JP6902027B2 - 均質化したたばこ材料の生産ライン、および均質化したたばこ材料のインライン生産のための方法 - Google Patents
均質化したたばこ材料の生産ライン、および均質化したたばこ材料のインライン生産のための方法 Download PDFInfo
- Publication number
- JP6902027B2 JP6902027B2 JP2018522614A JP2018522614A JP6902027B2 JP 6902027 B2 JP6902027 B2 JP 6902027B2 JP 2018522614 A JP2018522614 A JP 2018522614A JP 2018522614 A JP2018522614 A JP 2018522614A JP 6902027 B2 JP6902027 B2 JP 6902027B2
- Authority
- JP
- Japan
- Prior art keywords
- tobacco
- homogenized tobacco
- slurry
- homogenized
- bobbin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/14—Forming reconstituted tobacco products, e.g. wrapper materials, sheets, imitation leaves, rods, cakes; Forms of such products
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/01—Making cigarettes for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/08—Blending tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/12—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco
- A24B15/14—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco made of tobacco and a binding agent not derived from tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
- A24B15/167—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes in liquid or vaporisable form, e.g. liquid compositions for electronic cigarettes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B7/00—Cutting tobacco
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/08—Web-winding mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/08—Web-winding mechanisms
- B65H18/10—Mechanisms in which power is applied to web-roll spindle
- B65H18/106—Mechanisms in which power is applied to web-roll spindle for several juxtaposed strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/22—Changing the web roll in winding mechanisms or in connection with winding operations
- B65H19/26—Cutting-off the web running to the wound web roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/02—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with longitudinal slitters or perforators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/14—Diameter, e.g. of roll or package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/54—Cigarette making
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacture Of Tobacco Products (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Description
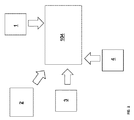
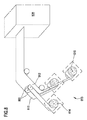
具体的な実施形態を以下の添付図面を参照しながら、例証としてのみであるがさらに説明する。
5μm<width<75μm
Claims (10)
- o たばこ粉末ブレンド、結合剤および水溶性媒体中のエアロゾル形成体によって形成されたスラリーを含むように適合されるタンクと、
o 均質化したたばこ材料を形成するために、前記タンクからスラリーを受けるように、また前記スラリーをキャスティングするように適合されるキャスト装置と、
o その上で前記スラリーがキャスティングされ、搬送方向に沿って前記均質化したたばこ材料を搬送するように適合される移動可能な搬送支持体と、
o 分けられた均質化したたばこシートを形成するために、前記搬送方向に沿って前記均質化したたばこ材料をスリッティングするように適合された前記キャスト装置の下流に位置するスリッタであって、少なくとも3つの分けられた均質化したたばこシートを形成するように、少なくとも2つのブレードを含む、スリッタと、
o 前記分けられた均質化したたばこシートを前記スリッタから受けるように、また前記分けられた均質化したたばこシートのうちの少なくとも1つをボビンで巻き取るように適合された前記スリッタの下流に位置する巻取ステーションであって、前記分けられた均質化したたばこシートと等しい数のボビンホルダーを含み、前記均質化したたばこシートが、前記スリッタによって切断される、巻取ステーションと、を含む、均質化したたばこシートの生産ライン。 - o 前記キャスト装置の下流に、かつ前記スリッタの上流に位置し、前記均質化したたばこシートを乾燥するように適合される乾燥ステーションを含む、請求項1に記載の均質化したたばこシートの生産ライン。
- 前記スリッタが、前記乾燥ステーションの直接下流に位置する、請求項2に記載の均質化したたばこシートの生産ライン。
- 前記巻取ステーションが、前記スリッタの直接下流に位置する、請求項1〜3のいずれかに記載の均質化したたばこシートの生産ライン。
- 前記移動可能な搬送支持体が、前記均質化したたばこシートを前記キャスト装置から前記スリッタに搬送する単一の連続的な移動支持体を含む、請求項1〜4のいずれかに記載の均質化したたばこシートの生産ライン。
- 前記巻取ステーションが、
o 前記ボビンの寸法または分けられた均質化したたばこシートの前記ボビンで巻き取られた量を検出し、また前記寸法または量が所与のしきい値を超えた場合に、信号を送信するように適合されるセンサーと、
o 前記ボビンが前記センサー信号に応じて交換されうるように前記ボビン内の前記分けられた均質化したたばこシートを自動的に横方向に切断するための巻取ボビン切り取り要素と、を含む、請求項1〜5のいずれかに記載の均質化したたばこシートの生産ライン。 - o たばこ粉末ブレンド、結合剤および水溶性媒体中のエアロゾル形成体を含むスラリーを調製する工程と、
o 搬送方向に沿って移動可能な支持体において前記スラリーをキャスティングして、均質化したたばこシートを形成する工程と、
o 分けられた均質化したたばこシートを形成するように、前記均質化したたばこシートが前記搬送方向に沿って移動する間に、前記均質化したたばこシートを前記搬送方向に沿って少なくとも3つの分けられた均質化したたばこシートにスリッティングする工程と、
o 各分けられた均質化したたばこシートをボビンで巻き取る工程と、
o 分けられた均質化したたばこシートの前記ボビンで巻き取られた量または前記ボビンの寸法を検査する工程と、
o 前記量または前記寸法が所与のしきい値を超える場合に前記ボビンを自動的に変える工程と、を含む、均質化したたばこ材料のインライン生産のための方法。 - o 前記分けられた均質化したたばこシートを乾燥させる工程を含む、請求項7に記載の方法。
- スラリーを調製する前記工程が、
o エアロゾル形成体中に結合剤を懸濁させて懸濁液を形成する工程と、
o セルロース繊維および水からセルロースパルプを作り出す工程と、
o たばこ粉末ブレンドを提供する工程と、
o エアロゾル形成体中の結合剤の前記懸濁液、前記セルロースパルプ、および前記たばこ粉末ブレンドを組み合わせて前記スラリーを形成する工程と、を含む、請求項7または8のいずれかに記載の方法。 - スラリーを調製する前記工程が、
o セルロース繊維をパルプ化および精製して約0.2ミリメートル〜約4ミリメートルから成る平均サイズを有する繊維を得る工程と、
o 1つ以上のたばこタイプのたばこのブレンドを、約0.03ミリメートル〜約0.12ミリメートルから成る平均サイズを有するたばこ粉末に粉砕する工程と、
o スラリーを形成するために、前記パルプを、異なるたばこタイプの前記たばこ粉末ブレンドと組み合わせ、かつ前記均質化したたばこ材料の総重量の乾燥質量基準で約1パーセント〜約5パーセントから成る量で結合剤と組み合わせる工程と、
o 前記スラリーを均質化する工程と、を含む、請求項7〜9のいずれかに記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15196671 | 2015-11-27 | ||
| EP15196671.0 | 2015-11-27 | ||
| PCT/EP2016/078901 WO2017089589A1 (en) | 2015-11-27 | 2016-11-25 | Homogenized tobacco material production line and method for inline production of homogenized tobacco material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018537083A JP2018537083A (ja) | 2018-12-20 |
| JP6902027B2 true JP6902027B2 (ja) | 2021-07-14 |
Family
ID=54707636
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018522614A Active JP6902027B2 (ja) | 2015-11-27 | 2016-11-25 | 均質化したたばこ材料の生産ライン、および均質化したたばこ材料のインライン生産のための方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10834956B2 (ja) |
| EP (1) | EP3379951B1 (ja) |
| JP (1) | JP6902027B2 (ja) |
| KR (1) | KR102737225B1 (ja) |
| CN (1) | CN108135248B (ja) |
| BR (1) | BR112018007852B1 (ja) |
| PL (1) | PL3379951T3 (ja) |
| RU (1) | RU2714782C2 (ja) |
| WO (1) | WO2017089589A1 (ja) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102169250B1 (ko) * | 2016-05-27 | 2020-10-26 | 필립모리스 프로덕츠 에스.에이. | 균질화된 담배 물질의 시트를 보빈으로 권취하는 방법 및 장치 |
| CN107822192B (zh) * | 2017-10-25 | 2019-10-11 | 湖北中烟工业有限责任公司 | 一种提高卷烟配方均匀性的烟叶投料方法 |
| US11254535B2 (en) * | 2018-04-04 | 2022-02-22 | Paper Converting Machine Company | Control for parent roll unwinding apparatus and methods |
| KR102136814B1 (ko) * | 2018-06-11 | 2020-07-22 | 주식회사 케이티앤지 | 판상엽 각초를 제조하는 장치 및 방법 |
| ES2927682T3 (es) | 2018-06-29 | 2022-11-10 | Philip Morris Products Sa | Método y aparato para moldear una trama de material que contiene alcaloides |
| ES2929005T3 (es) | 2018-06-29 | 2022-11-24 | Philip Morris Products Sa | Aparato de moldeo y un método para producir una trama moldeada de un material que contiene alcaloides |
| PL3813559T3 (pl) * | 2018-06-29 | 2023-07-17 | Philip Morris Products S.A. | Urządzenie do odlewania do wytworzenia odlanej wstęgi z materiału zawierającego alkaloidy |
| HUE065806T2 (hu) * | 2018-06-29 | 2024-06-28 | Philip Morris Products Sa | Eljárás és berendezés fátyol öntésére alkaloidokat tartalmazó anyagból |
| US11753750B2 (en) | 2018-11-20 | 2023-09-12 | R.J. Reynolds Tobacco Company | Conductive aerosol generating composite substrate for aerosol source member |
| PL3897227T3 (pl) * | 2018-12-18 | 2023-05-29 | Philip Morris Products, S.A. | Sposób i urządzenie do wytwarzania wielu arkuszy z materiału zawierającego alkaloidy |
| WO2020127584A1 (en) * | 2018-12-18 | 2020-06-25 | Philip Morris Products S.A. | Method for the production of a sheet of material containing alkaloids |
| CN110679981B (zh) * | 2019-11-11 | 2023-05-16 | 云南中烟工业有限责任公司 | 一种多点进风式稠浆法制备再造烟叶的装置及其操作方法 |
| GB201917473D0 (en) | 2019-11-29 | 2020-01-15 | Nicoventures Trading Ltd | Aerosol generation |
| EP4072325A1 (de) * | 2020-01-16 | 2022-10-19 | GARBUIO S.p.A. | Verfahren zur herstellung einer tabakpaste und rekonstituiertem tabak, tabakhaltige folie und anlage zur herstellung von rekonstituiertem tabak |
| EP4090177B1 (en) * | 2020-01-16 | 2026-04-08 | Körber Technologies S.p.A. | Method for manufacturing reconstituted vegetable and/or alkaloid substances and plant for implementing said method. |
| CN112641126A (zh) * | 2021-01-08 | 2021-04-13 | 中烟施伟策(云南)再造烟叶有限公司 | 一种周向加热烟草卷烟芯材及加热烟草卷烟芯材的制备方法 |
| CN112602962A (zh) * | 2021-01-08 | 2021-04-06 | 中烟施伟策(云南)再造烟叶有限公司 | 含烟草元素的卷烟接装纸原纸及其制备方法和制成的烟支 |
| CN112741360A (zh) * | 2021-01-08 | 2021-05-04 | 中烟施伟策(云南)再造烟叶有限公司 | 一种高品质中心加热烟草卷烟芯材及其制备方法 |
| CN112656025A (zh) * | 2021-01-08 | 2021-04-16 | 中烟施伟策(云南)再造烟叶有限公司 | 一种雪茄包衣及雪茄包衣的制备方法 |
| CN112617269A (zh) * | 2021-01-08 | 2021-04-09 | 中烟施伟策(云南)再造烟叶有限公司 | 一种粉体成型涂布造纸混合制浆方法 |
| GB202114604D0 (en) * | 2021-10-12 | 2021-11-24 | Nicoventures Trading Ltd | Apparatus for cutting a sheet of aerosol-generating material |
| WO2024079810A1 (ja) | 2022-10-12 | 2024-04-18 | 日本たばこ産業株式会社 | 圧延シート、たばこ充填物、喫煙物品、及び圧延シートの製造方法 |
| WO2024079809A1 (ja) | 2022-10-12 | 2024-04-18 | 日本たばこ産業株式会社 | たばこ製剤、たばこシート、たばこ充填物、喫煙物品、たばこ製剤の製造方法、及びたばこシートの製造方法 |
| EP4635310A1 (en) | 2022-12-12 | 2025-10-22 | Japan Tobacco Inc. | Tobacco sheet, method for producing tobacco sheet, tobacco filler, and smoking article |
| WO2025061381A1 (en) | 2023-09-22 | 2025-03-27 | Philip Morris Products S.A. | Apparatus and method for producing a cast sheet for a smoking article |
| CN117084452B (zh) * | 2023-09-25 | 2025-10-03 | 江苏中烟工业有限责任公司 | 一种改善加热卷烟吸味的方法及其应用 |
| WO2026021699A1 (en) | 2024-07-22 | 2026-01-29 | Philip Morris Products S.A. | Method and apparatus for producing a sheet of aerosol-generating substrate for an aerosol-generating article |
| WO2026021695A1 (en) | 2024-07-22 | 2026-01-29 | Philip Morris Products S.A. | Method and apparatus for producing a sheet of aerosol-generating substrate for aerosol-generating articles |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2707472A (en) * | 1949-02-12 | 1955-05-03 | American Mach & Foundry | Tobacco product and method of forming |
| US3230958A (en) * | 1962-03-08 | 1966-01-25 | American Mach & Foundry | Smoking article |
| DE1956402A1 (de) * | 1969-11-10 | 1971-06-24 | Tamag Basel Ag | Verfahren zur Herstellung einer Tabakfolie und Vorrichtung zur Ausuebung dieses Verfahrens |
| US4000748A (en) * | 1974-04-10 | 1977-01-04 | Brown & Williamson Tobacco Corporation | Apparatus and process for shredding and crimping smoking materials |
| CA1113231A (en) * | 1978-03-17 | 1981-12-01 | Amf Incorporated | Tobacco sheet reinforced with hardwood pulp |
| JP3681410B2 (ja) | 1992-04-09 | 2005-08-10 | フィリップ・モーリス・プロダクツ・インコーポレイテッド | 再構成タバコシート及びその製造法及び使用法 |
| US7000864B2 (en) * | 2002-06-10 | 2006-02-21 | The Procter & Gamble Company | Consumer product winding control and adjustment |
| US7856988B2 (en) * | 2005-10-18 | 2010-12-28 | Philip Morris Usa Inc. | Method of making reconstituted tobacco with bonded flavorant |
| JP2008193966A (ja) * | 2007-02-14 | 2008-08-28 | Japan Tobacco Inc | 再生シートたばこの裁刻処理方法及びその裁刻処理システム |
| EP2526787A1 (en) * | 2011-05-26 | 2012-11-28 | Philip Morris Products S.A. | Methods for reducing the formation of tobacco specific nitrosamines in tobacco homogenates |
| TWI605764B (zh) * | 2012-05-31 | 2017-11-21 | 菲利浦莫里斯製品股份有限公司 | 混合桿、形成此種混合桿的方法、氣溶膠產生物品、氣溶膠產生基體及包含電操作氣溶膠產生設備及氣溶膠產生物品的系統 |
| WO2014020699A1 (ja) * | 2012-07-31 | 2014-02-06 | 日本たばこ産業株式会社 | シートタバコの坪量計測装置、その計測方法、シートタバコの製造システム及びその製造方法 |
| KR101679531B1 (ko) * | 2014-05-14 | 2016-11-24 | 필립모리스 프로덕츠 에스.에이. | 담배 시트들을 결합하기 위한 장치 및 방법 |
| TWI664918B (zh) * | 2014-05-21 | 2019-07-11 | 瑞士商菲利浦莫里斯製品股份有限公司 | 可感應加熱的菸草產品 |
-
2016
- 2016-11-25 KR KR1020187011022A patent/KR102737225B1/ko active Active
- 2016-11-25 US US15/777,680 patent/US10834956B2/en active Active
- 2016-11-25 WO PCT/EP2016/078901 patent/WO2017089589A1/en not_active Ceased
- 2016-11-25 RU RU2018121629A patent/RU2714782C2/ru active
- 2016-11-25 PL PL16801503T patent/PL3379951T3/pl unknown
- 2016-11-25 EP EP16801503.0A patent/EP3379951B1/en active Active
- 2016-11-25 JP JP2018522614A patent/JP6902027B2/ja active Active
- 2016-11-25 CN CN201680061462.1A patent/CN108135248B/zh active Active
- 2016-11-25 BR BR112018007852-2A patent/BR112018007852B1/pt active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| RU2018121629A3 (ja) | 2019-12-30 |
| JP2018537083A (ja) | 2018-12-20 |
| BR112018007852B1 (pt) | 2022-04-26 |
| CN108135248A (zh) | 2018-06-08 |
| EP3379951A1 (en) | 2018-10-03 |
| KR20180086413A (ko) | 2018-07-31 |
| PL3379951T3 (pl) | 2020-06-29 |
| EP3379951B1 (en) | 2020-01-01 |
| WO2017089589A1 (en) | 2017-06-01 |
| US10834956B2 (en) | 2020-11-17 |
| US20180332884A1 (en) | 2018-11-22 |
| RU2018121629A (ru) | 2019-12-30 |
| BR112018007852A2 (pt) | 2018-10-30 |
| KR102737225B1 (ko) | 2024-12-04 |
| CN108135248B (zh) | 2021-06-01 |
| RU2714782C2 (ru) | 2020-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6902027B2 (ja) | 均質化したたばこ材料の生産ライン、および均質化したたばこ材料のインライン生産のための方法 | |
| JP7416839B2 (ja) | 均質化したたばこ材料の生産ライン、および均質化したたばこ材料のインライン生産のための方法 | |
| JP6817933B2 (ja) | 均質化したたばこ材料、および均質化したたばこ材料を製造する方法 | |
| JP6826030B2 (ja) | 均質化したたばこ材料の製造方法 | |
| US10321707B2 (en) | Method for the production of homogenized tobacco material | |
| KR102453354B1 (ko) | 균질화된 담배 물질의 제조 방법 | |
| JP2017530704A (ja) | 均質化したたばこ材料を製造する方法、および均質化したたばこ材料 | |
| KR20190011237A (ko) | 균질화된 담배 재료의 캐스트 시트의 제조 방법 | |
| RU2798756C2 (ru) | Способ производства гомогенизированного табачного материала |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180529 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190819 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201019 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210520 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210618 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6902027 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |