以下、添付図面を参照して、本発明の好適な実施形態について詳細に説明する。なお、図面の説明において同一又は相当要素には同一符号を付し、重複する説明は省略する。
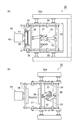
図1及び図2に示されるように、製袋包装機10は、本体11の上面から突出する投入部12を有しており、投入部12を介して投入された物品Aを収容して袋Bを製造する装置である。
図2に示されるように、本実施形態の製袋包装機10は、一例として、組合せ計量装置100と共に包装システム1を構成している。包装システム1では、組合せ計量装置100によって物品Aが計量され、製袋包装機10によって物品Aが収容された袋Bが製造される。包装システム1では、袋B全体として所定の目標値となるように物品Aが計量され、当該物品Aが収容された袋Bが製造される。
図2に示されるように、組合せ計量装置100は、物品供給シュート101と、分散テーブル102と、複数の放射フィーダ103と、複数のプールホッパ104と、複数の計量ホッパ105と、集合排出シュート部106と、タイミングホッパ107と、を備えている。組合せ計量装置100には、クロスフィーダCFによって、例えば食品である物品Aが連続的に供給される。
クロスフィーダCFによって連続的に供給された物品Aは、物品供給シュート101に投入される。物品供給シュート101は、分散テーブル102に物品Aを供給する。分散テーブル102は、その周囲に配置された複数の放射フィーダ103に、物品Aを分散させながら供給する。各放射フィーダ103は、各放射フィーダ103に対応するように配置されたプールホッパ104に、物品Aを供給する。各プールホッパ104は、各プールホッパ104に対応するように配置された計量ホッパ105に、物品Aを供給する。
組合せ計量装置100では、計量ホッパ105内の物品Aの計量値に基づいて組合せ計量演算が実施され、組合せ計量演算の結果が所定の許容範囲内でかつ最も目標値に近くなる物品Aの組合せが選択される。そして、選択された組合せに含まれる計量ホッパ105内の物品Aは、集合排出シュート部106を介して、タイミングホッパ107に供給される。タイミングホッパ107は、所定のタイミングで製袋包装機10の投入部12に物品Aを供給する。
製袋包装機10は、表示部(操作部)13と、包装部20と、制御部50とを備えている。表示部13は、本体11の側方に取り付けられている。包装部20及び制御部50は、本体11に収容されている。
包装部20は、フィルム供給機構21と、フォーマ22と、プルダウンベルト機構23と、縦シール装置(第1シール部)24と、横シール装置(第2シール部)30と、を備えている。フィルム供給機構21は、フィルムFの原反ロールを支持すると共に、帯状のフィルムFを繰り出す。フォーマ22は、セーラ22aと、チューブ22bと、を有している。セーラ22a及びチューブ22bは、繰り出されたフィルムFを折りたたむように案内し、幅方向におけるフィルムFの両縁部を重ね合わせる。つまり、フォーマ22は、フィルムFを筒状に成形する。プルダウンベルト機構23は、筒状に成形されたフィルムFをチューブ22bに押し付けながら筒の中心線方向(以下、「送り方向D」という)に沿って送る。
縦シール装置24は、プルダウンベルト機構23によって送られるフィルムFに熱シール処理を施して縦シール領域(第1シール領域)S1を形成する。より具体的には、縦シール装置24は、プルダウンベルト機構23によってフィルムFが送られる際に、重ね合わせられたフィルムFの両縁部に熱シール処理を施すことで、当該両縁部に縦シール領域S1を形成する。縦シール領域S1が形成されたフィルムFは、プルダウンベルト機構23によって横シール装置30へ送られる。
横シール装置30は、縦シール領域S1が形成されたフィルムFを挟み込む挟み込み動作を行うと共に、当該フィルムに熱シール処理(シール処理)を施して横シール領域(第2シール領域)S2を形成する。図3に示されるように、横シール装置30は、フィルムFを挟み込む一対のシールジョー31と、一対のシールジョー31を駆動するサーボモータ32と、サーボモータ32と一対のシールジョー31とを接続するクランク機構33と、を有している。一対のシールジョー31には、ヒータ(図示省略)が設けられている。なお、一対のシールジョー31のうちの一方のシールジョー31のみにヒータが設けられていてもよい。なお、横シール領域S2を形成するシール処理としては、熱シール処理に限定されない。
サーボモータ32は、横シール装置30の本体30aに取付部材34を介して固定されている。サーボモータ32の回転軸は、クランク機構33を介して板材35及び板材36のそれぞれに連結されている。サーボモータ32は、サーボモータ32の動作量を検出するエンコーダ32aを有している。エンコーダ32aは、横シール装置30の挟み込み動作時の動作量として、サーボモータ32の動作量であるパルス数を取得する。エンコーダ32aは、後述の制御部50と共に、横シール装置30の挟み込み動作時の動作量に関する動作データを取得する動作データ取得部として機能する。
板材35は、その両端部において支持ロッド37と固定されている。板材36は、その両端部において支持ロッド37が貫通しており、支持ロッド37の延在方向に沿ってスライド可能とされている。板材38は、その両端部において支持ロッド37に固定されている。支持ロッド37は、本体30a側に固定された複数のロッド支持部39をスライド可能に貫通している。これにより、サーボモータ32の回転によって板材36及び板材38が互いに接近されると、一対のシールジョー31が互いに接近した状態(図3の(a)参照)となる。また、サーボモータ32の回転によって板材36及び板材38が互いに離間されると、一対のシールジョー31が互いに離間した状態(図3の(b)参照)となる。
横シール装置30は、板材38に取り付けられたカッタ装置40を更に備えている。カッタ装置40は、例えば鋸状の刃が形成されたカッタ41及び複合シリンダ42を有している。カッタ41は、クランク機構33とは反対側のシールジョー31の内部に収容されている。
横シール装置30では、縦シール領域S1が形成されたフィルムFは、一対のシールジョー31が互いに接近されることで、送り方向Dに交差する方向(シールジョー31の対向方向)に挟み込まれると共に、ヒータの熱によって熱シール処理が施される。これにより、当該袋Bが封止されると共に、次の袋Bの底をなす横シール領域S2が形成される。そして、一対のシールジョー31がフィルムFを挟み込んでいる状態において、複合シリンダ42によってカッタ41がフィルムFに押し当てられることで、フィルムFが切断されて当該袋Bが製造される。
図4に示されるように、制御部50は、CPU(Central Processing Unit)51と、ROM(Read Only Memory)及びRAM(Random Access Memory)を含むメモリ52と、を有している。制御部50は、表示部13、プルダウンベルト機構23、縦シール装置24、横シール装置30、及び組合せ計量装置100のそれぞれと電気的に接続されている。制御部50は、例えばROMに記憶されたプログラムをRAMに読み込んでCPU51が実行することにより、各種の機能を実現する。メモリ52には、袋Bの製造に用いられるパラメータ等の情報が記憶されている。
制御部50は、縦シール装置24の動作、プルダウンベルト機構23の動作及び横シール装置30の動作を制御する。制御部50は、製袋包装機10の運転中においては、フィルムFの送りとフィルムFの停止とが繰り返されるようにプルダウンベルト機構23の動作を制御すると共に、フィルムFが停止している際に、縦シール領域S1及び横シール領域S2が形成されるように縦シール装置24及び横シール装置30の動作を制御する。つまり、製袋包装機10は、間欠式の製袋包装機として構成されている。制御部50は、製袋包装機10の運転中断時においては、フィルムFの送りを停止させるようにプルダウンベルト機構23の動作を制御すると共に、縦シール領域S1及び横シール領域S2の形成をしないように縦シール装置24及び横シール装置30の動作を制御する。
制御部50は、横シール領域S2を形成する際に一対のシールジョー31でフィルムFを挟み込んでいく過程において、サーボモータ32のトルクが所定のトルクとなるようにトルクを増加させるトルク制御を実行する。制御部50は、トルク制御の実行によってフィルムFが挟み込まれていった結果、サーボモータ32のトルクが所定のトルクに達したとき(以下、「最大トルク時」という)、サーボモータ32を停止させるように横シール装置30の動作を制御する。当該袋Bについての挟み込み動作においては、最大トルク時において、一対のシールジョー31の対向方向における間隔が最も狭くなる。当該間隔は、形成された横シール領域S2の当該対向方向における厚さに相当する。つまり、当該横シール領域S2において物品Aの噛込みがある場合には、物品Aの噛込みがない場合と比べて、当該間隔は大きくなる。したがって、最大トルク時のサーボモータ32の動作量に着目することで、動作量に対して閾値が妥当であるか否かを袋Bごとに検討することができる。
制御部50は、動作データに基づいて、横シール領域S2における物品Aの噛込みの有無を判定する。制御部50は、サーボモータ32の動作量に基づいて動作データを取得する。動作データは、横シール装置30の挟み込み動作時の動作量に関するデータである。ここでの動作量は、サーボモータ32の動作量(エンコーダ32aが取得したパルス数)である。横シール領域S2における物品Aの噛込み(以下、単に「噛込み」という)とは、横シール領域S2を形成する際に物品Aが介在した状態のフィルムFを一対のシールジョー31が挟み込むことで、フィルムF間に物品Aが介在された横シール領域S2が形成されてしまうことを意味する。
噛込みの有無の判定に用いられるパラメータ等の情報は、メモリ52に記憶されている。噛込みの有無の判定に用いられるパラメータとしては、噛込みの有無を判定する際の閾値、当該閾値を補正するための所定の補正値、当該補正値を適用する条件(製袋包装機10の運転中断の後の所定の経過秒数、及び、運転中断の後に運転が再開されてからの所定の袋数)が挙げられる。これらのパラメータは、後述の表示部13を介したオペレータによる操作によって設定及び調整が可能である。
一例として、動作データは、噛込みがない場合のエンコーダ32aのパルス数である基準パルス数を基準とする相対パルス数として表される。相対パルス数は、例えば、エンコーダ32aで検出したパルス数を基準パルス数から減算することで算出される。より詳しくは、相対パルス数は、上記最大トルク時においてエンコーダ32aで検出されたパルス数を基準パルス数から減算することで算出される。この場合、相対パルス数が正の値であることは、噛込みがない場合の横シール領域S2の対向方向における厚さ(基準厚さ)よりも横シール領域S2が厚いことを意味する。すなわち、制御部50は、エンコーダ32aと共に、動作データ取得部として機能する。
制御部50は、相対パルス数が閾値以上の場合に、噛込みがあると判定する。閾値は、相対パルス数に基づいて噛込みの有無を判定するための判定値である。
一例として、閾値は、基準パルス数を基準とする相対閾値として表される。相対閾値は、例えば、基準パルス数を基準とする相対パルス数であって、横シール領域S2の厚さのバラツキを加味した所定の相対パルス数である。
制御部50は、製袋包装機10の運転が中断された後(運転中断の後)に運転が再開された場合に、運転中断の前よりも閾値を大きく設定する。運転中断の後に運転が再開されたとき、既に形成されている縦シール領域S1が冷めてしまっているために、運転中断の前と比べて縦シール領域S1が硬くなり、横シール領域S2の挟み込み動作時の動作量が変化する。そのため、制御部50は、製袋包装機10の運転中断の後に運転が再開された場合に、縦シール領域S1が運転中断の前と比べて硬くなることに応じた閾値を用いる。
具体的には、制御部50は、運転中断の後の所定の経過秒数(例えば5秒)以上が経過し、且つ、運転が再開された場合に、運転中断の前よりも閾値を大きく設定する。所定の経過秒数は、製袋包装機10の運転中断の後に既に形成されている縦シール領域S1が一定以上冷めて硬くなるのにかかる運転中断からの時間である。所定の経過秒数は、表示部13が受け付けたオペレータによる調整操作によって調整可能である。
制御部50は、運転中断の後に運転が再開されてから所定の袋数(例えば3袋)の袋Bを製袋包装機10が製造するまで、運転中断の前よりも閾値を大きく設定する。所定の袋数は、運転が再開されてから製袋包装機10が製造する袋Bの数であって、運転中断の際に既に形成されていた縦シール領域S1が運転再開後も冷めて硬いままの袋Bの数である。なお、所定の袋数に代えて、所定の時間が用いられてもよい。所定の袋数は、表示部13が受け付けたオペレータによる調整操作によって調整可能である。
制御部50は、運転中断の後に運転が再開された場合には、運転中断の前よりも閾値を所定の補正値(例えば500パルス)だけ大きく設定する。所定の補正値は、縦シール領域S1が冷めて硬くなったことによって生じ得る噛込みの誤判定を抑制するための判定値の補正値である。所定の補正値は、縦シール領域S1が冷めて硬くなった状態における上記最大トルク時の相対パルス数と、縦シール領域S1が温まっている状態における上記最大トルク時の相対パルス数との差に相当する。所定の補正値は、表示部13が受け付けたオペレータによる調整操作によって調整可能である。
表示部13は、表示機能と入力機能とを兼ね備えた表示装置であり、例えばタッチパネルである。表示部13は、噛込みの有無の判定結果等を表示するとともに、製袋包装機10の製袋動作及び噛込みの有無の判定に関する各種パラメータの設定を行う操作画面を表示する。
表示部13は、閾値を取得する閾値取得部として機能すると共に、噛込みの有無の判定に関する各パラメータのオペレータによる調整操作を受け付ける操作部として機能する。具体的には、表示部13は、所定の閾値、所定の補正値、所定の経過秒数及び所定の袋数の少なくとも1つのオペレータによる設定操作及び調整操作を受け付ける。設定操作及び調整操作は、例えば、オペレータが表示部13の所定の領域をタッチすることで呼び出されるテンキー等の操作ボタンをオペレータが操作することによって受け付けられてもよい。表示部13は、オペレータによって設定された各パラメータに関する情報を、制御部50に送信する。
表示部13は、袋Bの製造ごとの相対パルス数及び閾値との関係を、時系列のグラフで表示する。表示部13が表示するグラフの例を、図5及び図6を参照しつつ説明する。図5及び図6では、横軸には、製造された袋Bの序列が示されている。製造された袋Bの序列とは、製造された各袋Bについてのプロットが、横軸の負の方向から正の方向に向かって新しくなるように、序列に時系列で並べられている態様を意味する。図5及び図6では、縦軸には、相対パルス数及び閾値が示されており、縦軸における値「0」が基準パルス数に相当する。なお、横軸の袋数の「0」、「25」、及び「50」以外のものは説明のために便宜的に図示しており、実際には、横軸の袋数として「0」、「25」、及び「50」のみが表示部13に表示されている。
図5に示されるように、表示部13は、袋Bの製造ごとの相対パルス数を折れ線グラフで表示する。図5の例では、袋Bの製造ごとの相対パルス数を表す複数のプロットのうち隣り合うプロットが互いに結ばれることで、折れ線L1が形成されている。各プロットにおける相対パルス数は、袋Bの製造ごとの上記最大トルク時におけるサーボモータ32の動作量に相当する。
表示部13は、袋Bの製造ごとの閾値を折れ線グラフで表示する。図5の例では、袋Bの製造ごとの閾値を表す複数のプロットのうち隣り合うプロットが互いに結ばれることで、折れ線L2が形成されている。各プロットにおける閾値は、制御部50が噛込みの有無を判定する際に用いる袋Bの製造ごとの閾値に相当する。
表示部13は、袋Bの製造ごとの相対パルス数及び閾値をそれぞれ示す折れ線L1,L2を、折れ線L1,L2の線種を互いに異ならせて表示する。図5の例では、相対パルス数を表す折れ線L1が太実線で表示されており、閾値を表す折れ線L2が細実線で表示されている。つまり、表示部13は、折れ線L1,L2を、折れ線L1,L2の線種として線の太さを互いに異ならせて表示している。
表示部13は、オペレータによる閾値の調整操作を受け付ける操作部として機能する。表示部13は、閾値を表示する領域13aを有している。図5の例では、閾値が700パルス(pulse)である旨が領域13aに表示されている。調整操作は、例えば、オペレータが領域13aをタッチすることで呼び出されるテンキー等の操作ボタン(図示省略)をオペレータが操作することによって受け付けられる。
表示部13は、オペレータによる所定の経過秒数の調整操作を受け付ける操作部として機能する。表示部13は、所定の経過秒数を表示する領域13bを有している。図5の例では、所定の経過秒数が5秒である旨が領域13bに表示されている。調整操作は、例えば、オペレータが領域13bをタッチすることで呼び出されるテンキー等の操作ボタン(図示省略)をオペレータが操作することによって受け付けられる。
表示部13は、運転が再開された後の所定の袋数のオペレータによる調整操作を受け付ける操作部として機能する。表示部13は、所定の袋数を表示する領域13cを有している。図5の例では、所定の袋数が3袋である旨が領域13cに表示されている。調整操作は、例えば、オペレータが領域13cをタッチすることで呼び出されるテンキー等の操作ボタン(図示省略)をオペレータが操作することによって受け付けられる。
表示部13は、所定の補正値の調整操作を受け付ける操作部として機能する。表示部13は、所定の補正値を表示する領域13dを有している。図5の例では、所定の補正値が1500パルスである旨が領域13dに表示されている。調整操作は、例えば、オペレータが領域13dをタッチすることで呼び出されるテンキー等の操作ボタン(図示省略)をオペレータが操作することによって受け付けられる。
一例として、製袋包装機10の運転中断の後に運転が再開された場合の製袋包装機10の動作、及び表示部13の表示について説明する。図5に示されるように、まず、閾値が700パルスに設定されて定常運転されていた製袋包装機10の運転が、横軸の袋数が「10」の袋Bを製造した後に中断されている。その後、運転が再開されると、所定の補正値が加算されて閾値が2200パルスに設定された状態で、横軸の袋数が「11」の袋Bが製袋包装機10によって製造されている。その後、運転が再開された後の所定の袋数である3個の袋Bが製袋包装機10によって製造される。つまり、閾値が2200パルスに設定された状態で横軸の袋数が「13」の袋Bが製袋包装機10によって製造された後、閾値が700パルスに設定された状態に戻される。閾値が700パルスに設定された状態で、横軸の袋数が「18」の袋Bまで製袋包装機10によって製造されている。
この場合、図5の例では、袋Bの製造ごとの相対パルス数及び閾値を表す複数のプロットのうち、隣り合うプロットが互いに結ばれることで折れ線L1,L2が形成され、当該折れ線L1,L2が表示部13に表示される。なお、製袋包装機10の運転中断時(横軸の袋数が「10」と「11」との間)においては、隣り合うプロットが互いに結ばれていなくてもよい。
また、図5に引き続いて、表示部13がオペレータによる閾値及び所定の補正値の調整操作を受け付けると共に、製袋包装機10の再度の運転中断の後に運転が再開された場合の製袋包装機10の動作、及び表示部13の表示について説明する。図6に示されるように、横軸の袋数が「18」の袋Bを製造した後に製袋包装機10が運転中断されている。その後、オペレータによる閾値の調整操作によって、閾値が図5の場合の700パルスから300パルスに調整され、その旨が領域13aに表示されている。また、オペレータによる所定の補正値の調整操作によって、所定の補正値が図5の場合の1500パルスから500パルスに調整され、その旨が領域13dに表示されている。
図6の例では、オペレータによる閾値及び所定の補正値の調整操作の後、製袋包装機10の運転が再開されている。運転が再開されると、所定の補正値が加算されて閾値が800パルスに設定された状態で、横軸の袋数が「19」の袋Bが製袋包装機10によって製造されている。その後、運転が再開された後の所定の袋数である3個の袋Bが製袋包装機10によって製造される。つまり、閾値が800パルスに設定された状態で横軸の袋数が「21」までの3個の袋Bが製袋包装機10によって製造された後、閾値が300パルスに設定された状態に戻される。閾値が300パルスに設定された状態で、横軸の袋数が「31」の袋Bまで製袋包装機10によって製造されている。
この場合、図6の例では、袋Bの製造ごとの相対パルス数及び閾値を表す複数のプロットのうち、隣り合うプロットが互いに結ばれることで、図5の折れ線L1,L2に続く新たな折れ線L1,L2が横軸の袋数が「19」以降に形成され、当該折れ線L1,L2が表示部13に表示される。なお、製袋包装機10の運転中断時(横軸の袋数が「18」と「19」との間)においては、隣り合うプロットが互いに結ばれていなくてもよい。
また、図6の例では、オペレータによる閾値及び所定の補正値の調整操作に伴って、縦軸のスケール(範囲)が自動的に調整されている。また、表示部13は、グラフにおける横軸の範囲及び縦軸の範囲の少なくとも一方がオペレータによる表示部13のタッチ操作により変更可能である。例えば、オペレータによる表示部13のスワイプ操作により、グラフにおける横軸の範囲又は縦軸の範囲が変更されてもよい。例えば、オペレータによる表示部13のピンチ操作により、グラフにおける横軸の範囲及び縦軸の範囲が変更されてもよい。
以上、製袋包装機10では、相対パルス数(動作データ)が閾値以上の場合に、制御部50によって、横シール領域S2における物品Aの噛込みがあると判定される。製袋包装機10の運転中断の後に運転が再開された場合には、制御部50によって、閾値が運転中断の前の閾値よりも大きく設定される。これにより、運転中断の後に運転が再開された場合、縦シール領域S1が運転中断の前と比べて冷めて硬くなることに応じた適切な閾値を用い、噛込みの判定をすることができる。その結果、運転中断の後に運転が再開された場合における噛込みの誤判定を抑制することが可能となる。
製袋包装機10では、制御部50は、運転中断の後に所定の経過秒数以上が経過し、且つ、運転が再開された場合に、運転中断の前よりも閾値を大きく設定する。これにより、運転中断の後に所定の経過秒数以上が経過すると既に形成されている縦シール領域S1が冷めて硬くなるという更なる知見を考慮して、噛込みの判定をすることができる。
製袋包装機10は、オペレータによる所定の経過秒数の調整操作を受け付ける表示部13を備えている。これにより、オペレータによる表示部13を介した調整操作によって、縦シール領域S1の冷め方に応じて所定の経過秒数を調整することができる。
製袋包装機10では、制御部50は、運転中断の後に運転が再開されてから所定の袋数の袋Bを製袋包装機10が製造するまで、運転中断の前よりも閾値を大きく設定する。これにより、運転中断の際に既に形成されていた所定の袋数の袋Bの縦シール領域S1が運転再開後も冷めて硬いままであるという更なる知見を考慮して、噛込みの判定をすることができる。
製袋包装機10では、オペレータによる所定の袋数の調整操作を受け付ける表示部13を備えている。これにより、オペレータによる表示部13を介した調整操作によって、例えば縦シール装置24と横シール装置30との距離に応じて所定の袋数を調整することができる。
製袋包装機10では、制御部50は、運転中断の後に運転が再開された場合には、運転中断の前よりも閾値を所定の補正値だけ大きく設定する。これにより、所定の補正値を用いて、運転中断の前よりも閾値を大きく設定できる。
製袋包装機10では、オペレータによる所定の補正値の調整操作を受け付ける表示部13を備えている。これにより、オペレータによる表示部13を介した調整操作によって、運転中断の前と比べて横シール装置30の挟み込み動作時の動作量が変わってしまう量に応じて所定の補正値を調整することができる。
製袋包装機10では、袋Bの製造ごとの相対パルス数と閾値との関係を時系列のグラフで表示する表示部13を備えている。これにより、例えば時々刻々の相対パルス数と閾値との関係が表示される場合に比べて、閾値の妥当性が直感的に認識され易くなる。
なお、例えば時々刻々の相対パルス数と閾値との関係が表示されると、閾値の妥当性が直感的に認識しづらい。そのため、例えば連続して複数の袋Bを製造しつつ閾値の調整を行おうとすると、閾値の調整作業が非効率となってしまう。この点、表示部13が、袋Bの製造ごとの相対パルス数と閾値との関係を時系列のグラフで表示することにより、噛込みの有無を判定する際の閾値を効率的に調整することができる。
本発明は、上記実施形態に限定されない。
上記実施形態において、図5及び図6の例では、表示部13は、袋Bの製造ごとの動作データ及び閾値をそれぞれ示す折れ線を、折れ線の線種(線の太さ)を互いに異ならせて表示したが、折れ線の色彩を互いに異ならせて表示してもよい。例えば、図7では、図6に引き続いて製袋包装機10が運転された場合における袋Bの製造ごとの相対パルス数及び閾値との関係が、図5及び図6とは異なる態様の時系列のグラフで表示部13に表示されている。図7の例では、袋Bの製造ごとの相対パルス数を示す折れ線が黒色の実線で表示されている。袋Bの製造ごとの閾値を示す折れ線が例えばオレンジ色の実線で表示されている。つまり、袋Bの製造ごとの相対パルス数を示す折れ線と、袋Bの製造ごとの閾値を示す折れ線とは、折れ線の色彩が互いに異ならせて表示されている。なお、図7では、閾値を示す折れ線がオレンジ色の実線であることを示すために、便宜上、ハッチングを付した実線が表示されている。また、なお、表示部13は、折れ線の色彩及び線種の両方を互いに異ならせて表示してもよい。要は、表示部13は、折れ線の色彩及び線種の少なくとも一方を互いに異ならせて表示すればよい。
図5及び図6の例では、表示部13は、袋Bの製造ごとの相対パルス数及び閾値を表す複数のプロットのうち隣り合うプロットを互いに結んで形成される折れ線L1,L2で表示したが、これに限定されない。例えば図7に示されるように、袋Bの製造ごとの相対パルス数及び閾値を、折れ線の一態様として階段状(ステップ状)の線(図7の折れ線L3,L4)で表示してもよい。
図5〜図7の例では、製袋包装機10の運転中断時(例えば、図5にあっては横軸の袋数が「10」と「11」との間、図6にあっては横軸の袋数が「18」と「19」との間、図7にあっては横軸の袋数が「14」と「15」との間及び「22」と「23」との間)において、隣り合うプロットが互いに結ばれずに各折れ線が不連続に表示される例を示したが、これに限定されない。例えば、図8に示されるように、表示部13は、製袋包装機10の運転中断時(横軸の袋数が「14」と「15」との間及び「22」と「23」との間)において、隣り合うプロットを互いに結んで形成される連続な折れ線である折れ線L5,L6のように表示してもよい。
上記実施形態では、挟み込み動作時の動作量として、エンコーダ32aが取得したパルス数を例示し、動作データとして、相対パルス数を例示したが、これに限定されない。例えば、動作データとして、エンコーダ32aが取得したパルス数がそのまま用いられてもよい。動作データとして、一対のシールジョー31の対向方向における間隔、形成された横シール領域S2の対向方向における厚さ等が用いられてもよい。
上記実施形態では、所定の閾値、所定の補正値、所定の経過秒数及び所定の袋数は、オペレータによる表示部13を介した設定操作及び調整操作で入力されたが、例えば、予め記憶部に記憶された所定の閾値、所定の補正値、所定の経過秒数及び所定の袋数を読み出したもの等でもよい。また、操作部としては、表示部13に限定されず、キーボード等の入力装置であってもよい。
上記実施形態では、制御部50は、製袋包装機10の運転中断の後に所定の経過秒数以上が経過し、且つ、運転が再開された場合に、運転中断の後に運転が再開されてから所定の袋数の袋Bを製袋包装機10が製造するまで、運転中断の前よりも閾値を所定の補正値だけ大きく設定したが、これに限定されない。要は、制御部50は、製袋包装機10の運転中断の後に運転が再開された場合に、運転中断の前よりも閾値を大きく設定すればよい。
上記実施形態では、製袋包装機10は、フィルムFが停止している際に横シール領域S2が形成される間欠式の製袋包装機として構成されていたが、製袋包装機10は、フィルムFが送られながら横シール領域S2が形成される連続式の製袋包装機であってもよい。
上記実施形態では、組合せ計量装置100を含む包装システム1を例に説明したが、組合せ計量装置100は必ずしも必要ではない。製袋包装機10への物品Aの供給は、必ずしも組合せ計量装置100を用いる必要はなく、例えばコンベア等であってもよい。