JP6838652B2 - 二次電池及び二次電池の製造方法 - Google Patents
二次電池及び二次電池の製造方法 Download PDFInfo
- Publication number
- JP6838652B2 JP6838652B2 JP2019516223A JP2019516223A JP6838652B2 JP 6838652 B2 JP6838652 B2 JP 6838652B2 JP 2019516223 A JP2019516223 A JP 2019516223A JP 2019516223 A JP2019516223 A JP 2019516223A JP 6838652 B2 JP6838652 B2 JP 6838652B2
- Authority
- JP
- Japan
- Prior art keywords
- secondary battery
- gas discharge
- gasket
- battery case
- stage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 36
- 238000000034 method Methods 0.000 claims description 51
- 230000015572 biosynthetic process Effects 0.000 claims description 37
- 239000008151 electrolyte solution Substances 0.000 claims description 19
- 238000002347 injection Methods 0.000 claims description 15
- 239000007924 injection Substances 0.000 claims description 15
- 238000003466 welding Methods 0.000 claims description 8
- 238000000926 separation method Methods 0.000 claims description 6
- 239000012528 membrane Substances 0.000 claims description 5
- 238000007789 sealing Methods 0.000 claims description 3
- 239000000463 material Substances 0.000 description 12
- 238000007599 discharging Methods 0.000 description 6
- 229910052744 lithium Inorganic materials 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 4
- 239000003792 electrolyte Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 239000011149 active material Substances 0.000 description 2
- 230000032683 aging Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000007872 degassing Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000011946 reduction process Methods 0.000 description 1
- 238000006722 reduction reaction Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/049—Processes for forming or storing electrodes in the battery container
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0413—Large-sized flat cells or batteries for motive or stationary systems with plate-like electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0436—Small-sized flat cells or batteries for portable equipment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0438—Processes of manufacture in general by electrochemical processing
- H01M4/044—Activating, forming or electrochemical attack of the supporting material
- H01M4/0445—Forming after manufacture of the electrode, e.g. first charge, cycling
- H01M4/0447—Forming after manufacture of the electrode, e.g. first charge, cycling of complete cells or cells stacks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/166—Lids or covers characterised by the methods of assembling casings with lids
- H01M50/169—Lids or covers characterised by the methods of assembling casings with lids by welding, brazing or soldering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/186—Sealing members characterised by the disposition of the sealing members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/30—Arrangements for facilitating escape of gases
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/30—Arrangements for facilitating escape of gases
- H01M50/317—Re-sealable arrangements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/30—Arrangements for facilitating escape of gases
- H01M50/394—Gas-pervious parts or elements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/60—Arrangements or processes for filling or topping-up with liquids; Arrangements or processes for draining liquids from casings
- H01M50/609—Arrangements or processes for filling with liquid, e.g. electrolytes
- H01M50/627—Filling ports
- H01M50/636—Closing or sealing filling ports, e.g. using lids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Optics & Photonics (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Secondary Cells (AREA)
- Gas Exhaust Devices For Batteries (AREA)
Description
本出願は、2017年7月13日付韓国特許出願第10−2017−0089039号に基づいた優先権の利益を主張し、当該韓国特許出願の文献に開示されている全ての内容は、本明細書の一部として含まれる。
Claims (19)
- 電極及び分離膜が交互に積層されている電極組立体が製造される段階;
一定の外形を維持する電池ケースの内部に、前記電極組立体が開放部を介して挿入される段階;
前記電池ケースの前記開放部をカバーする段階;
電解液が、前記電池ケースに形成された注入口を介し、前記電池ケースの内部に注入される段階;
前記注入口が閉鎖される段階;
初期充電を行い前記電極組立体の極板の表面にSEI層を形成するプレフォーメーション工程が行われる段階;
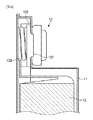
前記電池ケースの一側に形成されたガス排出装置のスイッチに外力が印加される段階;
前記ガス排出装置のガスケットが前記スイッチに印加される外力の方向と同じ方向に進むように直線移動してガス排出ホールが開放される段階;及び
前記プレフォーメーション工程が行われる段階で前記電池ケースの内部に発生した第1ガスが外部に排出される段階を含む二次電池の製造方法。 - 前記第1ガスが外部に排出される段階以後に、
前記ガス排出装置がシーリングされる段階をさらに含む請求項1に記載の二次電池の製造方法。 - 前記ガス排出装置がシーリングされる段階において、
前記ガス排出装置がキャップでカバーされる段階;及び
前記キャップにレーザー溶接が行われる段階をさらに含む、請求項2に記載の二次電池の製造方法。 - 前記第1ガスが外部に排出される段階以後に、
前記二次電池の充電を完了させるフォーメーション工程が行われる段階をさらに含む請求項1から3のいずれか一項に記載の二次電池の製造方法。 - 前記フォーメーション工程が行われる段階以後に、
前記ガス排出装置の前記スイッチに外力が印加される段階;
前記ガス排出装置の前記ガスケットが直線移動して前記ガス排出ホールが開放される段階;及び
前記フォーメーション工程が行われる段階で前記電池ケースの内部に発生した第2ガスが外部に排出される段階をさらに含む請求項4に記載の二次電池の製造方法。 - 前記第2ガスが外部に排出される段階以後に、
前記ガス排出装置がシーリングされる段階をさらに含む請求項5に記載の二次電池の製造方法。 - 前記ガス排出装置がシーリングされる段階において、
前記ガス排出装置がキャップでカバーされる段階;及び
前記キャップにレーザー溶接が行われる段階をさらに含む、請求項6に記載の二次電池の製造方法。 - 前記ガス排出装置は、
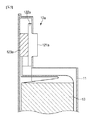
前記外力が除去されると、前記ガスケットの位置を復元させて前記ガス排出ホールを閉鎖する復元部を含む、請求項1から7のいずれか一項に記載の二次電池の製造方法。 - 前記復元部は、
弾性力を生成して前記ガスケットの位置を復元する、請求項8に記載の二次電池の製造方法。 - 前記復元部は、
前記ガス排出ホールに対向する前記電池ケースの内壁と前記ガスケットに両端が接触し、長手方向に弾性力を生成する、請求項9に記載の二次電池の製造方法。 - 前記スイッチに前記外力が印加されると、
前記ガスケットは、
前記電池ケースの内側に直線移動して前記復元部を圧縮させる、請求項9または10に記載の二次電池の製造方法。 - 前記外力は前記スイッチを引っ張る力である、請求項1から9のいずれか一項に記載の二次電池の製造方法。
- 前記復元部は、ガス排出ホールに対向する前記電池ケースと前記ガスケットとの間に備えられ、
前記復元部の両端は前記電池ケースの内壁と前記ガスケットの一面とにそれぞれ接触している、請求項8または9に記載の二次電池の製造方法。 - 電極及び分離膜が交互に積層されている電極組立体を内部に収容し、一定の外形を維持する電池ケース;
前記電池ケースの内部に形成され、前記電池ケースの内外部を連通するガス排出ホールを開閉するガスケット;
外力が印加されると前記外力を前記ガスケットに伝達し、前記ガスケットを直線移動させて前記ガス排出ホールを開放するスイッチ;及び
前記外力が除去されると、前記ガスケットの位置を復元させて前記ガス排出ホールを閉鎖する復元部を含み、
前記ガスケットは前記スイッチに印加される外力の方向と同じ方向に進むように直線移動する、二次電池。 - 前記復元部は、
弾性力を生成して前記ガスケットの位置を復元する、請求項14に記載の二次電池。 - 前記復元部は、
前記ガス排出ホールに対向する前記電池ケースの内壁と前記ガスケットに両端が接触し、長手方向に弾性力を生成する、請求項15に記載の二次電池。 - 前記スイッチに前記外力が印加されると、
前記ガスケットは、
前記電池ケースの内側に直線移動して前記復元部を圧縮させる、請求項15または16に記載の二次電池。 - 前記外力は前記スイッチを引っ張る力である、請求項14または15に記載の二次電池。
- 前記復元部は、ガス排出ホールに対向する前記電池ケースと前記ガスケットとの間に備えられ、
前記復元部の両端は前記電池ケースの内壁と前記ガスケットの一面とにそれぞれ接触している、請求項14または15に記載の二次電池。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020170089039A KR102217448B1 (ko) | 2017-07-13 | 2017-07-13 | 이차 전지 및 이차 전지의 제조 방법 |
| KR10-2017-0089039 | 2017-07-13 | ||
| PCT/KR2018/007928 WO2019013574A1 (ko) | 2017-07-13 | 2018-07-12 | 이차 전지 및 이차 전지의 제조 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019535103A JP2019535103A (ja) | 2019-12-05 |
| JP6838652B2 true JP6838652B2 (ja) | 2021-03-03 |
Family
ID=65001671
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019516223A Active JP6838652B2 (ja) | 2017-07-13 | 2018-07-12 | 二次電池及び二次電池の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11056749B2 (ja) |
| EP (1) | EP3503280B1 (ja) |
| JP (1) | JP6838652B2 (ja) |
| KR (1) | KR102217448B1 (ja) |
| CN (1) | CN109845014B (ja) |
| WO (1) | WO2019013574A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210025405A (ko) * | 2019-08-27 | 2021-03-09 | 주식회사 엘지화학 | 이차 전지용 전지 케이스 및 가스 배출부 제조 방법 |
| KR20210034983A (ko) * | 2019-09-23 | 2021-03-31 | 주식회사 엘지화학 | 이차전지 제조방법 및 이차전지 |
| KR20220008602A (ko) | 2020-07-14 | 2022-01-21 | 주식회사 엘지에너지솔루션 | 벤팅 디바이스 및 이를 포함하는 배터리 팩 어셈블리, 그리고 배터리 팩 어셈블리를 포함하는 자동차 |
| DE102020209759A1 (de) * | 2020-08-03 | 2022-02-03 | Volkswagen Aktiengesellschaft | Hochvoltzelle |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100369068B1 (ko) | 1999-04-16 | 2003-01-24 | 삼성에스디아이 주식회사 | 원통형 2차 전지 |
| JP2003142060A (ja) | 2001-11-01 | 2003-05-16 | Toyota Motor Corp | 蓄電素子およびその製造方法 |
| KR101253359B1 (ko) | 2003-10-09 | 2013-04-15 | 에버레디 배터리 컴퍼니, 인크. | 열가소성 밀봉 부재가 개선된 비수성 전지 |
| JP2005222757A (ja) | 2004-02-04 | 2005-08-18 | Matsushita Electric Ind Co Ltd | リチウムイオン二次電池の仕上げ充放電ガス排出方法 |
| KR101029841B1 (ko) * | 2006-11-13 | 2011-04-15 | 주식회사 엘지화학 | 각형 이차전지의 제조방법 |
| KR101396703B1 (ko) * | 2008-03-05 | 2014-05-19 | 삼성에스디아이 주식회사 | 가스제거장치 및 이를 이용한 원통형 이차전지 |
| WO2012002201A1 (ja) * | 2010-06-30 | 2012-01-05 | 株式会社Gsユアサ | 二次電池の製造方法、二次電池及び組電池 |
| KR101221101B1 (ko) * | 2010-09-16 | 2013-01-11 | 정윤이 | 이차 전지 |
| KR20120124687A (ko) * | 2011-05-04 | 2012-11-14 | 주식회사로케트전기 | 원통형 알칼리 전지 |
| WO2013002359A1 (ja) * | 2011-06-29 | 2013-01-03 | 住友電気工業株式会社 | 溶融塩電池の製造方法および溶融塩電池 |
| CN103814457B (zh) * | 2011-09-27 | 2016-08-17 | 丰田自动车株式会社 | 电池 |
| DE102012219887A1 (de) | 2012-10-31 | 2014-04-30 | Robert Bosch Gmbh | Batteriezelle |
| JP5969356B2 (ja) | 2012-11-05 | 2016-08-17 | トヨタ自動車株式会社 | 密閉型電池の製造方法,密閉型電池の封止部材および密閉型電池 |
| DE102013203037A1 (de) | 2013-02-25 | 2014-08-28 | Robert Bosch Gmbh | Batteriezelle mit wenigstens einem eine Öffnung aufweisenden Anschlusspol und Verfahren zur Herstellung einer Batteriezelle |
| KR101801440B1 (ko) | 2014-10-22 | 2017-11-24 | 주식회사 엘지화학 | 이차 전지 |
-
2017
- 2017-07-13 KR KR1020170089039A patent/KR102217448B1/ko active IP Right Grant
-
2018
- 2018-07-12 US US16/333,858 patent/US11056749B2/en active Active
- 2018-07-12 WO PCT/KR2018/007928 patent/WO2019013574A1/ko unknown
- 2018-07-12 CN CN201880003951.0A patent/CN109845014B/zh active Active
- 2018-07-12 JP JP2019516223A patent/JP6838652B2/ja active Active
- 2018-07-12 EP EP18832290.3A patent/EP3503280B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019535103A (ja) | 2019-12-05 |
| WO2019013574A1 (ko) | 2019-01-17 |
| EP3503280A1 (en) | 2019-06-26 |
| EP3503280B1 (en) | 2020-12-30 |
| KR102217448B1 (ko) | 2021-02-22 |
| US11056749B2 (en) | 2021-07-06 |
| CN109845014B (zh) | 2022-03-11 |
| CN109845014A (zh) | 2019-06-04 |
| KR20190007710A (ko) | 2019-01-23 |
| US20190267593A1 (en) | 2019-08-29 |
| EP3503280A4 (en) | 2020-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6838652B2 (ja) | 二次電池及び二次電池の製造方法 | |
| JP5734096B2 (ja) | 二次電池 | |
| KR101111073B1 (ko) | 이차전지용 캡 어셈블리 | |
| KR102341595B1 (ko) | 가요성 금속 접촉 집전체를 갖는 전기화학적 에너지 저장 장치 및 제조 방법 | |
| JP2020532835A (ja) | 亀裂防止構造を含むパウチ型電池ケース及びその製造方法 | |
| KR20100118394A (ko) | 미실링 잉여부를 구비하는 파우치형 이차전지 | |
| KR102217443B1 (ko) | 이차전지 가스제거장치 및 가스제거방법 | |
| CN100481600C (zh) | 制造锂二次电池的方法及锂二次电池 | |
| CN211629137U (zh) | 纽扣电池 | |
| US9337450B2 (en) | Rechargeable battery | |
| JP2020517052A (ja) | 亀裂を防止するためのパウチ型二次電池用シーリングブロック、これを用いて製造されるパウチ型電池ケース及びパウチ型電池ケースのシーリング方法 | |
| US20130011725A1 (en) | Package for large format lithium ion cells | |
| KR20150089164A (ko) | 파우치형 배터리셀의 제조방법 | |
| CN113767515A (zh) | 制造二次电池的方法和二次电池 | |
| JP6094460B2 (ja) | 蓄電装置の製造方法 | |
| JP2006253131A (ja) | 二次電池及びその組立方法 | |
| KR20130097840A (ko) | 휘어진 형상의 전지셀의 제조방법 | |
| JP6684859B2 (ja) | 二次電池 | |
| KR101801440B1 (ko) | 이차 전지 | |
| JP2005072006A (ja) | リチウム2次電池用セパレータ,及びリチウム2次電池 | |
| KR101850181B1 (ko) | 원통형 리튬 이온 이차전지 | |
| JP7173855B2 (ja) | 電極封入体及び蓄電デバイス | |
| KR20170109398A (ko) | 전지셀 제조방법 | |
| KR20040022715A (ko) | 리튬이차전지 | |
| CN111009681A (zh) | 储能装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190417 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200609 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200909 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201105 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210112 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210125 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6838652 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |