(1.74g/cm3)
C2:ターゲットの製造に用いたY原料の質量%
ρ2:Yの密度(4.47g/cm3)
電気抵抗率は、三菱化学製、ロレスタ(登録商標)HP MCP-T410(直列4探針プローブ TYPE ESP )を用いて、AUTO RANGEモードでスパッタリングターゲット表面にプローブをあてて測定した。
ビッカース硬度測定装置(松沢精機(株)製)により、荷重1kgfでのビッカース硬度HV1の測定を行った。スパッタリングターゲット表面の10個所を測定して、その平均硬度値をそのスパッタリングターゲットのビッカース硬度とした。
表面粗さ測定器(サーフコーダSE1700/株式会社小坂研究所製)を用いてスパッタリング面の算術平均粗さRaを測定した。スパッタリング面の10個所を測定して、その平均値をそのスパッタリングターゲットの算術平均粗さRaとした。
スパッタリングターゲットを切断して、切断面を鏡面研磨し、その断面を走査型電子顕微鏡(日本電子(株)製、JSM-6380A)により倍率500倍で観察した。175μm×250μmの視野を無作為に10視野観察し、そのすべての視野における、径が100μm以上のYリッチ相の個数およびYリッチ相の平均径を計測した。
得られたスパッタリングターゲットを用いて下記条件でスパッタリングを行った。
(スパッタリング条件)
・到達真空度:2.0×10-4Pa未満
・アルゴン流量:49sccm
・スパッタ圧:0.55Pa
・印加電力:8.1W/cm2
積算投入電力量(28.4Wh/cm2)に対するアーキング回数によってアーキング特性を評価した。積算投入電力量に対するアーキング回数が少ないほど、アーキング防止能が高いといえる。具体的には、アークカウンターとしてμArc Monitor(MAM Genesis)(ランドマークテクノロジー社製)を用いた。測定条件を、検出モード;エネルギー、アーク検出電圧;100V、大-中エネルギー境界;50mJ、ハードアーク最低時間;100μsとして、積算投入電力量が28.4Wh/cm2となるまでの累積アーキング回数を測定した。
純度3NのMgインゴットおよび純度3NのYインゴットを、Mg40、Y60の原子比となるように秤量し、カーボン製のるつぼに入れ、1160℃で溶解して、MgおよびYからなる溶湯を得た。
この溶湯をカーボン鋳型に注入した。カーボン鋳型に注入された溶湯を約20℃/minの冷却速度で冷却して鋳塊を得た。
この鋳塊を、ジョークラッシャーを用いて粉砕し、得られた粉砕物を目開き50meshのふるいにてふるい分けを行い、メジアン径D50が50μmである合金粉末を得た。
この合金粉末をグラファイト製の160mm×250mmの焼結ダイに充填し、下記条件でホットプレス焼結して、縦160mm、横250mm、厚み4.5mmの焼結体を得た。
焼結雰囲気:Ar雰囲気
昇温時間:10℃/min
焼結温度:800℃
焼結保持時間:90min
圧力:25MPa
降温:自然炉冷
純度3NのMgインゴットおよび純度3NのYインゴットを、Mg40、Y60の原子比となるように秤量し、カーボン製のるつぼに入れ、1160℃で溶解して、MgおよびYからなる溶湯を得た。
この鋳塊に、放電加工機および平面研削機で加工を行い、組成が40Mg-60Yで表わされるMg-Y合金製スパッタリングターゲットを得た。スパッタリングターゲットの寸法は、縦150mm、横220mm、厚み3mmであった。
純度3NのMg粉末および純度3NのY粉末を、Mg40、Y60の原子比となるように秤量し、袋混合を行って混合粉末を得た。
この混合粉末をグラファイト製の160mm×250mmの焼結ダイに充填し、下記条件でホットプレス焼結して、縦160mm、横250mm、厚み4.5mmの焼結体を得た。
焼結雰囲気:Ar雰囲気
昇温時間:10℃/min
焼結温度:400℃
焼結保持時間:90min
圧力:25MPa
降温:自然炉冷

Claims (6)
- YおよびMgを含有し、組成が(1-x)Mg-xYで表されるスパッタリングターゲットであって、
xが、0.2≦x≦0.8であり、
相対密度が98%以上であり、
Mg-Y合金からなる母相、および該母相よりもYの含有率が高いYリッチ相を有し、前記スパッタリングターゲットの断面観察において、前記Yリッチ相が海綿状に観察され、走査型電子顕微鏡を用いて倍率500倍で175μm×250μmの視野を無作為に10視野観察し、そのすべての視野に含まれる、前記Yリッチ相の平均径が50μm以下である、
スパッタリングターゲット。 - 電気抵抗率が1×10-3Ω・cm以下である請求項1に記載のスパッタリングターゲット。
- ビッカース硬度が200HV1以上である請求項1または2に記載のスパッタリングターゲット。
- スパッタリング面の算術平均粗さRaが1.6μm以下である請求項1~3のいずれかに記載のスパッタリングターゲット。
- 前記Mg-Y合金からなる母相のMg含有率が35~75原子%であり、Y含有率が25~65原子%であり、前記Yリッチ相のMg含有率が0~50原子%であり、Y含有率が50~100原子%である請求項1~4のいずれかに記載のスパッタリングターゲット。
- 走査型電子顕微鏡を用いて倍率500倍で175μm×250μmの視野を無作為に10視野観察し、そのすべての視野に含まれる、径が100μm以上の前記Yリッチ相の個数が20個以下である請求項1~5のいずれかに記載のスパッタリングターゲット。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017106683 | 2017-05-30 | ||
| JP2017106683 | 2017-05-30 | ||
| PCT/JP2018/013739 WO2018220989A1 (ja) | 2017-05-30 | 2018-03-30 | スパッタリングターゲット |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2018220989A1 JPWO2018220989A1 (ja) | 2020-04-02 |
| JP7009472B2 true JP7009472B2 (ja) | 2022-01-25 |
Family
ID=64454603
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019521980A Active JP7009472B2 (ja) | 2017-05-30 | 2018-03-30 | スパッタリングターゲット |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7009472B2 (ja) |
| TW (1) | TW201900894A (ja) |
| WO (1) | WO2018220989A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4141139A4 (en) * | 2020-04-23 | 2024-07-03 | Tosoh Corp | YTTRIUM BLOCK AND SPUTTER TARGET |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012122138A (ja) | 2010-12-08 | 2012-06-28 | Helmholtz-Zentrum Geesthacht Zentrum Fur Material & Kustenforschung Gmbh | 向上した防食性を有するマグネシウム部品 |
| JP2014026262A (ja) | 2012-06-20 | 2014-02-06 | National Institute Of Advanced Industrial & Technology | 反射型調光素子。 |
-
2018
- 2018-03-30 JP JP2019521980A patent/JP7009472B2/ja active Active
- 2018-03-30 WO PCT/JP2018/013739 patent/WO2018220989A1/ja active Application Filing
- 2018-04-09 TW TW107112095A patent/TW201900894A/zh unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012122138A (ja) | 2010-12-08 | 2012-06-28 | Helmholtz-Zentrum Geesthacht Zentrum Fur Material & Kustenforschung Gmbh | 向上した防食性を有するマグネシウム部品 |
| JP2014026262A (ja) | 2012-06-20 | 2014-02-06 | National Institute Of Advanced Industrial & Technology | 反射型調光素子。 |
Non-Patent Citations (2)
| Title |
|---|
| KRISTINA SCHLUTER,Corrosion performance and mechanical properties of sputter-deposited MgY and MgGd alloys,Corrosion Science,2014年,Vol.78,p.43-54 |
| Y.YAMADA,Film thickness change of switchable mirrors using Mg-Y alloy thin films due to hydrogenation and deh,Solar Energy Materials & Solar Cells,2014年,Vol.126,p.237-240 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201900894A (zh) | 2019-01-01 |
| JPWO2018220989A1 (ja) | 2020-04-02 |
| WO2018220989A1 (ja) | 2018-12-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI675111B (zh) | 多晶鎢及鎢合金燒結體以及該製造方法 | |
| Xu et al. | Microstructures and properties of silver-based contact material fabricated by hot extrusion of internal oxidized Ag–Sn–Sb alloy powders | |
| CN112063870A (zh) | 一种TiC强化CoCrNi中熵合金复合材料及其制备方法 | |
| CN104439247A (zh) | 钼合金靶材的制备方法 | |
| JP2005314806A (ja) | 高硬度で高導電性を有するナノ結晶銅金属及びナノ結晶銅合金の粉末、高硬度・高強度で高導電性を有する強靱なナノ結晶銅又は銅合金のバルク材並びにそれらの製造方法 | |
| Sahani et al. | Structural investigation of vacuum sintered Cu–Cr and Cu–Cr–4% SiC nanocomposites prepared by mechanical alloying | |
| WO2013104295A1 (zh) | 钼铌合金板靶材加工工艺 | |
| CN101457314A (zh) | 钛铝化物合金 | |
| JP2015096647A (ja) | アルミニウムと希土類元素との合金ターゲット及びその製造方法 | |
| WO2013145424A1 (ja) | 銀系円筒ターゲット及びその製造方法 | |
| CN102358920B (zh) | 一种自耗电极电弧熔炼炉制备CuWCr复合材料的方法 | |
| JP6768575B2 (ja) | タングステンシリサイドターゲット及びその製造方法 | |
| Xie et al. | Effect of Mg on the sintering of Al-Mg alloy powders by pulse electric-current sintering process | |
| KR20170032399A (ko) | 비정질 상을 갖는 금속 합금으로 부품을 생산하는 방법 | |
| JP4860685B2 (ja) | 高融点金属からなる焼結体スパッタリングターゲット | |
| JP2009074127A (ja) | 焼結スパッタリングターゲット材およびその製造方法 | |
| JP7009472B2 (ja) | スパッタリングターゲット | |
| WO2017014675A1 (en) | A method for obtaining electrodes from alloys based on nickel aluminide | |
| Xie et al. | Cu particulate dispersed Cu50Zr45Al5 bulk metallic glassy composite with enhanced electrical conductivity | |
| CN103146974B (zh) | 靶材用钼铌合金板的制备方法 | |
| JP4356071B2 (ja) | スパッタリングターゲット材およびその製造方法 | |
| Chen et al. | Powder metallurgy process enables production of high-strength conductive Cu-based composites reinforced by Cu50Zr43Al7 metallic glass | |
| CN1786233A (zh) | 一种采用铝热-快速凝固工艺制备WC-FeNiCr复合材料的方法及其装置 | |
| JP2007092103A (ja) | 延性を有するマグネシウム基金属ガラス合金−金属粒体複合材 | |
| JP2001226734A (ja) | ニオブ基複合材料およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211005 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7009472 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |