JP6895965B2 - ネイティブコントローラからリモートコントローラにフィードバック信号を迂回させることにより装置を制御するためのリモートコントローラ及びその制御方法 - Google Patents
ネイティブコントローラからリモートコントローラにフィードバック信号を迂回させることにより装置を制御するためのリモートコントローラ及びその制御方法 Download PDFInfo
- Publication number
- JP6895965B2 JP6895965B2 JP2018530533A JP2018530533A JP6895965B2 JP 6895965 B2 JP6895965 B2 JP 6895965B2 JP 2018530533 A JP2018530533 A JP 2018530533A JP 2018530533 A JP2018530533 A JP 2018530533A JP 6895965 B2 JP6895965 B2 JP 6895965B2
- Authority
- JP
- Japan
- Prior art keywords
- control
- feedback signal
- melting pressure
- signal
- controller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 39
- 238000001746 injection moulding Methods 0.000 claims description 43
- 238000002844 melting Methods 0.000 claims description 42
- 230000008018 melting Effects 0.000 claims description 42
- 239000007924 injection Substances 0.000 claims description 30
- 238000002347 injection Methods 0.000 claims description 30
- 238000000465 moulding Methods 0.000 claims description 16
- 230000008569 process Effects 0.000 claims description 16
- 238000009420 retrofitting Methods 0.000 claims 1
- 239000012815 thermoplastic material Substances 0.000 description 21
- 239000000155 melt Substances 0.000 description 13
- 238000012986 modification Methods 0.000 description 7
- 230000004048 modification Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 4
- 230000033001 locomotion Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000008188 pellet Substances 0.000 description 3
- 230000004044 response Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000002991 molded plastic Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000088 plastic resin Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002195 soluble material Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/1775—Connecting parts, e.g. injection screws, ejectors, to drive means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76006—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/7618—Injection unit
- B29C2945/7619—Injection unit barrel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/7618—Injection unit
- B29C2945/7621—Injection unit nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/76254—Mould
- B29C2945/76257—Mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76344—Phase or stage of measurement
- B29C2945/76367—Metering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76344—Phase or stage of measurement
- B29C2945/76381—Injection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76344—Phase or stage of measurement
- B29C2945/76397—Switch-over
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76595—Velocity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76655—Location of control
- B29C2945/76658—Injection unit
- B29C2945/76665—Injection unit screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76929—Controlling method
- B29C2945/76956—Proportional
- B29C2945/76966—Proportional and integral, i.e. Pl regulation
- B29C2945/76969—Proportional and integral, i.e. Pl regulation derivative and integral, i.e. PID regulation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76929—Controlling method
- B29C2945/76993—Remote, e.g. LAN, wireless LAN
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Feedback Control In General (AREA)
- Selective Calling Equipment (AREA)
Description
Claims (6)
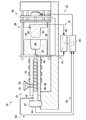
- 射出成形装置のネイティブコントローラに対する後付け式のリモートコントローラを介して前記射出成形装置の制御量を制御する方法であって、
前記射出成形装置は被加熱バレル、射出軸、及び作動ユニットを含み、
前記作動ユニットは、前記射出軸と動作可能に結合され、前記被加熱バレルに対して前記射出軸の動作を容易にするように構成されており、
前記後付けに先立ち、前記ネイティブコントローラは、フィードバック信号に基づき第1の制御アルゴリズムを用いて前記作動ユニットの前記動作を制御するように構成されていて、
前記方法は、
成形プロセスの前記制御量をセンサにおいて検知することと、
前記制御量に基づいて前記センサにより前記フィードバック信号を発生させることと、
前記リモートコントローラにおいて、
前記フィードバック信号を受信することと、
前記成形プロセスの前記制御量を所望の制御量設定点と比較することと、
前記制御量および前記所望の制御量設定点に基づき第2の制御アルゴリズムを用いて制御信号を発生させることと、
前記制御信号及び前記フィードバック信号を結合して、変更されたフィードバック信号にすることと、
前記変更されたフィードバック信号を前記フィードバック信号の代わりに前記ネイティブコントローラに送信することと、
前記ネイティブコントローラにおいて、前記ネイティブコントローラで実行される前記作動ユニットの前記動作の制御を変更するように、前記変更されたフィードバック信号の少なくとも部分的に基づき前記第1の制御アルゴリズムを用いて前記作動ユニットの前記動作を制御することと、
を含む、方法。 - 前記成形プロセスの制御量を検知することは、前記射出成形装置の溶融圧力を検知することを含み、
前記成形プロセスの前記制御量を前記所望の制御量設定点と比較することは、前記射出成形装置の前記溶融圧力を所望の溶融圧力設定点と比較することを含み、
前記制御信号を発生させることは、前記溶融圧力および前記所望の溶融圧力設定点に基づき前記制御信号を発生させることを含む、
請求項1に記載の方法。 - 前記成形プロセスの前記制御量を検知することは、前記センサから信号を受信することを含み、
前記溶融圧力を検知することは、
前記センサから溶融圧力信号を受信することと、
前記溶融圧力信号に基づき前記溶融圧力に対する値を決定することと、を含み、
前記溶融圧力および前記所望の溶融圧力設定点に基づき制御信号を発生させることは、
前記溶融圧力に対する前記所望の溶融圧力設定点を定義することと、
前記所望の溶融圧力設定点を前記溶融圧力の前記値と比較することと、を含む、
請求項2に記載の方法。 - 前記成形プロセスの前記制御量は、溶融圧力およびキャビティ圧力のうちの1つ以上を含む、請求項1に記載の方法。
- 前記射出軸は、往復スクリューを備える、請求項1に記載の方法。
- 前記変更されたフィードバック信号に基づき前記作動ユニットの前記動作を制御することは、前記往復スクリューの往復の動作を制御することを含む、請求項5に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562267011P | 2015-12-14 | 2015-12-14 | |
| US62/267,011 | 2015-12-14 | ||
| PCT/US2016/065496 WO2017105979A1 (en) | 2015-12-14 | 2016-12-08 | Remote controller for controlling apparatus by diverting feedback signal from native controller to the remote controller and methods for same |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018538175A JP2018538175A (ja) | 2018-12-27 |
| JP2018538175A5 JP2018538175A5 (ja) | 2020-01-23 |
| JP6895965B2 true JP6895965B2 (ja) | 2021-06-30 |
Family
ID=57708758
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018530533A Active JP6895965B2 (ja) | 2015-12-14 | 2016-12-08 | ネイティブコントローラからリモートコントローラにフィードバック信号を迂回させることにより装置を制御するためのリモートコントローラ及びその制御方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US10399262B2 (ja) |
| EP (1) | EP3389979B1 (ja) |
| JP (1) | JP6895965B2 (ja) |
| CN (1) | CN108290333B (ja) |
| CA (1) | CA3006806C (ja) |
| MX (1) | MX2018007122A (ja) |
| WO (1) | WO2017105979A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3389979B1 (en) | 2015-12-14 | 2021-04-21 | iMFLUX Inc. | Remote controller for controlling apparatus by diverting feedback signal from native controller to the remote controller and methods for same |
| CN112384351B (zh) * | 2018-06-22 | 2023-01-24 | 艾姆弗勒克斯有限公司 | 用于控制注射模制机的系统和方法 |
| CA3103832A1 (en) * | 2018-06-22 | 2019-12-26 | iMFLUX Inc. | Systems and approaches for controlling an injection molding machine |
| DE102020117665A1 (de) | 2020-07-03 | 2022-01-05 | Rheinisch-Westfälische Technische Hochschule (Rwth) Aachen | Phasenvereinende, modellbasierte, prädiktive Regelung einer Spritzgießmaschine sowie Spritzgießmaschine mit einer derartigen Regelung |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1007686A (en) | 1907-09-21 | 1911-11-07 | Dwight Gerber | Car-truck. |
| US4311446A (en) * | 1974-01-21 | 1982-01-19 | Usm Corporation | Injection molding machine controls |
| DE2514009C3 (de) * | 1975-03-29 | 1981-03-12 | Robert Bosch Gmbh, 7000 Stuttgart | Kunststoff-Spritzgießmaschine mit einer Regelvorrichtung zum Regeln des auf eine Plastifizier- und Einspritzschnecke einwirkenden Hydraulikdruckes |
| US4988273A (en) * | 1989-06-23 | 1991-01-29 | Cincinnati Milacron Inc. | Injection molding machines having a brushless DC drive system |
| JP2913233B2 (ja) * | 1992-08-10 | 1999-06-28 | 住友重機械工業株式会社 | 電動式射出成形機の圧力制御装置 |
| DE4321604A1 (de) * | 1993-06-29 | 1995-01-19 | Siemens Ag | Regeleinrichtung, insbesondere für einen nichtlinearen, zeitvarianten Prozeß |
| JP3292552B2 (ja) | 1993-07-29 | 2002-06-17 | 東洋機械金属株式会社 | 遠隔制御装置を備えた成形機制御システム |
| JP2756077B2 (ja) * | 1993-12-27 | 1998-05-25 | 東芝機械株式会社 | 射出成形機の射出成形速度条件自動設定方法 |
| JP3486456B2 (ja) | 1994-04-27 | 2004-01-13 | 株式会社日本製鋼所 | 射出成形機のリモート制御方法及びローカルコントローラ並びにリモート制御装置 |
| US6681145B1 (en) * | 1996-06-06 | 2004-01-20 | The Boeing Company | Method for improving the accuracy of machines |
| JP3282092B2 (ja) * | 1997-06-03 | 2002-05-13 | 日精樹脂工業株式会社 | 射出成形機の射出成形方法 |
| US5869108A (en) * | 1997-06-06 | 1999-02-09 | Sumitomo Heavy Industries, Ltd. | Control system for controlling a motor-driven injection molding machine |
| IT1308787B1 (it) * | 1999-07-05 | 2002-01-10 | Fiat Ricerche | Sistema di controllo della propulsione per un autoveicolo. |
| US6663804B2 (en) * | 2000-03-13 | 2003-12-16 | Sumitomo Heavy Industries, Ltd. | Method and apparatus for controlling injection molding machine capable of reducing variations in weight of molded products |
| JP3256902B2 (ja) * | 2000-03-13 | 2002-02-18 | 住友重機械工業株式会社 | 射出成形機の制御装置 |
| DE10115253A1 (de) * | 2001-03-28 | 2002-10-31 | Siemens Ag | Produktionsmaschine |
| JP4677682B2 (ja) * | 2001-05-11 | 2011-04-27 | 株式会社安川電機 | 電動射出成形機の射出軸の圧力制御方法および装置 |
| US7653460B2 (en) * | 2006-08-14 | 2010-01-26 | Husky Injection Molding Systems Ltd. | Thermal management of extruder of molding system, amongst other things |
| US8983680B2 (en) * | 2006-08-24 | 2015-03-17 | Kairos Autonmi, Inc. | Unmanned vehicle retrofitting system |
| WO2008035322A1 (en) * | 2006-09-18 | 2008-03-27 | Hinbit Development | A retrofitting power distribution device and uses thereof |
| JP5604615B2 (ja) * | 2009-03-23 | 2014-10-08 | 佐藤 寛 | 省エネルギー制御装置、及びこの省エネルギー制御装置を搭載した機器又は射出成型機 |
| KR101347461B1 (ko) * | 2010-05-18 | 2014-01-02 | 미쓰비시덴키 가부시키가이샤 | 모터 제어 장치 |
| US9205587B2 (en) * | 2012-08-08 | 2015-12-08 | Synventive Molding Solutions, Inc. | Flow control apparatus and method |
| EP2709813B1 (en) * | 2011-05-20 | 2018-10-03 | iMFLUX, Inc. | Apparatus for injection molding at low constant pressure |
| BR112013029234B1 (pt) * | 2011-05-20 | 2021-07-06 | Imflux, Inc. | método e aparelho para moldagem por injeção a pressão substancialmente constante de peças de parede fina |
| JP5998009B2 (ja) * | 2011-12-12 | 2016-09-28 | 東芝機械株式会社 | 成形機の制御装置及び成形機の制御方法 |
| DE102013012914A1 (de) * | 2012-08-03 | 2014-02-20 | Gheorghe George Olaru | Hot runner injection molding apparatus with additional controller |
| US8980146B2 (en) * | 2013-08-01 | 2015-03-17 | Imflux, Inc. | Injection molding machines and methods for accounting for changes in material properties during injection molding runs |
| US20150336311A1 (en) * | 2013-12-19 | 2015-11-26 | The Procter & Gamble Company | Method and apparatus for overmolding fragile hollow article |
| JP6032232B2 (ja) * | 2014-03-14 | 2016-11-24 | 横河電機株式会社 | 測定装置 |
| BR112017005673B1 (pt) * | 2014-09-22 | 2021-10-26 | Imflux Inc | Métodos de uso de máquinas de moldagem por injeção retroadaptadas com pressões reduzidas |
| EP3389979B1 (en) | 2015-12-14 | 2021-04-21 | iMFLUX Inc. | Remote controller for controlling apparatus by diverting feedback signal from native controller to the remote controller and methods for same |
-
2016
- 2016-12-08 EP EP16820422.0A patent/EP3389979B1/en active Active
- 2016-12-08 JP JP2018530533A patent/JP6895965B2/ja active Active
- 2016-12-08 MX MX2018007122A patent/MX2018007122A/es unknown
- 2016-12-08 WO PCT/US2016/065496 patent/WO2017105979A1/en active Application Filing
- 2016-12-08 CN CN201680068399.4A patent/CN108290333B/zh active Active
- 2016-12-08 CA CA3006806A patent/CA3006806C/en active Active
- 2016-12-14 US US15/378,793 patent/US10399262B2/en active Active
-
2019
- 2019-07-16 US US16/513,511 patent/US10994461B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CA3006806A1 (en) | 2017-06-22 |
| US10399262B2 (en) | 2019-09-03 |
| EP3389979A1 (en) | 2018-10-24 |
| US10994461B2 (en) | 2021-05-04 |
| US20170165887A1 (en) | 2017-06-15 |
| CN108290333B (zh) | 2021-01-12 |
| CN108290333A (zh) | 2018-07-17 |
| EP3389979B1 (en) | 2021-04-21 |
| US20190337208A1 (en) | 2019-11-07 |
| CA3006806C (en) | 2021-03-30 |
| JP2018538175A (ja) | 2018-12-27 |
| MX2018007122A (es) | 2019-02-07 |
| WO2017105979A1 (en) | 2017-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6964587B2 (ja) | ネイティブコントローラからリモートコントローラにフィードバック信号を迂回させることにより装置を制御するためのリモートコントローラ及びその制御方法 | |
| US10994461B2 (en) | Remote controller for controlling apparatus by diverting feedback signal from native controller to the remote controller and methods for same | |
| CA2994011C (en) | Injection molding apparatus and method of controlling same | |
| US20230031650A1 (en) | Systems and Approaches for Controlling an Injection Molding Machine | |
| US11135754B2 (en) | Remote controller for controlling apparatus by diverting feedback signal from native controller to the remote controller and methods for same | |
| TWI708673B (zh) | 注射模製設備及其控制方法 | |
| WO2023043471A1 (en) | Remote controller for feedback control and methods for same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191205 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191205 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210511 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210608 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6895965 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |