JP6917894B2 - 膜応力低減および動作温度低減用に構成された3d印刷されたチャンバ部品 - Google Patents
膜応力低減および動作温度低減用に構成された3d印刷されたチャンバ部品 Download PDFInfo
- Publication number
- JP6917894B2 JP6917894B2 JP2017541314A JP2017541314A JP6917894B2 JP 6917894 B2 JP6917894 B2 JP 6917894B2 JP 2017541314 A JP2017541314 A JP 2017541314A JP 2017541314 A JP2017541314 A JP 2017541314A JP 6917894 B2 JP6917894 B2 JP 6917894B2
- Authority
- JP
- Japan
- Prior art keywords
- engineered
- macro
- feature
- features
- chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32458—Vessel
- H01J37/32477—Vessel characterised by the means for protecting vessels or internal parts, e.g. coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32009—Arrangements for generation of plasma specially adapted for examination or treatment of objects, e.g. plasma sources
- H01J37/32082—Radio frequency generated discharge
- H01J37/321—Radio frequency generated discharge the radio frequency energy being inductively coupled to the plasma
- H01J37/3211—Antennas, e.g. particular shapes of coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32458—Vessel
- H01J37/32467—Material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32798—Further details of plasma apparatus not provided for in groups H01J37/3244 - H01J37/32788; special provisions for cleaning or maintenance of the apparatus
- H01J37/32807—Construction (includes replacing parts of the apparatus)
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32798—Further details of plasma apparatus not provided for in groups H01J37/3244 - H01J37/32788; special provisions for cleaning or maintenance of the apparatus
- H01J37/32853—Hygiene
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32798—Further details of plasma apparatus not provided for in groups H01J37/3244 - H01J37/32788; special provisions for cleaning or maintenance of the apparatus
- H01J37/32853—Hygiene
- H01J37/32871—Means for trapping or directing unwanted particles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32798—Further details of plasma apparatus not provided for in groups H01J37/3244 - H01J37/32788; special provisions for cleaning or maintenance of the apparatus
- H01J37/3288—Maintenance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/14—Formation of a green body by jetting of binder onto a bed of metal powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/18—Formation of a green body by mixing binder with metal in filament form, e.g. fused filament fabrication [FFF]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/25—Direct deposition of metal particles, e.g. direct metal deposition [DMD] or laser engineered net shaping [LENS]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/32—Process control of the atmosphere, e.g. composition or pressure in a building chamber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/70—Gas flow means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Analytical Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Epidemiology (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Physical Vapour Deposition (AREA)
- Braking Systems And Boosters (AREA)
- Push-Button Switches (AREA)
- Ink Jet (AREA)
- Printing Methods (AREA)
Description
集積回路部品の寸法が(例えば、ディープサブミクロン寸法に)縮小するにつれ、そのような部品を製造するために使用される材料は、満足すべきレベルの電気性能を得るために注意深く選択されなければならない。例えば、隣接する金属相互接続間の距離および/または相互接続を分離する誘電体のバルク絶縁材料の厚さがサブミクロン寸法を有する場合、金属相互接続間に容量性結合が生じる可能性が高くなる。隣接する金属相互接続間の容量性結合は、集積回路の全体的な性能を劣化させて、回路を動作不能にすることがあるクロストークおよび/または抵抗−キャパシタンス(RC)遅延を引き起こすことがある。
サブハーフミクロン以下の特徴の製造は、とりわけ物理的気相堆積チャンバ(PVD)などの様々な処理装置に依存する。堆積チャンバは、処理チャンバ内にプラズマを維持するためにRFコイルを使用する。PVDチャンバで利用される既存のチャンバ部品は、PVDチャンバの動作中に部品に接着する材料に高い膜応力を引き起こす高い温度差を有することがある。膜応力が高くなると、膜が臨界厚さに達した後に、PVDチャンバの動作中に堆積した材料の剥離が生じることがある。堆積した材料の剥離は、結果として、基板欠陥および低歩留まりの一因となるPVDチャンバ内部の汚染(すなわち、微粒子)を増加させる。したがって、汚染のリスクが高いと、望ましくないことには、PVDチャンバの洗浄および保守の頻度を高くすることが求められる。
したがって、処理チャンバの汚染の防止に役立つ、改善されたチャンバ部品が必要である。
一実施形態において、処理チャンバのためのチャンバ部品は、本体を有する。本体は、一体型のモノリシック構造を有する。本体は、テクスチャ加工面を有する。テクスチャ加工面は、複数の独立した工学加工された特徴を有し、工学加工された特徴がマクロ特徴を含む。工学加工された特徴は、膜応力を低減させる、およびチャンバ部品の熱伝導率を調整するように構成される。
別の実施形態では、処理チャンバのためのチャンバ部品は、一体型のモノリシック構造を有する構成部品本体を含む。構成部品本体は、テクスチャ加工面を有する。テクスチャ加工面は、構成部品本体と一体的に形成された、複数の独立した工学加工されたマクロ特徴を含む。工学加工されたマクロ特徴は、テクスチャ加工面から延在するマクロ特徴本体を含む。
さらに別の実施形態では、処理チャンバのためのコイルスペーサのカップは、一体型のモノリシック構造を有する本体を含む。本体は、外側表面と、頂部部分と、底部部分と、頂部部分に配置され、底部部分に向かって延在する開口部と、開口部に隣接して配置された内側表面と、頂部部分に隣接し、外側表面と内側表面との間に配置された上部リップと、外側表面上に形成された複数のマクロレベルの表面特徴と、を含む。
本発明の上記の特徴を詳細に理解することができるように、一部が添付図面に示される実施形態を参照することによって上で要約された本発明のより具体的な記載を行うことができる。しかし、添付された図面は、本発明の典型的な実施形態のみを示し、したがってその範囲を限定すると考えられるべきではなく、その理由は、本発明が他の等しく効果的な実施形態を受け入れることができるためであることに留意されたい。
しかし、添付された図面は、本発明の例示的な実施形態のみを示し、したがってその範囲を限定すると考えられるべきではなく、その理由は、本発明が他の等しく効果的な実施形態を受け入れることができるためであることに留意されたい。
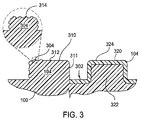
チャンバ部品100の一部として形成される工学加工された特徴104は、堆積した材料の膜接着を促進するために(表面ブラストによって生成されるミクロレベルの粗さのランダムな山および谷とは対照的に)マクロレベルの表面輪郭を乱す工学加工された表面構造を生成する、凹部、突部、または混合された凹突部および突部の所定の繰返しパターンを有することができる。
一部の実施形態では、ミクロレベルの特徴304が、マクロレベルの特徴310の外側表面332上に形成されてもよい。一部の実施形態では、ミクロレベルの特徴304は、マクロレベルの特徴310と320との間の表面302に存在してもよい。さらなる他の実施形態では、工学加工されたマクロレベルの特徴310上に形成される追加的に工学加工された特徴がなくてもよい。ミクロレベルの特徴304は、マクロレベルの特徴310と実質的に同様であってもよい。あるいは、ミクロレベルの特徴304は、最近接のマクロレベルの特徴104とは形状が異なってもよい。例えば、ミクロレベルの特徴304は、工学加工された特徴であってもよく、図4A〜図4Fおよび図5A〜図5Bの例で示すような構造を有してもよい。ミクロレベルの特徴304は、工学加工された特徴104の一部として形成されてもよい。ミクロレベルの特徴304は、外側表面332上すべてにわたって、または外側表面332上に部分的にのみ形成されたパターンであってもよい。例えば、ミクロレベルの特徴304は、工学加工された特徴104の側面311ではなく頂面312に存在してもよい。他の実施形態では、ミクロ特徴は、工学加工された特徴でなくてもよく、ビードブラストなどの従来の粗面化技法を使用して形成されてもよい。
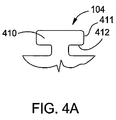
別の実施形態では、工学加工された特徴104は、図4Bに示すように、工学加工された特徴420の内側表面に配置されたアンダーカット422を有する工学加工された特徴420を含んでもよい。アンダーカット422は、内部壁425よりも狭い開口部423を有することができる。アンダーカット422は、チャンバ部品をハンドリングする場合に、容易に損傷されない、堆積膜に対する確かなアンカーポイントを提供することができるのが有利である。別の実施形態では、工学加工された特徴104は、円形から三角形、正方形、または多角形までその形状を変えることができる。工学加工された特徴104は、三次元(3D)の凹みまたは突起構造を形成することができ、外周部に沿ってトレンチも有することができる。
図4A〜図4Fおよび図5A〜図5Bに関して工学加工された特徴104に対して記載された形状は、例示的な形状のサンプルに過ぎず、工学加工された特徴104に対する他の形状および形状の組合せが企図されることを認識されたい。例えば、図4Aの工学加工された特徴410は、接着を促進するために表面積をさらに増加させる第2のアンダーカットまたは積み重ねリブ効果を有する外側エッジ411を有してもよい。
一実施形態による、誘導コイル642を有する処理チャンバ600。処理チャンバ600は、内部容積606を囲む側壁602、底部603、およびリッド604を含む本体605を有する。ペデスタル608などの基板支持体は、処理チャンバ600の内部容積606に配置されている。内部容積606の中へおよび外に基板を移送するために、基板移送ポート609が側壁602に形成されている。
内部容積606の圧力を制御するために、ポンピング装置612が、内部容積606と連通する処理チャンバ600に結合されている。一実施形態において、処理チャンバ600の圧力は、約1Torr以下に維持されてもよい。別の実施形態では、処理チャンバ600内部の圧力は、約500ミリTorr以下に維持されてもよい。さらに別の実施形態では、処理チャンバ600内部の圧力は、約1ミリTorrおよび約300ミリTorrに維持されてもよい。
ターゲット614は、DCソース電力アセンブリ616に結合されてもよい。マグネトロン619は、ターゲット614に隣接して結合されてもよい。マグネトロン619アセンブリの例は、とりわけ、電磁線形マグネトロン、蛇行マグネトロン、螺旋状マグネトロン、二重指状化(double−digitated)マグネトロン、矩形化螺旋状マグネトロンを含む。あるいは、強力なマグネットがターゲット614に隣接して配置されてもよい。マグネットは、ネオジムなどの希土類磁石、または強い磁場を生成するための他の適切な材料であってもよい。マグネトロン619は、プラズマを閉じ込めるだけでなく、ターゲット614に沿ってプラズマの濃度を分布させることができる。
また、ターゲット614とペデスタル608との間にバイアス電力を提供するために、必要に応じて、ペデスタル608を介して追加のRF電源680が処理チャンバ600に結合されてもよい。一実施形態において、RF電源680は、約1MHz〜約100MHz、例えば、約13.56MHzの周波数で基板618をバイアスするためにペデスタル608に電力を提供することができる。
内側シールド620は、ターゲット614とペデスタル608との間の内部容積606に位置決めされてもよい。内側シールド620は、他の材料の中でもとりわけ、アルミニウムまたはステンレス鋼から形成されてもよい。一実施形態において、内側シールド620は、ステンレス鋼から形成される。外側シールド622は、内側シールド620と側壁602との間に形成されてもよい。外側シールド622は、他の材料の中でもとりわけ、アルミニウムまたはステンレス鋼から形成されてもよい。外側シールド622は、内側シールド620を通り過ぎて延在し、ペデスタル608が下降位置にある場合に、カバーリング626を支持するように構成されている。
さらに図6を参照すると、内側シールド620の内側表面722は、処理チャンバ600の内部容積606に露出している。外側表面724は、側壁602および外側シールド622に隣接して配置されている。頂面611は、処理チャンバ600のリッド604に隣接して配置されている。内側シールド620は、内側シールド620を外側シールド622に取り付けるための下方の頂面721に沿って複数の締め具723を有する。
外側シールド622は、外側表面724に沿って配置され、内側シールド620の下に延在する。外側シールド622は、内側シールド620の内側表面722を越えて延在する内側直径772を有する。内側直径772は、内側表面722よりも中心軸701に近い。一実施形態において、内側表面722は、誘導コイル642よりも中心軸701に近い。
コイルスペーサ640は、中心軸701のまわりに円周方向に離間されていてもよい。例えば、複数のコイルスペーサ640のそれぞれは、間隔750だけ離間されていてもよい。隣接するコイルスペーサ640の等距離間隔750によって、誘導コイル642の均一な支持が行われる。
コイルスペーサ640のカップ840は、接着を促進し、処理チャンバ600の動作中に堆積した材料の剥離を最小限にするように構成された表面を有することができる。図9〜図11は、堆積した材料の剥離を抑制するように構成されたコイルスペーサ640のカップに対する様々な配置を示す。図9は、カップ900として示されるカップ840の一実施形態の断面図を表す。図10は、カップ1000として示されるカップ840の一実施形態の断面図を表す。図11は、カップ1100として示されるカップ840のさらに別の実施形態の断面図を表す。
カップ1000の本体922は、ステンレス鋼または他の適切な材料から形成されてもよい。カップ1000は、堆積した材料の接着を促進するためにその上に形成された表面特徴990を有する付加製造によって形成されてもよい。
一実施形態において、カップ1100は、8つのフィンおよび約5mmのフランジ壁厚1110を有する。カップ1100は、堆積した材料の接着を促進するために、フィン1150および凹み1151を含む表面上に形成された特徴990を有する付加製造によって形成されてもよい。カップ1100は、熱均一性を促進し、したがって、応力を低減させるように構成され、接着した材料の剥離を軽減することができる。カップ1100の熱質量および熱放散特性は、カップ1100の頂部部分862と底部部分860との間の温度勾配を低減させることができる。
コイルスペーサ640のためのカップなどのチャンバ部品を3D印刷することによって、チャンバ部品上の堆積材料、すなわち、膜の接着を促進する表面特徴990の追加が容易に可能となるのが有利である。また、チャンバ部品を3D印刷することによって、より低い動作温度を促進し、結果としてカップ840内部のより低い温度勾配をもたらす、カップ840内に示されるボイド954、キャビティ1045、およびフィン1150などの内部特徴を形成することが可能となる。より低い温度勾配は、堆積した材料の膜応力を低減させて、膜剥離の発生を低減させる。したがって、チャンバ部品上の特徴は、膜剥離による処理環境内へ導入される微粒子の低減、および処理チャンバの洗浄と保守との間の頻度または平均時間の低減を促進する。
Claims (15)
- 処理チャンバのためのチャンバ部品であって
一体型のモノリシック構造を有し、テクスチャ加工面を有する構成部品本体
を備えるチャンバ部品であり、前記テクスチャ加工面が、
前記テクスチャ加工面から外側に延在する、前記構成部品本体と一体的に形成されたマクロ特徴本体を含む、複数の独立した工学加工されたマクロ特徴、を備え、前記工学加工されたマクロ特徴は、視線面が、前記テクスチャ加工面にわたり前記工学加工されたマクロ特徴間で形成されないようにするパターンで配置され、前記テクスチャ加工面との界面において、前記マクロ特徴本体の側壁は、前記テクスチャ加工面に対して直角をなしている、
チャンバ部品。 - 前記工学加工されたマクロ特徴が、
前記工学加工されたマクロ特徴上に形成された複数の工学加工されたミクロ特徴
をさらに備える、請求項1に記載のチャンバ部品。 - 前記ミクロ特徴が前記ミクロ特徴上に形成されたサブ特徴をさらに含む、請求項2に記載のチャンバ部品。
- 前記マクロ特徴本体が、
アンダーカット
を備える、請求項1に記載のチャンバ部品。 - 前記マクロ特徴本体が、
内部ボイド
を備える、請求項1に記載のチャンバ部品。 - 前記マクロ特徴本体が螺旋形の形状を有する、請求項1に記載のチャンバ部品。
- 前記マクロ特徴本体が、
もう1つの孔
を備える、請求項1に記載のチャンバ部品。 - 前記マクロ特徴本体が、
前記構成部品本体にコンタクトして配置された第1の材料と、
前記第1の材料上に配置された第2の材料と、
を含む、請求項1に記載のチャンバ部品。 - 前記工学加工されたマクロ特徴が、
前記工学加工されたマクロ特徴上に形成された複数の工学加工されていないミクロ特徴をさらに備える、請求項1に記載のチャンバ部品。 - 前記マクロ特徴本体が、
前記構成部品本体に面する表面
を備える、請求項1に記載のチャンバ部品。 - 前記マクロ特徴本体が、
隣接するマクロ特徴本体に面する前記マクロ特徴本体の表面上に形成された、工学加工されたミクロ特徴
を備える、請求項1に記載のチャンバ部品。 - 前記構成部品本体がチャンバライナー、プロセスキットリング、シールド、またはコイルスペーサを含む、請求項1に記載のチャンバ部品。
- 前記マクロ特徴本体が、
熱チョーク
を備える、請求項1に記載のチャンバ部品。 - 前記構成部品本体が、
複数の熱伝達フィンを有する内側表面と、
前記工学加工されたマクロ特徴が形成された外側表面と、
をさらに備える、請求項1に記載のチャンバ部品。 - 外側表面と、
頂部部分と、
底部部分と、
前記頂部部分に配置され、前記底部部分に向かって延在する開口部と、
前記開口部に隣接して配置された内側表面と、
前記頂部部分に近接し、前記外側表面と前記内側表面との間に配置された上部リップと、
前記外側表面上に形成された複数のマクロレベルの表面特徴であって、前記複数のマクロレベルの表面特徴の各々は、テクスチャ加工面との界面において前記外側表面に対して直角をなしている側壁を有する、複数のマクロレベルの表面特徴と、
を備える、一体型のモノリシック構造を有する本体
を備え、前記マクロレベルの表面特徴は、視線面が、前記外側表面にわたり前記マクロレベルの表面特徴間で形成されないようにするパターンで配置される、処理チャンバのためのコイルスペーサのカップ。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562112649P | 2015-02-06 | 2015-02-06 | |
| US62/112,649 | 2015-02-06 | ||
| US201562184114P | 2015-06-24 | 2015-06-24 | |
| US62/184,114 | 2015-06-24 | ||
| PCT/US2016/013583 WO2016126403A1 (en) | 2015-02-06 | 2016-01-15 | 3d printed chamber components configured for lower film stress and lower operating temperature |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018507327A JP2018507327A (ja) | 2018-03-15 |
| JP2018507327A5 JP2018507327A5 (ja) | 2019-02-28 |
| JP6917894B2 true JP6917894B2 (ja) | 2021-08-11 |
Family
ID=56564502
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017541314A Active JP6917894B2 (ja) | 2015-02-06 | 2016-01-15 | 膜応力低減および動作温度低減用に構成された3d印刷されたチャンバ部品 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10777391B2 (ja) |
| EP (1) | EP3254305B1 (ja) |
| JP (1) | JP6917894B2 (ja) |
| KR (1) | KR102467442B1 (ja) |
| CN (1) | CN107210179B (ja) |
| DE (1) | DE202016009201U1 (ja) |
| SG (2) | SG10201907105SA (ja) |
| TW (1) | TWI725950B (ja) |
| WO (1) | WO2016126403A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018052533A1 (en) | 2016-09-13 | 2018-03-22 | Applied Materials, Inc. | Textured skin for chamber components |
| WO2019007488A1 (en) * | 2017-07-04 | 2019-01-10 | Cleanpart Group Gmbh | TREATMENT CHAMBER COMPONENT AND METHOD FOR FORMING SURFACE TEXTURE |
| DE102017126624A1 (de) | 2017-11-13 | 2019-05-16 | Trumpf Laser- Und Systemtechnik Gmbh | Schichtselektive belichtung im überhangbereich bei der generativen fertigung |
| US11685990B2 (en) * | 2017-12-08 | 2023-06-27 | Applied Materials, Inc. | Textured processing chamber components and methods of manufacturing same |
| US11772323B2 (en) * | 2017-12-14 | 2023-10-03 | Carnegie Mellon University | Directed polymerization method to generate complex, three dimensional (3D) structures in soft materials |
| JP7319425B2 (ja) | 2018-05-15 | 2023-08-01 | 東京エレクトロン株式会社 | プラズマ処理装置及びプラズマ処理装置用部品 |
| JP7068921B2 (ja) * | 2018-05-15 | 2022-05-17 | 東京エレクトロン株式会社 | 部品の形成方法及びプラズマ処理装置 |
| JP7138474B2 (ja) * | 2018-05-15 | 2022-09-16 | 東京エレクトロン株式会社 | 部品の修復方法及び基板処理システム |
| DE102019113001A1 (de) * | 2019-05-16 | 2020-11-19 | Wipotec Gmbh | Monolithischer Wägeblock |
| JP7467062B2 (ja) * | 2019-10-15 | 2024-04-15 | 東京エレクトロン株式会社 | シリコン部材の製造方法及び造形装置 |
| US11739411B2 (en) * | 2019-11-04 | 2023-08-29 | Applied Materials, Inc. | Lattice coat surface enhancement for chamber components |
| KR102340823B1 (ko) * | 2020-07-06 | 2021-12-20 | 주식회사 케이제이테크 | 반도체제조공정 건식식각장치의 SiC 포커스링 제조방법 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4031545A1 (de) * | 1990-10-05 | 1992-04-09 | Hell Rudolf Dr Ing Gmbh | Verfahren und vorrichtung zur herstellung einer texturwalze |
| US5614071A (en) * | 1995-06-28 | 1997-03-25 | Hmt Technology Corporation | Sputtering shield |
| EP0954620A4 (en) * | 1997-01-16 | 2002-01-02 | Bottomfield Layne F | COMPONENTS FOR VACUUM EVAPORATION METALLIZATION AND RELATED METHODS |
| US7116366B1 (en) | 1999-08-31 | 2006-10-03 | Micron Technology, Inc. | CMOS aps pixel sensor dynamic range increase |
| JP2002319520A (ja) * | 2001-04-20 | 2002-10-31 | Murata Mfg Co Ltd | インダクタ及びその製造方法 |
| US6777045B2 (en) * | 2001-06-27 | 2004-08-17 | Applied Materials Inc. | Chamber components having textured surfaces and method of manufacture |
| US6933508B2 (en) * | 2002-03-13 | 2005-08-23 | Applied Materials, Inc. | Method of surface texturizing |
| US6812471B2 (en) * | 2002-03-13 | 2004-11-02 | Applied Materials, Inc. | Method of surface texturizing |
| US20040206804A1 (en) * | 2002-07-16 | 2004-10-21 | Jaeyeon Kim | Traps for particle entrapment in deposition chambers |
| US6955748B2 (en) * | 2002-07-16 | 2005-10-18 | Honeywell International Inc. | PVD target constructions comprising projections |
| CN1806316A (zh) * | 2003-06-11 | 2006-07-19 | 霍尼韦尔国际公司 | 沉积室中用于捕集粒子的阱 |
| KR20060023115A (ko) * | 2003-06-11 | 2006-03-13 | 허니웰 인터내셔널 인코포레이티드 | 증착 챔버내 입자 포착을 위한 트랩 |
| TWI342582B (en) * | 2003-07-17 | 2011-05-21 | Applied Materials Inc | Method of surface texturizing |
| US20060292310A1 (en) * | 2005-06-27 | 2006-12-28 | Applied Materials, Inc. | Process kit design to reduce particle generation |
| US7943434B2 (en) * | 2008-03-21 | 2011-05-17 | Occam Portfolio Llc | Monolithic molded flexible electronic assemblies without solder and methods for their manufacture |
| ES2402959T3 (es) * | 2008-08-21 | 2013-05-10 | Avio S.P.A. | Proceso para producir un filtro, en particular para un separador rotativo y filtro obtenido con él |
| EP2556015B1 (en) * | 2010-04-09 | 2016-08-10 | Frank Niklaus | Free form printing of silicon micro- and nanostructures |
| US20120258280A1 (en) * | 2011-04-11 | 2012-10-11 | Applied Materials, Inc. | Extended life textured chamber components and method for fabricating same |
| JP5989593B2 (ja) * | 2012-04-27 | 2016-09-07 | 日本碍子株式会社 | 半導体製造装置用部材 |
| US9099575B2 (en) * | 2013-07-16 | 2015-08-04 | Cree, Inc. | Solid state lighting devices and fabrication methods including deposited light-affecting elements |
-
2016
- 2016-01-15 EP EP16746946.9A patent/EP3254305B1/en active Active
- 2016-01-15 WO PCT/US2016/013583 patent/WO2016126403A1/en active Application Filing
- 2016-01-15 SG SG10201907105SA patent/SG10201907105SA/en unknown
- 2016-01-15 KR KR1020177025119A patent/KR102467442B1/ko active IP Right Grant
- 2016-01-15 JP JP2017541314A patent/JP6917894B2/ja active Active
- 2016-01-15 DE DE202016009201.5U patent/DE202016009201U1/de active Active
- 2016-01-15 CN CN201680008925.8A patent/CN107210179B/zh active Active
- 2016-01-15 SG SG11201706207QA patent/SG11201706207QA/en unknown
- 2016-01-19 TW TW105101562A patent/TWI725950B/zh active
- 2016-02-04 US US15/015,849 patent/US10777391B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20170115599A (ko) | 2017-10-17 |
| DE202016009201U1 (de) | 2024-01-18 |
| JP2018507327A (ja) | 2018-03-15 |
| US20160233060A1 (en) | 2016-08-11 |
| WO2016126403A1 (en) | 2016-08-11 |
| EP3254305A4 (en) | 2018-10-03 |
| EP3254305A1 (en) | 2017-12-13 |
| TWI725950B (zh) | 2021-05-01 |
| US10777391B2 (en) | 2020-09-15 |
| EP3254305B1 (en) | 2023-05-10 |
| SG11201706207QA (en) | 2017-08-30 |
| CN107210179A (zh) | 2017-09-26 |
| CN107210179B (zh) | 2019-10-18 |
| TW201636192A (zh) | 2016-10-16 |
| SG10201907105SA (en) | 2019-09-27 |
| KR102467442B1 (ko) | 2022-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6917894B2 (ja) | 膜応力低減および動作温度低減用に構成された3d印刷されたチャンバ部品 | |
| EP3140851B1 (en) | Collimator for use in substrate processing chambers | |
| JP2013016818A (ja) | 変化する厚さ、プロファイルおよび/または形状を有する誘電材料および/または空洞を備える静電チャックアセンブリ、その使用方法、ならびにそれを組み込む装置 | |
| US10872749B2 (en) | Textured skin for chamber components | |
| US11685990B2 (en) | Textured processing chamber components and methods of manufacturing same | |
| WO2014113168A1 (en) | Finned shutter disk for a substrate process chamber | |
| US11569069B2 (en) | 3D printed chamber components configured for lower film stress and lower operating temperature | |
| JP2006257463A (ja) | レーザ焼結処理用の粉状材料及びその製造方法、並びに、3次元構造物及びその製造方法 | |
| CN217757639U (zh) | 用于处理腔室的腔室元件 | |
| JP2022521291A (ja) | 陽極酸化およびコーティングされた表面の巨視的なテクスチャ | |
| KR20180024021A (ko) | 개선된 스퍼터링 코일 제품 및 제조 방법 | |
| CN110546298B (zh) | 异形溅射靶及其制备方法 | |
| KR20160055989A (ko) | 플라즈마 처리 장치용 내부재 및 이의 제조 방법 | |
| JP4057287B2 (ja) | エロージョンプロファイルターゲットの製造方法 | |
| TW202306071A (zh) | 熱及rf元件的積層製造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171005 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190115 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200106 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200406 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200608 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201029 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210128 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210430 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210621 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210720 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6917894 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |