JP6845202B2 - 数値制御方法及び処理装置 - Google Patents
数値制御方法及び処理装置 Download PDFInfo
- Publication number
- JP6845202B2 JP6845202B2 JP2018192657A JP2018192657A JP6845202B2 JP 6845202 B2 JP6845202 B2 JP 6845202B2 JP 2018192657 A JP2018192657 A JP 2018192657A JP 2018192657 A JP2018192657 A JP 2018192657A JP 6845202 B2 JP6845202 B2 JP 6845202B2
- Authority
- JP
- Japan
- Prior art keywords
- machining
- processing
- machines
- trajectory
- numerical control
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

















Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/19—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4097—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by using design data to control NC machines, e.g. CAD/CAM
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS], computer integrated manufacturing [CIM]
- G05B19/41865—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS], computer integrated manufacturing [CIM] characterised by job scheduling, process planning, material flow
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32153—Exchange data between user, cad, caq, nc, capp
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32283—Machine scheduling, several machines, several jobs
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/33—Director till display
- G05B2219/33098—Several nc machines, dnc, cnc
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/34—Director, elements to supervisory
- G05B2219/34348—Coordination of operations, different machines, robots execute different tasks
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35012—Cad cam
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36056—Modify program, machining order in real time, during operation, dynamically
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36237—Prepare nc program for selected, distinct nc machines
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36242—Convert program for different machines with different M-code, G-code, header
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Description
前記生成ステップは、前記複数の加工機が有する性能に応じて、前記複数の空間周波数成分の形状の各々を前記複数の加工機のいずれかに形成させるように、前記複数の第2加工プログラムを生成しても良い。
[第1の実施形態]
まず、第1の実施形態について説明する。第1の実施形態では、第1加工プログラムの加工軌道を予め設定された加工領域別(例えば、X>0の領域とそれ以外の領域)に加工複数の軌道に分解し、分解された各加工軌道に基づいて、複数の加工機の各々の加工軌道を示す複数の第2加工プログラムを生成する。
第1の実施形態に係る数値制御装置100は、プロセッサ等の制御部10と、ハードディスク装置等の記憶部40とを有するコンピュータである。また、数値制御装置100は、入出力デバイス及び通信インタフェース等の外部装置とのインタフェース機能を有する。これにより、数値制御装置100は、有線又は無線を介して、外部のCAD/CAM装置200及びマシニングセンタMCに接続される。なお、数値制御装置100は、ネットワークを介して、CAD/CAM装置200及びマシニングセンタMCに接続されても良い。
なお、上記第1の実施形態の説明において、予め設定された加工領域として、例えば、X>0の領域とそれ以外の領域とを例示したが、これに限られない。任意の領域を設定しても良い。また、加工領域を2つに分けた例を説明したが、これに限られない。3以上の複数の加工領域を設定しても良い。
ステップS31において、生成部20は、時tを0にリセットする。
以上、第1の実施形態について説明した。
次に第2の実施形態について説明する。第2の実施形態では、予め加工精度情報が加工機毎に設定され、第1加工プログラムの加工軌道において、加工箇所の要求加工精度が異なる場合に、当該要求加工精度を満たす加工機の各々に対応して、複数の軌道に分解し、分解された各加工軌道に基づいて、複数の加工機の各々の加工軌道を示す複数の第2加工プログラムを生成する。
第2の実施形態に係る数値制御装置100Aは、第1の実施形態に係る数値制御装置100と同様の構成を備える。
生成部20aは、読み込んだ原初NCプログラムOPが示す加工軌道に基づいて、加工機PM1、PM2が協働して動作するように、加工機PM1、PM2それぞれの個別NCプログラムIP1、IP2を生成する。
なお、図6に示した処理は、例えば、オペレータ等による数値制御装置100Aの入力装置の操作により実行される。また、数値制御装置100Aは、入力装置の操作を介して、加工機PM1、PM2に装着される工具及び装着される工具の加工精度を示す加工精度情報を含む入力指示も、オペレータ等から受ける。
ステップS131において、生成部20aは、時間tを0にリセットする。
以上、第2の実施形態について説明した。
次に第3の実施形態について説明する。第3の実施形態では、予め加減速時定数及び/又は切削送り速度が加工機毎に設定され、第1加工プログラムの加工軌道において、加工箇所の要求加工速度が異なる場合に、当該要求加工速度を満たす加工機の各々に対応して、複数の軌道に分解し、分解された各加工軌道に基づいて、複数の加工機の各々の加工軌道を示す複数の第2加工プログラムを生成する。
第3の実施形態に係る数値制御装置100Bは、第1の実施形態に係る数値制御装置100と同様の構成を備える。
生成部20bは、読み込んだ原初NCプログラムOPが示す加工軌道に基づいて、加工機PM1、PM2が協働して動作するように、加工機PM1、PM2それぞれの個別NCプログラムIP1、IP2を生成する。
なお、図9に示した処理は、例えば、オペレータ等による数値制御装置100Bの入力装置の操作により実行される。また、数値制御装置100Bは、入力装置を介して加工機PM1、PM2それぞれに設定される加減速時定数を示す時定数情報を含む入力指示も、オペレータ等から受ける。
ステップS231において、生成部20bは、時間tを0にリセットする。
以上、第3の実施形態について説明した。
次に第4の実施形態について説明する。第4の実施形態では、予め加減速時定数及び/又は切削送り速度が加工機毎に設定され、第1加工プログラムの加工軌道を低周波数成分と高周波数成分に対応して、複数の軌道に分解し、分解された各加工軌道に基づいて、複数の加工機の各々の加工軌道を示す複数の第2加工プログラムを生成する。第4の実施形態では、第1の実施形態から第3の実施形態とは異なり、例えば、低周波数成分に対応する第2加工プログラムにより、一方の加工機で下地の加工を行い、これを追いかける形で他方の加工機で高周波数成分に対応する第2加工プログラムにより、複雑な形状の加工を行う形態となる。
第4の実施形態に係る数値制御装置100Cは、第1の実施形態に係る数値制御装置100と同様の構成を備える。
生成部20cは、読み込んだ原初NCプログラムOPが示す加工軌道に基づいて、加工機PM1、PM2が協働して動作するように、加工機PM1、PM2それぞれの個別NCプログラムIP1、IP2を生成する。
XL(t)=A0×X(t)+A1×X(t−Δt)+B1×XL(t−Δt) …(1)
XH(t)=X(t)−XL(t) …(2)
なお、図13に示した処理は、例えば、オペレータ等による数値制御装置100Cの入力装置の操作により実行される。
ステップS431において、生成部20cは、時間tを0にリセットする。
以上、第4の実施形態について説明した。
次に第5の実施形態について説明する。第5の実施形態では、予め加減速時定数及び/又は切削送り速度が加工機毎に設定され、加工面の空間周波数分布に基づき、加工面を空間周波数の低い低領域と空間周波数の高い高領域とに分けて、第1加工プログラムの加工軌道を低領域と高領域に対応して、複数の軌道に分解し、分解された各加工軌道に基づいて、複数の加工機の各々の加工軌道を示す複数の第2加工プログラムを生成する。第5の実施形態では、第1の実施形態と同様に、加工領域別に、各加工機が加工処理を分担する。高周波数成分に対応する複雑な形状の多い加工面の加工を応答性の高い加工機で加工を行い、他方の加工機で低周波数成分に対応する形状の多い加工面の加工を行う形態となる。これにより、加工面が高周波数成分に対応する加工面では、応答性の高い加工機により加工させることでその面品位を確保するとともに、全体の加工効率を向上させることができる。
第5の実施形態に係る数値制御装置100Dは、第1の実施形態に係る数値制御装置100と同様の構成を備える。
生成部20dは、読み込んだ原初NCプログラムOPが示す加工軌道に基づいて、加工機PM1、PM2が協働して動作するように、加工機PM1、PM2それぞれの個別NCプログラムIP1、IP2を生成する。
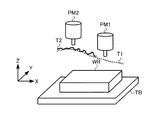
以上のように、ワークWRを加工するにあたり、加工面の空間周波数の低い低領域を大きい加減速時定数(すなわち、加減速時の応答性が遅い)が設定された加工機PM1が加工を行い、加工面の空間周波数の高い高領域を小さい加減速時定数(すなわち、加減速時の応答性が速い)が設定された加工機PM2が加工を行うことで、数値制御装置100Cは、加工効率の向上を図ることができる。図16には、加工機PM2が加工面の空間周波数の高い高領域を加工し、加工機PM1が加工面の空間周波数の低い低領域を加工する様子を示す。これにより、空間周波数成分に対応する低領域に対応する加工面では、応答性の低い加工機に加工させ、加工面が高周波数成分に対応する加工面では、応答性の高い加工機により加工させることでその面品位を確保するとともに、全体の加工効率を向上させることができる。
なお、図17に示した処理は、例えば、オペレータ等による数値制御装置100Dの入力装置の操作により実行される。また、数値制御装置100Dは、入力装置を介して加工機PM1、PM2それぞれに設定される加減速時定数を示す時定数情報を含む入力指示も、オペレータ等から受ける。
ステップS541において、生成部20dは、時間tを0にリセットする。
第1の実施形態から第5の実施形態に係る数値制御装置100(100A、100B、100C、100D)は、加工機PM1、PM2の個別NCプログラムIP1、IP2を生成したが、これに限定されない。例えば、加工機PM1又はPM2のいずれかの加工機は、様々な工具を装着できるロボットであっても良い。この場合、数値制御装置100は、Gコードで記述された個別NCプログラムIP1、IP2を、例えば、KUKA(登録商標)社のロボットコントローラKR C4(https://www.kuka.com/en-gb/products/robotics-systems/robot-controllers/kr-c4)等を用いて、ロボット用プログラムに変換する。なお、GコードのNCプログラムをロボット用プログラムに変換するロボットコントローラは、これに限定されず、他のコントローラを用いても良い。
そして、ロボットと機械テーブルと相対位置関係を保持するように、ロボットと機械テーブルとの位置合わせを行い、逆運動学演算に基づいてロボットの各軸を制御するようにしてもよい。
20 生成部
30 並列化部
40 記憶部
100 数値制御装置
200 CAD/CAM装置
MC マシニングセンタ
Claims (8)
- コンピュータにより実現される数値制御方法であって、
単一のワークを加工する加工機の第1加工プログラムから、前記ワークに対する加工の内容に応じて、当該第1加工プログラムの加工軌道を複数の軌道に分解し、分解された加工軌道に基づいて、それぞれの加工軌道に対応する複数の加工機の複数の第2加工プログラムを生成する生成ステップを備え、
前記生成ステップは、前記ワークの加工に対して要求される要求加工精度と、前記複数の加工機が有する加工精度とに応じて、前記第1加工プログラムの加工軌道を複数の軌道に分割し、前記複数の第2加工プログラムを生成する
数値制御方法。 - コンピュータにより実現される数値制御方法であって、
単一のワークを加工する加工機の第1加工プログラムから、前記ワークに対する加工の内容に応じて、当該第1加工プログラムの加工軌道を複数の軌道に分解し、分解された加工軌道に基づいて、それぞれの加工軌道に対応する複数の加工機の複数の第2加工プログラムを生成する生成ステップと、
前記第1加工プログラムが示す加工軌道を周波数解析し、周波数成分毎に前記加工軌道を分解する周波数解析ステップと、を備え、
前記生成ステップは、前記複数の加工機が有する性能に応じて、前記周波数成分毎の前記加工軌道を前記複数の加工機のいずれかに割り当て、前記複数の第2加工プログラムを生成する
数値制御方法。 - コンピュータにより実現される数値制御方法であって、
単一のワークを加工する加工機の第1加工プログラムから、前記ワークに対する加工の内容に応じて、当該第1加工プログラムの加工軌道を複数の軌道に分解し、分解された加工軌道に基づいて、それぞれの加工軌道に対応する複数の加工機の複数の第2加工プログラムを生成する生成ステップと、
前記ワークに形成される形状を周波数解析し、複数の空間周波数成分の形状に分解する周波数解析ステップと、を備え、
前記生成ステップは、前記複数の加工機が有する性能に応じて、前記複数の空間周波数成分の形状の各々を前記複数の加工機のいずれかに形成させるように、前記複数の第2加工プログラムを生成する
数値制御方法。 - 前記複数の加工機が有する性能は、加減速時定数である請求項2又は請求項3に記載の数値制御方法。
- 前記複数の第2加工プログラムが前記複数の加工機により並列に実行された場合に、前記複数の加工機の間で干渉が発生するか否かを判定し、前記判定の結果に応じて、前記干渉を回避するように前記複数の第2加工プログラムを並列に実行するタイミングを調整する並列化ステップをさらに備える請求項1から請求項4のいずれか1項に記載の数値制御方法。
- 単一のワークを加工する加工機の第1加工プログラムから、前記ワークに対する加工の内容に応じて、当該第1加工プログラムの加工軌道を複数の軌道に分解し、分解された各加工軌道に基づいて、それぞれの加工軌道に対応する複数の加工機の複数の第2加工プログラムを生成する生成部を備え、
前記生成部は、前記ワークの加工に対して要求される要求加工精度と、前記複数の加工機が有する加工精度とに応じて、前記第1加工プログラムの加工軌道を複数の軌道に分割し、前記複数の第2加工プログラムを生成する
処理装置。 - 単一のワークを加工する加工機の第1加工プログラムから、前記ワークに対する加工の内容に応じて、当該第1加工プログラムの加工軌道を複数の軌道に分解し、分解された各加工軌道に基づいて、それぞれの加工軌道に対応する複数の加工機の複数の第2加工プログラムを生成する生成部と、
前記第1加工プログラムが示す加工軌道を周波数解析し、周波数成分毎に前記加工軌道を分解する周波数解析部と、を備え、
前記生成部は、前記複数の加工機が有する性能に応じて、前記周波数成分毎の前記加工軌道を前記複数の加工機のいずれかに割り当て、前記複数の第2加工プログラムを生成する
処理装置。 - 単一のワークを加工する加工機の第1加工プログラムから、前記ワークに対する加工の内容に応じて、当該第1加工プログラムの加工軌道を複数の軌道に分解し、分解された各加工軌道に基づいて、それぞれの加工軌道に対応する複数の加工機の複数の第2加工プログラムを生成する生成部と、
前記ワークに形成される形状を周波数解析し、複数の空間周波数成分の形状に分解する周波数解析部と、を備え、
前記生成部は、前記複数の加工機が有する性能に応じて、前記複数の空間周波数成分の形状の各々を前記複数の加工機のいずれかに形成させるように、前記複数の第2加工プログラムを生成する
処理装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018192657A JP6845202B2 (ja) | 2018-10-11 | 2018-10-11 | 数値制御方法及び処理装置 |
| US16/561,136 US11307555B2 (en) | 2018-10-11 | 2019-09-05 | Numerical control method and processing device |
| DE102019006548.4A DE102019006548A1 (de) | 2018-10-11 | 2019-09-16 | Numerisches steuerverfahren und verarbeitungsvorrichtung |
| CN201910951502.5A CN111045389B (zh) | 2018-10-11 | 2019-10-08 | 数值控制方法以及处理装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018192657A JP6845202B2 (ja) | 2018-10-11 | 2018-10-11 | 数値制御方法及び処理装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020061014A JP2020061014A (ja) | 2020-04-16 |
| JP6845202B2 true JP6845202B2 (ja) | 2021-03-17 |
Family
ID=70161193
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018192657A Active JP6845202B2 (ja) | 2018-10-11 | 2018-10-11 | 数値制御方法及び処理装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11307555B2 (ja) |
| JP (1) | JP6845202B2 (ja) |
| CN (1) | CN111045389B (ja) |
| DE (1) | DE102019006548A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113950651A (zh) * | 2019-06-28 | 2022-01-18 | 德马吉森精机有限公司 | 信息处理装置、信息处理方法及信息处理程序 |
| US20230192877A1 (en) | 2020-03-30 | 2023-06-22 | National Institutes Of Biomedical Inovation, Health And Nutriton | Epitope region-bridging biparatopic antibody and method for producing same |
| CN117716305A (zh) * | 2021-07-27 | 2024-03-15 | 发那科株式会社 | 数值控制装置 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62140740A (ja) * | 1985-12-13 | 1987-06-24 | Hitachi Seiki Co Ltd | 自動加工機における加工領域分割処理装置 |
| JPH05324046A (ja) * | 1992-05-18 | 1993-12-07 | Mitsubishi Electric Corp | 多系統数値制御方法及びその装置 |
| JPH06335840A (ja) * | 1993-05-25 | 1994-12-06 | Sekisui Chem Co Ltd | 加工条件設定システム |
| JPH0798609A (ja) * | 1993-09-28 | 1995-04-11 | Toyoda Mach Works Ltd | 2トーチ型レーザ加工機の加工分担決定装置 |
| JP3120263B2 (ja) | 1993-12-21 | 2000-12-25 | オークマ株式会社 | 対向主軸旋盤における加工プログラム作成方法 |
| US5751585A (en) * | 1995-03-20 | 1998-05-12 | Electro Scientific Industries, Inc. | High speed, high accuracy multi-stage tool positioning system |
| US6004016A (en) * | 1996-08-06 | 1999-12-21 | Trw Inc. | Motion planning and control for systems with multiple mobile objects |
| JP2000284820A (ja) * | 1999-03-31 | 2000-10-13 | Sodick Co Ltd | 形彫放電加工装置及び形彫放電加工のncプログラムの作成方法 |
| JP2000298509A (ja) * | 1999-04-15 | 2000-10-24 | Ricoh Co Ltd | 切削装置および切削パス生成方法および記録媒体 |
| JP2001001230A (ja) | 1999-06-21 | 2001-01-09 | Toyoda Mach Works Ltd | 2主軸ヘッド工作機械用の加工プログラム作成方法 |
| AU2001296016A1 (en) * | 2000-10-26 | 2002-05-06 | Citizen Watch Co. Ltd. | Method and device for automatically preparing processing program |
| JP3753133B2 (ja) * | 2003-04-25 | 2006-03-08 | マツダ株式会社 | 工作機械のnc加工データ生成方法 |
| US9220576B2 (en) * | 2003-08-07 | 2015-12-29 | Ivoclar Vivadent Ag | Machining of ceramic materials |
| JP2005074569A (ja) * | 2003-09-01 | 2005-03-24 | Mitsubishi Heavy Ind Ltd | プログラム、コンピュータ装置、多軸加工機、ncプログラムの生成方法、ワークの加工方法 |
| JP2006007363A (ja) * | 2004-06-25 | 2006-01-12 | Mori Seiki Co Ltd | Ncプログラム修正装置及びこれを備えたncプログラム生成装置 |
| PT2285521T (pt) * | 2008-02-20 | 2019-09-20 | Lasercoil Tech Llc | Conjunto recipiente e método associado |
| CN102165708B (zh) * | 2008-09-26 | 2014-06-25 | 日本电气株式会社 | 信号处理方法、信号处理装置及信号处理程序 |
| WO2013038543A1 (ja) * | 2011-09-15 | 2013-03-21 | 三菱電機株式会社 | 加工プログラム作成装置、数値制御装置、加工システム、加工プログラム作成方法、数値制御方法、および加工プログラム |
| JP5439548B2 (ja) * | 2012-06-29 | 2014-03-12 | 新日本工機株式会社 | 加工指令変換プログラム、記憶媒体及び加工指令変換装置 |
| JP6267156B2 (ja) * | 2015-05-29 | 2018-01-24 | ファナック株式会社 | 微小ブロックのコーナ制御を行うワイヤカット放電加工機用数値制御装置 |
| JP6301979B2 (ja) * | 2016-01-27 | 2018-03-28 | ファナック株式会社 | 単系統用のプログラムで複数系統の軸を制御する数値制御装置およびそのシミュレーション装置 |
| JP6309986B2 (ja) * | 2016-02-18 | 2018-04-11 | ファナック株式会社 | 数値制御工作機械の加工時間予測装置 |
| WO2017145912A1 (ja) * | 2016-02-23 | 2017-08-31 | 三菱電機株式会社 | 数値制御パラメータ調整装置及び数値制御パラメータ調整方法 |
| JP6363643B2 (ja) * | 2016-03-04 | 2018-07-25 | ファナック株式会社 | プログラム指令の解析桁数を増やすことを可能とする数値制御装置 |
| JP6946909B2 (ja) * | 2017-09-29 | 2021-10-13 | オムロン株式会社 | 制御システムおよび制御装置 |
-
2018
- 2018-10-11 JP JP2018192657A patent/JP6845202B2/ja active Active
-
2019
- 2019-09-05 US US16/561,136 patent/US11307555B2/en active Active
- 2019-09-16 DE DE102019006548.4A patent/DE102019006548A1/de active Pending
- 2019-10-08 CN CN201910951502.5A patent/CN111045389B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102019006548A1 (de) | 2020-06-18 |
| CN111045389B (zh) | 2023-12-15 |
| JP2020061014A (ja) | 2020-04-16 |
| US20200117163A1 (en) | 2020-04-16 |
| CN111045389A (zh) | 2020-04-21 |
| US11307555B2 (en) | 2022-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6845202B2 (ja) | 数値制御方法及び処理装置 | |
| US4963805A (en) | Numerical control apparatus for machining non-circular workpieces | |
| US20190086898A1 (en) | Software module, precision machine, method and component | |
| CN106338968A (zh) | 可进行考虑轴移动方向的误差修正的数值控制装置 | |
| CN108262591A (zh) | 一种航空发动机机匣五轴立式车铣复合加工方法 | |
| JP7464712B2 (ja) | ポストプロセッサ、加工プログラム生成方法、cnc加工システム及び加工プログラム生成用プログラム | |
| Zakovorotny et al. | Influence of spindle wobble in a lathe on the tool’s deformational-displacement trajectory | |
| CN103576610A (zh) | 机床、加工方法、程序和nc数据生成装置 | |
| Weng et al. | Jerk decision for free-form surface effects in multi-axis synchronization manufacturing | |
| Kim | Study on interpolation algorithms of CNC machine tools | |
| CN116237810A (zh) | 切削加工系统及其加工方法 | |
| Alaskari et al. | Adaptive control simulation to optimize metal removal for rough turning. | |
| Jan et al. | Influence of linear feed drive controller setting in CNC turning lathe on the stability of machining | |
| Ivanov et al. | Computer-Aided Positioning of Elements of the System “Fixture–Workpiece” | |
| Abbas | Enhancement of the Capabilities of CNC Machines via the Addition of a New Counter boring Cycle with a Milling Cutter | |
| Cai et al. | CNC Interpolator Tuning based on Digital Twin of Five-axis Machines | |
| Yeh | Feed rate determination method for tool path interpolation considering piecewise-continued machining segments with cornering errors and kinematic constraints | |
| WO2024095479A1 (ja) | 加工プログラム生成装置および加工プログラム生成方法 | |
| Westkämper | Supervision of quality in process chains by means of learning process models | |
| JP7175340B2 (ja) | 工作機械、情報処理装置および情報処理プログラム | |
| JPH0421203B2 (ja) | ||
| WO2023209754A1 (ja) | サーボ調整システム | |
| Ratson et al. | Adaptive control of machine tools: the past and projected role of numerical control computers | |
| Yamato | Active chatter suppression with monitoring-based process control for self-optimizing machining systems | |
| JP2003305625A (ja) | 加工工程決定方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200323 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20200521 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20200616 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200918 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200929 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210126 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210225 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6845202 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |