JP6996419B2 - 表皮材 - Google Patents
表皮材 Download PDFInfo
- Publication number
- JP6996419B2 JP6996419B2 JP2018098996A JP2018098996A JP6996419B2 JP 6996419 B2 JP6996419 B2 JP 6996419B2 JP 2018098996 A JP2018098996 A JP 2018098996A JP 2018098996 A JP2018098996 A JP 2018098996A JP 6996419 B2 JP6996419 B2 JP 6996419B2
- Authority
- JP
- Japan
- Prior art keywords
- skin material
- fiber
- less
- skin
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Seats For Vehicles (AREA)
- Vehicle Step Arrangements And Article Storage (AREA)
- Nonwoven Fabrics (AREA)
Description
ところが、これらの表皮は、近赤外線の反射に対して、とりわけ優れた反射性能を有するものではない。
このため、例えば、自動車の窓ガラスから太陽光線が入射すると、太陽光の近赤外線は内装物品に多くが吸収されて、熱エネルギーとして蓄積される。よって、内装物品の温度が上昇してしまい、手で触ることが困難な程に高温となる場合もある。
また、温度が上昇した内装物品を冷却するためにエアコンが使われ、これによりエアコンの効率の低下、ひいては自動車のエネルギー消費効率が低下してしまう。
そこで、内装物品等の各種物品の温度上昇を抑制するために、表皮材について種々の検討が行われている(特許文献1参照)。
また、従来技術として、近赤外線の反射率の向上のために、酸化チタン等の添加物を繊維に練り込む技術、又は酸化チタン等の添加物を繊維に担持させる技術が知られている。ところが、分割糸等の細糸を用いる場合には、添加物の練り込みが困難であるという課題や、添加物を担持させても添加物が脱落するという課題があった。
本発明は、上記実情に鑑みてなされたものであり、従来技術の課題を解決しつつ、各種物品の温度上昇を抑制することを目的とする。本発明は、以下の形態として実現することが可能である。
カーボンブラックを含まず、かつ単繊維径が1μmより大きく5μm以下の繊維が含まれた繊維集合体を備えており、
前記表皮材をX線CTで観察して得られた画像から、1辺が0.1~0.5mmの立方体を切り出して、前記立方体の全体の体積を100%とした場合に、前記立方体に含まれる前記単繊維径が1μmより大きく5μm以下の繊維が占有する体積の割合である体積率は3%以上20%以下であり、かつ
Z軸方向の配向テンソルが0.42以下であることを特徴とする表皮材。
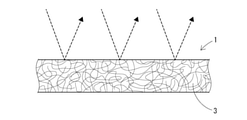
表皮材1は、図1に示すように、繊維集合体3からなるものであってもよい。
なお、表皮材1は、繊維集合体3の他に、表面に表面層を備えていてもよい。また、表皮材1は、繊維集合体3の他に、裏面に裏面層を備えていてもよい。裏面層は、例えば、バッキング層やウレタンフォーム層が好適に例示される。ここで、バッキング層は、表皮材1を補強するため、及び/又は接着剤の含侵を防ぐためのコーティング層である。
(1)カーボンブラック
本実施形態では、繊維集合体に含まれる繊維には、カーボンブラックが含まれていない。カーボンブラックが含まれると、繊維集合体の反射性能が低下するからである。
本実施形態では、繊維集合体に含まれる繊維の単繊維径は、1μmより大きく5μm以下であり、好ましくは2μm以上5μm以下である。単繊維径がこの範囲内であると、表皮材の近赤外線に対する反射性能が優れる。よって、表皮材により覆われた各種物品の温度上昇を抑制できる。
単繊維径がこの範囲内となると反射性能が優れる理由は定かではないが、単繊維径がこの範囲内となると、単繊維径が近赤外線波長と同等から数倍の領域内となり、ミー散乱と呼ばれる光の散乱現象が起きるためであると推測される。
単繊維の断面形状が丸断面以外の異形断面である場合には、外接円の直径を単繊維径とする。なお、単繊維径は、走査型電子顕微鏡で繊維の横断面を撮影することにより測定が可能である。
単繊維径が1μmより大きく5μm以下の繊維の単糸断面形状は、特に限定されない。単糸断面形状として、丸断面、丸断面以外の異形断面が例示される。異形断面の形状としては、三角断面、四角断面、五角断面、扁平断面、楔形断面、アルファベットの各文字に類似した断面(Y型断面、C型断面、H型断面、I型断面、W型断面等)等が好適に例示される。異形断面の繊維を得る方法は、特に限定されない。例えば、〔1〕溶融紡糸時に用いる口金の形状を異形にする方法、〔2〕2種類以上のポリマーを複合紡糸して、分割することにより断面を異形にする方法がある。後者の方法により製造された繊維は、割繊糸とも呼ばれている。
本実施形態では、反射率向上の観点から、単糸断面形状としては、三角断面、扁平断面が好ましい。
なお、割繊糸を用いる場合には、予め分割した割繊糸から繊維集合体を形成してもよい。また、複数の樹脂を含む複合糸から繊維集合体の前駆体(編物、織物、又は植毛シート)を形成した後に、前駆体を化学処理して、複合糸を分割・開繊し割繊糸としてもよい。
繊維集合体には、単繊維径が1μmより大きく5μm以下でない繊維を含んでいてもよい。但し、繊維集合体に含まれる繊維の全量を100重量部とした場合に、単繊維径が1μmより大きく5μm以下の繊維が5重量部以上含まれていることが好ましく、10重量部以上含まれていることがより好ましく、15重量部以上含まれていることが更に好ましい。単繊維径が1μmより大きく5μm以下の繊維の量がこの範囲内であると、繊維集合体の反射性能が特に優れるからである。反射性能が優れるという観点からは、繊維集合体に含まれる繊維は、単繊維径が1μmより大きく5μm以下の繊維からなることが好ましい。
単繊維径が1μmより大きく5μm以下の繊維は、合成繊維、再生繊維、半合成繊維、天然繊維のいずれであってもよい。
合成繊維としては、特に限定されない。例えば、ポリエチレンテレフタレート(PET)繊維、ポリブチレンテレフタレート繊維、ポリトリメチレンテレフタレート繊維、ポリ乳酸繊維等のポリエステル系繊維;ポリアミド6繊維、ポリアミド66繊維等のポリアミド系繊維;ポリアクリル系繊維、ポリプロピレン繊維等のポリオレフィン系繊維等の各種の合成繊維を用いることができる。
これらの繊維のうちでは、汎用性が高いことから、ポリエステル系繊維(特にPET繊維)、ポリプロピレン繊維、ポリアミド6繊維が好ましい。
単繊維径が1μmより大きく5μm以下の繊維として、単一種の繊維のみならず、2種類以上の繊維を混合して用いることもできる。
なお、合成繊維は、未延伸糸でもよく、半延伸糸でもよく、これらが混合されている混合糸でもよい。
再生繊維としては、特に限定されない。例えば、セルロース系のレーヨン、精製セルロース繊維系のリヨセル等を用いることができる。レーヨンには、ポリノジック、ビスコース、キュプラレーヨン等の種類がある。
半合成繊維としては、特に限定されない。例えば、セルロース系のアセテート、たんぱく質系のプロミックス等を用いることができる。
天然繊維としては、特に限定されない。例えば、綿、麻等の植物繊維や、絹、獣毛(例えば羊毛)等の動物繊維を用いることができる。
(1)繊維集合体の形態
繊維集合体の形態は、特に限定されない。繊維集合体は、製造容易であるという観点から、編物、織物、スパンボンド不織布、メルトブロー不織布(メルトブローン不織布)、ニードルパンチ不織布、及び植毛シートからなる群より選択される少なくとも1種であることが望ましい。
編物は、経編又は緯編のいずれであってもよい。緯編として、基本組織(平編、ゴム編、パール編)やその変化組織を例示できる。また、経編として、基本組織(デンビー編、コード編、アトラス編、鎖編)やその変化組織を例示できる。
織物の組織は特に限定されず、例えば、平織物、綾織物、朱子織物及びそれらの組み合わせ等の各種の織物とすることができる。
スパンボンド不織布は、例えば、樹脂を溶融して繊維(糸)を作り、ネット上に開繊・堆積させてウェッブを形成した後、シート状に結合させて製造される。
メルトブロー不織布は、例えば、樹脂を溶融して紡糸ノズルの周囲から噴射する高温エアにより、繊維を細くしてシート状にして製造される。
ニードルパンチ不織布は、例えば、金属製等のニードルの往復運動により、繊維相互間を交絡して製造される。
植毛シートは、例えば、シート状の基体(ベース部)に繊維を植毛して製造される。製造容易という観点から、静電植毛(フロック加工)が好適に用いられる。
繊維集合体の厚みは、特に限定されない。繊維集合体の厚みは、製造コストを抑え、かつ反射率を高めるとの観点から、0.1mm以上10mm以下が好ましく、0.3mm以上5mm以下がより好ましく、0.5mm以上3mm以下が更に好ましい。
繊維集合体の目付量は、特に限定されない。繊維集合体の目付量は、製造コストを抑え、かつ反射率を高めるという観点から、10g/m2以上1500g/m2以下が好ましく、15g/m2以上1000g/m2以下がより好ましく、20g/m2以上500g/m2以下が更に好ましい。
本実施形態の表皮材は、上述の繊維集合体を備えている。本実施形態では、繊維集合体の近赤外線反射性により、表皮材も近赤外線反射性を有している。
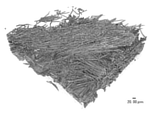
表皮材において、繊維が占有する体積の割合である体積率(以下、単に「体積率」ともいう)、及び繊維の配向状態(配向テンソル)は、次のようにして求めることができる。表皮材をさまざまな方向からX線で撮影し、コンピュータによって再構成処理を行うX線CT(Computed Tomography;コンピュータ断層撮影法)を用いて測定したデータ(例えば図3参照)から算出することができる。これにより、対象となる表皮材を非破壊で評価することができる。X線検査装置としては、例えば、(株)リガク製 nano3DXを用いることができる。解析ソフトとしては、例えば、Math2Market GmbH製 GeoDictを用いることができる。
この体積率は、温度上昇抑制効果の観点から、3%以上20%以下であり、4%以上18%以下が好ましく、5%以上15%以下がより好ましい。
体積率が、この範囲内であると、本実施形態の表皮材を表皮として有する物品の温度上昇が効果的に抑制される。
配向テンソルは、詳細には次のように計算される。X線CTを用いて測定したデータから、三次元モデルを再構成する。この三次元モデルから、配向テンソル(Txx,Tyy,Tzz)を算出できる。なお、Txx,Tyy,Tzzは、それぞれ、X軸、Y軸、Z軸方向の配向テンソルを示す。既述のように、Txx+Tyy+Tzz=1である。また、例えば、各々の配向テンソル値が0.33のとき、ランダム配向していると評価することができる。
本実施形態おいては、Z軸方向の配向テンソルが0.42以下であり、0.37以下であることがより好ましい(Z軸方向の配向テンソルは、通常、0よりも大きい)。Z軸方向の配向テンソルが、この範囲内であると、被覆された物品の温度上昇が効果的に抑制される。
表皮材の厚みは、特に限定されない。表皮材の厚みは、製造コストを抑え、かつ反射率を高めるとの観点から、0.1mm以上10mm以下が好ましく、0.2mm以上5mm以下がより好ましく、0.3mm以上3mm以下が更に好ましい。
表皮材の製造方法は、特に限定されない。
複数の樹脂を含む複合糸を用いて表皮材を製造する場合には、下記の方法を好適に採用することができる。
まず、複数の樹脂を含む複合糸(複合繊維)を用いて、編物、織物、又は植毛シートを形成する。その後、編物、織物、又は植毛シートに、アルカリ処理又は熱水による処理を施して、複数の樹脂の少なくとも一部の樹脂を分解又は溶解して、分解及び溶解をしない樹脂部分を残すことにより、表皮材を製造できる。この製造方法では、編物、織物、又は植毛シートを製造する際には、扱いやすい径の複合繊維を用いることができる。その後、アルカリ処理により、製造された表皮材に含まれる繊維の径を、複合繊維よりも小さくできるから、製造が簡便である。
例えば、図4で示す、複合糸10を用いることができる(KBセーレン株式会社製 ベリーマ(商品名)等)。複合糸10は、ポリエステルからなる複数のクサビ状(三角断面)の部分13と、ポリアミドからなる放射線状の部分11とを備えている。隣り合うクサビ状(三角断面)の部分13は、放射線状の部分11により分割された構造を有する。この複合糸10を集合させて前駆体(編物、織物、又は植毛シート)を予め形成し、この前駆体を化学処理して、ポリアミドの部分11を分解して、複数のクサビ状のポリエステルの部分13を残すことによって、分割・開繊して所望の繊維集合体が形成できる。
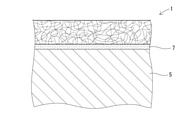
本実施形態の表皮材は、各種技術分野の物品(部品を含む)の表皮材として幅広く用いられる。図2に、物品の基材5の表面に表皮材1が固定された場合の断面図を示す。符号7は接着層を示す。表皮材1の基材5への固定方法は、接着に限定されず、公知の方法を適宜選択することができる。
本実施形態の表皮材が利用される技術分野は特に限定されない。例えば、自動車、鉄道車両等の車両、航空機、船舶、建築、アパレル等の各種産業において、表皮材が拘わる技術分野に関して好適に利用される。表皮材を用いた物品の具体例としては、ドアトリム、ルーフトリム、パッケージトレイ、座席シート等の車両用内装材、ソファ等の家具、靴、財布、衣服等の生活用品等が挙げられる。
特に、本実施形態の表皮材は、太陽光により高温になり得る物品、例えば、ドアトリム(特にアッパー部分)、パッケージトレイ、シートに好適に用いることができる。
なお、各種物品の基材の材質は、特に限定されない。材質としては、例えばポリオレフィン系樹脂が好適に用いられる。ポリオレフィン系樹脂としては、具体的には、ポリプロピレン、ポリエチレン、ポリブテン、ポリスチレン、エチレン-プロピレン共重合体、エチレン-メタクリル酸共重合体、エチレン-エチルアクリレート共重合体、エチレン・プロピレン・ジエン三元共重合体、エチレン・酢酸ビニル共重合体、ポリアミド6、ABS、ポリカーボネート等が挙げられる。また、複合材として、ガラス繊維/PP、ガラス繊維/ポリアミド6、天然繊維/PP等が挙げられる。
本実施形態の表皮材は、近赤外線反射性を有するから、表皮材によって被覆された各種物品の温度上昇を抑制できる。
(1)繊維が占有する体積の割合である体積率、及び配向テンソルの測定
表皮材における体積率、及び配向テンソルは、X線CT装置としての(株)リガク製 nano3DXを用いて測定した。なお、解析ソフトとしては、Math2Market GmbH製 GeoDictを用いた。
(2-1)実験例1
静電植毛法を用いてベース部に植毛層を被着した。具体的には、ベース部に接着剤を塗布し、3万ボルト~8万ボルトの高い電圧をかけて静電気の力を利用して繊維をベース部に植え付けた後、余分な繊維を除去して表皮材を作製した。繊維には、丸断面で、単繊維径が1μmのPET繊維を用いた。なお、PET繊維は、カーボンブラックを含んでいない。
この表皮材をポリプロピレンの基材の表面に固定してサンプルとした。
繊維として、丸断面で、単繊維径が2μmのPET繊維を用いたこと以外は、実験例1と同様にしてサンプルを作製した。
繊維として、丸断面で、単繊維径が4μmのPET繊維を用いたこと以外は、実験例1と同様にしてサンプルを作製した。
繊維として、丸断面で、単繊維径が5μmのPET繊維を用いたこと以外は、実験例1と同様にしてサンプルを作製した。
繊維として、丸断面で、単繊維径が6μmのPET繊維を用いたこと以外は、実験例1と同様にしてサンプルを作製した。
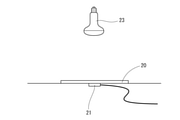
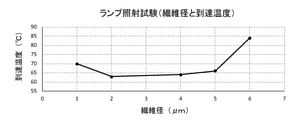
図5に示すようにサンプル20の裏面に熱電対21を配置した。そして、サンプル20の表面からレフランプ23(1000W/m2)の光を照射した。なお、この試験は、室温下で行った。
光を照射してから、観察された最高到達温度(到達温度)を評価した。最高到達温度が低い程、表皮材の性能は良好であると評価される。
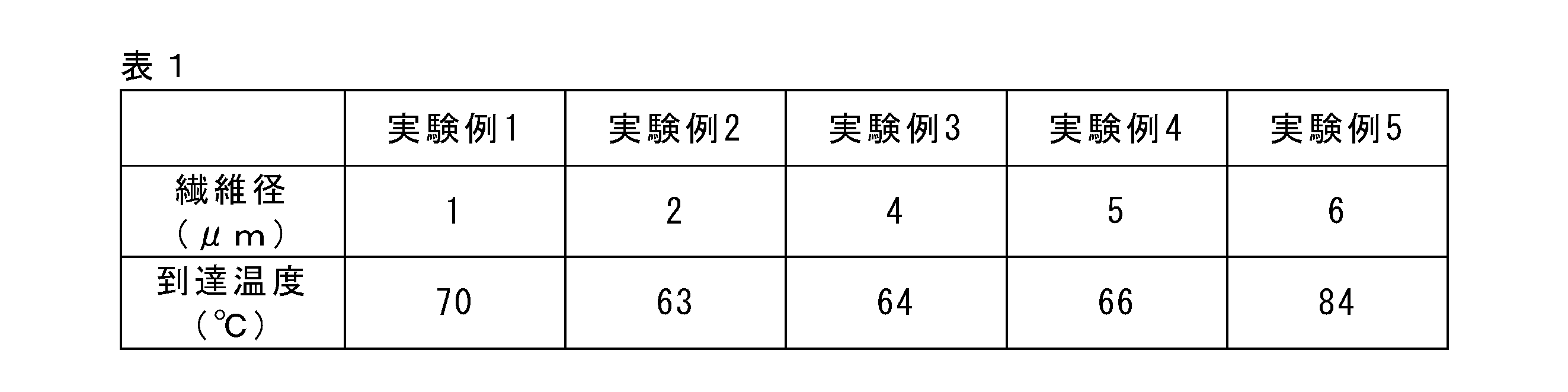
実験例1~5のサンプルの体積率、及びZ軸方向の配向テンソルを測定したところ、いずれのサンプルも体積率が3%以上20%以下であり、かつZ軸方向の配向テンソルが0.42以下であることが確認された。
ランプ照射試験の結果を表1及び図6に示す。表1及び図6の結果から、単繊維径が1μmより大きく5μm以下の場合に、到達温度が低かった。よって、この範囲内の繊維を用いることで、サンプルの温度上昇が効果的に抑制されることが確認された。
(1)繊維が占有する体積の割合である体積率、及び配向テンソルの測定
上述の1.(1)と同様に行った。
静電植毛法を用いてベース部に植毛層を被着させた。具体的には、ベース部に接着剤を塗布し、3万ボルト~8万ボルトの高い電圧をかけて静電気の力を利用して繊維をベース部2に植え付けた後、余分な繊維を除去して表皮材を作製した。繊維には、丸断面で、単繊維径が4μmのPET繊維を用いた。なお、PET繊維は、カーボンブラックを含んでいない。
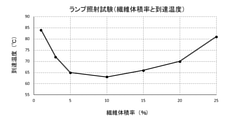
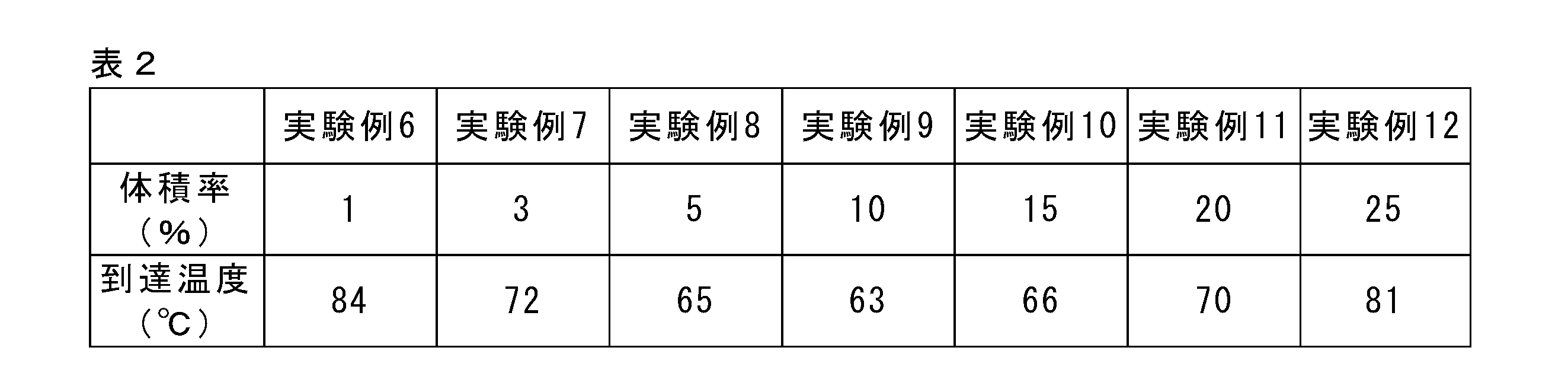
この際、植毛時の繊維量を調整し、かつ植毛後にアイロンによるプレス加工をすることで、体積率を下記表2に記載のように、1%(実験例6)、3%(実験例7)、5%(実験例8)、10%(実験例9)、15%(実験例10)、20%(実験例11)、25%(実験例12)に調整した。
そして、各表皮材をポリプロピレンの基材の表面に固定してサンプルとした。
上述の1.(3)と同様に行った。
実験例6~12のサンプルのZ軸方向の配向テンソルを測定した。いずれのサンプルもZ軸方向の配向テンソルが0.42以下であることが確認された。
ランプ照射試験の結果を表2及び図7に示す。表2及び図7の結果から、体積率が3%以上20%以下の場合に、到達温度が低かった。よって、この範囲内の体積率とすることで、サンプルの温度上昇が効果的に抑制されることが確認された。
以上の実験結果から次のことが分かる。すなわち、単繊維径が1μmより大きく5μm以下の繊維が含まれ、体積率が3%以上20%以下であり、かつZ軸方向の配向テンソルが0.11以上0.42以下である表皮材は、サンプルの温度上昇が効果的に抑制されることが確認された。
上述の実験では、表皮材は植毛シートとした。本発明者らは、表皮材が織物の場合についても実験した。織物の場合であっても、単繊維径が1μmより大きく5μm以下の繊維が含まれ、体積率が3%以上20%以下であり、かつZ軸方向の配向テンソルが0.42以下である表皮材は、サンプルの温度上昇が効果的に抑制されることが確認した。
3 …繊維集合体
5 …基材
7 …接着層
10…複合糸
20…サンプル
21…熱電対
23…レフランプ
Claims (7)
- 表皮材であって、
カーボンブラックを含まず、かつ単繊維径が1μmより大きく5μm以下の繊維が含まれた繊維集合体を備えており、
前記表皮材をX線CTで観察して得られた画像から、1辺が0.1~0.5mmの立方体を切り出して、前記立方体の全体の体積を100%とした場合に、前記立方体に含まれる前記単繊維径が1μmより大きく5μm以下の繊維が占有する体積の割合である体積率は3%以上20%以下であり、かつ
Z軸方向の配向テンソルが0よりも大きく0.42以下であることを特徴とする表皮材。 - 近赤外線反射性を有することを特徴とする請求項1に記載の表皮材。
- 前記繊維集合体は、編物、織物、スパンボンド不織布、メルトブロー不織布、ニードルパンチ不織布、及び植毛シートからなる群より選択される少なくとも1種であることを特徴とする請求項1又は2に記載の表皮材。
- 前記単繊維径が1μmより大きく5μm以下の繊維は、合成繊維であることを特徴とする請求項1~3のいずれか1項に記載の表皮材。
- 自動車のドアトリムの表皮として用いられることを特徴とする請求項1~4のいずれか1項に記載の表皮材。
- 自動車のパッケージトレイの表皮として用いられることを特徴とする請求項1~4のいずれか1項に記載の表皮材。
- 自動車のシート基材の表皮として用いられることを特徴とする請求項1~4のいずれか1項に記載の表皮材。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018098996A JP6996419B2 (ja) | 2018-05-23 | 2018-05-23 | 表皮材 |
| CN201980033617.4A CN112135728B (zh) | 2018-05-23 | 2019-05-07 | 表皮材料 |
| PCT/JP2019/018242 WO2019225304A1 (ja) | 2018-05-23 | 2019-05-07 | 表皮材 |
| DE112019002594.5T DE112019002594T5 (de) | 2018-05-23 | 2019-05-07 | Hautmaterial |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018098996A JP6996419B2 (ja) | 2018-05-23 | 2018-05-23 | 表皮材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019203220A JP2019203220A (ja) | 2019-11-28 |
| JP6996419B2 true JP6996419B2 (ja) | 2022-01-17 |
Family
ID=68726267
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018098996A Active JP6996419B2 (ja) | 2018-05-23 | 2018-05-23 | 表皮材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6996419B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7028059B2 (ja) * | 2018-05-23 | 2022-03-02 | トヨタ紡織株式会社 | 表皮材 |
| JP7767885B2 (ja) * | 2021-12-07 | 2025-11-12 | トヨタ紡織株式会社 | ファブリック材 |
| CN115852591B (zh) * | 2022-12-07 | 2024-12-13 | 哈尔滨工业大学 | 一种机械调节反射率的全天候热管理薄膜的制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003127259A (ja) | 2001-10-26 | 2003-05-08 | Nissan Motor Co Ltd | 低輻射表皮材 |
| JP2003136618A (ja) | 2001-10-31 | 2003-05-14 | Nissan Motor Co Ltd | 放熱材およびそれからなる車両用内装材 |
| JP2004358664A (ja) | 2003-05-30 | 2004-12-24 | Nissan Motor Co Ltd | 自動車用内装表皮及びそれを用いた車両用シート,自動車用内装材 |
| JP2013256720A (ja) | 2012-03-12 | 2013-12-26 | Daiwabo Holdings Co Ltd | 光線遮蔽性再生セルロース繊維、その製造方法及び繊維構造物 |
| JP2016172945A (ja) | 2015-03-17 | 2016-09-29 | 東レ株式会社 | 凹凸表面を有する極細ポリエステル繊維ならびに海島型複合繊維 |
| JP2017140770A (ja) | 2016-02-10 | 2017-08-17 | 帝人株式会社 | 遮熱性布帛および繊維製品 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56140183A (en) * | 1980-03-28 | 1981-11-02 | Takeda Chemical Industries Ltd | Flocked material |
-
2018
- 2018-05-23 JP JP2018098996A patent/JP6996419B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003127259A (ja) | 2001-10-26 | 2003-05-08 | Nissan Motor Co Ltd | 低輻射表皮材 |
| JP2003136618A (ja) | 2001-10-31 | 2003-05-14 | Nissan Motor Co Ltd | 放熱材およびそれからなる車両用内装材 |
| JP2004358664A (ja) | 2003-05-30 | 2004-12-24 | Nissan Motor Co Ltd | 自動車用内装表皮及びそれを用いた車両用シート,自動車用内装材 |
| JP2013256720A (ja) | 2012-03-12 | 2013-12-26 | Daiwabo Holdings Co Ltd | 光線遮蔽性再生セルロース繊維、その製造方法及び繊維構造物 |
| JP2016172945A (ja) | 2015-03-17 | 2016-09-29 | 東レ株式会社 | 凹凸表面を有する極細ポリエステル繊維ならびに海島型複合繊維 |
| JP2017140770A (ja) | 2016-02-10 | 2017-08-17 | 帝人株式会社 | 遮熱性布帛および繊維製品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019203220A (ja) | 2019-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112135728B (zh) | 表皮材料 | |
| JP6996419B2 (ja) | 表皮材 | |
| TWI523981B (zh) | Polyester fiber and its manufacturing method and fabric and fiber product and polyester molded article | |
| JP2020157097A (ja) | 吸収性物品 | |
| RU2041995C1 (ru) | Способ гидросплетения несвязанного нетканого полиолефинового полотна и нетканое гидросплетенное полиолефиновое полотно | |
| JP6775526B2 (ja) | 面ファスナーおよび繊維製品 | |
| KR830002776B1 (ko) | 수에드와 같은 생성물 | |
| JP7582943B2 (ja) | 圧縮性及び復元性を高めた嵩高不織布 | |
| EP2835460A1 (en) | Fabric and fiber product | |
| CN105247119A (zh) | 多孔聚烯烃纤维 | |
| JP7028059B2 (ja) | 表皮材 | |
| EP1876271A1 (en) | X-ray contrast filament, x-ray contrast covered filament, and fiber structure using said x-ray contrast filament and/or x-ray contrast covered filament | |
| JP7428091B2 (ja) | 表皮材、及び内装材 | |
| JP2010037681A (ja) | 衣料用織編物 | |
| JP2006249610A (ja) | ぬれ感の少ない織編物および繊維製品 | |
| JP5890101B2 (ja) | 繊維製品 | |
| TW200427893A (en) | Deodorant fiber structure and method for producing the same | |
| JP2022014514A (ja) | 表皮材、及び内装材 | |
| JP7096694B2 (ja) | メランジ効果を発現する人工皮革 | |
| JP2021091982A (ja) | 繊維、及び繊維集合体 | |
| JP7112632B2 (ja) | 複合繊維および中綿 | |
| JPH03124841A (ja) | 合繊織物及びその製造方法 | |
| EP4310245B1 (en) | Artificial leather and method for manufacturing the same | |
| Hakam et al. | A Study of the Properties of Fleece Knitted Fabrics Made from Cotton and Different Types of Regenerated Cellulosic Fibers for Apparel Use | |
| JP6715679B2 (ja) | 紡績糸および布帛および繊維製品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210727 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210921 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211116 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211129 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6996419 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |