JP6920024B2 - Board inspection device, inspection jig, and its board inspection method - Google Patents
Board inspection device, inspection jig, and its board inspection method Download PDFInfo
- Publication number
- JP6920024B2 JP6920024B2 JP2020149552A JP2020149552A JP6920024B2 JP 6920024 B2 JP6920024 B2 JP 6920024B2 JP 2020149552 A JP2020149552 A JP 2020149552A JP 2020149552 A JP2020149552 A JP 2020149552A JP 6920024 B2 JP6920024 B2 JP 6920024B2
- Authority
- JP
- Japan
- Prior art keywords
- inspection
- jig
- substrate
- inspection jig
- camera
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007689 inspection Methods 0.000 title claims description 439
- 238000000034 method Methods 0.000 title claims description 52
- 239000000758 substrate Substances 0.000 claims description 235
- 239000000523 sample Substances 0.000 claims description 73
- 230000003287 optical effect Effects 0.000 claims description 55
- 238000013461 design Methods 0.000 claims description 34
- 230000008569 process Effects 0.000 claims description 31
- 238000003860 storage Methods 0.000 claims description 28
- 238000005259 measurement Methods 0.000 claims description 25
- 238000004519 manufacturing process Methods 0.000 claims description 24
- 238000012937 correction Methods 0.000 claims description 22
- 238000004364 calculation method Methods 0.000 claims description 9
- 230000032258 transport Effects 0.000 description 54
- 230000007246 mechanism Effects 0.000 description 41
- 238000012546 transfer Methods 0.000 description 21
- 238000012545 processing Methods 0.000 description 17
- 230000008859 change Effects 0.000 description 14
- 101000581507 Homo sapiens Methyl-CpG-binding domain protein 1 Proteins 0.000 description 10
- 101001134861 Homo sapiens Pericentriolar material 1 protein Proteins 0.000 description 10
- 102100027383 Methyl-CpG-binding domain protein 1 Human genes 0.000 description 10
- 230000006870 function Effects 0.000 description 9
- 238000012790 confirmation Methods 0.000 description 6
- 238000003384 imaging method Methods 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 238000012360 testing method Methods 0.000 description 4
- 101000837401 Homo sapiens T-cell leukemia/lymphoma protein 1A Proteins 0.000 description 3
- 102100028676 T-cell leukemia/lymphoma protein 1A Human genes 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 238000005286 illumination Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 230000035945 sensitivity Effects 0.000 description 3
- 238000013519 translation Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 238000012795 verification Methods 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 1
- 230000005856 abnormality Effects 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000012938 design process Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000009429 electrical wiring Methods 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
- 235000012431 wafers Nutrition 0.000 description 1
Images









Landscapes
- Testing Of Short-Circuits, Discontinuities, Leakage, Or Incorrect Line Connections (AREA)
- Tests Of Electronic Circuits (AREA)
Description
本発明は、プリント配線基板に形成された配線パターンの検査端子に接触子を接触させて主に当該配線パターンを電気検査する自動位置合せ機能を有する基板検査装置及び検査治具に関する。 The present invention relates to a substrate inspection device and an inspection jig having an automatic alignment function in which a contactor is brought into contact with an inspection terminal of a wiring pattern formed on a printed wiring board to mainly electrically inspect the wiring pattern.
そして、本発明は、プリント配線基板に限らず、例えば、フレキシブル基板、多層配線基板、液晶ディスプレイやプラズマディスプレイ用の電極板、及び半導体パッケージ用セラミックや樹脂の基板やフィルムキャリアなど種々の基板や半導体ウエハなどに形成される電気的配線特性の検査に適用できる。この明細書では、それら種々の配線基板を総称して「基板」と称する。 The present invention is not limited to printed wiring boards, but various substrates and semiconductors such as flexible substrates, multilayer wiring boards, electrode plates for liquid crystal displays and plasma displays, ceramic and resin substrates for semiconductor packages, and film carriers. It can be applied to the inspection of electrical wiring characteristics formed on wafers and the like. In this specification, these various wiring boards are collectively referred to as "boards".
近年、プリント配線基板の微細、高密度に対応したビルドアップ工法による多層基板が定在化している。この製造工法による基板には、層間の配線である微細なビアホールなどが多数存在する。その信頼性試験の1つとして、検査端子間の内部配線抵抗を正確に測定して良否を判定する4端子測定(ケルビン法)が行われている。この場合、多数の微細な検査端子に各2本の接触子を同時に導電接触させることになる。この検査を実施するためには、基板と検査治具を整合させる正確な位置合せが必要になっている。この位置合せに関する先行技術には次のものがある。 In recent years, multi-layer boards using a build-up method that supports fine and high density printed wiring boards have become established. The substrate produced by this manufacturing method has many fine via holes that are wirings between layers. As one of the reliability tests, a four-terminal measurement (Kelvin method) is performed in which the internal wiring resistance between the inspection terminals is accurately measured to determine the quality. In this case, two contacts are brought into conductive contact with a large number of fine inspection terminals at the same time. In order to carry out this inspection, accurate alignment is required to align the substrate with the inspection jig. Prior art for this alignment includes:
特許文献1には、本体の主カメラ44で、基板2を搬送する搬送テーブルのテーブル位置決めマーク57を読み取って基準座標系の原点を定め、さらに、搬送テーブルの補助カメラ55によって検査治具位置決めマーク47A、47Bを読み取って検査治具41の位置を認識する。次に主カメラで基板位置決めマーク2A、2Bを読み取ることで基板の位置を認識する構成を開示する。それによると、テーブル位置決めマークを介して主カメラと補助カメラとの基準座標系の位置関係が固有定数になるということを利用して、基板と検査治具との位置関係を計算してその位置ズレを算出し、検査治具の位置を補正して一致させることにより、基板のパターンと検査治具の接触子との位置の整合を図っている。
In
さらに、整合状態の確認と検査プレス等での基板の位置ズレを検出して補正をするために、検査治具の内部に整合確認用カメラ45を設けて、検査時のプレスの状態で検査治具の整合確認用貫通孔46と基板位置決めマーク2Aとが同軸に重なる状態を撮像して、基板の位置ズレが許容範囲を超えているとプレスを解除して再位置合せを行っている。 Further, in order to confirm the alignment state and detect and correct the misalignment of the substrate by the inspection press or the like, a alignment confirmation camera 45 is provided inside the inspection jig, and the inspection is performed in the state of the press at the time of inspection. An image is taken of a state in which the through hole 46 for checking the alignment of the jig and the substrate positioning mark 2A are coaxially overlapped, and if the displacement of the substrate exceeds the permissible range, the press is released and realignment is performed.
しかし、製作された基板に合せた多数の接触子がある専用の検査治具には微小であるが加工と組立の製造誤差があるので、複数の検査パターンの中心と接触子の針先が完全に一致はしないので、検査パターンが小さい、又は針先の製造誤差の大きい場合には接触子が検査パターンから外れて導通検査がPASSしないことがある。
さらに、検査時の整合を確認するには、専用の検査治具の内部に整合確認用カメラ(照明ユニットを含む)を設置することが必要であるが、基板の高密度化が進み、接触子の増加から検査治具内にカメラ構成を設置するスペースの物理的制約が増して設置が困難な状況がある。
However, the center of multiple inspection patterns and the needle tip of the contacts are perfect because there are manufacturing errors in processing and assembly, although the dedicated inspection jig has a large number of contacts that match the manufactured substrate. If the inspection pattern is small or the manufacturing error of the needle tip is large, the contact may deviate from the inspection pattern and the continuity inspection may not be PASS.
Furthermore, in order to confirm the alignment during inspection, it is necessary to install a matching confirmation camera (including the lighting unit) inside the dedicated inspection jig, but the density of the substrate is increasing and the contacts Due to the increase in the number of cameras, the physical restrictions on the space for installing the camera configuration in the inspection jig increase, making installation difficult.
また、第2の実施形態の1対の移動可能な接触子142A、142Bで全ての回路パターンを順次検査する汎用の検査治具104においては、1対の接触子の先端を補助カメラ55の光軸に整合させて接触子の位置を認識して、汎用の検査治具の座標系を基準座標系に整合させている。
さらに、一対の移動可能な接触子の多数回の接触等での基板の位置ズレに対して、 整合確認用カメラ45が設けられて、検査後にテーブル位置決めマーク47A、47B(符号は57と推定)と基板位置決めマーク2A、2Bを撮像して基板の位置ズレを検出して、第1の実施形態と同様に再位置合せを行っている。
しかし、1枚の基板の全ての回路パターンに接触子を順次移動させて検査する等で、全ての移動の積算時間が掛りすぎて、量産品には不都合な問題がある。
Further, in the general-purpose inspection jig 104 that sequentially inspects all circuit patterns with the pair of movable contacts 142A and 142B of the second embodiment, the tip of the pair of contacts is the light of the auxiliary camera 55. The position of the contactor is recognized by aligning with the axis, and the coordinate system of the general-purpose inspection jig is aligned with the reference coordinate system.
Further, a matching confirmation camera 45 is provided for the displacement of the substrate due to a large number of contacts of the pair of movable contacts, and the table positioning marks 47A and 47B (the code is estimated to be 57) after the inspection. And the substrate positioning marks 2A and 2B are imaged to detect the positional deviation of the substrate, and realignment is performed in the same manner as in the first embodiment.
However, there is an inconvenient problem in mass-produced products because it takes too much time to integrate all the movements by sequentially moving the contacts to all the circuit patterns on one substrate for inspection.
特許文献2には、検査治具の製造時のピン群(接触子群)の誤差について、そのバラツキの様子を本願の図7に示している。そして、その改善の手段が記載されている。複数の検査ピンのうちの一部又は全部の検査ピンのXY方向のピン位置の設計位置からのずれを測定し、その測定したずれを平均してピンずれ平均を取得し、検査治具に設けられた治具位置マークのXY方向の位置の設計位置からのずれを測定して治具位置マークずれを取得し、ピンずれ平均と治具位置マークずれ(平均)とを、個別にあるいは合成して基板検査装置に登録し、そのデータに基づいて、基板カメラ24の取得した基板位置マークと治具カメラ21が取得した治具位置マークの位置から光学的位置合せをしている。
このピン位置群と治具位置マーク位置の取得は、具体的にはピンの先端側を保持する第1ピン保持部材134の加工が完了したした時点でのピン群と治具位置マークの貫通孔を実際に測定した測長値(実測値)で代用している。
しかし、基板検査装置に登録する治具位置データとして、ピン群のずれはXY成分の平均値であって個々のピンのずれ量を問わないので、検査端子が小さい面積や、ピンのずれ量の大きい検査端子で接触が外れる可能性がある。
In
The acquisition of the pin group and the jig position mark position is specifically a through hole of the pin group and the jig position mark when the processing of the first pin holding member 134 that holds the tip end side of the pin is completed. Is substituted with the actually measured length measurement value (actual measurement value).
However, as the jig position data registered in the substrate inspection device, the deviation of the pin group is the average value of the XY components, and the deviation amount of each pin does not matter. Large inspection terminals can cause contact loss.
特許文献3には、下側の撮像部4を移動させて上プローブ治具の一対の基準点を、また上側の撮像部3で同様に下プローブ治具の一対の下基準点を各々撮像し、検査時には上下の撮像部を基準位置Tに戻して、ICパッケージ用基板の表裏面を上下の撮像部各々で個別に基板の表裏の一対の基準点を撮像し画像解析して、基板の表裏でのズレ補正量を算出して上プローブ治具と下プローブ治具をX軸・Y軸・θ方向に個別に補正動作させている。この構成は上下の2つの撮像部3、4(カメラ)でICパッケージ用基板の表裏と、上下プローブ治具の位置を認識できる。
しかし、基準位置Tに上下のカメラの位置と光軸が一致して、かつ上下カメラの各々の送り機構とワーク送り機構5の3つの座標系が一致していることが条件になる。経時的な動作前後、動作中などに光軸も含め相互にずれる恐れがあり、その一つでもずれた場合には再調整が必要になる。又、この3つの座標系の基準標識(マーク)が開示されておらず、現場での再調整は容易では無い問題がある。
In
However, it is a condition that the positions of the upper and lower cameras and the optical axis coincide with the reference position T, and the three coordinate systems of the feed mechanism and the
特許文献4には、感圧紙(圧力を加えることで黒色変色する白色のシート)の打痕シートを基板に貼り付けて、テストヘッドをプレスしてプローブPの打痕を取得し、直線状の特定の打痕を装置のカメラで位置認識して統計処理することから、全てのプローブPの位置ずれの状態である「位置ずれ量」および「位置ずれ方向」を特定している。これは、基板から直接にプローブPの不明確な打痕を特定する困難が打痕シートを張り付けることで解決されている。
しかし、この作業はテストヘッドを装置に搭載する度に必要であり、作業者の負担になる。又、プローブの動作不良で交換を要する時、テストヘッドを装置から取り外すことになるので再度この作業を行う必要もある。
In
However, this work is necessary every time the test head is mounted on the device, which is a burden on the operator. In addition, when the probe is malfunctioning and needs to be replaced, the test head will be removed from the device, so it is necessary to perform this operation again.
この上記の問題に対して特許文献5では、上記の光学的位置合せされた光学位置の周辺を電気検査で探査して電気検査に適合する中央の位置を求めて、電気検査の位置との差を表すデータを検査治具と1対1に装置の主記憶装置又は検査治具の記憶手段に書込み及び読出しを行い、その差を表すデータに基づいて位置合わせしている。
また、基板検査装置については、マスタースケールを用いて、基板検査装置の測定の基準を共通化して、複数の各基板検査装置の固有の誤差を取り除くキャリブレーションを行っている。
In response to this above problem, in
Further, with respect to the substrate inspection apparatus, the master scale is used to standardize the measurement criteria of the substrate inspection apparatus and perform calibration to remove the inherent error of each of the plurality of substrate inspection apparatus.
しかし、電気探査する場合、サンプルの同じ基板を光学位置から少し位置を移動して多数回プレスことになり、サンプル基板をキズ不良にしてしまう問題がある。
また、複数の各基板検査装置の固有の誤差を取り除くキャリブレーションとしては、主カメラとマスタースケールに依るXY座標系の原点の設定だけでは、まだ各装置の固有の特性が残ることがある。
さらに、基板は設計通りに製造されたものとしているが、基板にも製造工程で対象のマーク位置などに位置誤差のバラツキもある。
上記の様に検査の前に検査治具と基板の位置を認識し、基板に検査治具を位置合せする手段に各種の工夫がなされているが、改善の余地がある。
However, in the case of electrical exploration, there is a problem that the same substrate of the sample is moved a little from the optical position and pressed many times, resulting in scratch defects on the sample substrate.
Further, as a calibration for removing the peculiar error of each of the plurality of substrate inspection devices, the peculiar characteristics of each device may still remain only by setting the origin of the XY coordinate system by the main camera and the master scale.
Further, although it is assumed that the substrate is manufactured as designed, there are variations in the positional error in the target mark position and the like in the manufacturing process of the substrate.
As described above, various measures have been taken to recognize the positions of the inspection jig and the substrate before the inspection and to align the inspection jig with the substrate, but there is room for improvement.
特許文献1乃至4の位置合せの方式では、基板の位置に光学的位置合せをした位置から少しシフトした位置に電気検査に適合するPASSが出易い基板の検査端子と検査治具の接触子とが整合に適する電気位置が存在することがある。その為に、特許文献5では光学位置と電気位置の差のデータを検査治具の製造誤差として1対1に記憶し、光学位置に加算している。しかし、搭載する基板検査装置が変わると、電気位置も変わることがあって、再度光学位置の周辺を電気探査して電気検査に適合する電気位置を認識し、その適合位置が既存の位置と相違している場合には、その適合位置が位置合せの目標位置になるように、位置合せデータを修正して対処することが必要になる。
In the alignment method of
又、複数の基板検査装置と複数の検査治具とを用いる場合には、それらの組み合わせを変更すると光学位置と電気適合位置と差のデータを再度修正することがあるため、検査基板の製品名の変更の際のセットアップ時間が長くなることがある。
上記の状況から、複数の基板検査装置、検査治具、及び基板の各々にまだ製造誤差のバラツキに依る誤差要因あることが判る。各部のその要因について適切な処置が必要となる。
Further, when using a plurality of substrate inspection devices and a plurality of inspection jigs, if the combination thereof is changed, the data of the difference between the optical position and the electrically compatible position may be corrected again, so the product name of the inspection board. Setup time may be longer when changing.
From the above situation, it can be seen that each of the plurality of substrate inspection devices, inspection jigs, and substrates still has an error factor due to the variation in manufacturing error. Appropriate measures are required for the factors of each part.
本発明は、上記の観点から、光学位置と電気位置の差を最少化して、その差の登録は1つで複数の装置に経時的にも適用が可能な、より適正な光学的位置合せを実現する。そして、新製品の新基板の登録設定、及び基板の機種変更の際などのセットアップ時間を短縮する基板検査装置とそれに搭載する検査治具、及びその位置合せ方法を提供することを目的とする。 From the above viewpoint, the present invention minimizes the difference between the optical position and the electrical position, and one registration of the difference provides more appropriate optical alignment that can be applied to a plurality of devices over time. Realize. An object of the present invention is to provide a substrate inspection device for shortening the setup time such as registration setting of a new substrate of a new product and a change of substrate model, an inspection jig mounted on the substrate inspection jig, and an alignment method thereof.
本発明の第1の手段は、電気回路が配線された複数の検査端子と複数の基板位置マークのある基板の電気特性を検査する基板検査装置において、基板検査装置に搭載されて、検査端子にプローブを当接させる交換可能な検査治具と、検査治具を検査治具保持部に保持し移動させる検査治具移動部と、基板を基板保持部に保持し搬送する複数のテーブル位置マークがある搬送テーブルと、搬送テーブルと相対的に移動して、複数の基板位置マークと複数のテーブル位置マークとを含む搬送テーブル上の複数の位置マークを認識する主カメラと、を備え、検査治具には、プローブの先端を検査端子に案内する案内孔と複数の治具位置マークがある案内板があり、搬送テーブルには、検査治具と相対的に移動して複数の治具位置マークを認識する補助カメラがあり、基板検査装置は、基板と検査治具を整合させる光学的位置合せにおいて、主カメラが認識した複数のテーブル位置マークを基に直交座標である制御座標の原点の位置と座標軸の方向を定めて、検査治具と搬送テーブルの相対的な移動を制御する制御装置を更に備え、制御装置は、主カメラが認識した複数の基板位置マークから基板の位置を制御座標上に認識し、補助カメラが認識した複数の治具位置マークから検査治具の位置を制御座標上に認識することに依り、基板と検査治具を整合させることを特徴とする基板検査装置。 The first means of the present invention is a board inspection device for inspecting the electrical characteristics of a plurality of inspection terminals to which an electric circuit is wired and a board having a plurality of board position marks. There are a replaceable inspection jig that brings the probe into contact, an inspection jig moving part that holds the inspection jig in the inspection jig holding part and moves it, and a plurality of table position marks that hold the substrate in the board holding part and carry it. An inspection jig including a transfer table and a main camera that moves relative to the transfer table and recognizes a plurality of position marks on the transfer table including a plurality of board position marks and a plurality of table position marks. Has a guide hole that guides the tip of the probe to the inspection terminal and a guide plate with multiple jig position marks, and the transport table moves relative to the inspection jig to display multiple jig position marks. There is an auxiliary camera that recognizes, and the board inspection device determines the position of the origin of the control coordinates, which are orthogonal coordinates based on the plurality of table position marks recognized by the main camera, in the optical alignment for aligning the board and the inspection jig. It is further equipped with a control device that determines the direction of the coordinate axes and controls the relative movement of the inspection jig and the transfer table, and the control device sets the position of the board on the control coordinates from a plurality of board position marks recognized by the main camera. A substrate inspection device characterized in that the substrate and the inspection jig are aligned by recognizing and recognizing the position of the inspection jig on the control coordinates from a plurality of jig position marks recognized by the auxiliary camera.
本発明の第2手段は、第1の手段において、複数のテーブル位置マークは、3つ以上あって、制御座標の1軸上の近くに2つ以上、離れて1つ以上ある。
本発明の第3の手段は、第1又は2の手段において、検査治具保持部に搬送テーブル上の複数の位置マーク認識する整合カメラが取り付けられており、前記制御装置は、主カメラ又は整合カメラが認識する複数のテーブル位置マークに基づいて、搬送テーブルのX方向又はY方向の動き、及び検査治具移動部による検査治具保持部のX方向又はY方向の動きの制御座標のX軸及びY軸からのずれを認識し、認識したずれに基づいて、搬送テーブルのX方向又はY方向の動き、及び検査治具移動部による検査治具保持部のX方向又はY方向の動きの制御を補正する。
本発明の第4の手段は、第3の手段において、基板保持部に校正データのあるXY標準スケールが保持されて、XY標準スケール上の複数の所定位置を主カメラ又は整合カメラが認識することに依り、制御座標が校正されている。
In the second means of the present invention, in the first means, there are three or more table position marks, two or more near one axis of the control coordinates, and one or more apart from each other.
In the third means of the present invention, in the first or second means, a matching camera that recognizes a plurality of position marks on the transport table is attached to the inspection jig holding portion, and the control device is the main camera or matching. Based on the plurality of table position marks recognized by the camera, the X-axis of the control coordinates of the movement of the transport table in the X-direction or Y-direction, and the movement of the inspection jig holding portion by the inspection jig moving portion in the X-direction or Y-direction. And the deviation from the Y axis is recognized, and the movement of the transport table in the X direction or the Y direction and the movement of the inspection jig holding portion in the X direction or the Y direction by the inspection jig moving portion are controlled based on the recognized deviation. To correct.
In the fourth means of the present invention, in the third means, the XY standard scale having the calibration data is held in the substrate holding portion, and the main camera or the matching camera recognizes a plurality of predetermined positions on the XY standard scale. The control coordinates are calibrated according to the above.
本発明の第5の手段は、第3又は4の手段において、補助カメラには、搬送テーブルに固定された、その光軸位置を示す補助カメラ位置マークがあり、制御装置は、主カメラ又は整合カメラが認識した補助カメラ位置マークにより、補助カメラの位置を制御座標上に認識する。
本発明の第6の手段は、第3乃至5の何れかの手段において、制御装置は、所定条件毎に、主カメラ又は整合カメラが認識する複数のテーブル位置マークに基づいて、搬送テーブルのX方向又はY方向の動き、及び検査治具移動部による検査治具保持部のX方向又はY方向の動きの制御座標のX軸及びY軸からのずれを認識し、認識したずれに基づいて、搬送テーブルのX方向又はY方向の動き、及び検査治具移動部による検査治具保持部のX方向又はY方向の動きの制御を補正し、補助カメラが認識する複数の治具位置マークに基づいて、検査治具の位置を制御座標上に認識する。
In the fifth means of the present invention, in the third or fourth means, the auxiliary camera has an auxiliary camera position mark fixed to the transport table to indicate the position of the optical axis thereof, and the control device is the main camera or the matching. The position of the auxiliary camera is recognized on the control coordinates by the auxiliary camera position mark recognized by the camera.
In the sixth means of the present invention, in any of the third to fifth means, the control device X of the transport table based on a plurality of table position marks recognized by the main camera or the matching camera for each predetermined condition. The deviation of the control coordinates of the movement in the direction or the Y direction and the movement of the inspection jig holding portion by the inspection jig moving portion in the X direction or the Y direction from the X axis and the Y axis is recognized, and based on the recognized deviation. Corrects the movement of the transport table in the X or Y direction and the control of the movement of the inspection jig holding part in the X or Y direction by the inspection jig moving part, and is based on a plurality of jig position marks recognized by the auxiliary camera. Then, the position of the inspection jig is recognized on the control coordinates.
本発明の第7の手段は、第1乃至6の何れかの手段において、制御装置は、主カメラが認識する、基板表面のレジストマスクの複数の開口部から選んだ複数のレジスト位置マークと、複数の基板位置マークから、レジストマスクの検査端子からの位置ずれを認識し、その位置ずれを基板の位置の認識に反映させる。
本発明の第8の手段は、第1乃至7の何れかの手段において、制御装置もしくは検査治具が記憶部を有するか、又は制御装置が外部記憶手段に接続される外部インターフェースを有し、制御装置は、検査治具について、光学的に位置合せした光学位置と、電気検査に適合する電気位置との差を認識し、認識した差を表すデータを、個々の検査治具と1対1に関連付けて、記憶部又は外部記憶手段に記憶し、検査治具保持部に保持された検査治具に関連付けられた差を表すデータを記憶部又は外部記憶手段から読出し、読み出した差を表わすデータに基づいて位置合せを行う。
According to the seventh means of the present invention, in any of the first to sixth means, the control device comprises a plurality of resist position marks selected from a plurality of openings of the resist mask on the substrate surface recognized by the main camera. The position deviation of the resist mask from the inspection terminal is recognized from the plurality of board position marks, and the position deviation is reflected in the recognition of the position of the board.
The eighth means of the present invention is any of the first to seventh means, wherein the control device or inspection jig has a storage unit, or the control device has an external interface connected to the external storage means. The control device recognizes the difference between the optically aligned optical position and the electrical position conforming to the electrical inspection of the inspection jig, and generates data representing the recognized difference on a one-to-one basis with each inspection jig. Data representing the difference stored in the storage unit or the external storage means and associated with the inspection jig held in the inspection jig holding unit is read from the storage unit or the external storage means, and the data representing the read-out difference is represented. Align based on.
本発明の第9の手段は、第1乃至8の何れかの手段において、基板検査装置を用意する用意工程と、主カメラが、搬送テーブルと相対的に移動して、複数の基板位置マークと複数のテーブル位置マークとを含む搬送テーブル上の複数の位置マークを認識する工程と、制御装置が、主カメラが認識した複数のテーブル位置マークを基に直交座標である制御座標の原点の位置と座標軸の方向を定める工程と、補助カメラが、検査治具保持部に搭載されている検査治具と相対的に移動して複数の治具位置マークを認識する工程と、基板保持部に基板を載置する工程と、主カメラが、搬送テーブルと相対的に移動して、載置された基板の複数の基板位置マークを認識する工程と、制御装置が、主カメラが認識した複数の基板位置マークから基板の位置を制御座標上に認識し、補助カメラが認識した複数の治具位置マークから検査治具の位置を制御座標上に認識することに依り、基板と検査治具とを整合させる整合工程と、整合工程の後に、基板と検査治具を当接させて、電気検査する工程と、を含むことを特徴とする基板検査方法。 The ninth means of the present invention is the preparation step of preparing the board inspection device in any of the first to eighth means, and the main camera moves relative to the transfer table to form a plurality of board position marks. The process of recognizing a plurality of position marks on a transport table including a plurality of table position marks, and the position of the origin of control coordinates which are orthogonal coordinates based on the plurality of table position marks recognized by the main camera. The process of determining the direction of the coordinate axes, the process of the auxiliary camera moving relative to the inspection jig mounted on the inspection jig holding part to recognize multiple jig position marks, and the process of placing the board on the board holding part. The process of mounting, the process of the main camera moving relative to the transport table to recognize multiple board position marks on the mounted board, and the process of the control device recognizing multiple board positions recognized by the main camera. By recognizing the position of the board on the control coordinates from the mark and recognizing the position of the inspection jig on the control coordinates from the multiple jig position marks recognized by the auxiliary camera, the board and the inspection jig are matched. A substrate inspection method comprising a matching step and a step of bringing the substrate into contact with an inspection jig and performing an electrical inspection after the matching step.
本発明の第10の手段は、第9の手段において、用意工程は、基板検査装置として、検査治具保持部に搬送テーブル上の複数の位置マーク認識する整合カメラが取り付けられた基板検査装置を用意し、基板検査方法は、主カメラ又は整合カメラが、搬送テーブルと相対的に移動して、複数のテーブル位置マークを認識するマーク認識工程と、制御装置が、マーク認識工程で認識された複数のテーブル位置マークに基づいて、搬送テーブルのX方向又はY方向の動き、及び検査治具移動部による検査治具保持部のX方向又はY方向の動きの制御座標のX軸及びY軸からのずれを認識する、ずれ認識工程と、制御装置が、ずれ認識工程で認識したずれに基づいて、搬送テーブルのX方向又はY方向の動き、及び検査治具移動部による検査治具保持部のX方向又はY方向の動きの制御を補正する補正工程と、を更に含む。
本発明の第11の手段は、第10の手段において、基板保持部に、校正データのあるXY標準スケールを保持させる工程と、主カメラ又は整合カメラが、搬送テーブルと相対的に移動して、XY標準スケール上の複数の所定位置を認識する工程と、制御装置が、認識された複数の所定位置により、制御座標を校正する工程と、を更に含む。
The tenth means of the present invention is a ninth means, in which the preparation step is a board inspection device in which a matching camera that recognizes a plurality of position marks on a transport table is attached to an inspection jig holding portion as a board inspection device. The prepared board inspection method includes a mark recognition step in which the main camera or the matching camera moves relative to the transport table to recognize a plurality of table position marks, and a plurality of control devices recognized in the mark recognition step. From the X-axis and Y-axis of the control coordinates of the movement of the transport table in the X-direction or Y-direction and the movement of the inspection jig holding portion in the X-direction or Y-direction by the inspection jig moving portion based on the table position mark of Based on the deviation recognition process that recognizes the deviation and the deviation recognized by the control device in the deviation recognition process, the movement of the transport table in the X or Y direction, and the X of the inspection jig holding unit by the inspection jig moving unit. A correction step of correcting the control of movement in the direction or the Y direction is further included.
The eleventh means of the present invention is the step of causing the substrate holding portion to hold the XY standard scale having the calibration data in the tenth means, and the main camera or the matching camera moves relative to the transfer table. It further includes a step of recognizing a plurality of predetermined positions on the XY standard scale and a step of the control device calibrating the control coordinates based on the recognized plurality of predetermined positions.
本発明の第12の手段は、第10又は11の手段において、用意工程は、基板検査装置として、補助カメラに、搬送テーブルに固定された、その光軸位置を示す補助カメラ位置マークがある基板検査装置を、用意し、基板検査方法は、主カメラ又は整合カメラが、搬送テーブルと相対的に移動して、補助カメラ位置マークを認識する工程と、制御装置が、主カメラ又は整合カメラが認識した補助カメラ位置マークにより、補助カメラの位置を制御座標上に認識する工程と、を更に含む。
本発明の第13の手段は、第10乃至12の何れかの手段において、主カメラ又は整合カメラが所定条件毎に、搬送テーブルと相対的に移動して、複数のテーブル位置マークを認識する別のマーク認識工程と、制御装置が、別のマーク認識工程で認識された複数のテーブル位置マークに基づいて、搬送テーブルのX方向又はY方向の動き、及び検査治具移動部による検査治具保持部のX方向又はY方向の動きの制御座標のX軸及びY軸からのずれを認識する別のずれ認識工程と、制御装置が、別のずれ認識工程で認識したずれに基づいて、搬送テーブルのX方向又はY方向の動き、及び検査治具移動部による検査治具保持部のX方向又はY方向の動きの制御を補正する工程と、補助カメラが前記所定条件毎に、検査治具と相対的に移動して、複数の治具位置マークを認識する治具位置マーク認識工程と、制御装置が、治具位置マーク認識工程で認識された複数の治具位置マークに基づいて、検査治具の位置を制御座標上に認識する工程と、を更に含む。
The twelfth means of the present invention is the tenth or eleventh means. An inspection device is prepared, and the board inspection method is a process in which the main camera or the matching camera moves relative to the transport table to recognize the auxiliary camera position mark, and the control device recognizes the main camera or the matching camera. The step of recognizing the position of the auxiliary camera on the control coordinates by the auxiliary camera position mark is further included.
In the thirteenth means of the present invention, in any of the tenth to twelfth means, the main camera or the matching camera moves relative to the transport table for each predetermined condition to recognize a plurality of table position marks. Based on the mark recognition process of No. 1 and the plurality of table position marks recognized by the control device in another mark recognition process, the movement of the transport table in the X or Y direction, and the inspection jig holding by the inspection jig moving part. A transport table based on another deviation recognition step that recognizes the deviation of the control coordinates of the X-direction or Y-direction movement of the jig from the X-axis and the Y-axis, and the deviation recognized by the control device in another deviation recognition process. The step of correcting the movement of the inspection jig holding part in the X direction or the Y direction and the control of the movement of the inspection jig holding part by the inspection jig moving part in the X direction or the Y direction, and the auxiliary camera with the inspection jig for each of the predetermined conditions. The inspection cure is based on the jig position mark recognition process that moves relatively and recognizes a plurality of jig position marks, and the control device based on the plurality of jig position marks recognized in the jig position mark recognition process. It further includes a step of recognizing the position of the jig on the control coordinates.
本発明の第14の手段は、第9乃至13の何れかの手段において、主カメラが、搬送テーブルと相対的に移動して、基板表面のレジストマスクの複数の開口部のうちの複数のレジスト位置マークを複数の基板位置マークとともに認識する工程と、
制御装置が、認識された複数のレジスト位置マークと複数の基板位置マークからレジストマスクの検査端子からの位置ずれを認識し、その位置ずれを基板の位置の認識に反映させる工程と、を更に含む。
本発明の第15の手段は、第9乃至14の何れかの手段において、用意工程は、基板検査装置として、制御装置又は前記検査治具が記憶部を有する基板検査装置を用意し、基板検査方法は、制御装置が、検査治具について、光学的に位置合せした光学位置と、電気検査に適合する電気位置との差を認識する工程と、制御装置が、認識した差を表すデータを個々の検査治具と1対1に関連付けて記憶部に記憶する工程と、制御装置が、検査治具保持部に保持された検査治具に関連付られた差を表すデータを記憶部から読出す工程と、を更に含み、整合工程は、制御装置が、読み出した差を表わすデータに基づいて、基板と検査治具を整合させる工程を含む。
In the fourteenth means of the present invention, in any of the ninth to thirteenth means, the main camera moves relative to the transport table, and a plurality of resists among the plurality of openings of the resist mask on the surface of the substrate are used. The process of recognizing position marks together with multiple board position marks,
The control device further includes a step of recognizing the position deviation of the resist mask from the inspection terminal from the recognized plurality of resist position marks and the plurality of substrate position marks, and reflecting the position deviation in the recognition of the position of the substrate. ..
The fifteenth means of the present invention is any of the ninth to fourteenth means, and in the preparation step, a control device or a board inspection device in which the inspection jig has a storage unit is prepared as the board inspection device, and the board is inspected. The method is a process in which the control device recognizes the difference between the optically aligned optical position and the electric position conforming to the electric inspection for the inspection jig, and the data representing the recognized difference is individually displayed by the control device. The process of storing in the storage unit in a one-to-one relationship with the inspection jig and the control device reads out from the storage unit data representing the difference associated with the inspection jig held in the inspection jig holding unit. The matching step further includes a step of matching the substrate and the inspection jig based on the data representing the difference read by the control device.
本発明の第16の手段は、第9乃至15の何れかの手段において、主カメラが連続自動検査中の所定条件毎に、搬送テーブルと相対的に移動して複数のテーブル位置マークを認識するテーブル位置マーク認識工程と、制御装置が、テーブル位置マーク認識工程で認識された複数のテーブル位置マークの連続自動検査のスタート時からの差異をチェックして制御座標の原点の位置と座標軸の方向を再設定する工程と、補助カメラが、連続自動検査中の所定条件毎に、複数の治具位置マークを認識する工程と、を更に含む。 In any of the ninth to fifteenth means, the sixteenth means of the present invention moves relative to the transport table and recognizes a plurality of table position marks for each predetermined condition during continuous automatic inspection. The control device checks the difference between the table position mark recognition process and the start of continuous automatic inspection of multiple table position marks recognized in the table position mark recognition process, and determines the position of the origin of the control coordinates and the direction of the coordinate axes. It further includes a step of resetting and a step of the auxiliary camera recognizing a plurality of jig position marks for each predetermined condition during continuous automatic inspection.
本発明の第17の手段は、第9乃至16の何れかの手段の基板検査方法であって、制御装置が、主カメラの認識した複数のテーブル位置マークを基に直交座標である制御座標の原点の位置と座標軸の方向を定める工程と、補助カメラが、検査治具と相対的に移動して制御座標上に複数の治具位置マークを位置認識する工程と、基板保持部に複数の治具位置マークに対向する部分に、感圧シートが貼られた感圧記録板を固定する工程と、感圧記録板が検査治具の直下の検査位置となるように、搬送テーブルが検査治具に対し相対移動する工程と、検査治具の案内板を感圧記録板にプレスし、それにより複数の治具位置マークの圧接跡を、複数の感圧位置マークとして感圧シートに記録し、かつその後にプレスを解除するように、検査治具移動部が検査治具を移動させる工程と、その後に主カメラが基板を認識する基板認識位置に相対移動する工程と、主カメラが、搬送テーブルと相対移動し基板保持部に固定された感圧感圧シートに記録された複数の感圧位置マークを認識する工程と、補助カメラが認識する検査位置における複数の治具位置マークの制御座標上の位置が、主カメラが基板認識位置における複数の感圧位置マークを通じて認識する検査位置における複数の治具位置マークの制御座標上の位置に、一致することを検証する工程と、を更に含む。 The 17th means of the present invention is the substrate inspection method of any of the 9th to 16th means, in which the control device has control coordinates that are orthogonal coordinates based on a plurality of table position marks recognized by the main camera. The process of determining the position of the origin and the direction of the coordinate axis, the process of the auxiliary camera moving relative to the inspection jig to recognize the position of multiple jig position marks on the control coordinates, and the process of recognizing multiple jig position marks on the substrate holding part. The transfer table is an inspection jig so that the process of fixing the pressure-sensitive recording plate with the pressure-sensitive sheet attached to the part facing the tool position mark and the inspection position of the pressure-sensitive recording plate directly under the inspection jig. The process of moving relative to the jig and the guide plate of the inspection jig are pressed against the pressure-sensitive recording plate, thereby recording the pressure contact marks of multiple jig position marks on the pressure-sensitive sheet as multiple pressure-sensitive position marks. After that, the inspection jig moving unit moves the inspection jig so as to release the press, and then the main camera moves relative to the board recognition position where the board is recognized, and the main camera moves the transfer table. On the control coordinates of the process of recognizing multiple pressure-sensitive position marks recorded on the pressure-sensitive pressure-sensitive sheet fixed to the substrate holding portion and the multiple jig position marks at the inspection position recognized by the auxiliary camera. It further includes a step of verifying that the position matches the position on the control coordinates of the plurality of jig position marks at the inspection position recognized by the main camera through the plurality of pressure sensitive position marks at the substrate recognition position.
本発明の第18の手段は、電気回路が配線された複数の検査端子を有する基板の電気特性を検査する基板検査装置に搭載される検査治具であって、
検査治具本体と、データが記録された記録媒体とを備え、検査治具本体は、基板検査装置の検査治具保持部に保持される治具べースと、検査端子に接触する複数のプローブと、複数のプローブを保持するプローブ保持部と、複数のプローブの先端を検査端子に案内する複数の案内孔がある案内板と、を含み、案内板は、光学的に位置認識が可能な複数の治具位置マークを有しており、記録媒体のデータは複数の治具位置マークの設計上の位置データと、複数の治具位置マークの補正後の位置データと、を含んでおり、補正後の位置データは、基板の複数の検査端子の設計上の検査点と、複数の案内孔の測定位置又は複数のプローブの先端群の測定位置から設定された複数のプローブの接触点群の位置と、が適性に整合するように、複数の治具位置マークの測定位置から補正された複数の治具位置マークの位置データである。
The eighteenth means of the present invention is an inspection jig mounted on a substrate inspection device for inspecting the electrical characteristics of a substrate having a plurality of inspection terminals to which an electric circuit is wired.
The inspection jig main body is provided with a recording medium on which data is recorded, and the inspection jig main body includes a jig base held in the inspection jig holding portion of the substrate inspection device and a plurality of jig bases in contact with inspection terminals. The guide plate includes a probe, a probe holding portion for holding a plurality of probes, and a guide plate having a plurality of guide holes for guiding the tips of the plurality of probes to the inspection terminal, and the guide plate can optically recognize the position. It has a plurality of jig position marks, and the data of the recording medium includes the design position data of the plurality of jig position marks and the corrected position data of the plurality of jig position marks. The corrected position data is the contact point group of the plurality of probes set from the design inspection points of the plurality of inspection terminals on the substrate and the measurement positions of the plurality of guide holes or the tip group of the plurality of probes. It is the position data of a plurality of jig position marks corrected from the measurement positions of the plurality of jig position marks so that the position and the position are appropriately matched.
本発明の第19の手段は、第18の手段において、適正に整合する条件は、複数のプローブの接触点群の位置の、複数の検査端子の設計上の検査点からのずれ量、又は複数の検査端子の設計上の領域から外れる余裕量から決定されている。
本発明の第20の手段は、第18又は19の手段において、検査治具は基板検査装置によってデータの書込み及び読出しが行われる記憶手段を備え、記憶手段は、記録媒体を含んでいる。
In the nineteenth means of the present invention, in the eighteenth means, the condition for proper matching is the amount of deviation of the positions of the contact point groups of the plurality of probes from the design inspection points of the plurality of inspection terminals, or a plurality of. It is determined from the margin amount that deviates from the design area of the inspection terminal.
A twentieth means of the present invention is the eighteenth or nineteenth means, wherein the inspection jig includes a storage means in which data is written and read by a substrate inspection device, and the storage means includes a recording medium.
本発明の第21の手段は、第18乃至20の何れかの手段において、検査治具の製造方法であって、複数の治具位置マークの補正後の位置データを作成する工程を含み、工程は、基板の複数の検査端子の設計データを作成する工程と、製造した検査治具本体の複数の治具位置マークの位置、及び複数の案内孔の位置又は複数のプローブの先端群の位置を測定する工程と、測定された位置から複数のプローブの接触点群の位置を設定する工程と、基板の複数の検査端子群に適性に整合するための複数のプローブの接触点群の回転量と移動量を探査し決定する工程と、決定された回転量及び移動量に対応するように、複数の治具位置マークの測定位置から補正された補正後の位置データを作成する工程と、を含む検査治具の製造方法。 The 21st means of the present invention is a method for manufacturing an inspection jig in any of the 18th to 20th means, which includes a step of creating corrected position data of a plurality of jig position marks. Is the process of creating design data for multiple inspection terminals on the substrate, the positions of multiple jig position marks on the manufactured inspection jig body, and the positions of multiple guide holes or the positions of the tips of multiple probes. The step of measuring, the step of setting the position of the contact point group of a plurality of probes from the measured position, and the rotation amount of the contact point group of a plurality of probes for suitable matching with a plurality of inspection terminal groups of the substrate. Includes a step of exploring and determining the amount of movement and a step of creating corrected position data corrected from the measurement positions of a plurality of jig position marks so as to correspond to the determined amount of rotation and amount of movement. Manufacturing method of inspection jig.
本発明の第1又は9の手段に依れば、主カメラと補助カメラが光学的に自動認識する複数の位置マークから、自動で基板と検査治具が光学的位置合せすることが経時的にできて、作業者の負担を軽減する。常設の固定の複数のテーブル位置マークがあるので、主カメラが相対移動して認識する直交座標の制御座標上で搬送テーブルを少なくとも面として位置(X,Y,Θ)認識するので、以前の面の位置認識との差異から経時的変化が判り、直交座標の原点と座標軸の方向を制御座標に設定する時に、種々の機構本体の再設定、補正、警告などの適切な処置をすることができる。例えば、面の平行移動であれば、主カメラの光軸移動等として再設定とする。主カメラの相対移動を搬送テーブルのXY平面歪の範囲で、制御座標上に経時的に維持できて、複数の面の認識と制御の位置合せが経時的に再現できる。
カメラが相対移動して認識する制御座標が直交座標であるので、各々の認識面の複数の位置マークが何れの方向に在っても、その面の位置を中心点と、その回転として制御座標上に適正に認識できる。
基板の複数の検査端子に当接するプローブの先端を摺動可能に案内する案内孔がある案内板に固定の複数の治具位置マークがあるので、複数のプローブ先端の位置バラツキが制限されて安定する。又、2つのカメラは任意の時に各々が対向する複数の位置マークを認識できるので経時変化が判り、位置合せの再現性を確保できる。
According to the first or ninth means of the present invention, it is possible to automatically align the substrate and the inspection jig with time from a plurality of position marks optically automatically recognized by the main camera and the auxiliary camera. It can reduce the burden on workers. Since there are multiple permanent fixed table position marks, the position (X, Y, Θ) of the transport table is recognized as at least a surface on the control coordinates of the Cartesian coordinates that the main camera recognizes by moving relative to the previous surface. The change over time can be seen from the difference from the position recognition of, and when setting the origin of Cartesian coordinates and the direction of the coordinate axes to the control coordinates, it is possible to take appropriate measures such as resetting, correction, and warning of various mechanism bodies. .. For example, if the surface is translated, it is reset as the optical axis movement of the main camera. The relative movement of the main camera can be maintained over time on the control coordinates within the range of the XY plane distortion of the transport table, and the recognition of a plurality of surfaces and the alignment of the control can be reproduced over time.
Since the control coordinates recognized by the camera moving relative to each other are Cartesian coordinates, the control coordinates are defined as the center point and its rotation regardless of the direction in which the plurality of position marks on each recognition surface are located. Can be properly recognized above.
There are guide holes that slideably guide the tips of probes that come into contact with multiple inspection terminals on the board. Since there are multiple jig position marks fixed on the guide plate, the position variation of the tips of multiple probes is limited and stable. do. Further, since the two cameras can recognize a plurality of position marks facing each other at any time, the change with time can be known and the reproducibility of the alignment can be ensured.
本発明の第2の手段に依れば、搬送テーブルには、3つ以上の固定の複数のテーブル位置マークが2次元の位置にあるので、常設のXYスケール(本体定数)として機能し主カメラのXY移動部の直交度などの経時変化も明確に判る。移動部の回転と直交度の区別が出来る。又、任意の時に複数のテーブル位置マークを基に補正が可能になる。
カメラは相対移動して位置認識するので、適時のXYスケールの認識と移動部の補正が経時的に必要となることがある。
本発明の第3又は10の手段に依れば、主カメラと整合カメラが認識する複数のテーブル位置マークの位置ずれに基づいて、相対的な移動の制御を補正して制御座標上の移動とカメラの認識の再現性が安定する。搬送テーブルが回転テーブルなどの種々の機構本体の構成に対応が出来る。制御座標上に基板認識位置と検査位置での相対移動(平行移動)を確保できる。
According to the second means of the present invention, since the transport table has three or more fixed plurality of table position marks at two-dimensional positions, it functions as a permanent XY scale (main body constant) and the main camera. The change with time such as the degree of orthogonality of the XY moving part of the above can be clearly seen. It is possible to distinguish between the rotation of the moving part and the degree of orthogonality. In addition, correction can be performed based on a plurality of table position marks at any time.
Since the camera moves relative to each other to recognize the position, it may be necessary to recognize the XY scale in a timely manner and correct the moving portion over time.
According to the third or tenth means of the present invention, the relative movement control is corrected and the movement on the control coordinates is performed based on the positional deviation of the plurality of table position marks recognized by the main camera and the matching camera. The reproducibility of camera recognition is stable. The transport table can correspond to the configuration of various mechanism bodies such as a rotary table. Relative movement (translation) between the board recognition position and the inspection position can be secured on the control coordinates.
本発明の第4又は11の手段に依れば、校正データのあるXY標準スケールを基に長さ(直進性)、角度(回転、平行度、真直度)、直交度(交角)の校正の処置が出来る。それにXY標準スケールの校正証明書があれば適合性が増す。これは、制御座標上に各軸の移動部を納入後に機構本体の精度保証ができる。又、複数台を設置運用する場合、装置間の誤差のバラツキを校正と補正することで改善できる。そして、校正後の複数のテーブル位置マークの認識位置データ(本体定数)に基づいて経時的に移動部を補正できることになる。
本発明の第5又は12の手段に依れば、補助カメラ位置マークは主カメラ又は整合カメラで制御座標上に位置認識されるので、複数の基板検査装置の組み立て誤差が解消できる。
本発明の第6、13、16の手段に依れば、連続自動検査中にも、所定の条件で所定の複数の位置マーク、装置運用の室温など機構本体の状態を自動認識するので、制御座標上に補正することもできる。これで、検査スタート時の状態を維持し、回復もできる。又、基板面と検査治具の面が制御座標上に経時的にも相対的に適正であることを確保する。
According to the fourth or eleventh means of the present invention, the length (straightness), the angle (rotation, parallelism, straightness), and the orthogonality (intersection angle) are calibrated based on the XY standard scale having the calibration data. Can be treated. If it has an XY standard scale calibration certificate, it will be more compatible. This can guarantee the accuracy of the mechanism body after the moving parts of each axis are delivered on the control coordinates. Further, when a plurality of units are installed and operated, it can be improved by calibrating and correcting the variation of the error between the devices. Then, the moving portion can be corrected over time based on the recognition position data (main body constant) of the plurality of table position marks after calibration.
According to the fifth or twelfth means of the present invention, the auxiliary camera position mark is position-recognized on the control coordinates by the main camera or the matching camera, so that the assembly error of the plurality of substrate inspection devices can be eliminated.
According to the means of the sixth, thirteenth, and sixteenth of the present invention, the state of the mechanism main body such as a plurality of predetermined position marks and the room temperature of the device operation is automatically recognized under predetermined conditions even during the continuous automatic inspection, so that control is possible. It can also be corrected on the coordinates. With this, the state at the start of the inspection can be maintained and recovered. Further, it is ensured that the surface of the substrate and the surface of the inspection jig are relatively appropriate on the control coordinates over time.
本発明の第7又は14の手段に依れば、複数のレジスト位置マークも光学認識しており、基板の製造工程のレジストずれ量を反映した複数のプローブを検査端子に接触させる電気検査に対応する基板の位置に補正認識ができる。
本発明の第8、15、20の手段に依れば、光学的位置合せの適正な光学位置と実際の電気検査に適合する電気位置とに差があれば、1つの検査治具の固有の特性値として記憶し、個別の差を表すデータとして、読み出すことにより、複数の基板検査装置に共用が出来る。
本発明の第17の手段に依れば、感圧シートが貼られた感圧記録板を使用することで、治具位置マークを感圧シートに圧接転写して感圧位置マークとして、主カメラが認識出来る。補助カメラの複数の治具位置マークの認識位置と、主カメラの感圧位置マークの認識位置を通して認識する複数の治具位置マークの制御座標上の位置が同じあることを検証できる。一致すると、補助カメラの検査治具の位置認識が実証される。
According to the 7th or 14th means of the present invention, a plurality of resist position marks are also optically recognized, and it corresponds to an electrical inspection in which a plurality of probes reflecting the amount of resist displacement in the substrate manufacturing process are brought into contact with the inspection terminal. Correction recognition can be performed on the position of the board to be used.
According to the eighth, fifteenth, and twenty means of the present invention, if there is a difference between the proper optical position of the optical alignment and the electric position suitable for the actual electric inspection, it is unique to one inspection jig. By storing it as a characteristic value and reading it out as data representing individual differences, it can be shared by a plurality of substrate inspection devices.
According to the seventeenth means of the present invention, by using the pressure-sensitive recording plate to which the pressure-sensitive sheet is attached, the jig position mark is pressure-welded to the pressure-sensitive sheet and used as the pressure-sensitive position mark by the main camera. Can be recognized. It can be verified that the recognition positions of the plurality of jig position marks of the auxiliary camera and the positions of the plurality of jig position marks recognized through the recognition positions of the pressure-sensitive position marks of the main camera on the control coordinates are the same. If they match, the position recognition of the inspection jig of the auxiliary camera is demonstrated.
本発明の第18乃至21手段に依れば、検査治具の位置を示す複数の治具位置マークの位置データは、製造誤差を考慮したプローブの接触点群が検査端子群に適性に演算整合された時の測定位置から補正された複数の治具位置マークの補正後の位置データがあるので、検査治具は光学的により適正な位置合せをすることが出来る。設計上の位置データとの差異は製造誤差を補正したことになる。
本発明の第19の手段に依れば、基板の複数の検査端子の形状と配置などの基板特性に合わせて、基板と検査治具の接触点群の整合が適正に出来る。
検査治具の納入前の演算整合に依る補正と検証は検査の実現性と余裕量の評価に有用な手段である。位置合せの光学位置と電気位置の差を最少化できる。これらから、新期製作の検査治具の納入時のセットアップが容易で時間を短縮できることになる。
本発明の手段別に発明の効果を述べたが、共通した特定事項は他の手段にも同様の効果がある。又、相互に作用していることがある。
According to the 18th to 21st means of the present invention, the position data of the plurality of jig position marks indicating the positions of the inspection jigs are calculated and matched appropriately with the inspection terminal group by the contact point group of the probe in consideration of the manufacturing error. Since there is position data after correction of a plurality of jig position marks corrected from the measured position at the time of measurement, the inspection jig can be optically more appropriately aligned. The difference from the design position data means that the manufacturing error has been corrected.
According to the nineteenth means of the present invention, the contact point group of the substrate and the inspection jig can be properly matched according to the substrate characteristics such as the shape and arrangement of the plurality of inspection terminals of the substrate.
Correction and verification based on calculation matching before delivery of the inspection jig is a useful means for evaluating the feasibility and margin of inspection. The difference between the optical position and the electrical position of alignment can be minimized. From these, the setup at the time of delivery of the inspection jig manufactured in the new period is easy and the time can be shortened.
Although the effects of the invention have been described for each means of the present invention, the common specific matters have the same effects on other means. It may also interact.
以下に、添付図面に基づいて、本発明の望ましい実施形態に係る基板検査装置、検査治具、基板、及び位置合せの方法について説明を行う。
[実施の形態1]
The substrate inspection apparatus, inspection jig, substrate, and alignment method according to the desired embodiment of the present invention will be described below with reference to the accompanying drawings.
[Embodiment 1]
図1は、本発明に係る基板検査装置1を示す右側面の説明図である。基板2を搬送する搬送テーブル21と上側及び下側の検査治具移動部30、30Bとの移動方向を明確にする観点からXYΘZ軸による直交座標系を示す。各軸は、図1の紙面の矢印の方向が正方向である。方向を示す場合には、そのXYΘZ軸による直交座標系に基づくものとする。
基板検査装置1は基板2の両面を電気検査するために、検査治具3、3Bを上下に配置している。そして、当接させる前に検査治具3、3Bと基板2の位置を両面から光学的に認識して双方の面を整合させる位置合せの機能を持つ。光学的位置合せの説明について、上下対称に検査治具3などを配置しているので上側の説明を行い下側は同様と解釈することが出来る。例えば、検査治具3と表記して、必要な場合に下側の検査治具3Bと表記する。
FIG. 1 is an explanatory view of a right side surface showing a
In the
基板検査装置1は、基板2を基板保持部211に保持してY軸に沿って移動して搬送する搬送テーブル21のためのテーブル移動部20を備えている。複数のプローブ31を備えた検査治具3をXYΘZ面内で移動するための検査治具移動部30を備えている。上下の検査治具移動部30、30B部は、XY面に関して対称に配置されている。
図1及び図2に示される搬送テーブル21には、搬送テーブル21の位置を示す複数のテーブル位置マーク22と、基板2が載置されて保持する基板保持部211と、後述するように検査治具3、3Bの位置を認識する補助カメラ25、25Bを備えている。
The
The transfer table 21 shown in FIGS. 1 and 2 includes a plurality of table position marks 22 indicating the positions of the transfer table 21, a substrate holding portion 211 on which the
検査治具移動部30、30Bは検査治具保持部301、301Bを備えており、検査治具3、3Bが搭載されて保持すると共に、その検査治具3、3Bを移動して基板2の検査対象の配線パターンの検査端子201に複数のプローブ31を当接させるように機能する。また検査治具保持部301、301Bのコネクターを経由して、複数のプローブ31が基板2の電気検査の為に回路切替部を経由してテスター13に電気的に接続される。
The inspection
検査治具移動部30、30Bとテーブル移動部20の移動などの制御は制御装置11によって行われる。基板検査装置1の作業者は操作パネル12から装置に指示を与えて、パネル画面の表示に従い操作を行う。検査治具移動部30の移動軸の構成は機構本体10からX,Y.Θ、Z軸の構成で重ねられている。Y軸移動部の中心がΘ、Z軸の中心と同軸になっている。又、その組み合わせは制御演算が適合すれば変えても良い。
The control device 11 controls the movement of the inspection
また、上下の検査治具移動部30、30BのX軸移動部には、それぞれ基板2及び搬送テーブル21上の位置マークのXY軸位置を特定するための主カメラ15、15Bが取り付けられて、主カメラ15のXY座標系を形成している。
主カメラ15及び補助カメラ25で撮像された画像は画像処理部14にて所定の位置データに加工されて、制御装置11の主記憶部111に保存される。
Further,
The images captured by the
図2は、図1における基板検査装置1の上側の検査治具移動部30の検査治具保持部301に保持された検査治具3、搬送テーブル21と制御座標112等を説明するための説明図である。
搬送テーブル21には、複数のテーブル位置マーク22が設けられており、その1つを基板検査装置1のXY制御座標の基準マーク22Sの位置として用いる。それを原点にして制御装置11において、制御座標112を設定している。そして、制御座標112上に基板2及び検査治具3の位置を認識することになる。
FIG. 2 is an explanation for explaining the
The transport table 21 is provided with a plurality of table position marks 22, one of which is used as the position of the reference mark 22S of the XY control coordinates of the
基板2の位置の特定は、主カメラ15が搬送テーブル21と相対移動して一対の基板位置マーク2a、2bを撮像してXY位置に変換して基板位置(XYΘ、中心位置と回転角)の面として認識する。同様に検査治具3は、補助カメラ25が相対移動して一対の治具位置マーク3a、3bを撮像して検査治具位置(XYΘ)の面として認識する。
テーブル位置マーク22と後述する補助カメラ25の補助カメラ光軸25Lの位置との距離は機械的に固定であるため、基準マーク22Sを基準にして基板2及び検査治具3の位置を特定することができる。
To specify the position of the
Since the distance between the
治具位置マーク3a、3bは、搬送テーブル21に取り付けられている補助カメラ25によって読み取られ、テーブル位置マーク22及び基板2の基板位置マーク2a、2bは、主カメラ15によって読み取られる。そして、主カメラ15及び補助カメラ25によって読み取ったデータから求めた検査治具3のXY制御座標上の位置等のデータは制御装置11の主記憶部111に記憶される。
The jig position marks 3a and 3b are read by the
基板検査装置1における電気的制御系の概要は制御装置11を備えており、X,Y,Z,Θ等の機構本体10の移動部の駆動系、操作パネル12、テスター13、画像処理部14、主記憶部111、外部記憶手段などが接続されて、基板検査装置1を制御している。
The outline of the electrical control system in the
図2に示ように、搬送テーブル21に搭載された基板保持部211には基板2の外形に合わせて3つの係合ピン211aが設けられていて、それらに、基板2の側面が係合するとともに、その係合ピン211aと対向する方向から、図示せぬ付勢手段によって基板2を係合ピン側に付勢することによって、基板2が基板保持部211の適正な位置に保持される。このように、基準マーク22Sの位置から基板位置マーク2a、2bまでの距離は設計上予め定められている。
As shown in FIG. 2, the substrate holding portion 211 mounted on the transport table 21 is provided with three engaging pins 211a according to the outer shape of the
基板保持部211及び搬送テーブル21には貫通開口が形成されており、保持された基板2の下面の回路パターンが下側の検査治具3Bによって当接して検査される。また、補助カメラ25に並設されている補助カメラ25Bは−Z方向にある下側の検査治具3Bの治具位置マーク3Ba、3Bbを撮像するために用いる。補助カメラ25、25Bは同一構成を有しているため、ここでは、補助カメラ25の構成について説明する。
A through opening is formed in the substrate holding portion 211 and the transport table 21, and the circuit pattern on the lower surface of the held
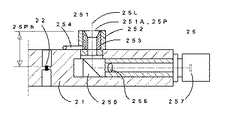
図3に示すように、補助カメラ25は、搬送テーブル21の上面に照明ユニット251を備える。照明ユニット251は内面が光を反射する外部金属筒252とアクリル樹脂またはガラスのような透明材料からなる光発散部253とからなる。光源から発生した光はグラスファイバーのような材料から構成された光案内部254を通過して光発散部253に到達し、光発散部253で発散されて発散光となって治具位置マーク3a、3bに向けて照射される。外部金属筒252の補助カメラ開口部251Aは径が2mmの円形となっており中心が補助カメラ25の焦点と補助カメラ光軸25Lとしている。プリズム255でY軸方向に変わりレンズ256を介してCCD257に結像される。カメラ25の視野は約2.5mm角となっている。治具位置マーク3a、3bがZ軸の直上から接近し焦点深度内に入ると、補助カメラ開口部251Aと同時に結像して補助カメラ光軸25Lからの位置が認識できる。その画像を図8(a)に示している。
As shown in FIG. 3, the
上述の補助カメラ開口部251Aは、Z軸の直上から見ると円筒の内接円の中心が補助カメラ光軸25Lに成っている。搬送テーブル21に固定されており補助カメラ位置マーク25Pとして好ましい。ただし、治具位置マーク3a、3bを撮像するためにテーブル位置マーク22と高さが差分25Ph異なっている。主カメラ15は搬送テーブル21とXY面を相対的に移動して、テーブル位置マーク22と基板位置マーク2a、2bを撮像して位置認識するので位置マーク表面は主カメラ15の焦点深度内の対物距離の平面になっている。
In the above-mentioned
図2の搬送テーブル21には複数のテーブル位置マーク22がある。X軸の中心の1つを基準に、+X、−Xに各1つ、+Yに1つの4個となっている。中心の基準マーク22Sと主カメラ15の光軸が一致した位置を制御装置11の制御座標112の原点(0,0)112Sとしている。4点は設計上(0,0)、(+tm1,0)、(−tm2,0)、(0、+tm3)に配置している。
基板保持部211に保持された基板2の基板位置マーク2a、2bもテーブル位置マーク22と同様に主カメラ15で撮像してXY位置を主記憶部111に記録する。基板保持部211及び搬送テーブル21の貫通開口の中心は(0,−ts)に設計されている。基板位置マーク2a、2bのXY位置も基板2の外形の中心を(0,0)として予め基板設計データから設計(設定)している。制御座標112の原点112S(0,0)に(0,−ts)*(−1)を加算すると、制御座標112と機構本体10の主カメラ15の基板認識位置S6となる。
The transport table 21 of FIG. 2 has a plurality of table position marks 22. Based on one of the centers of the X-axis, there are four, one for + X and one for -X, and one for + Y. The position where the central reference mark 22S and the optical axis of the
The substrate position marks 2a and 2b of the
検査治具3の図5に示すプローブ保持体35も基板2の外形の中心を基準(0,0)として設計されている。又、検査治具移動部30のΘ、Z軸の中心も同軸に機構構成されている。検査位置S7において、検査治具保持部301を回転させると基板2の中心に検査治具3のプローブ保持体35が回転することになる。
テーブル位置マーク22の基準マーク22S(0,0)と補助カメラ25の補助カメラ光軸25Lは固定距離Dfにあるので、搬送テーブル21は検査治具3と設計上の距離を相対移動し検査治具認識位置S4にて、補助カメラ25で一対の治具位置マーク3a、3bを撮像して主記憶部111に位置を記憶する。制御座標112上の検査治具3の面XYΘ位置が判る。制御座標112上において、検査治具3のXYΘ位置と基板2のXYΘ位置とが判るので、演算処理して相対的にXYΘ移動することで、基板2と検査治具3を整合させている。
The
Since the reference mark 22S (0,0) of the
本基板検査装置1の操作と動作のステップの概略は、
S0・基板検査装置1の機構本体10の状態を認識する。
S1・被検査基板2の検査に関するデータをセットする。
S2・該当の基板保持部211を搭載する。
S3・該当の検査治具3を搭載する。
S4・検査治具3の光学的位置認識をする。
S5・基板2を載置し検査スタートする。
S6・基板2の光学的位置認識し位置合せを含む相対移動する。
S7・検査治具3をプレスし検査する。
S8・プレスを解除し相対移動して基板2を取出す。
となる。被検査基板2の種類が変わる機種変更のセットアップは、S1からS8を行い電気検査がPASSであれば、連続自動検査をスタートすることになる。連続自動検査のサイクルはS5からS8を繰り返すことになる。
The outline of the operation and operation steps of the
S0 ・ Recognizes the state of the mechanism
S1 ・ Set the data related to the inspection of the
S2 ・ The corresponding board holding unit 211 is mounted.
S3 ・ The
S4 ・ Optical position recognition of the
Place S5 /
S6 ・ Optical position recognition of the
S7 ・ The
S8 ・ Release the press and move relative to take out the
Will be. In the setup for changing the model in which the type of the
ステップS0の機構本体10の状態の認識に付いて説明する。機構本体10は各々に製造誤差を含む特性(バラツキ)がある。又、設置された工場の室温などの外部環境によっても特性が変わる。又、同じ工場に複数台が設置されることが多い。そこで、各々の機構本体10の状態を認識して製品(装置)精度の仕様に合わせる手段を説明する。
ステップS0A・基板保持部211にXY標準スケール61を載置し、主カメラ15が認識するXY座標系を、XY標準スケール61を基に校正する。
ステップS0B・検査治具保持部301に整合治具40を搭載し、整合カメラ41が認識するXY座標系を、XY標準スケール61を基に校正する。
The recognition of the state of the mechanism
Step S0A-The XY standard scale 61 is placed on the substrate holding portion 211, and the XY coordinate system recognized by the
Step S0B-The matching jig 40 is mounted on the inspection
ステップS0Aの基板保持部211に載置するXY標準スケール61はサイズと精度仕様により各種のものが市販されている。例えば、図6(b)に示す、XY100mmの場合、材質はソーダガラス、外形は127(x)*127(y)*5(t)、X軸とY軸が50mm(中心)で直交している。目盛精度は±0.002となっている。又、校正証明書の添付と入手が可能である。 Various XY standard scales 61 mounted on the substrate holding portion 211 in step S0A are commercially available depending on the size and accuracy specifications. For example, in the case of XY100 mm shown in FIG. 6B, the material is soda glass, the outer shape is 127 (x) * 127 (y) * 5 (t), and the X-axis and Y-axis are orthogonal at 50 mm (center). There is. The scale accuracy is ± 0.002. In addition, a calibration certificate can be attached and obtained.
初めに、主カメラ15は相対移動して複数のテーブル位置マーク22を認識する。そして、基準マーク22Sを基に制御座標112の原点112Sを設定する。次に、XY標準スケール61の複数の所定の位置を認識する。所定の位置の撮像画像はクロス線の+形状であるので、その交点の中心を位置認識する。ここで、主カメラ15のXY軸の移動とXY標準スケール61の軸線は載置時の傾き等で平行にならず一致はしない。回転調整付きの専用の基板保持部211が好ましい。完全に一致は困難であるが、これは回転を含めて演算処理することで補正処理(XY標準スケールの目盛に合わせて傾き、回転のない測定値に換算など)することができる。具体的には、回転は各点のXY座標表示(X,Y)を極座標表示(中心からの半径とラジアン角)に変換して、回転(ラジアン)の誤差を引き算する。そして元のXY座標に戻す。X、Y方向は各点に中心の誤差を引き算する。演算処理後、XY標準スケール61の(50,50)が基板認識位置S6において、XY軸線が一致する。直進性(リニアリティー、直線性)、直交性の差異を認識し、主記憶部111に記録する。この差異が所定の範囲であれば主カメラの位置認識と移動部は正常となる。
First, the
XY標準スケール61の校正証明書があれば、校正データを作成して主カメラ15(XY座標系)の位置認識の差異(ずれ量)が適正値(0)となる様にXY軸の移動を制御して補正する校正の処置が出来る。装置の機構本体10の精度仕様に合わせて直進性と直交性は所定の処置(校正処置)を行うことが好ましい。装置本体10を校正処置すると、XY標準スケール61の目盛(の校正データ値)と主カメラ15(XY座標系)の位置認識が一致することになる。XY標準スケール61(ガラス)と機構本体10(鉄系)は材質の熱膨張係数が異なるので室温で主カメラの認識長さが変化するので装置の運用の室温を規定することが好ましい。
If you have a calibration certificate for the XY standard scale 61, create calibration data and move the XY axes so that the difference (deviation amount) in position recognition of the main camera 15 (XY coordinate system) becomes an appropriate value (0). Calibration measures that can be controlled and corrected can be performed. It is preferable to perform predetermined measures (calibration measures) for straightness and orthogonality according to the accuracy specifications of the mechanism
ステップS0Bの整合治具40は、図6(a)に示す治具ベース33に整合カメラ41が固定された構成となっている。整合カメラ41のXY位置は案内板36の中心。焦点は案内板36の表面と同一面の対物距離41dにある。カメラ視野は約2.5mm角になっている。主カメラ15が検査治具3に移転したと同等になる。
基準マーク22Sと補助カメラ25の補助カメラ光軸25Lの位置は固定値である。ここでは、その固定距離Dfも実測する。
The matching jig 40 in step S0B has a configuration in which the matching
The positions of the reference mark 22S and the auxiliary camera
初めに、整合カメラ41で複数のテーブル位置マーク22を撮像し位置認識する。次に、検査治具移動部30は補助カメラの開口部251Aとの高さの差分25Phを+Z軸移動後に固定距離DfのXY軸を移動する。これで、補助カメラ光軸25Lの真上になる。径が2mmの円形の補助カメラの開口部251Aを撮像して中心位置である補助カメラ光軸25Lを認識する。これを主記憶部111に書込む。機械的な固定距離Dfを実測したことになる。
この場合、複数の装置間の機械的な固定距離Dfの製造誤差が解消されることになる。ここで補助カメラ25の照明ユニット251の補助カメラ開口部251Aは搬送テーブル21に固定されており、補助カメラ位置マーク25Pとして機能している。又、補助カメラ25の本体が移動や交換しても補助カメラ位置マーク25Pの位置は移動しない。照明ユニット251を交換した場合は再度、固定距離Dfを実測することができる。
First, the matching
In this case, the manufacturing error of the mechanical fixed distance Df between the plurality of devices is eliminated. Here, the
整合カメラ41は相対移動してXY標準スケール61の所定の複数位置を認識する。上記の主カメラ15と同様に演算処理して、主記憶部111に記録する。この差異が所定の範囲であれば整合カメラ41の位置認識と移動は正常となる。
The matching
先の2つのカメラの位置認識(XY座標系)の差異が相対的に同等(平行移動)になるかも検証する。搬送テーブル21のY軸の真直度(2つのXY座標系の平行度(回転)と直交度)の差異が判るなど機構本体10内の2つのXY座標系(主カメラ15認識系と整合カメラ41認識系)の相対的な差異状態が認識できる。必要に応じて制御座標112に合う様に不適合部分の直進性、直交度、平行度(回転)、機構本体10の設計定数値などの補正を行う。補正処置を行った場合、再度S0A、S0Bのステップを行い校正後の機構本体10の適合を確認することが好ましい。
これで機構本体10は、主カメラ15と整合カメラ41に対する搬送テーブル21の相対移動の位置認識が同等の直交座標のXY座標系になる。これは、搬送テーブル21から観ると主カメラ15と整合カメラ41の相対移動が同等のXY移動となる。主カメラ15の制御座標112上を整合カメラのXY座標系は2つのカメラ間隔(XY)平行移動したことになる。
It is also verified whether the differences in the position recognition (XY coordinate system) of the above two cameras are relatively equivalent (translation). Two XY coordinate systems (
As a result, the mechanism
搬送テーブル21には複数の位置マークがあって、基準マーク22Sは主カメラ15と位置整合されて制御座標112の原点112Sとしている。基準マーク22Sと固定距離Dfにある補助カメラ光軸25Lから検査治具3を観る補助カメラ25の位置認識は、主カメラ15の位置認識に相対的に同等になる。言い換えると、補助カメラ25で検査治具3を位置認識することは、主カメラ15で検査治具3を位置認識することと相対的に同等になる。主カメラ15は基板2を、補助カメラ25は検査治具3を制御座標112上に位置認識することで相対差を制御補正(相対移動)すると基板2と検査治具3は整合位置となる。
この機構本体10の状態認識は定期点検として実施することが好ましい。これに依って、機構本体10の経時変化を改善できる。又、複数の装置間の誤差バラツキも改善する。
上記のステップS0A、S0BはXY標準スケール61を使用して校正と補正を行った。これ以降は、搬送テーブル21に2次元に固定配置された複数のテーブル位置マーク22をXY補助スケールとして適時に自動でステップS0A1、又はS0B1本体チェックとして経時的に実施が出来る。搬送テーブル21との相対移動の再現性をチェックして、 再設定、補正が妥当な事項は修正が出来る。
The transport table 21 has a plurality of position marks, and the reference mark 22S is position-aligned with the
It is preferable that the state recognition of the mechanism
The above steps S0A and S0B were calibrated and corrected using the XY standard scale 61. After that, a plurality of table position marks 22 fixedly arranged two-dimensionally on the transport table 21 can be automatically performed as step S0A1 or S0B1 main body check over time as an XY auxiliary scale. The reproducibility of the relative movement with the transfer table 21 can be checked, and the matters for which resetting and correction are appropriate can be corrected.
ステップS1の被検査基板2の検査に関するデータのセットは、基板2の名称、電気検査規格、検査治具3の製造番号、位置合せに関するデータなど全ての検査に関するデータをセットする。
ステップS2の該当の基板保持部211の搭載は、物理形状の異なる被検査基板2を設計位置に載置し保持させる為に、被検査基板2に対応した基板保持部211を使用します。
ステップS3の該当の検査治具3の搭載は、プローブ31の動作不良などを現場で検査治具3を降ろしての修理後も発生する。検査治具3は検査治具保持部301に機械的に位置決めをされるが位置の再現性には誤差があり、次のステップS4の検査治具3の位置の認識が都度必要になる。
In the set of data related to the inspection of the
When mounting the corresponding substrate holding portion 211 in step S2, the substrate holding portion 211 corresponding to the inspected
The mounting of the
ステップS4の検査治具3の光学的位置認識について説明する。本発明は検査治具3を光学的に自動位置認識することを特徴としている。ステップS0で機構本体10の製造誤差は改善されており、制御座標112上に検査治具3の位置が判れば、基板2の位置に検査治具3を移動させる演算処理が可能となる。
先ず、主カメラ15で複数のテーブル位置マーク22を認識して、制御座標112の原点112Sを設定する。主カメラ15の光軸中心と基準マーク22Sの位置が合った点が原点(0,0)112Sとなる。2次元に固定配置(本体に固定のXY位置と値))された複数のテーブル位置マーク22を認識すると主カメラ15で認識するXY座標系の直交度などの再現性を確認することができる。主記憶部111に記憶しておくと経時変化が判る。又、妥当な補正も可能である。
The optical position recognition of the
First, the
次に、制御座標の原点112Sから固定距離Dfに補助カメラ光軸25Lがある補助カメラ25で一対の治具位置マーク3a、3bを認識する。主カメラ15と補助カメラ25の位置関係は原点から明確であるので、主カメラ15で治具位置マーク3a、3bを認識するのと同等となる。制御座標112上に検査治具3の面の位置(Xj,Yj,Θj)を確定させる。
ただし、一対の治具位置マーク3a、3bが検査治具3の適正な位置にあることを前提にしている。言い換えると、検査治具3の位置は一対の治具位置マーク3a、3bの位置であることが要件となっている。
Next, the
However, it is assumed that the pair of jig position marks 3a and 3b are in the proper positions of the
ステップS5は、基板2を基板保持部211に載置して、検査スタートを指示する。
ステップS6は、先ず、搬送テーブル21などで主カメラ15の直下に一対の基板位置マーク2a、2bがなる様に相対移動して主カメラ15が位置認識する。制御座標112上に基板2の面の位置(Xb,Yb,Θb)が確定したので、整合する相対移動量(ΔXjb,ΔYjb,ΔΘjb)を演算処理して、基板2と検査治具3を移動させる。
ただし、一対の基板位置マーク2a、2bが基板2の適正な位置にあることを前提にしている。言い換えると、基板2の位置は一対の基板位置マーク2a、2bの位置であることが要件となっている。
ステップ7は、検査治具3の直下の整合位置に基板2が位置したので、検査治具3をプレスして基板2に当接させる。プローブ31が検査端子201に接触して電気検査を行う。
ステップS8は、検査終了でプレスを解除して、搬送テーブル21などを基板2の載置位置S8に戻して、基板2を取出す。
In step S5, the
In step S6, first, the
However, it is assumed that the pair of substrate position marks 2a and 2b are at appropriate positions on the
In
In step S8, the press is released at the end of the inspection, the transfer table 21 and the like are returned to the mounting position S8 of the
本装置1は、自動の基板載置装置と基板取出し装置を併設することに依り、連続自動検査を行うことが出来る。(図示はない。)ステップ5からステップ8を繰返すことになる。ここで、検査回数等の所定条件になると、自動でステップ4の検査治具3の光学位置認識を行うことが好ましい。連続自動検査の状態は未検査の基板が無くなるまで何日にも及ぶことがある。位置合せの不具合に依る導通検査不良を避けるために機構本体10などの状態を連続自動検査のスタート時の状態に維持することが出来る。
これで、機構本体10の経時的な相互位置関係が認識できる。必要に応じて制御座標112上の位置も修正が出来る。主カメラ15は複数のテーブル位置マーク22を位置認識するので、前の位置データとの差異(ずれ量)から主カメラXY移動系の異常も判り、適切な装置の運用ができる。
[実施の形態2]
The
With this, the mutual positional relationship of the mechanism
[Embodiment 2]
本装置1に搭載して基板2の電気特性を検査する専用の検査治具3について説明する。図5に示す検査治具3は検査治具保持部301に載置して機械的位置に保持される治具ベース33を共通規格にして交換可能にしている。治具ベース33にはコネクター341があって検査治具保持部301のコネクターを経由してテスター13と接続される。治具ベース33のコネクター341からは電極板343の電極344に配線342などで接続されている。この部分を電極体34としている。
A
電極344と基板2の検査端子201に接触して電気接続するプローブ31は、片端又は両端が付勢力を有して伸縮する構造になっている。複数のプローブ31は電極344と検査端子201に対向し林立している。基板2に複数が対向するために、プローブ31を保持するプローブ保持板A351とプローブ保持板B352のプローブ保持部35Aと、プローブ31の先端31Aを検査端子201に摺動可能に案内する案内孔361がある案内板36がプローブ保持体35を構成している。
検査治具3において基板2に直接対向して当接するのは案内板36となる。案内板36と基板2の位置が判れば、光学的位置合せが出来ることになる。
The probe 31, which is in contact with the electrode 344 and the
In the
案内板36について、図4に於いて詳細な説明をする。検査治具3の設計は基板2の設計データから図4の基板表面層の導体パターン202の検査端子201を抽出して、案内板36などの孔加工データ364を作成する。それに組立に必要な部品取り付け孔などを追加する。本願において、検査治具3の治具位置マーク3a、3bの位置が検査治具3の位置としているので、案内板36に一対の治具位置マーク3a、3bを追加している。具体的には案内板に一対の治具位置マーク孔362と後述の測長孔363を追加して、案内板36の孔加工データ364となる。この設計データに依ってNCドリルなどで孔加工するが、微小であるが図7に示された従来例と同様の製造誤差(位置バラツキ)が発生することになる。
The
そこで、孔加工後に位置合せに関連する孔群をデジタル測長機60で測定した案内板36の孔測定データJHM1が所定の誤差内あることを確認している。この測定には一対の測長孔363があることが好ましい。一対の測長孔363は基板2の中心からX軸上の両側に等分に設計配置している。測長値の中間が中心とする。測長機(XY座標系)60に案内板36を載置して中心(回転原点0,0)と角度(ラジアン)をセットすることが容易になる。これは、測長値(XY座標)を角度(ラジアン)=0の値に演算処理ができる。又、後にプローブ31を実装した検査治具3やプローブ保持体35の案内板36にある治具位置マーク3a、3bを反射照明にて測長孔363を基に測長することもできることになる。制御装置11は基板2と検査治具3の案内板36の位置を中心と回転角(X,Y,Θ)の面で位置合せの演算処理をしており、検査治具移動部30も対応した回転中心の機構構成になっている。
Therefore, it is confirmed that the hole measurement data JHM1 of the
次に、基板2の検査端子群201Gとプローブ31の製造誤差を含む接触点群32Gの整合状態のシミュレーション(演算整合)を行って製造誤差の補正を行う。その手法は例えば、
S110・治具位置マークの位置データの補正A・
設計値との誤差(ずれ量)を最少にする手法は、以下のS111からS114の手順となる。
S111・基板2の検査端子群201Gの設計の検査点データTCL1を作成する。
S112・プローブの接触点群32GのデータPCM1を作成する。接触点32は測定した案内孔361の中心JHM1から発生確率が高い位置PCM1に設定する。例えば案内孔361の中心とする。
S113・CAD等にてTCL1にPCM1を回転と移動を加算して演算整合する。対応点群の差の値(ΔnX,ΔnY、又はΔnD対角線)ずれ量を最少化する。
S114・S113の最少状態が製造された検査治具3の適正位置とする。その状態のPCM1の治具位置マーク孔362の位置JMDAを取得する。
Next, the matching state of the inspection terminal group 201G of the
S110 ・ Correction of position data of jig position mark A ・
The method for minimizing the error (deviation amount) from the design value is the following procedure from S111 to S114.
The inspection point data TCL1 of the design of the inspection terminal group 201G of S111 /
The data PCM1 of the contact point group 32G of the S112 probe is created. The
In S113, CAD, etc., the rotation and movement of the PCM1 are added to the TCL1 to perform arithmetic matching. The difference value (ΔnX, ΔnY, or ΔnD diagonal line) of the corresponding point cloud is minimized.
The minimum state of S114 and S113 is set to the proper position of the manufactured
S113にてCAD等にて整合と述べたが、例えば、簡易的に表計算ソフト上で演算処理が出来る。TCL1の各点(nXt,nYt)とPCM1の各点(nXp,nYp)の差が最少になる様に、PCM1の面を回転、X、Y方向に演算移動する。
具体的には、回転は各点のXY座標表示(X,Y)を極座標表示(中心からの半径とラジアン)に変換して、移動指示値の回転(ラジアン)を加算する。そして元のXY座標に戻す。X、Y方向は移動指示値を各点に加算する。移動指示値毎に差の最大値を記憶する。全ての記憶された最大値の値が最少の状態がS113の適正なPCM1面の位置になる。同様の専用ソフトを準備すれば作業は容易である。
Although it was described as matching by CAD or the like in S113, for example, arithmetic processing can be easily performed on spreadsheet software. The surface of PCM1 is rotated, calculated and moved in the X and Y directions so that the difference between each point (nXt, nYt) of TCL1 and each point (nXp, nYp) of PCM1 is minimized.
Specifically, the rotation converts the XY coordinate display (X, Y) of each point into the polar coordinate display (radius and radian from the center), and adds the rotation (radian) of the movement instruction value. Then, it returns to the original XY coordinates. In the X and Y directions, the movement instruction value is added to each point. The maximum value of the difference is stored for each movement instruction value. The state in which all the stored maximum values are the minimum is the position of the appropriate PCM1 surface of S113. The work is easy if similar dedicated software is prepared.
検査端子201には面積の大小がある。小さい端子は接触が難しく、大きい端子は接触が容易な特性がある。
S120・治具位置マークの位置データの補正B・
接触点32が検査端子201から外れるまでの余裕度を最大にする以下のS121からS124の手順となる。後述の電気探査に類似の手法で事前に演算検証をする。
S121・基板2の検査端子群201Gの設計範囲データTPL1を作成する。検査端子が長方形の場合、nTPL1=nTCL1(+nPX,−nPX,+nPY,−nPY)
S122=S112・プローブ31の接触点群32GのデータPCM1を作成する。
S123・CAD等にてTPL1にPCM1を回転と移動を加算して演算整合する。対応点群の余裕度の値(+nPCX,−nCPCX,+nCPCY,−nCPCY)の最小値を最大化する。(+nPCX=+nPX+ΔnX、以下同様)
検査端子が円形の場合、余裕量=n端子の半径(nR/2)−ΔnD対角線ずれ量
S124・S123の余裕度の最大の状態が製造された検査治具3の適正位置となる。その状態のPCM1の治具位置マーク孔362の位置JMDBを取得する。
The
S120 ・ Correction of position data of jig position mark B ・
The procedure from S121 to S124 is as follows, which maximizes the margin until the
The design range data TPL1 of the inspection terminal group 201G of S121 /
S122 = S112 ・ Data PCM1 of the contact point group 32G of the probe 31 is created.
In S123, CAD, etc., the rotation and movement of the PCM1 are added to the TPL1 to perform arithmetic matching. Maximize the minimum value of the margin value (+ nPCX, -nCPCX, + nCPCY, -nCPCY) of the corresponding point cloud. (+ NPCX = + nPX + ΔnX, the same applies below)
When the inspection terminal is circular, the maximum margin of margin = n terminal radius (nR / 2) -ΔnD diagonal deviations S124 and S123 is the proper position of the manufactured
上記から、治具位置マーク3a、3bの位置データは、検査治具の設計時の設計治具位置データJMD、製造された検査治具の補正治具位置データJMDA、JMDBの3種が作成される。設計治具位置データJMDと補正治具位置データJMDAとの差からは検査治具3の製造精度が判る、補正治具位置データJMDBとの差からは使用時の整合の余裕度が判る。これで、出荷前に検査治具3の使用時の性能が評価できる。又、基板2と検査治具3の設計工程にフィードバックして電気検査の実現性の検証にも有用である。
From the above, three types of position data for the jig position marks 3a and 3b are created: the design jig position data JMD at the time of designing the inspection jig, and the correction jig position data JMDA and JMDB of the manufactured inspection jig. NS. The difference between the design jig position data JMD and the correction jig position data JMDA shows the manufacturing accuracy of the
治具位置マーク3a、3bに付いて説明する。一対の治具位置マーク3a、3bの位置は設計上では案内板36の何れに在っても良いが、図4、5に示す様に中心のX軸上に左右対称に配置している。検査治具3の位置認識がX軸の一軸移動で補助カメラ25の相対移動の機構上の都合が良く、位置認識の誤差も改善される。一軸上の近くにあることが好ましいことになる。測長孔363も同様である。
そして、光を反射する金属など円柱状の治具位置マーク3a、3bは、治具位置マーク孔362に圧入して固定されている。案内孔群361Gと位置が固定されて、プローブ31の接触点群32Gの伸縮移動(XYZ)を案内孔361とプローブ先端31Aの径の差のクリアランス範囲に限定することができる。
The jig position marks 3a and 3b will be described. The positions of the pair of jig position marks 3a and 3b may be located on any of the
Then, the columnar jig position marks 3a and 3b such as metal that reflect light are press-fitted into the jig position mark hole 362 and fixed. The position is fixed with the guide hole group 361G, and the expansion / contraction movement (XYZ) of the contact point group 32G of the probe 31 can be limited to the clearance range of the difference in diameter between the guide hole 361 and the probe tip 31A.
上記で治具位置マーク孔362の位置は、案内板36の孔加工後に測長されると述べた。治具位置マーク孔362(透過照明の撮像)と、円柱状の金属などが固定された治具位置マーク3a、3b(反射照明の撮像)の光学的認識の位置に差異が無い保証はない。そこで、一対の計測孔363を基準に治具位置マーク3a、3bを表面から実測することが好ましい。その場合、先に測定した孔測定データJHM1との差があれば、その差を加算したJMDA1、JMDB1を作成することになる。これで、補助カメラ25の治具位置マーク3a、3bの認識位置が検査治具3(=接触点群32G)のより適正な光学的位置となる。この様に、一対の治具位置マーク3a、3bが検査治具3の適正な位置である要件に合う改善をしている。
It was stated above that the position of the jig position mark hole 362 is measured after the hole of the
図8(a)に補助カメラ25が治具位置マーク3a、3bを撮像した画像を示している。円形の治具位置マーク3a、3bが内側にある。外側の円形は補助カメラ開口部251Aの補助カメラ位置マーク25Pになっている。その中心が補助カメラ光軸25Lとなる。外側の四辺形は補助カメラ視野25Sになる。反射光の大小(反射率、白度)に依って、治具位置マーク3a、3bの位置が補助カメラ光軸25Lから位置認識できる。図8(b)は、円形の治具位置マーク孔362を撮像した画像である。反射光の白度は、治具位置マーク孔362は低白度、案内板36の表面は中白度、補助カメラ位置マーク25Pの外側は高白度の白色となる。画像処理部14には、例えば多値化機能が有って治具位置マーク孔362の位置を認識している。
FIG. 8A shows an image of the jig position marks 3a and 3b captured by the
治具位置マーク3a、3bを孔の治具位置マーク孔362とすると、一対の測長孔363(測長マーク)としても使用ができる。
上述の説明では、従来通り画像の2値化(白黒)の判定レベルが1つに合わせて、治具位置マーク孔362に例えば円柱状の金属を同軸に圧入して反射率を大にして、画像が高白色となる治具位置マーク3a、3bを作成しているがその必要がない。又、補正治具位置マークのJMDA1、JMDB1も無くせる。検査治具3の設計と製作が容易になる。
If the jig position marks 3a and 3b are the hole jig position mark holes 362, they can also be used as a pair of length measurement holes 363 (length measurement marks).
In the above description, as in the conventional case, the determination level of binarization (black and white) of the image is adjusted to one, and for example, a cylindrical metal is coaxially press-fitted into the jig position mark hole 362 to increase the reflectance. Jig position marks 3a and 3b that make the image highly white are created, but it is not necessary. In addition, the correction jig position marks JMDA1 and JMDB1 can be eliminated. The design and manufacture of the
又、案内板36の全ての孔は固定の位置であるので、案内孔361を採用しても良い。しかし、プローブ先端も案内孔361の内側に撮像されてプローブ先端形状の画像はどの様になるか定かではない画像となるが、案内孔361の中心位置を認識する専用のソフト(アルゴリズム)であれば位置認識は出来る。
これらから、治具、測長、基板、補助カメラ、レジスト等の位置マークは案内板36の孔など表面の凹部を含む、カメラ画像の濃淡などから位置認識できる認識面(被写体)に固定の形状であれば良いことになる。色識別であっても良い。自動のカメラ位置認識の必要が無い場合、操作パネル12のモニタ上で作業者が位置を特定しても良い。
[実施の形態3]
Further, since all the holes of the
From these, the position marks of jigs, length measurement, substrates, auxiliary cameras, resists, etc. have a shape fixed to the recognition surface (subject) that can recognize the position from the shading of the camera image, including recesses on the surface such as holes in the
[Embodiment 3]
図4に示す様に、基板2の表面パターン202は、表面保護膜のレジストマスク203がされている。基板製造工程でレジストマスク203が表面パターン202とずれている場合がある。検査端子201に同一形状のレジスト開口部201rがずれて重なると、プローブ31の接触点32からすると検査端子201の中心位置が移動したことになる。
As shown in FIG. 4, the surface pattern 202 of the
上記のステップ6において、主カメラ15は基板2の基板位置マーク2a、2bを認識している。一般的には基板位置マーク2a、2bは周辺にレジストマスク203がない単独島の導体パターン(フィデューシャルマーク)が形成されている場合が多いので、レジストマスク203の検査端子201のレジスト開口部201rでのレジストずれは検出していない。本願では、一対のレジストマスク開口部201rをレジスト位置マーク2ar、2brとして登録して、所定の基板枚数毎に位置認識を行い、基板位置マーク2a、2bとレジスト位置マーク2ar、2brからの基板位置の差が所定の誤差内であることを確認している。
In
例えば、このレジストずれの誤差量が所定値を超えた場合は、レジストマスク開口部201rを基板位置に採用する。所定値の半分を超えた場合は、基板位置マーク2a、2bの基板位置PM(Xm,Ym,Θm)とレジスト位置マーク2ar、2brのレジスト位置PR(Xr,Yr,Θr)の平均を採用する。所定値の2倍を超えた場合は、基板のレジストずれ不良と判定する。
レジストずれは、電気検査時のプローブ31の接触点32の実質の適正位置を移動させる。又は、接触面積を小さくする支障があり、レジストずれ量を基板2の位置認識に反映している。これで、電気検査前の基板2の一対の基板位置マーク2a、2bがプローブ31の接触に適正な位置にあることの要件を改善している。又、レジストずれの誤差が所定値を超えた場合は、基板のレジストずれ不良と判定することも出来る。
又、レジスト開口部201r等の光学的な位置認識において、画像処理部14に上述の例えば多値化機能、色識別機能などと、対応ソフトが有ることが位置マークの自動認識に好ましい。
[実施の形態4]
For example, when the error amount of the resist displacement exceeds a predetermined value, the resist mask opening 201r is adopted at the substrate position. If it exceeds half of the predetermined value, the average of the substrate position PM (Xm, Ym, Θm) of the substrate position marks 2a and 2b and the resist position PR (Xr, Yr, Θr) of the resist position marks 2ar and 2br is adopted. .. If it exceeds twice the predetermined value, it is determined that the resist misalignment of the substrate is defective.
The resist misalignment moves the substantially proper position of the
Further, in the optical position recognition of the resist opening 201r or the like, it is preferable that the
[Embodiment 4]
新期製作の検査治具3の搭載時の位置確認について説明する。治具位置マーク3a、3bの位置データとして、上記の余裕度からのJMDB1又はJMDB、設計との差からのJMDA1又はJMDA、設計からのJMDの順位で位置データとして採用することが好ましい。
基板2の光学的位置合せ後に電気検査を実施してPASSを確認する。そして、その光学位置Jp(Xp,Yp,Θp)から周辺を電気(通電)探査してPASS範囲の中心にあることを確認する。具体的には検査治具3を、Θ軸を正と負の方向に回転し検査して、PASS範囲の中心にする。次にX軸を正と負の方向に移動し検査して、PASS範囲の中心にする。Y軸を正と負の方向に移動し検査して、PASS範囲の中心にする。これで、電気検査に適正な電気位置Je(Xe,Ye,Θe)となる。
The position confirmation at the time of mounting the
After the optical alignment of the
検査治具3の光学位置Jpと電気位置Jeの差のデータΔJpe(Xe−Xp,Ye−Yp,Θe−Θp)を検査治具3の特性値として主記憶部111や他の記憶手段に登録する。光学位置Jpは各々の基板2に依って変わるので、差のデータΔJpeを加算すると基板2が変わっても対処ができる。
又、検査治具3は他の記憶手段の1つとして制御装置11によってデータの読出しと書込みが出来る記憶手段39を装備していることが好ましい。検査治具3を他の装置に搭載した場合も、独自の書込まれた差のデータΔJpeを光学位置Jpに加算すると電気位置Jpを再現することができる。上述の治具位置マークの位置データも同様に記憶手段39に書込みされていることが好ましい。
ただし、電気接触点群32GEの位置は、プローブ先端31Aと案内孔36とのクリアラスもあってプレス毎に微小な移動バラツキがあるのは避けられない。複数の差のデータのサンプルから統計中心は求められるが、ここでは、1つの差のデータを採用している。
実際の基板検査装置1、検査治具3、基板2には、微小であるが設計値からの製造誤差が各々ある。そして、各々について改善がされているので、その組合せが変わると電気検査に適合する位置合せの位置が変わることに対応することが出来る。
[その他の実施の形態]
The data ΔJpe (Xe-Xp, Ye-Yp, Θe-Θp) of the difference between the optical position Jp and the electrical position Je of the
Further, it is preferable that the
However, it is inevitable that the position of the electrical contact point group 32GE has a slight movement variation for each press due to the clear lath between the probe tip 31A and the
The actual
[Other embodiments]
搬送テーブル21のタイプに付いて、実施の形態1の1つの搬送テーブル21の搬送方向をY軸からX軸方向に変えても良い。XとYが変わるが位置合せの制御演算には支障はない。
搬送テーブル21を2つにしても良い。主カメラ15の基板2の位置認識と電気検査が並列動作となって、連続自動検査の時間が約半分になる。この場合、例えば、搬送方向が独立の各々XY軸の2方向とした場合、主カメラ15を機構本体10に固定すると、独立した2つの搬送テーブル21a、21bの移動軌跡(特性)は微小であるが異なることになる。位置合せ誤差の精度に応じて2つの制御座標112a、112bとすることが好ましい。各々の移動特性に合わせてステップS0と同様に補正と校正ができる。
With respect to the type of the transfer table 21, the transfer direction of one transfer table 21 of the first embodiment may be changed from the Y-axis direction to the X-axis direction. Although X and Y change, there is no problem in the alignment control calculation.
The number of transport tables 21 may be two. The position recognition of the
図10に示す基板2の搬送を1つの回転テーブル21Rにしても良い。例えば、90度毎の4つの停止位置に基板保持部211nがあって、基板2の載置S5、位置認識S6、電気検査S7、取出しS8の並列動作となって、連続自動検査の時間短縮にも好ましい。
The transfer of the
主カメラ15のXY相対的移動を実施の形態1 (図1)では検査治具移動部30のX軸と搬送テーブル21のテーブル移動部20のY軸で構成しているが、回転テーブル21Rでは独立したXY移動部15XYに主カメラ15を固定設置している。制御装置11の制御座標112は成立するので、位置合せの制御演算ができる。
例えば、上述の90度などの1つの回転テーブル21Rでは分割角度が等分又は等分に制御されていれば、接線方向をX軸とするXY移動系とすることが出来る。実施の形態1のテーブル移動部20のY軸の距離が回転テーブルの回転角度(ラジアン*半径=円周の距離)になったことになる。
In the first embodiment (FIG. 1), the XY relative movement of the
For example, in one rotary table 21R such as 90 degrees described above, if the division angle is controlled to be equally divided or evenly divided, an XY moving system having a tangential direction as the X axis can be obtained. The Y-axis distance of the
回転テーブル21Rに固定の基準マーク22Sと固定角度にある補助カメラ25が検査位置S4に停止し、検査治具3は検査治具移動部30XYに依って独立して相対移動するので、同様に補助カメラ25は接線方向をX軸とするXY移動系となる。
主カメラ15と、整合治具40上の整合カメラ41の独立した位置認識のXY移動はステップS0において補正と校正ができる。又、相対移動の同等も確保できる。これは、独立した主カメラ15のXY移動部15XYと、補助カメラ25(検査位置S7に停止)のXY移動部(検査治具移動部30XY)は90度の固定角度にあって、制御座標112が成立し、基板2と検査治具3は光学的に位置合せが出来る。
ただし、回転テーブル21Rの角度と停止位置の精度(再現性)が確保されていることが要件となる。この場合も複数のテーブル位置マーク22の適正な配置は、テーブルの停止位置と検査治具3の相対移動の再現性の認識に好ましい。再現性があれば制御座標上に補正ができる。又、4つの基板保持部211n毎に制御座標112a、112b、112c、112dを設定することも出来る。各々に補正定数を付加でも良い。基板保持部211n毎にテーブル位置マーク22a、22b、22c、22d等を追加しても良い。
The reference mark 22S fixed to the rotary table 21R and the
The independent position recognition XY movements of the
However, it is a requirement that the accuracy (reproducibility) of the angle and the stop position of the rotary table 21R is ensured. In this case as well, the proper arrangement of the plurality of table position marks 22 is preferable for recognizing the reproducibility of the relative movement of the table stop position and the
主カメラ15がZ軸も制御移動する構成とすることが出来る。主カメラ15と整合カメラ41の双方で補助カメラ位置マーク25Pを認識できることになる。本願では検査治具移動部30のZ軸を利用する構成が移動部の増加が無く、治具位置マーク3a、3bの認識と同じ移動軌跡のZ軸を採用している。
主カメラ15又は整合カメラ41で補助カメラ位置マーク25Pを認識することは、補助カメラ光軸25Lと同軸位置を認識したことになる。
同様に、機構本体10の複数の移動部の構成は制御装置11において制御座標112が成立すれば各種の機械構成に変えることが出来る。
The
Recognizing the auxiliary
Similarly, the configuration of the plurality of moving portions of the mechanism
本装置10の移動部は、主にボールねじをモータ回転させて駆動しているがリニア方式等であっても良い。何れにしても移動の指示値に対して移動量は温度に依り微小であるが変わる。これは、移動部にリニアスケール(測長器)などを装備しても固体スケールの測長器では同様になる。レーザー測長器を装備すれば改善はされるが本装置10では採用していない。
The moving portion of the
本装置10では基板2と検査治具3の案内板36の中心を基準にして温度に依る相互差異を中心から振分ける構成にしている。又、機構本体10は主カメラXY座標系と整合カメラ及び補助カメラのXY座標系を相対的に同等(平行移動)にして、機構本体10の基板認識位置S6と電気検査位置S7の温度等に依る相互移動を、搬送テーブル21と検査治具3を光学的に自動認識して制御座標112に反映させて改善している。又、固定位置の複数のテーブル位置マーク22(その時の温度で熱膨張した)を基に各移動部を補正している。
In the
本基板検査装置1の位置合せに関係する機構本体10、検査治具3、基板2は材質が異なる等で測長した実測値は設計値と差異が発生する。機構本体10にデジタルの温度、湿度計を装備して制御装置11と接続又は通信可能であることが好ましい。温度に依る相互差異に規則性があれば改善することが出来る。本装置は動作のステップS0、S4などの所定条件で日時と位置認識のデータを記録している。機構本体10の状態に日時、温度、湿度を追記して、これらの記録データ群を解析することで温度に依る相互差異の規則性は機構本体10の制御に反映することができる。
The measured values of the mechanism
カメラで認識する位置マークについて、独立の円形の島又は孔が一般的であるが、四辺形など多角形、十字の+形状などカメラの撮像が位置認識に画像処理できる形状であれば良い。照明についても、反射又は透過の適正な方を採用できる。
補助カメラ位置マーク25Pは径が2mmの円形の補助カメラ開口部251Aとしているが、透明ガラスの十字線でも良い。この場合、補助カメラ25の視野と倍率の制約が改善される。
位置マークは、一対に限定せずに二対などの2つ以上の複数であっても良い。
The position mark recognized by the camera is generally an independent circular island or hole, but any shape such as a polygon such as a quadrilateral or a + shape of a cross that can be image-processed for position recognition by the camera may be used. As for the lighting, the one with appropriate reflection or transmission can be adopted.
The auxiliary
The position marks are not limited to a pair, and may be two or more such as two pairs.
実施の形態2では、検査治具3の接触点群32Gなどを案内板36の孔の測定値から設定したが、検査治具3に実装されたプローブ31の先端群などの位置合せに関連する位置を直接にデジタル測長機60で測定して設定しても良い。接触点群32Gと治具位置マーク3a、3bとの位置関係が判る。
製造した案内板36の孔群を測長する原点を決める一対の測長孔363をX軸上に追加したが、案内孔363で代用しても良い。しかし、多数が高密度にある案内孔群363Gから代用の案内孔363を確定するのが容易でなく、測長に有用な位置に追加することが好ましい。
In the second embodiment, the contact point group 32G of the
A pair of
又、先端群は検査治具3に感圧紙の打痕シート2Sが貼られた打痕取得板2Tを圧接した打痕群を測定しても良い。
又、案内板36表面の凹凸を利用して、孔の治具位置マーク3a、3bの各々の周辺部分のみの部分打痕シートであれば、打痕シートには厚さがあって圧接力が集中して掛り、孔の圧接跡のマークとプローブの打痕群と同時に取得が出来る。この2つの測定値から接触点群32Gと治具位置マーク3a、3bの位置データを作成しても良い。打痕は感圧シート2Sの圧接跡に相当する。感圧シート2Sには圧力感度があって、貼る面積は圧力感度とプレス圧で変わる。圧力に高感度な低圧力用のものが好ましい。又、転写タイプなど種々のものがある。要は、案内板36表面の凹凸の圧接による感圧が視認可能に記録されれば良い。
Further, as the tip group, the dent group in which the dent acquisition plate 2T on which the dent sheet 2S of the pressure-sensitive paper is attached to the
Further, if the dent sheet is a partial dent sheet only in the peripheral portion of each of the jig position marks 3a and 3b of the hole by utilizing the unevenness on the surface of the
基板検査装置1に検査治具3を搭載時、部分的に感圧シート2Sが貼られた感圧記録板2Tを基板保持部211に固定し、検査治具3がプレスした後に、孔の治具位置マーク3a、3bの圧接跡の感圧位置マーク3at、3bt(後述と図9に記載)を主カメラ15で位置認識が出来ることになる。検査治具3の面位置(XYΘ)も判ることになる。この感圧シート2Sの圧接跡の感圧位置マーク3at、3btの利用は補助カメラ25と主カメラ15の位置認識が相対的に同等を確認(実証)する手段として好ましい。不同等の場合はステップS0A1、0B1又はS0A、S0Bを実施して以前の記録との差異解析から原因と補正又は校正して同等も回復が出来る。又、整合カメラ41がない場合、不同一のデータ (XYΘ)を2つの光学位置の差のデータの機構本体定数Δp(XYΘR)、中心のX、Y位置、回転、直交度(補助カメラ25の相対移動係数)に設定しても良い。複数の治具位置マークが3点以上で2次元にあれば、直交度差も判る。複数の基板保持部211nには必要に合わせてΔp1、Δp2・・Δpnを同様に設定しても良い。何れにしても(相対移動の)同等が維持と回復ができる。
When the
又、検査治具3を案内板36に固定の凸形状の治具位置マーク3a、3b・・3nが3点以上で2次元にある同等の確認用の整合確認治具45を使用しても良い。感圧記録板2Tを使用して主カメラ15で位置認識できる。補助カメラ25と同等(XYΘR)、又は差異が認識できる。
主カメラ15が感圧記録板2Tの感圧位置マーク3at、3btを撮像した画像は、凸形状の治具位置マーク3a、3bでは図9(a)に示す強濃色となり、非圧接部分の案内板36は低濃色(発色なし)。孔などの凹形状の治具位置マーク3a、3bでは図9(b)に示す案内板36の表面の圧接は中程度発色(中濃度色)となる。これらから、整合カメラ41が無くても、2つの光学位置の差のデータの機構本体定数Δp(XYΘR)を複数の基板保持部211n毎に設定しても良いことになる。
しかし、基板保持部211nに感圧記録板2Tを固定するのは、複数の基板保持部211nと多面付け基板(の検査治具の面毎の検査プレス)の場合もあって、機構本体の構成と特性で相当な作業となることがあり出来るだけ避けることが好ましい。
本願では主カメラ15の原点設定(ステップS0A1)と補助カメラ25で治具位置マーク3a、3b(ステップS4)を検査治具3の搭載毎を含む装置動作の所定のタイミングで直接に自動認識をしている。検査治具3の少なくとも制御座標上の位置が判る。
Further, even if the matching confirmation jig 45 for equivalent confirmation is used in which the
The images of the pressure-sensitive position marks 3at and 3bt captured by the
However, the pressure-sensitive recording plate 2T is fixed to the substrate holding portion 211n in the case of a plurality of substrate holding portions 211n and a multi-imposition substrate (inspection press for each surface of the inspection jig), and the configuration of the mechanism main body. It is preferable to avoid it as much as possible because it may be a considerable work due to its characteristics.
In the present application, the origin setting of the main camera 15 (step S0A1) and the jig position marks 3a and 3b (step S4) of the
複数のテーブル位置マーク22は、例えば固定の一対のテーブル位置マーク22であっても良い。主カメラ15が認識するXY座標から面として認識が出来るので、経時的な変化があれば認識が出来る。しかし、本願では基準マーク22Sを原点にしてX軸とY軸方向にも位置マークを配置して面の変化の様子(XYΘR)を解析する演算処理に好ましい配置にしている。
The plurality of table position marks 22 may be, for example, a pair of fixed table position marks 22. Since it can be recognized as a surface from the XY coordinates recognized by the
例えば、上述の図2の(0、+tm3)の配置に(0,−tm4)のtm4≒2*ts等を追加しても良い。搬送テーブル21の概略全面を位置認識できる。これに(+tm1,−tm4)、(−tm2,−tm4)を追加しても良い。これはらの配置は主カメラ15が認識するXY座標系に対して搬送テーブル21に固定のXY補助スケールとして機能しており、相対移動の再現性の認識に好ましい。
For example, tm4≈2 * ts of (0, −tm4) may be added to the arrangement of (0, + tm3) in FIG. 2 described above. The position of the entire surface of the transport table 21 can be recognized. (+ Tm1, -tm4) and (-tm2, -tm4) may be added to this. The arrangement of these functions as an XY auxiliary scale fixed to the transport table 21 with respect to the XY coordinate system recognized by the
検査治具3の相対移動系の再現性については、適時に上述の整合カメラ41のある整合治具40を搭載して複数のテーブル位置マーク22など位置マークを認識すると判る。主カメラ15と、整合カメラ41又は補助カメラ25が認識するXY座標系の相対関係が判り補正も可能である。これで、主カメラ15と補助カメラ25の位置認識を経時的に同等とすることが出来る。
又、整合カメラ41は検査治具保持部301に固定されていても良い。整合治具40の搭載と取外し作業が無く、検査治具3が有っても位置認識が実施できる。連続自動検査中にも可能になる。整合カメラ41の配置は機構本体10の構成と特性に合わせて選択できる。両方に配置もある。
Regarding the reproducibility of the relative movement system of the
Further, the matching
補助カメラ位置マーク25PのZ軸の高さ25Phをテーブル位置マーク22及び基板位置マーク2a、2bと同一にしても良い。主カメラ15と整合カメラ41の両方で認識することが出来る。しかし、本願では治具位置マーク3a、3bの撮像時に搬送テーブル21上の図示にない突起物と検査治具3の案内板36との物理的干渉の問題から図1、2、3に示す様に突起させている。
The height 25Ph of the Z axis of the auxiliary
上述のXY標準スケール61について、十字形状のものを説明したが、田文字形状、格子形状(格子配置)のものであっても良い。2次元に配置の複数の所定の位置マークのXY位置が精度保証されていれば、それを基にカメラ15、41の位置認識から制御座標112を校正することが出来る。
Although the above-mentioned XY standard scale 61 has a cross shape, it may have a paddy character shape or a grid shape (grid arrangement). If the accuracy of the XY positions of a plurality of predetermined position marks arranged in two dimensions is guaranteed, the control coordinates 112 can be calibrated from the position recognition of the
図1の本体構成では、検査治具3と整合カメラ41は間接的に主カメラ15に連結されて近似の相対移動をして他の本体構成と比較すると誤差は少ないが、相対移動の本体構成が異なる場合、機構本体10の機械的特性、室温もあるが経時的な誤差、変化が問題となることがある。
その他の実施の形態で示した様な機構本体10の搬送テーブル、検査治具、移動軸構成、各配置の形態などが異なる種々の基板検査装置の光学的位置合せの実施では、主カメラ15、整合カメラ41、補助カメラ25、テーブル21上の複数の位置マークの構成は経時変化にも適切に対応が出来る。
上記全体の要旨は、主カメラ15の複数のテーブル位置マーク22の位置認識が自動再設定、補正の範囲であれば、主カメラ15と検査治具3又は整合カメラ41は、テーブル21上の複数の位置マークと補助カメラ25に対し同等の相対移動を自動補正で実現する。そして、1つの検査治具3は搭載する複数の基板検査装置1が変っても適正な光学位置からの電気位置との差は変わらないことになる。
In the main body configuration of FIG. 1, the
In the implementation of optical alignment of various substrate inspection devices having different transport tables, inspection jigs, moving shaft configurations, and arrangement forms of the mechanism
The overall gist of the above is that if the position recognition of the plurality of table position marks 22 of the
本発明の特定の実施形態についての上述の説明は、例示を目的として提示したものである。記載に前後はあるがそれらは、網羅的であったり、記載した形態そのままに本発明を制限したりすることを意図したものではない。数多くの変形や変更が、上述の記載内容に照らして可能であることは当業者に自明である。 The above description of a particular embodiment of the invention is presented for purposes of illustration. Although there are some contextual statements, they are not intended to be exhaustive or to limit the invention in its original form. It is self-evident to those skilled in the art that numerous modifications and changes are possible in the light of the above description.
本発明の基板検査装置と検査治具は、プリント配線基板、ICパッケージ、IC等の電子部品に備えられた複数の検査端子にプローブを同時に導電接触させる通電治具と通電装置全般に用いることができる。 The substrate inspection device and inspection jig of the present invention can be used for all energizing jigs and energizing devices that simultaneously bring a probe into conductive contact with a plurality of inspection terminals provided on electronic components such as printed wiring boards, IC packages, and ICs. can.
1・基板検査装置 10・機構本体、装置 11・制御装置 112・制御座標 112S・制御座標の原点 15・主カメラ 21・搬送テーブル、テーブル 22・テーブル位置マーク 22S・基準マーク 25・補助カメラ 25L・補助カメラ光軸 251A、25P・補助カメラ開口部、補助カメラ位置マーク 2・基板 2T・感圧記録板、打痕取得板 2a、2b・基板位置マーク 201・検査端子、パターン、検査点 201r・レジストマスク開口部 2ar、2br・レジスト位置マーク 30・検査治具移動部 3・検査治具 3a、3b・治具位置マーク 3at、3bt・感圧位置マーク 31・プローブ、接触子 32・接触点 36・案内板 361・案内孔 362・治具位置マーク孔、治具位置マーク、測長マーク 363・測長孔、測長マーク 39・記憶手段 40・整合治具 41・整合カメラ 60・測長機、デジタル測長機 61・XY標準スケール
1. Board inspection device 10-Mechanism body, device 11-Control device 112-Control coordinates 112S-Origin of control coordinates 15-Main camera 21-Transfer table, table 22-Table position mark 22S-Reference mark 25-
Claims (6)
前記基板検査装置は、前記基板と前記検査治具を光学的位置合せする機能を有しており、
前記検査治具は、検査治具本体と、データが記録された記録媒体と、を備え、
前記検査治具本体は、
前記基板検査装置の検査治具保持部に保持される治具べースと、
前記検査端子に接触する複数のプローブと、
当該複数のプローブを保持するプローブ保持部と、
前記複数のプローブの先端を前記検査端子に案内する複数の案内孔がある案内板と、を含み、
当該案内板は、光学的に位置認識が可能な複数の治具位置マークを有しており、
前記記録媒体の前記データは、
前記複数の治具位置マークの補正後の位置データを含んでおり、
当該補正後の位置データは、前記基板の前記複数の検査端子の設計上の検査点と、製造された前記検査治具本体の、前記複数の案内孔の位置をXY座標系の測長機により測定したXY座標の測長値である測定位置又は前記複数のプローブの先端群の位置を前記測長機により測定したXY座標の測長値である測定位置、から設定された前記複数のプローブの接触点群の位置と、が適性に整合するように、演算にて探査され決定された前記複数のプローブの接触点群の回転量とXY移動量に対応するように、製造された前記検査治具本体の前記複数の治具位置マークの位置を前記測長機により測定したXY座標の測長値である測定位置から補正された前記複数の治具位置マークの位置データである、検査治具。 An inspection jig that is a replaceable part of a board inspection device that inspects the electrical characteristics of a board that has multiple inspection terminals to which an electric circuit is wired.
The substrate inspection device has a function of optically aligning the substrate with the inspection jig.
The inspection jig includes an inspection jig main body and a recording medium on which data is recorded.
The inspection jig body
A jig base held in the inspection jig holding portion of the substrate inspection device, and
With a plurality of probes in contact with the inspection terminal,
A probe holding unit that holds the plurality of probes,
Includes a guide plate having a plurality of guide holes for guiding the tips of the plurality of probes to the inspection terminal.
The guide plate has a plurality of jig position marks capable of optically recognizing the position.
The data on the recording medium is
It contains the corrected position data of the plurality of jig position marks.
The corrected position data is obtained by measuring the design inspection points of the plurality of inspection terminals on the substrate and the positions of the plurality of guide holes of the manufactured inspection jig main body by a length measuring machine of the XY coordinate system. Of the plurality of probes set from the measurement position which is the measured length value of the measured XY coordinates or the measurement position which is the measured length value of the XY coordinates measured by the length measuring machine for the position of the tip group of the plurality of probes. The inspection cure manufactured so as to correspond to the rotation amount and the XY movement amount of the contact point group of the plurality of probes, which are searched and determined by calculation so that the position of the contact point group and the position of the contact point group are appropriately matched. An inspection jig that is position data of the plurality of jig position marks corrected from the measurement position which is the measured value of the XY coordinates measured by the length measuring machine for the positions of the plurality of jig position marks on the tool body. ..
前記複数の治具位置マークの補正後の位置データを作成する工程を含み、
当該工程は、
前記基板の前記複数の検査端子の設計データを作成する工程と、
製造した前記検査治具本体の前記複数の治具位置マークの位置、及び前記複数の案内孔の位置又は前記複数のプローブの先端群の位置を前記XY座標系の測長機により測定する工程と、
測定された前記測定位置から前記複数のプローブの接触点群の位置を設定する工程と、
前記基板の前記複数の検査端子に適性に整合するための、前記複数のプローブの接触点群の回転量とXY移動量を演算にて探査し決定する工程と、
決定された前記回転量及びXY移動量に対応するように、前記複数の治具位置マークの前記測定位置から補正された前記補正後の位置データを作成する工程と、を含む、検査治具の製造方法。 The method for manufacturing an inspection jig according to any one of claims 1 to 3.
Including the step of creating the corrected position data of the plurality of jig position marks.
The process is
The process of creating design data for the plurality of inspection terminals on the substrate, and
A step of measuring the positions of the plurality of jig position marks of the manufactured inspection jig main body, the positions of the plurality of guide holes, or the positions of the tips of the plurality of probes by the length measuring machine of the XY coordinate system. ,
The step of setting the position of the contact point group of the plurality of probes from the measured measurement position, and
A step of calculating and determining the amount of rotation and the amount of XY movement of the contact point cloud of the plurality of probes in order to appropriately match the plurality of inspection terminals on the substrate.
The amount of rotation is determined and so as to correspond to the XY movement amount, and a step of creating a positional data after the correction is corrected from the measured positions of the plurality of jigs position marks, the inspection jig Production method.
前記基板と前記検査治具を光学的位置合せする機能を有しており、
前記光学的位置合せにおいて、前記検査治具の前記複数の治具位置マークの前記補正後の位置データを前記検査治具の位置と定め、光学的に認識した前記基板の前記複数の基板位置マークと前記検査治具の前記複数の治具位置マークの位置から、前記基板と前記検査治具を整合させることを特徴とする基板検査装置。 A substrate inspection apparatus that has the inspection jig according to any one of claims 1 to 3 interchangeably, and inspects the electrical characteristics of a substrate having a plurality of inspection terminals to which an electric circuit is wired and a plurality of substrate position marks. And
It has a function of optically aligning the substrate and the inspection jig.
In the optical alignment, the corrected position data of the plurality of jig position marks of the inspection jig is defined as the position of the inspection jig, and the plurality of substrate position marks of the substrate are optically recognized. A substrate inspection apparatus, characterized in that the substrate and the inspection jig are aligned from the positions of the plurality of jig position marks of the inspection jig.
前記検査治具の前記複数の治具位置マークの前記補正後の位置データを前記検査治具の位置と定める工程と、
前記基板の前記複数の基板位置マークと前記検査治具の前記複数の治具位置マークの位置を光学的に認識する工程と、
前記基板と前記検査治具とを整合させる整合工程と、
前記整合工程の後に、前記基板と前記検査治具を当接させて、電気特性を検査する工程と、を含むことを特徴とする基板検査方法。 A substrate inspection method for inspecting the electrical characteristics of the substrate by using the substrate inspection apparatus according to claim 5.
A step of defining the corrected position data of the plurality of jig position marks of the inspection jig as the position of the inspection jig.
A step of optically recognizing the positions of the plurality of substrate position marks on the substrate and the plurality of jig position marks of the inspection jig, and
A matching process for matching the substrate and the inspection jig,
A substrate inspection method comprising, after the matching step, a step of bringing the substrate into contact with the inspection jig to inspect the electrical characteristics.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020149552A JP6920024B2 (en) | 2018-08-30 | 2020-09-07 | Board inspection device, inspection jig, and its board inspection method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018161175A JP6847495B2 (en) | 2018-08-30 | 2018-08-30 | Board inspection device, inspection jig, and its board inspection method |
| JP2020149552A JP6920024B2 (en) | 2018-08-30 | 2020-09-07 | Board inspection device, inspection jig, and its board inspection method |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018161175A Division JP6847495B2 (en) | 2018-08-30 | 2018-08-30 | Board inspection device, inspection jig, and its board inspection method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2020201283A JP2020201283A (en) | 2020-12-17 |
| JP2020201283A5 JP2020201283A5 (en) | 2021-02-04 |
| JP6920024B2 true JP6920024B2 (en) | 2021-08-18 |
Family
ID=73743359
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020149552A Active JP6920024B2 (en) | 2018-08-30 | 2020-09-07 | Board inspection device, inspection jig, and its board inspection method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6920024B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7375078B2 (en) * | 2022-03-23 | 2023-11-07 | 秀雄 西川 | Double-sided board inspection device and its board inspection method |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3021392B2 (en) * | 1997-05-30 | 2000-03-15 | ユーエイチティー株式会社 | Method for testing continuity of B, G, and A IC substrate |
| JP3313085B2 (en) * | 1998-06-02 | 2002-08-12 | 日本電産リード株式会社 | Substrate inspection apparatus and relative position adjustment method between substrate and inspection head in substrate inspection apparatus |
| JP3065612B1 (en) * | 1999-06-01 | 2000-07-17 | 日本電産リード株式会社 | Board inspection equipment |
| JP5464468B2 (en) * | 2008-12-26 | 2014-04-09 | 日本電産リード株式会社 | Substrate inspection device and inspection jig |
| JP2013164381A (en) * | 2012-02-13 | 2013-08-22 | Nidec-Read Corp | Alignment method of substrate inspection device, and substrate inspection device |
| JP6112896B2 (en) * | 2013-02-19 | 2017-04-12 | 日置電機株式会社 | Substrate inspection apparatus and correction information acquisition method |
-
2020
- 2020-09-07 JP JP2020149552A patent/JP6920024B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020201283A (en) | 2020-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6847495B2 (en) | Board inspection device, inspection jig, and its board inspection method | |
| JP4495919B2 (en) | Planarization equipment | |
| TWI553770B (en) | Device for alignment of two substrates | |
| KR100296646B1 (en) | Probe system and probe method | |
| JP5464468B2 (en) | Substrate inspection device and inspection jig | |
| JP5193112B2 (en) | Inspection condition data generation method and inspection system for semiconductor wafer appearance inspection apparatus | |
| US10310010B2 (en) | Probe apparatus and probe method | |
| JP2018200314A (en) | Board inspection device, inspection tool, and its relative alignment method | |
| JP5060821B2 (en) | Substrate inspection apparatus and substrate inspection method | |
| JP6920024B2 (en) | Board inspection device, inspection jig, and its board inspection method | |
| KR101370839B1 (en) | Terminal detecting system | |
| JP2007010671A (en) | Method and system for electrically inspecting test subject, and manufacturing method of contactor used in inspection | |
| CN115509090A (en) | Method for rapidly detecting LDI equipment state | |
| US5124931A (en) | Method of inspecting electric characteristics of wafers and apparatus therefor | |
| JP7174555B2 (en) | Substrate inspection device, alignment thereof, and substrate inspection method | |
| JP2005241491A (en) | Substrate inspection device and its positioning method | |
| JP2010219110A (en) | Probe method and probe device | |
| JP2007305696A (en) | Accuracy measuring method of positioning apparatus | |
| JP7294137B2 (en) | Board inspection device, inspection position correction method, position correction information generation method, and position correction information generation system | |
| US8452563B2 (en) | Apparatus for measuring and calibrating error of wafer prober | |
| JPH11238762A (en) | Flip chip bonding method and device thereof | |
| JP2016100545A (en) | Inspection device and inspection method for semiconductor image sensor | |
| JP2009177166A (en) | Inspection device | |
| JPH1010197A (en) | Function tester | |
| JP2007201103A (en) | Packaging position inspecting method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201216 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201217 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20201217 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20201224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210330 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210419 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210518 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210715 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210724 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6920024 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |