JP7001997B2 - 部分分繊繊維束とその製造方法、および部分分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 - Google Patents
部分分繊繊維束とその製造方法、および部分分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 Download PDFInfo
- Publication number
- JP7001997B2 JP7001997B2 JP2017535845A JP2017535845A JP7001997B2 JP 7001997 B2 JP7001997 B2 JP 7001997B2 JP 2017535845 A JP2017535845 A JP 2017535845A JP 2017535845 A JP2017535845 A JP 2017535845A JP 7001997 B2 JP7001997 B2 JP 7001997B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- fiber bundle
- bundle
- section
- splitting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
- B29B15/122—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length with a matrix in liquid form, e.g. as melt, solution or latex
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/105—Coating or impregnating independently of the moulding or shaping step of reinforcement of definite length with a matrix in solid form, e.g. powder, fibre or sheet form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H51/00—Forwarding filamentary material
- B65H51/005—Separating a bundle of forwarding filamentary materials into a plurality of groups
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/248—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using pre-treated fibres
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J1/00—Modifying the structure or properties resulting from a particular structure; Modifying, retaining, or restoring the physical form or cross-sectional shape, e.g. by use of dies or squeeze rollers
- D02J1/06—Imparting irregularity, e.g. slubbing or other non-uniform features, e.g. high- and low-shrinkage or strengthened and weakened sections
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J1/00—Modifying the structure or properties resulting from a particular structure; Modifying, retaining, or restoring the physical form or cross-sectional shape, e.g. by use of dies or squeeze rollers
- D02J1/18—Separating or spreading
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/64—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in wet state, e.g. chemical agents in dispersions or solutions
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/732—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by fluid current, e.g. air-lay
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06H—MARKING, INSPECTING, SEAMING OR SEVERING TEXTILE MATERIALS
- D06H3/00—Inspecting textile materials
- D06H3/02—Inspecting textile materials visually
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06H—MARKING, INSPECTING, SEAMING OR SEVERING TEXTILE MATERIALS
- D06H7/00—Apparatus or processes for cutting, or otherwise severing, specially adapted for the cutting, or otherwise severing, of textile materials
- D06H7/02—Apparatus or processes for cutting, or otherwise severing, specially adapted for the cutting, or otherwise severing, of textile materials transversely
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/10—Thermosetting resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2333/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers
- C08J2333/04—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers esters
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/02—Reinforcing materials; Prepregs
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Reinforced Plastic Materials (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Treatment Of Fiber Materials (AREA)
- Moulding By Coating Moulds (AREA)
Description
(1)複数の単糸からなる繊維束の長手方向に沿って、少なくとも3本以上の複数の束に分割された分繊処理区間と未分繊処理区間とが交互に形成されてなる部分分繊繊維束であって、前記部分分繊繊維束の長手方向のいずれの幅方向断面においても、未分繊処理部によって隣接する分割繊維束が結合されている領域に含まれる前記単糸の割合が、その幅方向断面における全単糸の67%以下であることを特徴とする部分分繊繊維束。
(2)前記分繊処理区間の長さが、30mm以上1500mm以下であることを特徴とする、(1)に記載の部分分繊繊維束。
(3)前記未分繊処理区間の長さが、1mm以上150mm以下であることを特徴とする、(1)または(2)に記載の部分分繊繊維束。
(4)前記部分分繊繊維束に含まれる前記未分繊処理区間の含有率が、3%以上50%以下であることを特徴とする、(1)~(3)のいずれかに記載の部分分繊繊維束。
(5)複数の単糸からなる繊維束を長手方向に沿って走行させながら、複数の突出部を具備する分繊手段を前記繊維束に突き入れて分繊処理部を生成するとともに、少なくとも1つの前記分繊処理部における前記突出部との接触部に前記単糸が交絡する絡合部を形成し、しかる後に前記分繊手段を前記繊維束から抜き取り、前記絡合部を含む絡合蓄積部を経過した後、再度前記分繊手段を前記繊維束に突き入れる、少なくとも3本以上の複数の束に分割された分繊処理区間と未分繊処理区間とが交互に形成されてなる部分分繊繊維束の製造方法であって、前記部分分繊繊維束の長手方向のいずれの幅方向断面においても、未分繊処理部によって隣接する分割繊維束が結合されている領域に含まれる前記単糸の割合が、その幅方向断面における全単糸の67%以下となるように、前記分繊手段の前記突出部の形状と突き入れ、抜き取りのタイミングを制御することを特徴とする、部分分繊繊維束の製造方法。
(6)複数の単糸からなる繊維束に複数の突出部を具備する分繊手段を前記繊維束に突き入れ、前記分繊手段を前記繊維束の長手方向に沿って走行させながら分繊処理部を生成するとともに、少なくとも1つの前記分繊処理部における前記突出部との接触部に前記単糸が交絡する絡合部を形成し、しかる後に前記分繊手段を前記繊維束から抜き取り、前記絡合部を含む絡合蓄積部を経過する位置まで前記分繊手段を走行させた後、再度前記分繊手段を前記繊維束に突き入れる、少なくとも3本以上の複数の束に分割された分繊処理区間と未分繊処理区間とが交互に形成されてなる部分分繊繊維束の製造方法であって、前記部分分繊繊維束の長手方向のいずれの幅方向断面においても、未分繊処理部によって隣接する分割繊維束が結合されている領域に含まれる前記単糸の割合が、その幅方向断面における全単糸の67%以下となるように、前記分繊手段の前記突出部の形状と突き入れ、抜き取りのタイミングを制御することを特徴とする、部分分繊繊維束の製造方法。
(7)前記接触部における前記突出部に作用する前記繊維束の幅あたりに作用する押圧力を検知し、前記押圧力の上昇に伴って前記繊維束から前記分繊手段を抜き取ることを特徴とする、(5)または(6)に記載の部分分繊繊維束の製造方法。
(8)前記繊維束に突き入れた前記分繊手段から前記繊維束の長手方向に沿って前後の少なくともいずれか一方の10~1000mmの範囲における前記繊維束の撚りの有無を撮像手段により検知することを特徴とする、(5)~(7)のいずれかに記載の部分分繊繊維束の製造方法。
(9)前記接触部における前記突出部に作用する前記繊維束の幅あたりに作用する押圧力を検知し、前記撮像手段により撚りを検知し、前記突出部が該撚りに接触する直前から通過するまで、前記押圧力が低減するように前記分繊手段を制御することを特徴とする、(8)に記載の部分分繊繊維束の製造方法。
(10)複数の前記突出部が、それぞれ独立して制御可能であることを特徴とする、(5)~(9)のいずれかに記載の部分分繊繊維束の製造方法。
(11)前記分繊手段が、前記繊維束の長手方向に直交する回転軸を備え、前記回転軸表面に前記突出部が設けられていることを特徴とする、(5)~(10)のいずれかに記載の部分分繊繊維束の製造方法。
(12)(1)~(4)のいずれかに記載の部分分繊繊維束を切断・散布して得られる強化繊維マットと、マトリックス樹脂を含む繊維強化樹脂成形材料。
(13)前記マトリックス樹脂が熱硬化性樹脂であることを特徴とする、(12)に記載の繊維強化樹脂成形材料。
(14)前記繊維強化樹脂成形材料がシートモールディングコンパウンドであることを特徴とする、(12)または(13)に記載の繊維強化樹脂成形材料。
(15)(12)~(14)のいずれかに記載の繊維強化樹脂成形材料の製造方法であって、少なくとも下記工程[A]~[C]を有することを特徴とする、繊維強化樹脂成形材料の製造方法。
[A]複数の単糸からなる強化繊維束の長手方向に沿って、少なくとも3本以上の複数の束に分割された分繊処理部と未分繊処理部とを交互に形成してなる部分分繊繊維束を得る部分分繊工程であって、前記部分分繊繊維束の長手方向のいずれの幅方向断面においても、未分繊処理部によって隣接する分割繊維束が結合されている領域に含まれる前記単糸の割合が、その幅方向断面における全単糸の67%以下となるように分繊処理を行う部分分繊工程。
[B]前記部分分繊繊維束を切断して散布し、強化繊維マットを得るマット化工程。
[C]前記強化繊維マットにマトリックス樹脂を含浸させる樹脂含浸工程。
(16)少なくとも前記工程[A]~[C]を1つのプロセス内で連続的に行うことを特徴とする、(15)に記載の繊維強化樹脂成形材料の製造方法。
(17)前記工程[B]においては、部分分繊繊維束をその長手方向に対して、角度θ(0<θ<90°)で切断することを特徴とする、(15)または(16)に記載の繊維強化樹脂成形材料の製造方法。
本発明における繊維強化樹脂成形材料は、上記部分分繊繊維束を切断・散布して得られる強化繊維マットと、マトリックス樹脂を含むものである。
繊維束[A-1]:
繊維径7.2μm、引張弾性率240GPa、単糸数50,000本の連続した炭素繊維束(ZOLTEK社製、“PANEX(登録商標)35”)を用いた。
マトリックス樹脂[M-1]:
ビニルエステル樹脂(ダウ・ケミカル(株)製、“デラケン(登録商標)790”)を100重量部、硬化剤としてtert-ブチルパーオキシベンゾエート(日本油脂(株)製、“パーブチル(登録商標)Z”)を1重両部、増粘剤として酸化マグネシウム(協和化学工業(株)製、MgO#40)を4重量部、内部離型剤としてステアリン酸亜鉛(堺化学工業(株)製、SZ-2000)を2重量部を、十分に混合・攪拌して得られた樹脂コンパウンドを用いた。
繊維強化樹脂成形材料を平板金型の中央部に配置(チャージ率にして50%)した後、加圧型プレス機により10MPaの加圧のもと、約140℃×5分間の条件により硬化させ、300×400mmの平板を得た。平板長手方向を0°とし、得られた平板より0°と90°方向から、それぞれ100×25×1.6mmの試験片5片(合計10片)を切り出し、JIS K7074(1988年)に準拠し測定を実施した。力学特性としては、曲げ強度、曲げ弾性率、曲げ弾性率のCV値(%)を求めた(CV:変動係数)。
繊維束[A-1]を、ワインダーを用いて一定速度10m/minで巻出し、10Hzで軸方向へ振動する振動拡幅ロールに通し、拡幅処理を施した後に、60mm幅の幅規制ロールを通すことで60mmへ拡幅した拡幅繊維束を得た。
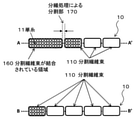
得られた部分分繊繊維束は、分繊処理区間で繊維束が幅方向に対して15分割に分繊されており、少なくとも1つの分繊処理区間の少なくとも1つの端部に、単糸が交絡した絡合部が蓄積されてなる絡合蓄積部を有していた。また、前記部分分繊繊維束における幅方向断面の未分繊処理部によって隣接する分割繊維束が結合されている領域に含まれる単糸の割合は、最大でその幅方向断面における全単糸の33%であった。
繊維束[A-1]に拡幅処理・分繊処理を施さずに切断、散布し、不連続繊維不織布を得た以外は、実施例と同様にして評価を行った。その結果、曲げ強度300MPa、曲げ弾性率22GPa、曲げ弾性率のCV24%であった。
一定速度10m/minで走行する繊維束[A-1]を用いた拡幅繊維束に対して、実施例と同様の分繊処理手段を常に突き刺した状態で保持し、連続的に分繊処理を施した連続分繊繊維束を作製した。得られた連続分繊処理繊維束は分繊処理区間が繊維長手方向に連続して形成され、一部で著しい毛羽立ちによる品位悪化が見られ、繊維束内に存在した繊維の撚りが分繊処理手段に集積され、部分的な糸切れが生じ、連続して分繊処理を行うことが出来なかった。
2 部分分繊工程[A]
3 マット化工程[B]
4 樹脂含浸工程[C]
5 クリール
6 強化繊維束
6a 強化繊維
7 部分分繊繊維束
8 カッターユニット
8a 切断刃
9a 散布機構
9b 強化繊維マット
9c 熱硬化性樹脂
10 部分分繊繊維束
11 単糸
12 フィルム
13 ベルト
14 樹脂含浸ローラー
15 繊維強化樹脂成形材料
100 繊維束
110 分割繊維束
120 分繊処理区間
130 未分繊処理区間
140 未分繊処理部
150 分繊処理部
160 分割繊維束が結合されている領域
170 分割部
180 絡合蓄積部
181 絡合部
190 毛羽溜まり
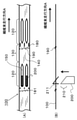
200、200A、200B 分繊手段
200C 回転分繊手段
201 基板
202 基台
203 突出部プレート
210、210a、210b、210c 突出部
211 接触部
240 回転軸
Claims (13)
- 複数の単糸からなる繊維束を長手方向に沿って走行させながら、複数の突出部を具備する分繊手段を前記繊維束に突き入れて分繊処理部を生成するとともに、少なくとも1つの前記分繊処理部における前記突出部との接触部に前記単糸が交絡する絡合部を形成し、しかる後に前記分繊手段を前記繊維束から抜き取り、前記絡合部を含む絡合蓄積部を経過した後、再度前記分繊手段を前記繊維束に突き入れる、少なくとも3本以上の複数の束に分割された分繊処理区間と未分繊処理区間とが交互に形成されてなる部分分繊繊維束の製造方法であって、前記接触部における前記突出部に作用する前記繊維束の幅あたりに作用する押圧力を検知し、前記押圧力の上昇に伴って前記繊維束から前記分繊手段を抜き取り、前記部分分繊繊維束の長手方向のいずれの幅方向断面においても、未分繊処理部によって隣接する分割繊維束が結合されている領域に含まれる前記単糸の割合が、その幅方向断面における全単糸の67%以下となるように、前記分繊手段の前記突出部の形状と突き入れ、抜き取りのタイミングを制御することを特徴とする、部分分繊繊維束の製造方法。
- 複数の単糸からなる繊維束に複数の突出部を具備する分繊手段を前記繊維束に突き入れ、前記分繊手段を前記繊維束の長手方向に沿って走行させながら分繊処理部を生成するとともに、少なくとも1つの前記分繊処理部における前記突出部との接触部に前記単糸が交絡する絡合部を形成し、しかる後に前記分繊手段を前記繊維束から抜き取り、前記絡合部を含む絡合蓄積部を経過する位置まで前記分繊手段を走行させた後、再度前記分繊手段を前記繊維束に突き入れる、少なくとも3本以上の複数の束に分割された分繊処理区間と未分繊処理区間とが交互に形成されてなる部分分繊繊維束の製造方法であって、前記接触部における前記突出部に作用する前記繊維束の幅あたりに作用する押圧力を検知し、前記押圧力の上昇に伴って前記繊維束から前記分繊手段を抜き取り、前記部分分繊繊維束の長手方向のいずれの幅方向断面においても、未分繊処理部によって隣接する分割繊維束が結合されている領域に含まれる前記単糸の割合が、その幅方向断面における全単糸の67%以下となるように、前記分繊手段の前記突出部の形状と突き入れ、抜き取りのタイミングを制御することを特徴とする、部分分繊繊維束の製造方法。
- 前記繊維束に突き入れた前記分繊手段から前記繊維束の長手方向に沿って前後の少なくともいずれか一方の10~1000mmの範囲における前記繊維束の撚りの有無を撮像手段により検知することを特徴とする、請求項1または2に記載の部分分繊繊維束の製造方法。
- 前記接触部における前記突出部に作用する前記繊維束の幅あたりに作用する押圧力を検知し、前記撮像手段により撚りを検知し、前記突出部が該撚りに接触する直前から通過するまで、前記押圧力が低減するように前記分繊手段を制御することを特徴とする、請求項3に記載の部分分繊繊維束の製造方法。
- 複数の前記突出部が、それぞれ独立して制御可能であることを特徴とする、請求項1~4のいずれかに記載の部分分繊繊維束の製造方法。
- 前記分繊手段が、前記繊維束の長手方向に直交する回転軸を備え、前記回転軸表面に前記突出部が設けられていることを特徴とする、請求項1~5のいずれかに記載の部分分繊繊維束の製造方法。
- 複数の単糸からなる繊維束の長手方向に沿って、少なくとも3本以上の複数の束に分割された分繊処理区間と未分繊処理区間とが交互に形成されてなる部分分繊繊維束であって、前記部分分繊繊維束の長手方向のいずれの幅方向断面においても、未分繊処理部によって隣接する分割繊維束が結合されている領域に含まれる前記単糸の割合が、その幅方向断面における全単糸の67%以下である部分分繊繊維束を切断・散布して得られる強化繊維マットと、マトリックス樹脂を含む繊維強化樹脂成形材料の製造方法であって、少なくとも下記工程[A]~[C]を有することを特徴とする、繊維強化樹脂成形材料の製造方法。
[A]複数の単糸からなる強化繊維束の長手方向に沿って、少なくとも3本以上の複数の束に分割された分繊処理部と未分繊処理部とを交互に形成してなる部分分繊繊維束を得る部分分繊工程であって、前記部分分繊繊維束の長手方向のいずれの幅方向断面においても、未分繊処理部によって隣接する分割繊維束が結合されている領域に含まれる前記単糸の割合が、その幅方向断面における全単糸の67%以下となるように分繊処理を行う部分分繊工程。
[B]前記部分分繊繊維束をその長手方向に対して、角度θ(0<θ<90°)で切断して散布し、強化繊維マットを得るマット化工程。
[C]前記強化繊維マットにマトリックス樹脂を含浸させる樹脂含浸工程。 - 少なくとも前記工程[A]~[C]を1つのプロセス内で連続的に行うことを特徴とする、請求項7に記載の繊維強化樹脂成形材料の製造方法。
- 前記分繊処理区間の長さが、30mm以上1500mm以下であることを特徴とする、請求項7または8に記載の繊維強化樹脂成形材料の製造方法。
- 前記未分繊処理区間の長さが、1mm以上150mm以下であることを特徴とする、請求項7~9のいずれかに記載の繊維強化樹脂成形材料の製造方法。
- 前記部分分繊繊維束に含まれる前記未分繊処理区間の含有率が、3%以上50%以下であることを特徴とする、請求項7~10のいずれかに記載の繊維強化樹脂成形材料の製造方法。
- 前記マトリックス樹脂が熱硬化性樹脂であることを特徴とする、請求項7~11のいずれかに記載の繊維強化樹脂成形材料の製造方法。
- 前記繊維強化樹脂成形材料がシートモールディングコンパウンドであることを特徴とする、請求項7~12のいずれかに記載の繊維強化樹脂成形材料の製造方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016122584 | 2016-06-21 | ||
| JP2016122584 | 2016-06-21 | ||
| JP2016123438 | 2016-06-22 | ||
| JP2016123438 | 2016-06-22 | ||
| PCT/JP2017/020405 WO2017221657A1 (ja) | 2016-06-21 | 2017-06-01 | 部分分繊繊維束とその製造方法、および部分分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017221657A1 JPWO2017221657A1 (ja) | 2019-04-11 |
| JP7001997B2 true JP7001997B2 (ja) | 2022-01-20 |
Family
ID=60783260
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017535845A Active JP7001997B2 (ja) | 2016-06-21 | 2017-06-01 | 部分分繊繊維束とその製造方法、および部分分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10569986B2 (ja) |
| EP (1) | EP3473759B1 (ja) |
| JP (1) | JP7001997B2 (ja) |
| KR (1) | KR102253933B1 (ja) |
| CN (1) | CN109312503B (ja) |
| CA (1) | CA3023480A1 (ja) |
| ES (1) | ES2947664T3 (ja) |
| MX (1) | MX2018013777A (ja) |
| TW (1) | TW201807276A (ja) |
| WO (1) | WO2017221657A1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3321054B1 (en) | 2015-07-07 | 2020-08-19 | Mitsubishi Chemical Corporation | Method and apparatus for manufacturing fiber-reinforced resin molding material |
| ES2870850T3 (es) * | 2016-10-12 | 2021-10-27 | Toray Industries | Malla aleatoria y método de producción para la misma y material moldeado de resina reforzada con fibra que usa la malla aleatoria |
| US10570536B1 (en) * | 2016-11-14 | 2020-02-25 | CFA Mills, Inc. | Filament count reduction for carbon fiber tow |
| ES2993480T3 (en) | 2017-11-20 | 2024-12-30 | Mitsubishi Chem Corp | Method and device for manufacturing fiber-reinforced resin molding material |
| ES3037767T3 (en) * | 2018-01-26 | 2025-10-07 | Toray Industries | Reinforcing fiber bundle |
| WO2019146486A1 (ja) * | 2018-01-26 | 2019-08-01 | 東レ株式会社 | 強化繊維束およびその製造方法、ならびにそれを用いたチョップド繊維束および繊維強化樹脂成形材料 |
| US11377528B2 (en) | 2018-01-26 | 2022-07-05 | Toray Industries, Inc. | Reinforcing fiber mat, and fiber-reinforced resin forming material and method of producing same |
| JP7003990B2 (ja) * | 2018-02-01 | 2022-01-21 | 東レ株式会社 | 部分分繊繊維束、中間基材、成形品およびそれらの製造方法 |
| CN111936281B (zh) * | 2018-04-04 | 2022-04-29 | 三菱化学株式会社 | 纤维增强树脂成型材料的制造方法和纤维增强树脂成型材料的制造装置 |
| MX2020014254A (es) | 2018-06-29 | 2021-03-25 | Mitsubishi Chem Corp | Agente de encolado, fardo de fibra de refuerzo, material de moldeo de resina reforzado con fibra y material compuesto reforzado con fibra. |
| US11845629B2 (en) * | 2018-09-28 | 2023-12-19 | Toray Industries, Inc. | Partially separated fiber bundle and method of manufacturing same |
| US11794419B2 (en) * | 2019-03-27 | 2023-10-24 | Toray Industries, Inc. | Fiber-reinforced resin molding material molded product and method of producing same |
| EP4163426B1 (en) * | 2020-06-09 | 2025-05-21 | Mitsubishi Chemical Corporation | Method for producing carbon fiber bundle with slit, carbon fiber package, and method for producing carbon fiber package |
| WO2023286740A1 (ja) * | 2021-07-15 | 2023-01-19 | 三菱ケミカル株式会社 | シートモールディングコンパウンドの製造方法および繊維マット堆積装置 |
| CN114427135B (zh) * | 2022-01-06 | 2022-11-18 | 广东溢达纺织有限公司 | 筒子纱拆筒方法 |
| WO2024090144A1 (ja) * | 2022-10-28 | 2024-05-02 | 三菱ケミカル株式会社 | 部分分割炭素繊維束を製造する方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006219780A (ja) | 2005-02-10 | 2006-08-24 | Toray Ind Inc | 炭素繊維の分割方法 |
| JP2011241494A (ja) | 2010-05-17 | 2011-12-01 | Toyota Motor Corp | 開繊シートの製造装置及びその製造方法 |
| WO2016043037A1 (ja) | 2014-09-17 | 2016-03-24 | 東レ株式会社 | 繊維強化樹脂成形材料 |
| WO2016104154A1 (ja) | 2014-12-26 | 2016-06-30 | 東レ株式会社 | 部分分繊繊維束の製造方法および製造装置、部分分繊繊維束 |
| WO2016136812A1 (ja) | 2015-02-26 | 2016-09-01 | 帝人株式会社 | 補強繊維ストランド分繊糸の製造方法 |
| WO2017006989A1 (ja) | 2015-07-07 | 2017-01-12 | 三菱レイヨン株式会社 | 繊維強化樹脂成形材料の製造方法及び製造装置 |
| WO2017159263A1 (ja) | 2016-03-15 | 2017-09-21 | 東レ株式会社 | 繊維強化樹脂成形材料およびその製造方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2687356A (en) | 1948-08-04 | 1954-08-24 | Sealady Seafood Corp | Method of curing and processing fish |
| CH557814A (de) | 1971-07-23 | 1975-01-15 | Givaudan & Cie Sa | Verfahren zur herstellung von neuen geschmackstoffen. |
| JP2002255448A (ja) | 2001-03-05 | 2002-09-11 | Mitsubishi Rayon Co Ltd | 複数炭素繊維束巻取体、この複数炭素繊維束巻取体から各炭素繊維束を分割する装置及び方法 |
| JP4192041B2 (ja) | 2002-07-15 | 2008-12-03 | 三菱レイヨン株式会社 | 炭素繊維前駆体繊維束の製造方法及び製造装置 |
| JP2005015953A (ja) | 2003-06-26 | 2005-01-20 | Mitsubishi Rayon Co Ltd | ガラス繊維集束剤用エマルション、ガラス繊維集束剤、ガラス繊維束、樹脂組成物、シートモールディングコンパウンド、バルクモールディングコンパウンド、並びに樹脂成形品及びその製造方法 |
| JP5572947B2 (ja) * | 2007-06-04 | 2014-08-20 | 東レ株式会社 | 成形材料、および、繊維強化プラスチック、ならびに、これらの製造方法 |
| RU2527703C1 (ru) | 2011-02-01 | 2014-09-10 | Тейдзин Лимитед | Холст с хаотической ориентацией волокон и композитный материал, армированный волокном |
| US20120213997A1 (en) | 2011-02-21 | 2012-08-23 | United States Council For Automotive Research | Fiber tow treatment apparatus and system |
| JP5722732B2 (ja) | 2011-08-31 | 2015-05-27 | 帝人株式会社 | 熱可塑性複合材料形成用等方性ランダムマットの製造方法 |
| EP2687356A1 (en) | 2012-07-20 | 2014-01-22 | Ahlstrom Corporation | A unidirectional reinforcement and a method of producing a unidirectional reinforcement |
| JP5996320B2 (ja) | 2012-08-01 | 2016-09-21 | 帝人株式会社 | ランダムマットの製造方法 |
| US10738168B2 (en) | 2012-08-01 | 2020-08-11 | Teijin Limited | Random mat and fiber-reinforced composite material shaped product |
| EP3473757B1 (en) * | 2016-06-20 | 2021-02-17 | Toray Industries, Inc. | Production method for partially separated fiber bundle |
| MX2018013775A (es) * | 2016-06-21 | 2019-03-28 | Toray Industries | Haz de fibras separado parcialmente, metodo de produccion de haz de fibras separado parcialmente, material de moldeo de resina reforzado con fibra que usa un haz de fibras separado parcialmente y metodo de produccion de material de moldeo de resina reforzado con fibra que usa un haz de fibras separado parcialmente. |
| KR20190021270A (ko) * | 2016-06-22 | 2019-03-05 | 도레이 카부시키가이샤 | 분섬 섬유 다발의 제조 방법과 분섬 섬유 다발, 및 분섬 섬유 다발을 사용한 섬유 강화 수지 성형 재료와 그의 제조 방법 |
| CA3023637A1 (en) * | 2016-06-22 | 2017-12-28 | Toray Industries, Inc. | Production method for partially separated fiber bundle, partially separated fiber bundle, fiber-reinforced resin molding material using partially separated fiber bundle, and production method for fiber-reinforced resin molding material using partially separated fiber bundle |
-
2017
- 2017-06-01 EP EP17815126.2A patent/EP3473759B1/en active Active
- 2017-06-01 ES ES17815126T patent/ES2947664T3/es active Active
- 2017-06-01 JP JP2017535845A patent/JP7001997B2/ja active Active
- 2017-06-01 CA CA3023480A patent/CA3023480A1/en not_active Abandoned
- 2017-06-01 WO PCT/JP2017/020405 patent/WO2017221657A1/ja not_active Ceased
- 2017-06-01 KR KR1020187037903A patent/KR102253933B1/ko active Active
- 2017-06-01 MX MX2018013777A patent/MX2018013777A/es unknown
- 2017-06-01 CN CN201780035772.0A patent/CN109312503B/zh active Active
- 2017-06-01 US US16/307,678 patent/US10569986B2/en active Active
- 2017-06-19 TW TW106120298A patent/TW201807276A/zh unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006219780A (ja) | 2005-02-10 | 2006-08-24 | Toray Ind Inc | 炭素繊維の分割方法 |
| JP2011241494A (ja) | 2010-05-17 | 2011-12-01 | Toyota Motor Corp | 開繊シートの製造装置及びその製造方法 |
| WO2016043037A1 (ja) | 2014-09-17 | 2016-03-24 | 東レ株式会社 | 繊維強化樹脂成形材料 |
| WO2016104154A1 (ja) | 2014-12-26 | 2016-06-30 | 東レ株式会社 | 部分分繊繊維束の製造方法および製造装置、部分分繊繊維束 |
| WO2016136812A1 (ja) | 2015-02-26 | 2016-09-01 | 帝人株式会社 | 補強繊維ストランド分繊糸の製造方法 |
| WO2017006989A1 (ja) | 2015-07-07 | 2017-01-12 | 三菱レイヨン株式会社 | 繊維強化樹脂成形材料の製造方法及び製造装置 |
| WO2017159263A1 (ja) | 2016-03-15 | 2017-09-21 | 東レ株式会社 | 繊維強化樹脂成形材料およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2017221657A1 (ja) | 2019-04-11 |
| KR20190017820A (ko) | 2019-02-20 |
| EP3473759A1 (en) | 2019-04-24 |
| TW201807276A (zh) | 2018-03-01 |
| US10569986B2 (en) | 2020-02-25 |
| ES2947664T3 (es) | 2023-08-16 |
| KR102253933B1 (ko) | 2021-05-20 |
| CN109312503B (zh) | 2021-04-23 |
| EP3473759A4 (en) | 2019-12-04 |
| CN109312503A (zh) | 2019-02-05 |
| CA3023480A1 (en) | 2017-12-28 |
| WO2017221657A1 (ja) | 2017-12-28 |
| US20190263625A1 (en) | 2019-08-29 |
| EP3473759B1 (en) | 2023-04-05 |
| MX2018013777A (es) | 2019-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7001997B2 (ja) | 部分分繊繊維束とその製造方法、および部分分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 | |
| JP7001995B2 (ja) | 部分分繊繊維束とその製造方法、および部分分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 | |
| JP6447518B2 (ja) | 部分分繊繊維束の製造方法および製造装置 | |
| JP7001996B2 (ja) | 部分分繊繊維束とその製造方法、および部分分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 | |
| WO2017221688A1 (ja) | 分繊繊維束の製造方法と分繊繊維束、および分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 | |
| JP7001998B2 (ja) | 部分分繊繊維束の製造方法と部分分繊繊維束、および部分分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200527 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200527 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210604 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210729 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211126 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211209 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7001997 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |