以下、本発明の実施形態について図に基づいて説明する。なお、以下の各実施形態相互において、互いに同一もしくは均等である部分には、同一符号を付して説明を行う。
(第1実施形態)
第1実施形態について図面を参照しつつ説明する。本実施形態では、インサート部品を物理量センサとしての回転角センサに適用した例について説明する。なお、この回転角センサは、例えば、自動車等の車両に搭載され、車輪の回転速度を検出するのに用いられると好適である。まず、回転角センサの構成について説明する。
本実施形態の回転角センサは、図1〜図3に示されるように、モールドIC10、磁石20、キャップ30、コネクタケース40およびターミナル50等を有する構成とされている。なお、図2では、モールドIC10における後述のモールド樹脂14、磁石20、キャップ30、コネクタケース40を断面として示している。そして、モールドIC10における後述の端子部11aおよびターミナル50を平面図として示している。また、以下において、図2と同様の部分断面図では、端子部11aおよびターミナル50を平面図として示し、その他を断面図として示している。
モールドIC10は、リードフレーム11に図示しない接合部材を介してセンサチップ12および回路チップ13が搭載され、これらがモールド樹脂14によって一体化されて構成されている。なお、本実施形態では、モールドIC10がセンサユニットに相当している。
本実施形態では、リードフレーム11は、例えば、銅合金等の金属導体板がプレス成形やエッチング加工されることで構成され、3つの端子部11aを有している。センサチップ12は、磁気抵抗素子(すなわち、MRE)が形成されて構成されており、印加される磁気に応じたセンサ信号を出力する。回路チップ13は、信号処理回路等が形成されており、センサ信号に対して所定の処理等を行う。
そして、センサチップ12および回路チップ13は、図示しないボンディングワイヤ等を介して電気的に接続されている。また、回路チップ13は、リードフレーム11における各端子部11aと電気的に接続されている。
モールド樹脂14は、熱硬化性樹脂等で構成され、リードフレーム11における端子部11aが露出するように、リードフレーム11、センサチップ12および回路チップ13を封止している。なお、センサチップ12および回路チップ13は、リードフレーム11における端子部11a側と反対側にセンサチップ12が配置され、センサチップ12と端子部11aとの間に回路チップ13が配置されている。
磁石20は、センサチップ12の磁気抵抗素子にバイアス磁界を与えるものである。本実施形態では、磁石20は、中空部を有する円筒状とされ、中空部を形造る内壁面がモールドIC10の外形に対応する形状とされている。そして、モールドIC10は、端子部11aが磁石20の中空部から突出するように磁石20内に配置されている。また、磁石20は、端子部11aが位置する側の端部側に、モールドIC10と当該磁石20との間にコネクタケース40の一部が入り込んだ状態となるように、内壁面に窪み部21が形成されている。
キャップ30は、熱可塑性樹脂等で構成され、中空部を有する有底筒状とされている。そして、キャップ30内には、端子部11aが当該キャップ30から突出するように、モールドIC10が配置された磁石20が配置されている。また、キャップ30は、外壁面のうちのコネクタケース40で被覆される部分に、当該外壁面を周方向に沿って一周する凸部31が形成されている。この凸部31は、コネクタケース40が形成される際に当該コネクタケース40と溶着する溶着部として機能する部分である。なお、図3では、コネクタケース40が形成される前の状態を示しており、コネクタケースが形成された後は、図1および図2に示されるように、凸部31の形状が変化する。
コネクタケース40は、例えば、ポリフェニレンサルファイド(PPS)、ポリブチレンテレフタレート(PBT)、ポリアミド、液晶ポリマー(LCP)、ウレタン、ナイロン、ポリカーボネート(PC)、シリコーンの熱可塑性樹脂を型成形することによって形成される。なお、コネクタケース40は、例えば、エポキシ樹脂、フェノール樹脂等の熱硬化性樹脂を型成形することによって形成されていてもよい。なお、本実施形態では、コネクタケース40が樹脂部材に相当する。
コネクタケース40は、略円柱状とされ、一端部側が外部コネクタと接続されるコネクタ部とされ、他端部側がモールドIC10やキャップ30等を被覆する被覆部とされている。そして、コネクタケース40は、一端部側に開口部41が形成されている。また、コネクタケース40は、他端部側では、キャップ30における底部が露出するように備えられている。なお、コネクタケース40は、キャップ30と溶着によって接合されている。
ターミナル50は、図4Aに示されるように、導電性金属材料で構成される基材61の表面に金属薄膜62が形成されることで構成されている。本実施形態では、基材61は、銅(Cu)、鉄(Fe)、アルミニウム(Al)のうちの少なくとも1つを主成分とする合金または純金属で構成されている。金属薄膜62は、メッキ膜で構成され、金(Au)、スズ(Sn)、ニッケル(Ni)、パラジウム(Pd)、銀(Ag)、銅(Cu)のうちの少なくとも1つを主成分として構成されている。なお、本実施形態では、ターミナル50が金属端子または金属部材に相当している。
また、ターミナル50は、図3にしめされるように、本実施形態では、一面50a、一面50aと反対側の他面50b、および一面50aと他面50bとを繋ぐ側面50c、50dを有し、一方向に延設された四角柱棒状とされている。なお、ここでの側面50c、50dとは、ターミナル50の延設方向に沿って延びる側面のことである。また、本実施形態では、ターミナル50は、各面50a〜50dにおける当該ターミナル50の延設方向と交差する方向の長さを幅とすると、一面50aおよび他面50bの幅が側面50c、50dの幅より長くされた断面長方形状とされている。
ターミナル50は、本実施形態では、3本備えらえており、互いの一面50aおよび他面50bが同一面上となるように配列されている。そして、各ターミナル50は、それぞれコネクタケース40内に配置されている。具体的には、各ターミナル50は、一端部側が開口部41から露出し、他端部側が端子部11aと接続された状態でコネクタケース40内に配置されている。
なお、ターミナル50は、他端部側に端子部11aが挿入可能な貫通孔51が形成されている。そして、ターミナル50は、貫通孔51にリードフレーム11が挿入された後、他端部がかしめられることにより、端子部11aと電気的、機械的に接続されている。
また、ターミナル50は、端子部11aと接合される側に位置決め用孔52が形成されている。この位置決め用孔52は、後述する各工程においてターミナル50の位置を調整する際に適宜用いられる。
ここで、本実施形態のターミナル50は、コネクタケース40に被覆されている部分に、コネクタケース40と接合される接合部53が形成されている。本実施形態では、接合部53は、ターミナル50のうちの一端部側の部分に形成されており、ターミナル50の延設方向を軸方向(以下では、単に軸方向という)とすると、表面を軸方向と交差する方向に沿って一周するように形成されている。なお、図3は、断面図ではないが、理解をし易くするために接合部53にハッチングを施している。また、後述においても、理解をし易くするため、断面図ではないが、接合部53を形成する部分にハッチングを施した図を参照して説明することがある。
接合部53は、図4Aに示されるように、第1凹凸71の表面および周囲に、第1凹凸71より高低差が小さい第2凹凸72が形成されることで構成されている。詳しくは、接合部53は、マイクロオーダーの第1凹凸71の表面および周囲に、ナノオーダーの第2凹凸72が形成されることで構成されている。なお、接合部53は、金属薄膜62のみに形成されており、基材61には形成されていない。また、図4Aでは、理解をしやすくするために第2凹凸72を簡略化して示しているが、実際には、図4Bに示されるように、第2凹凸72は不規則な状態で形成されている。
第1凹凸71は、クレータ状の略円形状とされ、外径が5〜300μm程度の凹凸とされている。本実施形態では、このような第1凹凸71は、後述するように、ターミナル50にパルス発振のレーザビームを照射することによって形成される。つまり、本実施形態の第1凹凸71は、レーザ照射痕であるともいえる。そして、第1凹凸71を構成する一つの略円形状は、一回のパルス発振のレーザビーム照射によって形成されている。
また、第1凹凸71における凸部71aは、クレータ状の凹凸における凸部(以下では、第1凸部71aという)で構成され、0.5〜50μmの高さを有している。つまり、第1凹凸71は、マイクロオーダーの凹凸とされている。図4A中では、第1凸部71aの高さが矢印H1により示されている。
第2凹凸72は、第1凹凸71の表面およびその周囲に形成され、0.5〜500nmの高さを有していると共に1〜300nmの幅を有している。図4A中では、第2凹凸72の凸部(以下では、第2凸部という)72aの高さが矢印H2により示されている。
なお、本実施形態では、第1凸部71aの高さは、第2凸部72aを平滑化し、第1凹凸71の仮想的な断面曲線L1を形成した場合の面内方向と直交する方向において、第1凸部71aの最高位置と最低位置との間の距離としている。また、第2凸部72aの高さは、第1凸部71aにおける上記の仮想的な断面曲線を水平に伸ばした場合の水平線L2と直交する方向において、第2凸部72aの最高位置と最低位置との間の距離としている。つまり、図4A中では、紙面上下方向における最高位置との最低位置との間の距離が各凸部71a、72aの高さとなる。第2凸部72aの幅は、第2凸部72aの高さを規定する方向と直交する方向における、第2凸部72aの隣接する2つの最低位置の間の距離としている。
本実施形態では、このような接合部53は、後述するようにレーザビームを照射することによって形成される。なお、このような接合部53が構成されるのであれば、接合部53は、プラズマ照射、紫外線照射、ブラスト加工、化学的薬品処理、ケミカルコーティング、または粗化メッキ等で形成されていてもよい。但し、接合部53を構成する1つの第1凹凸71および複数の第2凹凸72は、レーザビームであれば、他の前後工程を行うことなく一度のレーザビームを照射することによって形成される。このため、上記接合部53をレーザビームによって形成することにより、接合部53を形成する際の工程が複雑になることを抑制できる。
そして、ターミナル50は、接合部53がコネクタケース40と接合されている。具体的には、接合部53は、上記凹凸にコネクタケース40を構成する熱可塑性成樹脂が入り込むことにより、アンカー効果によってコネクタケース40と接合されている。
本発明者らの検討によれば、上記のような第1凹凸71および第2凹凸72を有する接合部53を形成することにより、コネクタケース40と接合部53との接合性を向上できることが確認されている。
以上が本実施形態における回転角センサの構成である。
次に、上記回転角センサを製造するための製造システムについて説明する。本実施形態の製造システムは、図5に示されるように、モールドIC製造装置100、ターミナル形成装置110、接続装置120、タイバーカット装置130、接合部形成装置140、検査装置150、組付装置160、コネクタケース成形装置170を備えている。また、製造システムは、各装置100〜170の間で被処理物を搬送する各搬送装置181〜187等も備えている。なお、各搬送装置181〜187は、例えば、コンベア等で構成される。
モールドIC製造装置100は、モールドIC10を製造する装置であり、モールドIC10を製造する工程を行う。具体的には、モールドIC製造装置100は、金属板からプレス成形等を行ってリードフレーム11を形成し、リードフレーム11上にセンサチップ12および回路チップ13を搭載する。次に、モールドIC製造装置100は、センサチップ12と回路チップ13とをボンディングワイヤを介して電気的に接続すると共に、回路チップ13とリードフレーム11とをボンディングワイヤを介して電気的に接続する。その後、モールドIC製造装置100は、リードフレーム11の端子部11aが露出するように、センサチップ12、回路チップ13、リードフレーム11をモールド樹脂14によって一体化し、モールドIC10を製造する。そして、モールドIC製造装置100は、製造したモールドIC10を搬送装置181に送り出す。
ターミナル形成装置110は、ターミナル50を形成する装置であり、ターミナル50を形成する工程を行う。具体的には、ターミナル形成装置110は、まず、金属板からプレス成形等を行ってターミナル50を構成する基材61を形成する。本実施形態では、タイバーによって3本の基材61が一体化されたものを形成する。そして、ターミナル形成装置110は、無電解メッキ等のメッキ処理を行い、基材61に金属薄膜62を形成してターミナル50を構成し、搬送装置182にターミナル50を送り出す。なお、金属板は、例えば、図6に示すようなフープ状のものが用いられる。また、本実施形態では、ターミナル形成装置110が金属部材形成装置に相当する。
接続装置120は、モールドIC10とターミナル50とを電気的、機械的に接続する装置であり、モールドIC10とターミナル50とを電気的、機械的に接続する工程を行う。具体的には、接続装置120は、搬送装置181によってモールドIC10が搬入されると共に、搬送装置182によってターミナル50が搬入されると、モールドIC10とターミナル50とを接続し、第1構成体81を形成する。本実施形態では、接続装置120は、ターミナル50の他端部側に形成された貫通孔51にモールドIC10における端子部11aを挿入し、ターミナル50の他端部をかしめることにより、第1構成体81を構成する。そして、接続装置120は、第1構成体81を搬送装置183へ送り出す。
タイバーカット装置130は、タイバーをカットする装置であり、タイバーカット工程を行う。具体的には、タイバーカット装置は、第1構成体81の各ターミナル50がタイバーによって一体化された状態となっているため、タイバーをカットして各ターミナル50を分離する。そして、第1構成体81を搬送装置184へと送り出す。
接合部形成装置140は、ターミナル50に接合部53を形成する装置であり、ターミナル50に接合部53を形成する工程を行う。本実施形態では、接合部形成装置140は、図7に示されるように、レーザ照射装置200を有している。ここで、本実施形態のレーザ照射装置200の構成について説明する。
レーザ照射装置200は、第1構成体81をピックアップして移動した後にドロップオフする受入治具210および送出治具220と、第1構成体81が載置されるパレット231が設置された搬送装置230を備えている。また、レーザ照射装置200は、区画された部屋240内でターミナル50にレーザビームを照射するレーザビーム照射部250、部屋240内の粉塵を排気口260および排気ダクト261を通じて収集する集塵機262を備えている。さらにレーザ照射装置200は、搬送装置230やレーザビーム照射部250等と接続され、これらを制御するコントローラ270を備えている。また、レーザ照射装置200は、特に図示しないが、部屋240内に、第1構成体81の位置や傾き等を調整する図示しない位置調整治具等も有している。なお、図7中では、レーザビーム照射部250から延びる矢印がレーザビームを示している。
また、レーザ照射装置200は、レーザビーム照射部250からレーザビームをターミナル50に照射する際、ターミナル50のうちのレーザビームが照射される位置を変更できるように構成されている。本実施形態では、レーザビーム照射部250およびパレット231は、相対移動可能な構成とされている。但し、レーザビーム照射部250は、ミラーの回転動作によってレーザビームを走査させることが可能なガルバノスキャナを用いる場合には、レーザビーム照射部250とパレット231とが相対移動可能なように構成されていなくてもよい。
レーザビーム照射部250は、本実施形態では、レーザ光源として、例えば、Nd:YAG(ネオジム:イットリウム・アルミニウム・ガーネット)等が用いられる。レーザ光源としてNd:YAGを用いた場合、レーザビームは、波長が基本波長である1064nm、またはその高調波である533nm、または355nmとなる。また、レーザ光源としてNd:YAGを用いた場合、レーザビームは、照射スポット径は5〜300μm、エネルギー密度は5〜100J/cm2、パルス幅(すなわち、一つのスポットあたりの照射時間)は10〜1000nsとなる。
そして、レーザ照射装置200は、上記条件でレーザビームをターミナル50に照射することにより、金属薄膜62を溶融や気化し、これに伴う金属の凝固や堆積等を発生させる。これにより、図4Aのように、第1凹凸71および第2凹凸72を有する接合部53が形成される。具体的には、第1凹凸71は、レーザビームを照射することによって形成され、第2凹凸72は、レーザビームを照射することによって発生した金属、または当該金属の酸化物等が堆積することによって形成される。
ここで、レーザビームの波長は、加工される金属材料において吸収率が大きい波長を選択する必要がある。例えば、銅や金に対しては、波長を吸収率の低い1064nmとしたレーザビームを照射するよりも、波長を吸収率の高い532nmとしたレーザビームを照射した方が凹凸が形成され易くなる。また,レーザビームをパルス発振でない連続発振とし、その他を上記条件と同じとした場合であっても、凹凸は形成されない。
これについては、金属の蒸発が生じにくくなるため、凹凸を形成する蒸発粒子の再堆量が少なくなるためだと推定される。
このため、本実施形態では、レーザビームは、波長が0.2〜11μm、エネルギー密度が100J/cm2以下、パルス幅が1μs以下とされている。また、本実施形態では、金属薄膜62は、上記のように、金、スズ、ニッケル、パラジウム、銀のうちの少なくとも1つを主成分として構成されている。したがって、図4Aのように、第1凹凸71および第2凹凸72を有する接合部53が形成される。
また、レーザビームは、パルス発振とされるため、照射スポット毎に照射される。本発明者らの検討では、隣合う照射スポットの間隔が広すぎると、凹凸を形成する蒸発粒子の再堆量が少なくなるため、第2凹凸72が十分に形成されずに接合部53とコネクタケース40との接合性が低下する可能性があることが確認された。
したがって、本実施形態では、図8に示されるように、レーザビームの照射スポットSの径をx、隣合う照射スポットSの中心の間隔をy1、y2とすると、y1、y2≦20xとなるように、レーザビームをターミナル50に照射する。これにより、図4Aのように、適切に第1凹凸71および第2凹凸72を有する接合部53が形成される。なお、図8に示されるように、一方向を第1方向、第1方向と直交する方向を第2方向とすると、レーザビームは、第1方向に沿って走査され、第2方向にずらされた後に再び第1方向に沿って走査される。このため、隣合う照射スポットSの中心の間隔において、第1方向の間隔y1と第2方向の間隔y2とは、異なる値とされていてもよい。
また、本実施形態では、レーザ照射装置200は、ターミナル50を照射方向に対して傾けた状態とする。そして、レーザ照射装置200は、レーザビームを走査した際に一面50aおよび他面50bのうちの一方、および2つの側面50c、50dのうちの一方の接合部形成領域53aがそれぞれ照射されるようにする。例えば、レーザ照射装置200は、まず、図9Aに示されるように、レーザビームを走査した際に、一面50aおよび側面50dにレーザビームが照射されるようにする。その後、レーザ照射装置200は、図9Bに示されるように、部屋240内に配置された調整用治具にて第1構成体81をパレット231に載置し直し、レーザビームを走査した際に他面50bおよび側面50cにレーザビームが照射されるようにする。これにより、ターミナル50には、表面を軸方向と交差する方向に沿って一周する接合部53が形成される。
この場合、本発明者らの検討によれば、隣合うターミナル50の間隔が近すぎると、ターミナル50の側面50c、50dに適切にレーザビームが照射されない場合があることが確認された。具体的には、本発明者らの検討によれば、ターミナル50は、厚さをT、隣合うターミナル50の間隔をLとすると、T/L>10の場合に側面50c、50dにレーザビームを照射できないことが確認された。このため、本実施形態では、上記ターミナル形成工程では、T/L≦10となるようにターミナル50を形成する。なお、ターミナル50の厚さは、言い換えると、一面50aと他面50bとの間の長さのことであり、側面50c、50dの幅のことでもある。
以上が本実施形態におけるレーザ照射装置200の構成である。そして、接合部形成装置140は、搬送装置184によって第1構成体81が搬入されると、受入治具210で第1構成体81を保持し、パレット231に載置する。そして、接合部形成装置140は、レーザビーム照射部250で接合部53を形成し、送出治具220によって第1構成体81を搬送装置185へと送り出す。
ここで、搬送装置185は、図5および図7に示されるように、収容部材190を備えている。本実施形態では、収容部材190は、樹脂等で構成された箱状の収容トレーで構成され、複数の第1構成体81を収容可能に構成されている。そして、搬送装置185は、収容部材190に所定数の第1構成体81が収容されると、収容部材190を検査装置150へと搬送する。
検査装置150は、接合部53の形状を検査する装置であり、接合部53の形状を検査する工程を行う。例えば、検査装置150は、接合部53の形状を把握可能な画像検査用カメラ、および異常判定を行う制御部等を用いて構成される。そして、検査装置150は、搬送装置185から第1構成体81が搬入されると、接合部53の形状を認識し、接合部53に適切な凹凸が構成されているか否かの異常判定を行い、正常であると判定した第1構成体81を搬送装置186へと送り出す。なお、検査装置150は、接合部53の形状を把握できるものであればよく、例えば、レーザ等を有する構成とされていてもよい。
組付装置160は、第1構成体81および磁石20をキャップ30に組み付ける装置であり、第1構成体81および磁石20をキャップ30に組み付けて第2構成体82を構成する工程を行う。そして、組付装置160は、第2構成体82を搬送装置187へと送り出す。なお、磁石20およびキャップ30は、上記各装置で実行される各工程とは別に用意され、組付装置160へと適宜搬入される。但し、磁石20およびキャップ30は、予め組付装置160内に収納されていてもよいし、製造システム内で形成されるようにしてもよい。
コネクタケース成形装置170は、コネクタケース40を形成する装置であり、コネクタケース40を形成する工程を行う。コネクタケース成形装置170は、図10Aおよび図10Bに示されるように、上型310、下型320およびスライド型370を備え、上型310と下型320との間にキャビティ330が構成される金型300を有している。また、金型300には、キャビティ330へ溶融樹脂40aを注入する注入ゲート340および注入ゲート340と連通するランナー350が形成されていると共に、ランナー350と連通するスプルー360が形成されている。
なお、図10Aは、図10B中のXA−XA線に沿った断面に相当する。また、本実施形態では、注入ゲート340は、キャビティ330に第2構成体82が配置された際、接合部53と対向する部分よりもモールドIC10と対向する部分側に位置するように形成されている。より詳しくは、注入ゲート340は、キャビティ330に第2構成体82が配置された際に端子部11aとターミナル50との接合部近傍と対向する部分に形成されている。また、本実施形態では、コネクタケース成形装置170が樹脂部材成形装置に相当する。
そして、コネクタケース成形装置170は、金型300内に第2構成体82が配置されると、スプルー360およびランナー350を通じて注入ゲート340からキャビティ330内に溶融樹脂40aを注入する。そして、溶融樹脂40aが冷却して固化することにより、第2構成体82を被覆するコネクタケース40が製造される。
なお、上記のように、ターミナル50は、断面長方形状である四角柱状とされており、一面50aおよび他面50bの幅が側面50c、50dの幅よりも長くされている。つまり、ターミナル50は、一面50aおよび他面50bに外力が印加された場合の方が側面50c、50dに外力が印加された場合よりも曲がり易い構成となっている。このため、本実施形態では、金型300内に、注入ゲート340から溶融樹脂40aが流し込まれる方向に対し、各ターミナル50の配列方向が略平行となるように第2構成体82が配置される。これにより、注入ゲート340から流し込まれた溶融樹脂40aは、ターミナル50のうちの側面50c、50dに最初に到達し易くなり、各ターミナル50が曲がることを抑制できる。
以上が本実施形態における製造システムの構成である。そして、本実施形態では、上記製造システムを用いて上記回転角センサを製造する。
簡単に説明すると、モールドIC製造装置100により、モールドIC10を製造する。ターミナル形成装置110により、ターミナル50を形成する。そして、接続装置120により、端子部11aとターミナル50とを接続して第1構成体81を形成する。
次に、タイバーカット装置130により、各ターミナル50を繋ぐタイバーをカットする。そして、接合部形成装置140により、ターミナル50にレーザビームを照射して接合部53を形成する。その後、検査装置150により、接合部53の異常判定を行う。続いて、組付装置160により、キャップ30に磁石20および第1構成体81を組み付けて第2構成体82を構成する。その後、コネクタケース成形装置170における金型300内に第1構成体81で構成される第2構成体82を配置する。そして、金型300内に溶融樹脂40aを流し込んで固化することにより、ターミナル50の一端部が露出するようにコネクタケース40を形成する。以上のようにして、上記回転角センサが製造される。
以上説明したように、本実施形態では、ターミナル50に接合部53が形成されている。そして、コネクタケース40と接合部53とが接合されている。このため、コネクタケース40とターミナル50との接合性を向上でき、コネクタケース40における開口部41側から水やオイル等の異物が侵入することを抑制できる。したがって、回転角センサの信頼性が低下することを抑制できる。
また、ターミナル50に接合部53を形成してコネクタケース40と接合することにより、異物が侵入することを抑制している。このため、部品点数が増加することを抑制できる。
そして、第1凹凸71は、0.5〜50μmの高さとされ、第2凹凸72は、0.5〜500nmの高さとされている。このため、第1凹凸71でシール性(すなわち、接合性)を発現させ、第2凹凸72で第1凹凸への応力を緩和できる。したがって、コネクタケース40と接合部53との接合性の向上を図ることができる。
さらに、本実施形態では、ターミナル50は、基材61の表面に金属薄膜62が形成されて構成されている。そして、金属薄膜62は、金、スズ、ニッケル、パラジウム、銀のうちの少なくとも1つを主成分として構成される。このため、レーザビームを照射して接合部53を形成した際、適切な第1凹凸71および第2凹凸72を有する接合部53が形成される。
また、本実施形態では、波長が0.2〜11μm、エネルギー密度が100J/cm2以下、パルス幅が1μs以下とされている。このため、レーザビームを照射して接合部53を形成した際、適切な第1凹凸71および第2凹凸72を有する接合部53が形成される。
さらに、本実施形態では、レーザビームの照射スポットSの径をx、隣合う照射スポットSの中心の間隔をy1、y2とすると、0.01x≦y1、y2≦20xとなるように、レーザビームをターミナル50に照射する。このため、レーザビームを照射して接合部53を形成する際、後のレーザビームによって先のレーザビームによって形成された第2凹凸72が消滅することを抑制しつつ、適切な間隔で第2凹凸72を形成できる。したがって、コネクタケース40と接合部53との接合性が低下することを抑制できる。
また、ターミナル50は、厚さをT、接合部53が形成される部分の隣合うターミナル50の間隔をLとすると、T/L≦10とされている。このため、レーザビームを照射して接合部53を形成する際、ターミナル50の側面50c、50dに接合部53が形成されないことを抑制できる。したがって、コネクタケース40と接合部53との接合性が低下することを抑制できる。
(第2実施形態)
第2実施形態について説明する。本実施形態は、第1実施形態に対し、コネクタケース40のうちの接合部53を被覆する部分の厚さを薄くしたものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
本実施形態では、図11に示されるように、コネクタケース40は、ターミナル50のうちの接合部53を被覆する部分の厚さが接合部53を被覆する部分と異なる部分の厚さより薄くされている。具体的には、コネクタケース40は、接合部53を被覆する部分に、コネクタケース40の外壁面を接合部53と対応する部分に沿って一周する凹部42が形成されることにより、接合部53を被覆する部分の厚さが薄くされている。
なお、コネクタケース40におけるターミナル50を被覆する部分の厚さとは、ターミナル50における各面50a〜50dと当該各面50a〜50dと対向する外壁面との間の長さのことである。つまり、コネクタケース40における接合部53を被覆する部分の厚さとは、ターミナル50のうちの各面50a〜50dにおける接合部53が形成された部分と、当該部分と対向するコネクタケース40の外壁面との間の長さのことである。また、コネクタケース40における接合部を被覆する部分と異なる部分の厚さとは、ターミナル50のうちの各面50a〜50dにおける接合部53が形成されていない部分と、当該部分と対向するコネクタケース40の外壁面との間の長さのことである。
このような回転角センサは、上記第1実施形態のコネクタケース40を形成する工程において、金型300を変更することで製造される。すなわち、本実施形態では、図12に示されるように、金型300として、上型310にキャビティ330側に突出する凹部形成用凸部が形成されると共に、下型320にキャビティ330側に突出する凹部形成用凸部321が形成されたものを用意する。なお、上型310に形成された凹部形成用凸部は、図12とは別断面に形成されている。そして、キャビティ330内に溶融樹脂40aを流し込むことにより、上型310に形成された凹部形成用凸部と下型320に形成された凹部形成用凸部321によって凹部42が形成されたコネクタケース40が製造される。
ここで、金属材料で構成され、上記のような接合部53が形成されたインサート物を樹脂部材で被覆した樹脂成形体について本発明者らが検討したところ、次の問題が発生し得ることが確認された。
すなわち、このような樹脂成形体を製造するには、図13Aに示されるように、まず、接合部53が形成されたインサート物400を金型300に配置し、インサート物400を被覆する溶融樹脂410を金型300内に流し込む。なお、図13Aに示されるインサート物400は、表面に上記形状の接合部53が形成されたものである。また、インサート物400は、上記ターミナル50と同様の構成を有するものである。
そして、図13Bに示されるように、溶融樹脂410は、温度が下がると、当該溶融樹脂410の表面、すなわちインサート物400および金型300に接する面から硬化が開始される。そして、溶融樹脂410は、インサート物400側に硬化部411aが形成されると共に金型300側に硬化部411bが形成された後、硬化されていない未硬化部412の冷却固化および収縮が進行する。この際、硬化部411aは、接合部53では当該接合部53と接合された状態で硬化する。
その後、図13Cに示されるように、未硬化部412のうちのインサート物400側の部分では、硬化部411aがインサート物400と接合されているため、硬化部411aがインサート物400との間に隙間が形成されない状態で、内部の冷却固化および収縮が進む。一方、未硬化部412のうちの金型300側の部分では、硬化部411bが金型300と接合されていないため、硬化部411bが金型300との間に隙間が形成される状態で、内部の冷却固化および収縮が進む。
このため、未硬化部412のうちのインサート物400側部分では、他の未硬化部412より相対的に負圧となり易い。したがって、未硬化部412では、インサート物400側の硬化部411a近傍に真空ボイド420が集中して発生し易く、かつ、真空ボイド420が当該硬化部411a近傍で連結した状態(以下では、真空ボイド連結という)となることがある。この場合、真空ボイド連結によってインサート物400と樹脂部材430との接合強度が低下し、これらの部材間の接合性が低下する原因となる。
なお、インサート物400のうちの接合部53が形成されていない部分では、図14に示されるようになる。すなわち、この部分では、溶融樹脂410の温度が下がると、インサート物400側に硬化部411aが形成されると共に金型300側に硬化部411bが形成されるのは、接合部53が形成されている部分と同じである。但し、硬化部411aはインサート物400と接合されないため、インサート物400との間にも隙間が形成される状態で未硬化部412の冷却固化および収縮が進む。このため、溶融樹脂410における硬化部411aと硬化部411bとの間に点在して真空ボイド420が形成され易く、真空ボイド連結は発生し難い。
そして、本発明者らが、真空ボイド連結についてさらに鋭意検討を行ったところ、図15に示される結果が得られた。図15は、インサート物400と、その一部を被覆する熱可塑性樹脂によりなる樹脂部材430とで構成される樹脂成形体を示す図である。また、図15では、インサート物400は、表面の一部に接合部53が形成され、表面の残部は接合部53が形成されていない未処理部401とされている。さらに、図15では、樹脂部材430のうちの接合部53を覆う部分は、一部が肉厚の厚い厚肉部430aとされ、残部が肉厚の薄い薄肉部430bとされている。なお、樹脂部材430のうちの未処理部401を覆う部分は、すべて肉厚が厚い構成とされている。
図15に示されるように、樹脂部材430のうち接合部53を覆う部分では、厚肉部430aに真空ボイド420や真空ボイド連結部が発生しているのが確認される。しかしながら、樹脂部材430のうちの薄肉部430bでは、真空ボイド420や真空ボイド連結がほとんど発生していないことが確認される。これは、樹脂部材430の厚みが厚い場合には、未硬化部412が硬化するまでに時間を要するため、上記図13Cのように、未硬化部412のうちの当該硬化部411a近傍に収縮応力が集中する状態が長く続くことで真空ボイド連結が発生し易いためである。
なお、樹脂部材430のうちの未処理部401を覆う部分では、真空ボイド420が内部に点在していることが確認される。また、図15で示す領域R1は、図13A〜図13Cに対応する領域であり、領域R2は、図14に対応する領域である。
以上より、コネクタケース40のうちの接合部53を被覆する部分の厚さを薄くすることにより、真空ボイド連結が発生することを抑制でき、接合部53とコネクタケース40との接合性が低下することを抑制できる。本発明者らの検討によれば、接合部53を覆う部分の厚さは、例えば、2mm以下とされると真空ボイド420の低減効果が顕著に得られ、1mm以下とされるとより効果が得られることが確認された。したがって、本実施形態では、コネクタケースは、接合部近傍の厚さが2mm以下とされている。
以上説明したように、本実施形態では、コネクタケース40は、凹部42が形成されており、ターミナル50のうちの接合部53を被覆する部分の厚さがターミナル50のうちの接合部53と異なる部分を被覆する部分より薄くされている。このため、コネクタケース40における接合部53側の部分に真空ボイド連結が構成されることを抑制できる。したがって、接合部53とコネクタケース40との接合強度が低下することを抑制できる。
(第2実施形態の変形例)
上記第2実施形態の変形例について説明する。上記第2実施形態において、凹部42は、コネクタケース40の外壁面を一周する形状とされていなくてもよい。例えば、凹部42は、コネクタケース40の外壁面のうちの一面50aおよび他面50bに形成された接合部53のみと対向する部分に形成されていてもよい。このような構成としても、一面50aおよび他面50bに形成された接合部53の近傍に真空ボイド連結が発生し難くなるため、上記第2実施形態と同様の効果を得ることができる。
(第3実施形態)
第3実施形態について説明する。本実施形態は、第2実施形態に対し、コネクタケース40に凹部42を形成する代わりに貫通孔を形成したものである。その他に関しては、第2実施形態と同様であるため、ここでは説明を省略する。
本実施形態では、図16に示されるように、コネクタケース40のうちの接合部53と対応する位置に貫通孔43が形成されている。本実施形態では、ターミナル50のうちの一面50aおよび他面50bに形成された接合部53と対応する位置に貫通孔43が形成されている。このため、この回転角センサでは、一面50aおよび他面50bに形成された接合部53の近傍に真空ボイド連結が発生することが抑制される。
なお、本実施形態では、接合部53と貫通孔43との間隔がコネクタケース40における接合部53を被覆する部分の厚さとなる。このため、コネクタケース40に貫通孔43を形成する場合には、接合部53と貫通孔43との間隔が2mm以下とされることが好ましい。また、本実施形態では、コネクタケース40の外壁面に凹部42が形成されていない。このため、コネクタケース40は、軸方向に沿って外壁面を周方向に一周する外周長さがほぼ等しくなっている。
このような回転角センサは、上記第1実施形態のコネクタケース40を形成する工程において、金型300を変更することで製造される。すなわち、特に図示しないが、金型300として、貫通孔43を形成するのに対応した貫通孔形成用凸部が形成されたものを要する。そして、キャビティ330内に溶融樹脂40aを流し込むことにより、貫通孔形成用凸部によって貫通孔43が形成されたコネクタケース40が製造される。
以上説明したように、コネクタケース40に貫通孔43を形成することによって接合部53を被覆する部分の厚さが薄くなるようにしても、上記第2実施形態と同様の効果を得ることができる。
また、本実施形態では、コネクタケース40に貫通孔43を形成することによってコネクタケース40のうちの接合部53を被覆する部分の厚さを薄くしているため、コネクタケース40の外壁面に凹部42を形成する必要がない。このため、例えば、車両等の被取付装置側の制約で外壁面に凹部42を形成できない場合にも対応できる。
(第3実施形態の変形例)
第3実施形態の変形例について説明する。第3実施形態では、コネクタケース40には、ターミナル50の一面50aおよび他面50bに形成された接合部53と対応する位置に貫通孔43が形成されている例について説明した。しかしながら、コネクタケース40には、ターミナル50の側面50c、50dに形成された接合部53と対応する位置に貫通孔43が形成されていてもよい。この場合は、側面50c、50dに形成された接合部53の近傍に真空ボイド連結が発生することが抑制される。
(第4実施形態)
第4実施形態について説明する。本実施形態は、第1実施形態に対し、コネクタケース40に溝部を形成したものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
本実施形態では、図17Aに示されるように、コネクタケース40は、ターミナル50のうちの接合部53を被覆する部分より一端部側を被覆する部分の厚さが、接合部53を被覆する部分より薄くされている。具体的には、コネクタケース40は、接合部53を被覆する部分より一端部側を被覆する部分の外壁面に、軸方向に対する周方向に一周する溝部44が形成されている。
このような回転角センサは、上記第1実施形態のコネクタケース40を形成する工程において、金型300を変更することで製造される。すなわち、本実施形態では、図18に示されるように、金型300として、上型310にキャビティ330側に突出する溝部形成用凸部が形成されると共に下型320にキャビティ330側に突出する溝部形成用凸部322が形成されたものを用意する。なお、上型310に形成された溝部形成用凸部は、図18とは別断面に形成されている。
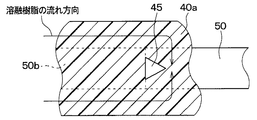
そして、キャビティ330内に溶融樹脂40aを流し込むことにより、上型310に形成された溝部形成用凸部と下型320に形成された溝部形成用凸部322によって溝部44が形成されたコネクタケース40が製造される。なお、本実施形態の金型300は、その他の構成は上記第1実施形態と同様であり、注入ゲート340は、キャビティ330に第2構成体82が配置された際に接合部53よりもモールドIC10側に位置するように形成されている。つまり、回転角センサは、接合部53よりも溶融樹脂40aの流れ方向における下流側の領域を被覆する部分が、接合部53を被覆する部分よりも厚さが薄くなるコネクタケース40を形成することで製造される。
この際、上型310の溝部形成用凸部および下型320の溝部形成用凸部322は、注入ゲート340から注入される溶融樹脂40aの流れ方向において、接合部53よりも下流側に位置することになる。このため、図19に示されるように、溶融樹脂40aは、キャビティ330内に注入された後、上型310の溝部形成用凸部および下型320の溝部形成用凸部322とターミナル50との間を通過する際に流動断面積が小さくなる。したがって、溶融樹脂40aは、上型310の溝部形成用凸部および下型320の溝部形成用凸部322に達すると樹脂圧が高くなり、接合部53に形成された凹凸内に流れ込み易くなる。つまり、上型の溝部形成用凸部および下型の溝部形成用凸部が絞りとしての機能を発揮する。したがって、コネクタケース40とターミナル50との接合性を向上できる。
なお、ここでの流動断面積とは、溶融樹脂40aのフローフロントの面積のことである。
以上説明したように、本実施形態では、コネクタケース40には、外壁面のうちの接合部53と対向する部分よりも一端部側の部分に溝部44が形成されている。そして、コネクタケース40を形成する際、注入ゲート340から注入された溶融樹脂40aは、接合部53に達した後に溝部44が形成される部分に達する。つまり、コネクタケース40を形成する際、注入ゲート340から注入された溶融樹脂40aは、接合部53に達した後に流動断面積が小さくなる。このため、コネクタケース40を形成する際に接合部53近傍の溶融樹脂40aの樹脂圧を高くでき、コネクタケース40と接合部53との接合性を向上できる。
(第4実施形態の変形例)
第4実施形態の変形例について説明する。第4実施形態では、注入ゲート340は、キャビティ330に第2構成体82が配置された際に接合部53よりもモールドIC10側に位置するように形成されている例について説明した。しかしながら、注入ゲート340は、キャビティ330に第2構成体82が配置された際に接合部53よりもモールドIC10側と反対側に位置していてもよい。つまり、注入ゲート340は、接合部53よりもターミナル50の一端部側に配置されていてもよい。この場合は、上型310の溝部形成用凸部および下型320の溝部形成用凸部322は、キャビティ330に第2構成体82が配置された際に接合部53よりもモールドIC10側に位置するように形成されていればよい。すなわち、本実施形態は、注入ゲート340から注入される溶融樹脂40aの流れ方向において、接合部53よりも下流側で流動断面積が小さくなるのであれば、コネクタケース40に形成される溝部44の位置は適宜変更可能である。
また、上記第4実施形態において、溝部44は、コネクタケース40の外壁面を一周する形状とされていなくてもよい。例えば、溝部44は、コネクタケース40の外壁面のうちの一面50aおよび他面50bに形成された接合部53のみと対向する部分に形成されていてもよい。このような構成としても、一面50aおよび他面50bに形成された接合部53に溶融樹脂40aが流れ込み易くなるため、上記第4実施形態と同様の効果を得ることができる。
さらに、上記第4実施形態において、図17Bに示されるように、接合部53をより開口部41近傍に形成するようにしてもよい。このような構成としても、開口部41を構成する部分で流動断面積が小さくなるため、上記第4実施形態と同様の効果を得ることができる。
そして、上記第4実施形態を上記第2実施形態に組み合わせることもできる。この場合は、溝部44の深さを凹部42の深さよりも深くするようにすればよい。
(第5実施形態)
第5実施形態について説明する。本実施形態は、第4実施形態に対し、ターミナル50に厚肉部を形成したものである。その他に関しては、第4実施形態と同様であるため、ここでは説明を省略する。
本実施形態では、図20および図21に示されるように、ターミナル50には、接合部53が形成される部分より一端部側に厚肉部54が形成されている。厚肉部54は、軸方向を法線方向とする断面の大きさにおいて、接合部53が形成される部分より大きくされることで構成されている。本実施形態では、厚肉部54は、軸方向を法線方向とする断面の大きさにおいて、接合部53が形成される部分より各面50a〜50d側に全体的に大きくされている。また、ターミナル50の配列方向の両端に位置するターミナル50は、中央に位置するターミナル50側と反対側がさらに厚くなるように形成されている。なお、図21は、図20中の最も紙面下側に位置するターミナル50の接合部53近傍の斜視図である。
このような回転角センサは、上記第1実施形態のターミナル50を形成する工程において、例えば、ターミナル50を構成する基材61を変更することで製造される。すなわち、ターミナル50を形成する工程では、例えば、図22に示されるように、圧延や切削等によって凸部91が形成された金属板90を用意する。なお、図22では、凸部91が形成された後にフープ状とされた金属板90を示している。
そして、ターミナル50を形成する工程では、この金属板90をプレス成形して基材61を形成する際、切り出した面にも凸部91と連なる凸部が形成されるようにプレス成形する。そして、この基材61に金属薄膜62を形成してターミナル50を形成することにより、厚肉部54が形成されたターミナル50が用意される。
その後、図23に示されるように、金型300に、厚肉部54が形成されたターミナル50を有する第2構成体82を配置し、コネクタケース40を形成する。これにより、図22に示す回転角センサが製造される。
この際、厚肉部54により、厚肉部54と金型300との間隔が狭くなる。つまり、上記第4実施形態と同様に、溶融樹脂40aは、キャビティ330内に注入された後、厚肉部54と金型300との間を通過する際に流動断面積が小さくなる。したがって、コネクタケース40とターミナル50との接合性を向上できる。
以上説明したように、ターミナル50に厚肉部54を形成することにより、溶融樹脂40aの流動断面積が接合部53に達した後に流動断面積が小さくなるようにしても、上記第4実施形態と同様の効果を得ることができる。また、本実施形態では、ターミナル50の厚肉部54の形状を変更することで厚肉部54と金型300との間の間隔を調整できるため、例えば、金型300に凸部等を変更する場合と比較して、容易に設計変更することができる。
(第5実施形態の変形例)
第5実施形態の変形例について説明する。第4実施形態の変形例と同様に、注入ゲート340は、キャビティ330に第2構成体82が配置された際に接合部53よりもモールドIC10側と反対側に位置していてもよい。この場合は、ターミナル50の厚肉部54を接合部53よりも一端部側に形成するようにすればよい。
また、上記第5実施形態において、厚肉部54は、例えば、一面50aおよび他面50b側のみに突出した形状とされていてもよい。
(第6実施形態)
第6実施形態について説明する。本実施形態は、第1実施形態に対し、ターミナル50に厚肉部を形成したものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
本実施形態では、図24に示されるように、ターミナル50には、接合部53が形成される部分より端子部11a側の部分に厚肉部55が形成されている。なお、厚肉部55の形状は、上記第5実施形態の厚肉部54と同様の形状とされている。つまり、本実施形態では、コネクタケース40は、ターミナル50のうちの接合部53を被覆する部分より他端部側を被覆する部分の厚さが、接合部53を被覆する部分より薄くされている。
このような回転角センサは、次のように製造される。まず、上記第5実施形態のターミナル50を形成する工程において、凸部91が形成される場所を変更した金属板90を用意して基材61を形成する。そして、図25に示されるように、金型300に、厚肉部55が形成されたターミナル50を有する第2構成体82を配置し、コネクタケース40を形成することにより、製造される。なお、本実施形態の金型300は、上記第1実施形態と同様であり、注入ゲート340は、キャビティ330に第2構成体82が配置された際に接合部53よりもモールドIC10側に位置するように形成されている。つまり、回転角センサは、接合部53よりも溶融樹脂40aの流れ方向における上流側の領域を被覆する部分が、接合部53を被覆する部分よりも厚さが薄くなるコネクタケース40を形成することで製造される。
この際、注入ゲート340から注入された溶融樹脂40aは、注入ゲート340から軸方向に沿って広がるが、厚肉部55によって当該広がりが抑制され、軸方向に対して周方向にも広がり易くなる。つまり、上型310に形成された注入ゲート340から注入される溶融樹脂40aと、下型320に形成された注入ゲート340から注入される溶融樹脂40aとの合流部分は、厚肉部55より注入ゲート340側で発生し易くなる。つまり、上型310に形成された注入ゲート340から注入される溶融樹脂40aと、下型320に形成された注入ゲート340から注入される溶融樹脂40aとの合流部分は、接合部53の近傍となり難くなる。このため、接合部53の近傍でコネクタケース40にウェルド面が形成されることを抑制できる。
以上説明したように、本実施形態では、ターミナル50には、接合部53が形成される部分よりも端子部11a側の部分に厚肉部55が形成されている。そして、コネクタケース40を形成する際、注入ゲート340から注入された溶融樹脂40aは、厚肉部55に達した後に接合部53へと流れる。このため、コネクタケース40を形成する際、接合部53の近傍にウェルド面が形成されることを抑制でき、コネクタケース40と接合部53との接合性が低下することを抑制できる。
(第6実施形態の変形例)
第6実施形態の変形例について説明する。上記第6実施形態では、ターミナル50に厚肉部55を形成する例について説明したが、金型300に厚肉部に相当する突出部を形成するようにしてもよい。但し、ターミナル50に厚肉部55を形成した場合の方が設計変更は容易である。
また、上記第6実施形態において、第4実施形態の変形例と同様に、注入ゲート340は、キャビティ330に第2構成体82が配置された際に接合部53よりもモールドIC10側と反対側に位置していてもよい。この場合は、ターミナル50の厚肉部55を接合部53よりも一端部側に形成するようにすればよい。つまり、第6実施形態は、注入ゲート340から注入される溶融樹脂40aの流れ方向において、接合部53よりも上流側で流動断面積が小さくなるのであれば、厚肉部55の形成場所は適宜変更可能である。
また、上記第6実施形態において、例えば、図25中のさらに紙面左側に注入ゲート340が位置する場合、キャップ30やモールドIC10に厚肉部55に相当する凸部等を形成するようにしてもよい。すなわち、上型310に形成された注入ゲート340から注入される溶融樹脂40aと、下型320に形成された注入ゲート340から注入される溶融樹脂40aとの合流部分が接合部53の近傍となり難くなるのであれば、ターミナル50に厚肉部55が形成されていなくてもよい。
さらに、上記第6実施形態において、厚肉部54は、例えば、一面50aおよび他面50b側のみに突出した形状とされていてもよい。
(第7実施形態)
第7実施形態について説明する。本実施形態は、第1実施形態に対し、コネクタケース40内に気泡が形成されるようにしたものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
本実施形態では、図26および図27に示されるように、ターミナル50には、接合部53と異なる部分に複数の貫通孔56aが形成されている。具体的には、貫通孔56aは、一面50aと他面50bとの間を貫通するように、位置決め用孔52と接合部53との間、および接合部53と一端部との間に形成されている。そして、コネクタケース40には、貫通孔56aが形成された部分の周囲に気泡45が形成されている。なお、本実施形態では、貫通孔56aが気泡形成部に相当している。
このような回転角センサは、次のように製造される。まず、上記第1実施形態のターミナル50を形成する工程において、ターミナル50を形成した後にプレス成形やレーザ加工等を行うことによって貫通孔56aを形成する。そして、このターミナル50を用いてコネクタケース40を形成する。
この際、ターミナル50に貫通孔56aが形成されているため、溶融樹脂40aが貫通孔56aに達した際に空気を噛み込んだ状態となり易い。このため、溶融樹脂40aが冷却固化されてコネクタケース40が形成される際、噛み込んだ空気が膨張することによって気泡45が形成された状態となる。つまり、本実施形態では、コネクタケース40のうちの接合部53を覆う部分と異なる部分に、積極的に気泡45を形成するようにしている。
以上説明したように、本実施形態では、コネクタケース40には、接合部53を覆う部分と異なる部分に気泡45が形成されている。そして、このようなコネクタケース40は、溶融樹脂40aからコネクタケース40を構成する際に形成される。このため、溶融樹脂40aが冷却固化する際、気泡によって接合部53の近傍の部分が負圧に成り難くなり、接合部53に発生する収縮応力を小さくできる。したがって、コネクタケース40のうちの接合部53の近傍に真空ボイド連結が発生し難くなり、接合部53とコネクタケース40との接合性が低下することを抑制できる。
(第7実施形態の変形例)
第7実施形態では、ターミナル50に気泡形成部としての貫通孔56aが形成されている例について説明したが、気泡形成部はこれに限定されるものではない。例えば、図28Aに示されるように、気泡形成部は、さらに複数の貫通孔56aで構成されていてもよい。また、特に図示しないが、気泡形成部は、ターミナル50の側面50c、50dを貫通する貫通孔であってもよいし、ターミナル50を貫通しない孔であってもよい。さらに、図28Bに示されるように、気泡形成部は、ターミナル50の一面50aに形成された溝部56bであってもよい。この場合、図28Cに示されるように、溝部56bは、格子状に形成されていてもよい。また、特に図示しないが、図28Bおよび図28Cでは、ターミナル50の他面50bや側面50c、50dにも適宜溝部56bが形成されていてもよい。
さらに、図29に示されるように、気泡形成部は、ターミナル50が折り曲げられた折り曲げ部56cで構成されていてもよい。なお、図29では、他面50bが一面50b側に折り曲げられた折り曲げ部56cを示している。
このようなターミナル50を用いてコネクタケース40を形成すると、図30Aおよび図30Bに示されるように、溶融樹脂40aは、折り曲げ部56cにおける溶融樹脂40aの流れ方向の下流側で合流する。この際、合流部分で空気が噛み込まれ易くなる。したがって、折り曲げ部56cの周囲に気泡45が形成される。
(第8実施形態)
第8実施形態について説明する。本実施形態は、第1実施形態に対し、ターミナル50における金属薄膜62の厚さを変更したものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
本実施形態では、図31に示されるように、ターミナル50における金属薄膜62は、接合部53が形成される部分が、接合部53が形成される部分と異なる部分より厚くされている。本実施形態では、金属薄膜62は、接合部53が形成される部分が開口部41から露出する部分よりも厚くされている。
このようなターミナル50は、上記第1実施形態のターミナル50を形成する工程において、例えば、金属薄膜62を形成する工程を2回行うことによって形成される。例えば、基材61に対して接合部53を含む部分に1回目の金属薄膜62を形成し、その後に全体に対して2回目の金属薄膜62を形成することにより、接合部53が形成される部分の金属薄膜62をその他の部分の金属薄膜62より厚くできる。
以上説明したように、本実施形態では、ターミナル50における金属薄膜62は、接合部53が形成される部分が、接合部53が形成される部分と異なる部分より厚くされている。このため、例えば、金属薄膜62が薄い部分の厚さで一定とされている場合と比較して、レーザビームを照射して接合部53を形成する際、金属薄膜62を貫通して基材61が露出する等してしまうことが抑制される。つまり、ターミナル50に適切に接合部53が形成されないことを抑制できる。さらに、例えば、金属薄膜62が厚い部分の厚さで一定とされている場合と比較して、金属薄膜62を構成する材料の削減を図ることができる。
(第9実施形態)
第9実施形態について説明する。本実施形態は、第1実施形態に対し、ターミナル50に窪み部を形成し、窪み部に接合部53を形成したものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
本実施形態では、図32に示されるように、ターミナル50は、一面50aおよび他面50bに窪み部57が形成されている。そして、接合部53は、窪み部57の底面に形成されている。つまり、接合部53は、一面50aおよび他面50bのうちの周囲よりも窪んだ位置に形成されている。
このようなターミナル50は、上記第1実施形態のターミナル50を形成する工程および接合部53を形成する工程を変更することによって形成される。
すなわち、ターミナル50を形成する工程では、例えば、基材61を形成する金属板90を変更する。例えば、ターミナル50を形成する工程では、図33に示されるように、圧延や切削等によって凹部92が形成された金属板90を用意する。そして、この金属板90からターミナル50を構成する基材61をプレス成形等で形成する。その後、この基材61に金属薄膜62を形成することにより、窪み部57が形成されたターミナル50が形成される。
そして、接合部53を形成する工程では、窪み部57の底面を含んで接合部53が形成されるように、レーザビームを照射する。これにより、図32に示すターミナル50が形成される。
以上説明したように、本実施形態では、接合部53がターミナル50の窪み部57に形成されている。このため、図7および図34に示されるように、接合部53を形成する工程の後等において、第1構成体81が収容部材190に載置された際、一面50a側または他面50b側が収容部材190の搭載面190a側に向けられた状態とされることにより、接合部53が収容部材190と接触し難くなる。したがって、接合部53を構成する凹凸が破壊されることを抑制でき、接合部53とコネクタケース40との接合性が低下することを抑制することができる。なお、本実施形態では、収容部材190が箱状の収容トレーで構成されているため、搭載面190aは収容トレーの底面で構成される。
(第9実施形態の変形例)
第9実施形態の変形例について説明する。第9実施形態において、ターミナル50は、図35に示されるように、側面50c、50dにも窪み部57が形成されるようにしてもよい。そして、接合部53は、各面50a〜50dに形成された窪み部57の底面に形成されるようにしてもよい。これによれば、さらに接合部53を保護することができ、接合部53とコネクタケース40との接合性が低下することを抑制することができる。
なお、このようなターミナル50は、例えば、金属板90からターミナル50を構成する基材61を形成する際、側面50c、50dにも窪み部57が形成可能なプレス装置を用いることによって形成される。
また、上記第9実施形態において、例えば、収容部材190に載置される際、他面50b側が収容部材190の搭載面190a側に向けられて配置されることが決まっているのであれば、窪み部57は他面50b側のみに形成されていてもよい。
(第10実施形態)
第10実施形態について説明する。本実施形態は、第1実施形態に対し、ターミナル50のうちの接合部53の周囲に凸部を形成したものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
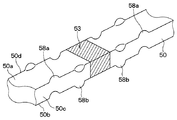
本実施形態では、図36に示されるように、ターミナル50は、接合部53の周囲に、当該ターミナル50が折り曲げられることで構成される第1凸部58aおよび第2凸部58bが形成されている。具体的には、ターミナル50には、接合部53よりも一面50a側に突出し、接合部53を挟むように2つの第1凸部58aが形成されている。また、ターミナル50には、接合部53よりも他面50b側に突出し、かつ接合部53を挟むように2つの第2凸部58bが形成されている。つまり、接合部53は、第1凸部58aと第2凸部58bとの間に位置しており、一面50aおよび他面50bのうちの周囲よりも窪んだ位置に形成されている。
なお、第1凸部58aおよび第2凸部58bは、折り曲げられることで構成されているため、対向する側面50c、50dの間の全体に形成されている。
このようなターミナル50は、上記第1実施形態のターミナル50を形成する工程および接合部53を形成する工程を変更することによって形成される。すなわち、ターミナル50を形成する工程では、第1凸部58aおよび第2凸部58bが構成されるように、ターミナル50を治具等によって折り曲げることを行う。そして、接合部53を形成する工程では、2つの第1凸部58aの間に接合部53を形成する。このようにして、本実施形態のターミナル50が形成される。
以上説明したように、本実施形態では、ターミナル50は、接合部53の周囲に第1凸部58aおよび第2凸部58bが形成されている。このため、上記第9実施形態と同様に、第1構成体81が収容部材190に載置された際、一面50a側または他面50b側が収容部材190の搭載面190a側に向けられた状態とされることにより、接合部53を構成する凹凸が破壊されることを抑制できる。したがって、接合部53とコネクタケース40との接合性が低下することを抑制することができる。
(第10実施形態の変形例)
第10実施形態の変形例について説明する。上記第10実施形態では、第1凸部58aは、一面50aにおける対向する側面50c、50dの間の全体に形成され、第2凸部58bは、他面50bにおける対向する側面50c、50dの間の全体に形成されている例について説明したが、これに限定されるものではない。例えば、図38および図39に示されるように、第1凸部58aは、一面50aにおける対向する側面50c、50dの間の略中央部に形成されていてもよい。また、第2凸部58bは、他面50bにおける対向する側面50c、50dの間の略中央部に形成されていてもよい。なお、このような第1凸部58aおよび第2凸部58bは、それぞれパンチ等で押圧することで形成される。
さらに、図40に示されるように、第1凸部58aは、一面50aにおける側面50c、50d側に形成され、第2凸部58bは、他面50bにおける側面50c、50d側に形成されていてもよい。
また、図41に示されるように、ターミナル50を構成する基材61を形成する際に側面50c、50dに爪部を形成しておき、当該爪部を折り曲げることにより、第1凸部58aおよび第2凸部58bを形成するようにしてもよい。
(第11実施形態)
第11実施形態について説明する。本実施形態は、第1実施形態に対し、ターミナル50を構成する基材61にシェービング加工を行ったものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
ここで、上記のように、ターミナル50は、ターミナル50を形成する工程において、金属板90をプレス成形することによって形成された基材61を用いて構成される。この際、基材61は、図42Aおよび図42Bに示されるように、プレス成形にて形成された加工面61aは、ダレ61b、剪断面61c、破断面61dが混在した面となる。
この場合、この基材61を用いてターミナル50を構成すると、加工面61aにて構成される面(例えば、側面50c、50d)では、レーザビームを照射して接合部53を形成する際、レーザビームが散乱してしまう可能性がある。このため、レーザビームを照射しても適切な凹凸を有する接合部53が形成されない可能性がある。
このため、本実施形態では、図43Aおよび図43Bに示されるように、ターミナル50を形成する工程では、金属板90をプレス成形することによって基材61を形成した後、プレス成形で形成された加工面61aに対してシェービング加工を行う。これにより、加工面61aをほぼ平滑性の高い剪断面61cとすることができる。したがって、ターミナル50のうちの加工面61aにて構成される面に対してレーザビームを照射して接合部53を形成する際、凹凸が適切に形成されず、接合部53が形成されないことを抑制できる。
以上説明したように、本実施形態では、金属板90から基材61を形成した後、加工面61aに対してシェービング加工を行っている。このため、基材61を用いてターミナル50を形成した際、凹凸が適切に形成されないということを抑制できる。したがって、コネクタケース40と接合部53との接合性が低下することを抑制できる。
(第11実施形態の変形例)
第11実施形態の変形例について説明する。上記のように、シェービング加工をするのは、ダレ61bや破断面61dを除去し、加工面61aを剪断面61cとするためである。このため、ダレ61bや破断面61dが発生し難い加工法で金属板90から基材61を形成し、シェービング加工を行わないようにしてもよい。例えば、金属板90からファインブランキング加工によって基材61を形成するようにしてもよい。また、例えば、金属板90からエッチングによって基材61を形成するようにしてもよい。これによれば、工程数の削減を図ることができる。
(第12実施形態)
第12実施形態について説明する。本実施形態は、第1実施形態に対し、各ターミナル50の接合部53が形成される部分の高さを変更したものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
本実施形態では、図44に示されるように、各ターミナル50は、配列方向に沿った線上において、相対的に高さが異なる部分を有している。そして、接合部53は、各ターミナルのうちの相対的に高さが異なる部分にそれぞれ形成されている。
具体的には、ターミナル50の1つ(すなわち、図44中紙面手前側のターミナル50)は、他面50b側に凸となる第1凸部59aが形成されている。なお、第1凸部59aは、第1凸部59aにおける一面50aが第1凸部59aを構成しない他面50aよりも下方に位置するように構成されている。ターミナル50の1つ(すなわち、図44中紙面真ん中のターミナル50)は、一面50a側に凸となる第2凸部59bが形成されている。なお、第2凸部59bは、第2凸部59bにおける他面50bが第2凸部59bを構成しない一面50aよりも上方に位置するように構成されている。ターミナル50の1つ(すなわち、図44中紙面奥側のターミナル50)は、第1凸部59aおよび第2凸部59bが形成されていない。
そして、各ターミナル50には、各ターミナル50の配列方向に沿って同じ線上であり、第1凸部59aおよび第2凸部59bを含んだ位置に接合部53が形成されている。
このようなターミナル50は、上記第1実施形態のターミナル50を形成する工程、および接合部53を形成する工程を以下のようにすることで形成される。
すなわち、ターミナル50を形成する工程では、接合部53が形成される部分の高さが異なるように、プレス成形等を行う。具体的には、ターミナル50を形成する工程では、1つのターミナル50に第1凸部59aを形成し、1つのターミナル50に第2凸部59bを形成する。
そして、接合部53を形成する工程では、ターミナル50の各面50a〜50dの法線方向からレーザビームを照射する。例えば、図45A〜図45Dに示されるように、ターミナル50の一面50a、側面50c、他面50b、側面50dの順にレーザビームを照射して接合部53を形成する。なお、本実施形態の接合部53を形成する工程では、パレット231から別の保持治具にて第1構成体81を保持し、当該別の保持治具にて保持した状態でレーザビームを照射する。
この際、各ターミナル50は、一面50aおよび他面50bの面方向に沿って配列されている。また、各ターミナル50は、側面50c、50dの接合部形成領域53aの高さが相対的に異なっている。このため、図45Aおよび図45Cに示されるように、ターミナル50の一面50aおよび他面50bにレーザビームを照射する際には、互いのターミナル50によってレーザビームが遮断されることはない。また、図45Bおよび図45Dに示されるように、ターミナル50の各側面50c、50dからレーザビームを照射する際においても、接合部形成領域53aの高さが異なっているため、互いのターミナル50によってレーザビームが遮断されることはない。したがって、各ターミナル50に接合部53を容易に形成できる。
以上説明したように、本実施形態では、接合部53が形成される接合部形成領域53aの高さが相対的に異なっている。このため、接合部53を形成する際、ターミナル50の各面50a〜50dに対する法線方向からレーザビームを照射しても互いのターミナル50によってレーザビームが阻害されることがなく、接合部53が形成されないことを抑制できる。したがって、コネクタケース40と接合部53との接合性が低下することを抑制できる。
また、接合部53を形成する際、ターミナル50の各面50a〜50dに対する法線方向からレーザビームを照射すればよいため、レーザビームの照射方向とターミナル50の位置関係の調整を容易に行うことができる。このため、製造工程の簡略化を図ることもできる。
(第12実施形態の変形例)
第12実施形態の変形例について説明する。第12実施形態において、第1凸部59aおよび第2凸部59bが形成されるターミナル50は適宜変更可能である。また、各ターミナル50は、接合部形成領域53aの高さが相対的に異なっていればよいため、例えば、2つのターミナル50にそれぞれ他面50b側に凸となる第1凸部59aを形成し、互いの第1凸部59aの高さを異なるようにしてもよい。
(第13実施形態)
第13実施形態について説明する。本実施形態は、第1実施形態に対し、接合部53を形成する工程において、ターミナル50のうちの接合部形成領域53aをねじった状態でレーザビームを照射するようにしたものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
本実施形態では、図46に示されるように、接合部53を形成する工程では、ターミナル50のうちの接合部形成領域53aをねじった状態とし、この状態でレーザビームを照射する。本実施形態では、各ターミナル50は、レーザの照射方向に対して一面50aおよび他面50bが45°となるようにねじられている。つまり、各ターミナル50は、2方向からのレーザビームの照射によって表面を一周する接合部53が形成されるようにねじられている。なお、本実施形態の接合部53を形成する工程では、パレット231から別の保持治具にて第1構成体81を保持し、当該別の保持治具、またはさらに別の治具を用いてターミナル50がねじられた状態とされる。
以上説明したように、本実施形態では、ターミナル50をねじった状態とし、この状態でレーザビームを照射することで接合部53を形成している。このため、各ターミナル50を傾けてレーザビームを照射する場合(例えば、図9Aおよび図9B)と比較して、各ターミナル50に照射されるレーザビームの照射距離の差を小さくできる。したがって、接合部53の形状がばらつくことを抑制できる。
なお、ターミナル50をねじった状態とする場合には、各ターミナル50の面方向のずれも小さくなるようにすることが好ましい。例えば、各ターミナル50の一面50aの面方向のずれが小さくなるようにすることが好ましい。このように、各ターミナル50の面方向のずれを小さくすることにより、照射角度の差も小さくできるため、さらに接合部53の形状がばらつくことを抑制できる。
そして、ターミナル50をねじった状態としてレーザビームを照射することにより、各ターミナル50間の間隔(すなわち、図9Aおよび図9Bに示すL)を短くすることもできる。したがって、回転角センサの小型化を図ることもできる。
さらに、ターミナル50をねじった状態としてレーザビームを照射するため、レーザビーム照射部250側の設備の変更は特に必要なく、製造装置が複雑化することもない。
(第14実施形態)
第14実施形態について説明する。本実施形態は、第1実施形態に対し、ターミナル50の一端部側を折り曲げたものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
本実施形態の回転角センサは、図47に示されるように、コネクタケース40の一端部側およびターミナル50の一端部側が折り曲げられている。本実施形態では、ターミナル50は、一端部側が軸方向に対して略垂直となるように折り曲げられている。
また、ターミナル50は、上記第9実施形態と同様に、一面50aおよび他面50bに窪み部57が形成されている。但し、本実施形態では、窪み部57は、ターミナル50のうちの曲げられている部分であって、コネクタケース40に被覆される部分に形成されている。また、本実施形態の窪み部57は、図48に示されるように、平面視V字状とされている。つまり、窪み部57は、各側面50c、50dに位置する部分を結ぶ仮想直線に対し、傾いた部分を有する構成とされている。そして、接合部53は、一面50aおよび他面50bに形成された窪み部57の底面、および側面50c、50dに形成されている。なお、このような構成とする場合には、接合部53が形成されている部分が一方向に沿って延設された部分に相当する。つまり、本実施形態では、ターミナル50は、折り曲げられた部分が一方向に沿って延設された部分に相当する。
このような回転角センサは、上記第1実施形態のターミナル50を形成する工程、および接合部53を形成する工程を変更し、さらにターミナル50を折り曲げる曲げ工程を行うことによって製造される。
ここで、本実施形態の製造システムについて説明する。本実施形態の製造システムは、図49に示されるように、基本的には上記第1実施形態と同様であるが、曲げ装置180を有している。
曲げ装置180は、ターミナル50を折り曲げる装置であり、ターミナル50を折り曲げる工程を行う。具体的には、曲げ装置180は、搬送装置184によって第1構成体81が搬入されると、治具を用いてターミナルを折り曲げる。本実施形態では、曲げ装置180は、図50Aに示されるように、押え治具501、受け治具502、曲げ治具503を有している。そして、曲げ装置180は、押え治具501と曲げ治具503との間にターミナル50を保持し、曲げ治具503をターミナル50のうちの折り曲げる部分に当接させる。その後、図50Bに示されるように、曲げ治具503を移動させることによってターミナル50を折り曲げる。そして、ターミナル50を折り曲げた第1構成体81を搬送装置188に送り出す。
以上が本実施形態の曲げ装置180の構成である。そして、上記のようなターミナル50を形成する際には、まず、ターミナル50を形成する工程において、一面50aおよび他面50bに平面視V字状の窪み部57を形成する。そして、ターミナル50を折り曲げる工程では、図50Bに示されるように、曲げ治具503を移動させることによってターミナル50を折り曲げる。
この際、窪み部57は、平面視V字状とされているため、曲げ治具503を移動させた際に当該曲げ治具503が窪み部57内に落ち込むことが抑制される。このため、ターミナル50を曲げる際に窪み部57の底面が荒らされることを抑制できる。つまり、接合部形成領域53aが荒らされることを抑制できる。したがって、曲げ工程の後に行われる接合部53を形成する工程では、適切な凹凸を有する接合部53が形成されないことを抑制できる。
そして、上記図47に示す回転角センサは、ターミナル50が折り曲げられた第2構成体82に対し、コネクタケース40を形成する工程を行うことによって製造される。
以上説明したように、本実施形態では、ターミナル50に平面視V字状の窪み部57を形成し、窪み部57の底面を含むように接合部53を形成している。このため、窪み部57が形成された側の面から曲げ治具503によってターミナル50を折り曲げることにより、窪み部57内に曲げ治具503が落ち込むことを抑制できる。したがって、ターミナル50に接合部53を形成する際、適切な凹凸を有する接合部53が形成されないことを抑制できる。
(第14実施形態の変形例)
第14実施形態の変形例について説明する。第14実施形態において、窪み部57が形成された部分を押え治具501および受け治具502にて保持し、窪み部57が形成されていない部分に曲げ治具503を当接させてターミナル50を折り曲げるようにしてもよい。このような場合においても、窪み部57の底面に押え治具501および受け治具502が落ち込み難いため、接合部形成領域53aが荒らされることを抑制できる。
また、第14実施形態において、製造システムでは、曲げ装置180は、接続装置120で第1構成体81が構成される前にターミナル50を曲げるようにしてもよいし、接合部53を形成した後にターミナル50を曲げるようにしてもよい。なお、接合部53を形成した後にターミナル50を曲げる場合には、接合部53の凹凸が破壊されることを抑制できる。
さらに、第14実施形態において、窪み部57は、平面視U字状とされていてもよい。
(第15実施形態)
第15実施形態について説明する。本実施形態は、第14実施形態に対し、ターミナル50を形成する工程および接合部53を形成する工程を変更したものである。その他に関しては、第14実施形態と同様であるため、ここでは説明を省略する。
本実施形態では、ターミナル50を折り曲げる工程において、図51に示されるように、各ターミナル50を曲げる角度が異なるようにする。具体的には、各ターミナル50を側面50c側から視た際、各ターミナル50の側面50cの一部が重複しないようにする。言い換えると、各ターミナル50を側面50c側から視た際、各ターミナル50の側面50cの一部を視認できるようにする。つまり、各ターミナル50における接合部形成領域53aの相対的な高さが異なるようにする。なお、図51では、ターミナル50に窪み部57が形成されていないが、ターミナル50に窪み部57が形成されていてもよい。
そして、接合部53を形成する工程では、第12実施形態と同様に、ターミナル50の各面50a〜50dの法線方向からレーザビームを照射する。この際、ターミナル50の側面50c、50dからレーザビームを照射する場合には、図51中の領域Aにレーザビームを照射することにより、互いのターミナル50によってレーザビームが遮断されることを抑制できる。このため、適切な凹凸を有する接合部53が形成されないことを抑制できる。
そして、接合部53を形成する工程の後は、各ターミナル50が同じ角度となるように適宜曲げ工程等を行い、コネクタケース40を形成する工程を行えばよい。
以上説明したように、本実施形態では、側面50c、50d側から視た際に、各側面50c、50dの一部が重複しないようにしている。そして、この状態でレーザビームを照射して接合部53を形成している。このため、接合部53を形成する際、ターミナル50の各面50a〜50dに対する法線方向からレーザビームを照射しても互いのターミナル50によってレーザビームが遮断されることがなく、接合部53が形成されないことを抑制できる。したがって、コネクタケース40と接合部53との接合性が低下することを抑制できる。
(第15実施形態の変形例)
第15実施形態の変形例について説明する。上記第15実施形態は、各ターミナル50が折り曲げられた回転角センサについて説明したが、各ターミナル50が折り曲げられていない回転角センサに適用することもできる。この場合は、例えば、接合部53を形成した後、ターミナル50を延ばす工程を行うようにすればよい。
(第16実施形態)
第16実施形態について説明する。本実施形態は、第1実施形態に対し、収容部材190の搭載面190aの形状を変更したものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
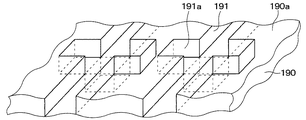
本実施形態では、図52に示されるように、収容部材190は、搭載面190aに第1構成体81の外形に対応した収容凹部191が形成されている。そして、収容凹部191には、さらに、第1構成体81が載置された際にターミナル50に形成された接合部53と対応する各位置に窪み部191aが形成されている。つまり、収容部材190は、第1構成体81が載置された際に接合部53と当接しない構成とされている。
そして、接合部53を形成する工程では、接合部53を形成した後、図53に示されるように、窪み部191aと対応する位置に接合部が位置するように、第1構成体81を収容部材190に載置する。これにより、接合部53が収容部材190と接触して凹凸が破壊されることを抑制できる。
以上説明したように、本実施形態では、収容部材190は、第1構成体81が載置された際に接合部53と当接しないように窪み部191aが形成されている。このため、収容部材190に第1構成体81が載置された際、接合部53を構成する凹凸が破壊されることを抑制できる。したがって、コネクタケース40とターミナル50との接合性が低下することを抑制できる。
(第16実施形態の変形例)
第16実施形態の変形例について説明する。第16実施形態では、接合部53が形成された後について説明したが、接合部53が形成される前のターミナル50、または第1構成体81に対して上記のような収容部材190を適用することもできる。これによれば、ターミナル50のうちの接合部形成領域53aは、異物が付着したり変形等してしまうことが抑制される。したがって、適切な凹凸を有する接合部53が形成さないことを抑制できる。
(第17実施形態)
第17実施形態について説明する。本実施形態は、第1実施形態に対し、搬送装置185等を変更したものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
まず、上記各実施形態では、接続装置120でモールドIC10とターミナル50とを接続して第1構成体81を形成した後、接合部形成装置140にて接合部53を形成する製造システムについて説明した。しかしながら、図54に示されるように、製造システムは、接合部形成装置140にてターミナル50に接合部53を形成した後、接続装置120でモールドIC10とターミナル50とを接続するようにしてもよい。
この場合、接合部53が形成されたターミナル50をそのままコンベア等で構成される搬送装置185で搬送すると、接合部53の凹凸が破壊される可能性がある。
このため、本実施形態では、搬送装置185は、図55に示されるように、ターミナル50を把持して保持する一対の保持部511aを有する2つの保持治具511を有している。そして、2つの保持治具511は、ターミナル50のうちの接合部53と異なる部分であって、接合部53を挟んで反対側に位置する部分をそれぞれ把持して保持する。このため、接合部53を搬送装置185と当接せずにターミナル50を搬送できる。
以上説明したように、第1構成体81を形成する前にターミナル50に接合部53を形成するようにしてもよい。この場合は、接合部53を形成した後に接合部53と異なる部分を把持して保持する保持治具511を用いることにより、接合部53の凹凸が破壊されることを抑制できる。したがって、コネクタケース40と接合部53との接合性が低下することを抑制できる。
(第17実施形態の変形例)
第17実施形態の変形例について説明する。第17実施形態において、図56に示されるように、一対の保持部511aを有する1つの保持治具511でターミナル50を挟むようにしてもよい。この場合は、保持治具511に凹み部511bを形成し、当該凹み部511b内に接合部53が配置されるようにすればよい。このようにしても、接合部53が破壊されることを抑制できる。
また、第17実施形態では、接合部53が形成された後について説明したが、接合部53が形成される前のターミナル50に対し、接合部53が形成される接合部形成領域53aと当接しないように保持治具511で保持するようにしてもよい。これによれば、ターミナル50のうちの接合部形成領域53aは、異物が付着したり変形等してしまうことが抑制される。したがって、適切な凹凸を有する接合部53が形成さないことを抑制できる。
(第18実施形態)
第18実施形態について説明する。本実施形態は、第1実施形態に対し、接合部53を形成した第1構成体81を収納する収容部材190の構成を変更したものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
まず、上記第1実施形態では、接続装置120で第1構成体81を形成した後に収容部材190に第1構成体81を載置する例について説明した。この場合、図57に示されるように、収容部材190が可塑剤192aや離型剤192bを含む材料で構成されていると、当該可塑剤192aや離型剤192bが搭載面190aに密集すると共に、接合部53に付着してしまう可能性がある。そして、接合部53に可塑剤192aや離型剤192b等が付着してしまうと、コネクタケース40と接合部53との接合性が低下する可能性がある。
したがって、本実施形態では、図58に示されるように、収容部材190は、可塑剤192aおよび離型剤192bを含まない樹脂製とされている。つまり、本実施形態では、収容部材190は、非汚染性であるブリード性を有さない材料で構成されている。このため、収容部材190に第1構成体81を載置した際、接合部53に可塑剤192aや離型剤192bが付着することを抑制できる。
以上説明したように、本実施形態では、収容部材190は、可塑剤192aおよび離型剤192bを含まない樹脂製とされている。このため、接合部53に可塑剤192aや離型剤192b等が付着することを抑制でき、コネクタケース40と接合部53との接合性が低下することを抑制できる。
(第18実施形態の変形例)
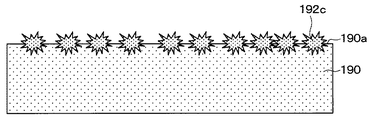
第18実施形態の変形例について説明する。第18実施形態では、収容部材190を樹脂製とする代わりに、紙製で構成してもよい。但し、紙製で構成する場合には、図59に示されるように、搭載面190aに紙粉192cが付着している可能性がある。この場合は、当該紙粉192cが接合部53に付着すると、コネクタケース40と接合部53との接合性が低下する原因となる。このため、収容部材190の搭載面190aを紙製で構成する場合には、図60に示されるように、紙粉除去処理が施されていることが好ましい。なお、紙粉除去処理は、例えば、ブローやブラッシング等によって行われる。
さらに、上記第18実施形態では、接合部53が形成された後の収容部材190について説明したが、接合部53が形成される前にも適用できる。すなわち、接合部53が形成される前から収容部材190でターミナル50または第1構成体81を収納した状態とすることもできる。この場合、収容部材190を上記と同様の構成とすることにより、ターミナル50のうちの接合部形成領域53aに異物が付着することを抑制でき、適切な凹凸を有する接合部53が形成さないことを抑制できる。
また、第1構成体81を構成する前にターミナル50に接合部53を形成する場合には、図61に示されるように、ターミナル50を挟んで保護する収容部材193を用いてもよい。具体的には、この収容部材193は、リール状とされた保護部材193aと、保護シート193bとを有し、保護部材193aと保護シート193bとの間にターミナル50を挟んで当該ターミナル50を保持しつつ保護する。この場合、例えば、保護部材193aおよび保護シート193bを紙製で構成し、各表面に対して紙粉除去処理を行うことにより、接合部53に異物が付着することを抑制できる。
(第19実施形態)
第19実施形態について説明する。本実施形態は、第1実施形態に対し、モールドIC10とターミナル50とを接続する工程の際に保護治具を用いて行うようにしたものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
本実施形態では、図62に示されるように、モールドIC10とターミナル50とを接合して第1構成体81を形成する工程では、接続装置120に備えられている保護治具520を用いて行う。保護治具520は、一面521aを有する第1治具521と、第1治具521と対向する一面522a側に凹部522bが形成された第2治具522とを有している。
そして、第1構成体81を形成する工程では、まず、端子部11aおよびターミナル50の他端部側が保護治具520の凹部522b内に位置するように、モールドIC10およびターミナル50を配置する。この際、ターミナル50における接合部形成領域53aは、凹部522b外に位置するようにする。つまり、接合部形成領域53aとかしめを行う部分とは、保護治具520によって区画されるようにする。そして、第1構成体81を形成する工程では、凹部522b内でターミナル50の他端部をかしめることにより、端子部11aとターミナル50とを電気的、機械的に接続する。
この際、かしめることによって金属粒子523が飛散することがあるが、金属粒子523は、保護治具520によって接合部形成領域53aに到達し難くなっている。このため、接合部形成領域53aに金属粒子523が付着することが抑制される。
以上説明したように、本実施形態では、第1構成体81を形成する工程は、接合部形成領域53aとは区画された保護治具520内で行う。このため、ターミナル50の他端部をかしめた際、発生し得る金属粒子523が接合部形成領域53aに付着することを抑制できる。したがって、接合部形成領域53aにレーザビームを照射して接合部53を形成する際、適切な凹凸を有する接合部53が形成されないことを抑制でき、コネクタケース40と接合部53との接合性が低下することを抑制できる。
なお、第1治具521および第2治具522は、電極として利用されるようにしてもよい。すなわち、第1構成体81は、第1治具521と第2治具522とによって電流を流しながらかしめ工程を行う熱かしめで構成されるようにしてもよい。
(第19実施形態の変形例)
第19実施形態の変形例について説明する。上記第19実施形態では、端子部11aとターミナル50とをかしめ接続する例について説明した。しかしながら、端子部11aとターミナル50とは、抵抗溶接等で接合されていてもよい。この場合は、例えば、図63に示されるように、第1治具521に第1電極524を備え、第2治具522に第2電極525を備えるようにすればよい。このように、端子部11aとターミナル50とを抵抗溶接で接続する際にも金属粒子523が飛散するため、保護治具520内で行うことにより、接合部形成領域53aに金属粒子523が付着することを抑制できる。
(第20実施形態)
第20実施形態について説明する。本実施形態は、第14実施形態に対し、接合部53を形成する工程等を変更したものである。その他に関しては、第14実施形態と同様であるため、ここでは説明を省略する。
本実施形態の回転角センサは、上記第14実施形態で説明した図47と同様の回転角センサとされている。つまり、ターミナル50は、一端部側が曲げられた状態とされている。
次に、本実施形態のターミナル50を折り曲げる工程、接合部53を形成する工程、および検査工程について説明する。本実施形態では、ターミナル50を折り曲げる工程では、図64Aおよび図64Bに示されるように、曲げ装置180に備えられている曲げ保持治具530を用いて行う。
曲げ保持治具530は、一対の第1治具531および第2治具532を有している。第1治具531は、平坦面とされた第1支点面531aと、第1支点面531aに対して傾いた平坦面とされた第1作用点面531bとを有し、第1支点面531aと第1作用点面531bとの間に第1治具531を貫通する第1開口部531cが形成されている。第2治具532は、平坦面とされた第2支点面532aと、第2支点面532aに対して傾いた平坦面とされた第2作用点面532bとを有し、第2支点面532aと第2作用点面532bとの間に第2治具532を貫通する第2開口部532cが形成されている。
そして、第1治具531および第2治具532は、互いの支点面531a、532aおよび互いの作用点面531b、532bが対向するように配置される。より詳しくは、第1治具531および第2治具532は、互いの支点面531a、532aが平行となると共に、互いの作用点面531b、532bが平行となるように構成されて配置される。
なお、図64Aでは、第1支点面531aを有する部分と第1作用点面531bを有する部分とが離れて示されているが、図64Aとは別断面において、各部分は連結されている。同様に、図64Aでは、第2支点面532aを有する部分と第2作用点面532bを有する部分とが離れて示されているが、図64Aとは別断面において、第2支点面532aと第2作用点面532bとは連結されている。
そして、ターミナル50を折り曲げる際には、ターミナル50を挟んで第1治具531と第2治具532とを配置する。そして、図64Bに示されるように、例えば、第2治具532を第1治具531側に変位させ、第2作用点面532bでターミナル50を押圧することにより、ターミナル50を第2作用点面532bに沿った角度に曲げる。そして、第1治具531と第2治具532とによってターミナル50を保持する。
次に、接合部53を形成する工程では、ターミナル50を曲げ保持治具530によって保持したままレーザビームを照射する。具体的には、図65に示されるように、第1治具531に形成された第1開口部531cおよび第2治具532に形成された第2開口部532cを通じてレーザビームを照射することで接合部53を形成する。つまり、本実施形態では、曲げ保持治具530は、最初は曲げ装置180に備えられているが、そのまま搬送装置188によって接合部形成装置140へと搬入される。
続いて、特に図示しないが、接合部53を検査する工程では、ターミナル50を曲げ保持治具530によって保持したまま接合部53を検査する。具体的には、第1治具531に形成された第1開口部531cおよび第2治具532に形成された第2開口部532cを通じて接合部53の検査を行う。
以上説明したように、本実施形態では、ターミナル50を折り曲げる工程で使用される曲げ保持治具530によってターミナル50が保持されたまま、接合部53を形成する工程や接合部53を検査する工程が実行される。このため、例えば、各工程で別の治具を用いてターミナル50を保持する場合と比較して、治具を変更する工程が必要なくなり、簡素化を図ることができる。
(第21実施形態)
第21実施形態について説明する。本実施形態は、第1実施形態に対し、コネクタケース40を形成する前にターミナル50を加熱するものである。その他に関しては、第1実施形態と同様であるため、ここでは説明を省略する。
本実施形態では、コネクタケース40を形成する工程では、図10Aおよび図10Bに示されるように、金型300に第2構成体82を配置した後、キャビティ330内に溶融樹脂40aを流し込む前にターミナル50を加熱する工程を行う。この加熱工程は、例えば、200℃で5分間を行う。その後、キャビティ330に溶融樹脂40aを流し込んでコネクタケース40を形成する。
以上説明したように、本実施形態では、キャビティ330に溶融樹脂40aを流し込む前にターミナル50を加熱している。このため、キャビティ330に溶融樹脂40aを流し込んで当該溶融樹脂40aがターミナル50に接触した際に溶融樹脂40aの温度が下がり難くなり、接合部53への溶融樹脂40aの流入が阻害されることを抑制できる。したがって、コネクタケース40と接合部53との接合性が低下することを抑制できる。
(他の実施形態)
本発明は上記した実施形態に限定されるものではなく、特許請求の範囲に記載した範囲内において適宜変更が可能である。
例えば、上記各実施形態では、回転角センサを例に挙げて説明したが、圧力センサに各実施形態を適用するようにしてもよい。
また、上記各実施形態において、ターミナル50は、例えば、図66A〜図66Cに示されるように、センサユニット10と接続される他端部側もケース40から露出していてもよい。この場合、図66Aおよび図66Bに示されるように、センサユニット10は、センサチップ12を有する構成とされていれば、モールド樹脂14によって被覆されていなくてもよいし、リードフレーム11を備えていなくてもよい。つまり、センサユニット10は、少なくともセンサチップ12を有する構成とされていればよい。
そして、上記各実施形態において、金属薄膜62は、メッキで形成される金属薄膜でなくてもよい。例えば、金属薄膜62は、蒸着等によって形成されていてもよい。
さらに、上記各実施形態では、ターミナル50が四角柱棒状のものを説明したが、ターミナル50は、例えば、円柱棒状とされていてもよいし、四角柱でない角柱棒状とされていてもよい。
また、上記各実施形態では、製造システムは、各種装置100〜180を備える例について説明したが、全ての装置を備えていなくてもよく、少なくとも接合部形成装置140とコネクタケース成形装置170を有していればよい。例えば、上記製造システムにおいて、モールドIC製造装置100を備えず、別の工程において製造されたモールドIC10が搬入されるようにしてもよい。また、上記各実施形態の製造システムにおいて、全ての装置を備えない場合には、備えない装置は各実施形態で適宜変更可能である。
そして、上記各実施形態において、ターミナル50の代わり、またはターミナル50に加えて別の金属部材を備える場合には、当該金属部材に対して、上記のような接合部53を形成することができる。なお、別の金属部材としては、例えば、金属製のハウジング等の構成部品が挙げられる。また、金属部材をコネクタケース40の代わり、または別の樹脂部材で被覆する場合には、当該別の樹脂部材に対してコネクタケース40と同様の構成を適宜採用できる。
さらに、上記各実施形態を適宜組み合わせることができるのはもちろんである。例えば、上記各実施形態において、上記第14実施形態のように、ターミナル50の一端部側が曲げられていてもよい。この場合、図47に示されるように、ターミナル50のうちの曲げられている部分であって、コネクタケース40に被覆される部分に接合部53が形成されるようにしてもよい。なお、ターミナル50の一端部側が曲げられる場合であっても、ターミナル50のうちの曲げられていない部分に接合部53が形成されるようにしてもよい。