JP6819782B2 - 継目無金属管の製造方法 - Google Patents
継目無金属管の製造方法 Download PDFInfo
- Publication number
- JP6819782B2 JP6819782B2 JP2019525373A JP2019525373A JP6819782B2 JP 6819782 B2 JP6819782 B2 JP 6819782B2 JP 2019525373 A JP2019525373 A JP 2019525373A JP 2019525373 A JP2019525373 A JP 2019525373A JP 6819782 B2 JP6819782 B2 JP 6819782B2
- Authority
- JP
- Japan
- Prior art keywords
- billet
- groove
- rear end
- hole
- burrs
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 29
- 239000002184 metal Substances 0.000 title claims description 29
- 238000005553 drilling Methods 0.000 claims description 52
- 238000005096 rolling process Methods 0.000 claims description 34
- 238000000034 method Methods 0.000 claims description 23
- 238000010438 heat treatment Methods 0.000 claims description 19
- 208000010201 Exanthema Diseases 0.000 description 35
- 201000005884 exanthem Diseases 0.000 description 35
- 206010037844 rash Diseases 0.000 description 35
- 229910000851 Alloy steel Inorganic materials 0.000 description 18
- 229910000831 Steel Inorganic materials 0.000 description 12
- 239000010959 steel Substances 0.000 description 12
- 229910000975 Carbon steel Inorganic materials 0.000 description 8
- 239000010962 carbon steel Substances 0.000 description 8
- 238000012360 testing method Methods 0.000 description 7
- 238000010586 diagram Methods 0.000 description 6
- 230000007797 corrosion Effects 0.000 description 4
- 238000005260 corrosion Methods 0.000 description 4
- 238000009864 tensile test Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 3
- 239000003129 oil well Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 235000013372 meat Nutrition 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 102200082816 rs34868397 Human genes 0.000 description 1
- 239000013049 sediment Substances 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/02—Making uncoated products
- B21C23/04—Making uncoated products by direct extrusion
- B21C23/08—Making wire, bars, tubes
- B21C23/085—Making tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B19/00—Tube-rolling by rollers arranged outside the work and having their axes not perpendicular to the axis of the work
- B21B19/02—Tube-rolling by rollers arranged outside the work and having their axes not perpendicular to the axis of the work the axes of the rollers being arranged essentially diagonally to the axis of the work, e.g. "cross" tube-rolling ; Diescher mills, Stiefel disc piercers or Stiefel rotary piercers
- B21B19/04—Rolling basic material of solid, i.e. non-hollow, structure; Piercing, e.g. rotary piercing mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B23/00—Tube-rolling not restricted to methods provided for in only one of groups B21B17/00, B21B19/00, B21B21/00, e.g. combined processes planetary tube rolling, auxiliary arrangements, e.g. lubricating, special tube blanks, continuous casting combined with tube rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C25/00—Profiling tools for metal extruding
- B21C25/08—Dies or mandrels with section variable during extruding, e.g. for making tapered work; Controlling variation
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Extrusion Of Metal (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
Description
0.12 ≦ D/B ≦ 0.25 (1)
0.10 ≦ H/B ≦ 0.20 (2)
0.05 ≦ L1/B < 0.10 (3)
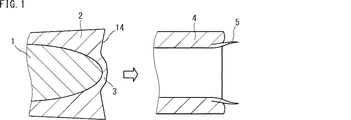
穿孔圧延後の中空素管の後端に発生するバリ及びかぶれ疵について説明する。
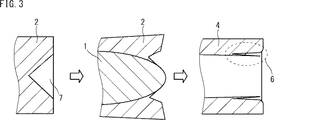
図3は、後端部に円錐形状の穴が形成されたビレットを穿孔圧延する場合の断面図である。図3を参照して、後端部に円錐形状の穴7が形成されたビレット2では、バリの原因となる余肉が穴7の容積分だけ除去されている。そのため、バリは発生しにくい。しかしながら、後端部に円錐形状の穴7が形成されたビレット2を穿孔圧延すると、中空素管4の内面にかぶれ疵6が生じることがある。
図4は、後端部に円柱形状の穴が形成されたビレットを穿孔圧延する場合の断面図である。図4を参照して、後端部に円柱形状の穴7が形成されたビレット2では、穴7の容積分の余肉が除去されている。そのため、バリは発生しにくい。しかしながら、たとえば、先端が平坦なプラグ1によってビレット2を穿孔圧延した場合、プラグ1の先端の接触部分3が中空素管4から切り離されやすい。切り離された接触部分3は、穿孔機に堆積するため、定期的な清掃が必要となる。
0.12 ≦ D/B ≦ 0.25 (1)
0.10 ≦ H/B ≦ 0.20 (2)
0.05 ≦ L1/B < 0.10 (3)
0.30 ≦ L2/B ≦ 0.60 (4)
以下、本実施形態の継目無金属管の製造方法について説明する。製造方法は、準備工程と、加熱工程と、形成工程と、穿孔圧延工程と、を備える。
準備工程では、直径B(mm)を有するビレットを準備する。ビレットの材質はたとえば、鋼である。ビレットはたとえば、連続鋳造法や造塊法によって製造される。ビレットの直径は、特に限定されない。しかしながら、一般に、継目無金属管に製造されるビレットの直径は、20〜400(mm)である。
加熱工程では、ビレットを加熱炉で加熱する。加熱温度は特に限定されない。しかしながら、エネルギー原単位の低下を抑制する観点から、加熱温度は1300℃未満であるのが好ましい。また、ビレットの変形能の観点から、加熱温度は1100℃以上であるのが好ましい。
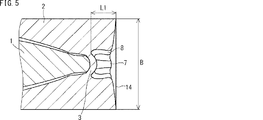
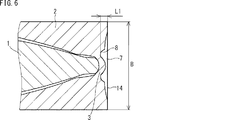
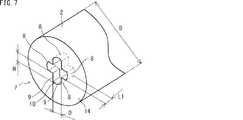
図7は、本実施形態のビレットの斜視図である。図7を参照して、形成工程では、ビレット2の後端中央部に穴7を形成する。穴7は、後端面14からビレット2の軸方向に延びる。また、穴7は、後端面14からビレット2の軸方向に延びる4つの溝8を含む。4つの溝8はそれぞれ、ビレット2の軸心の周りに等間隔に配置されている。4つの溝8それぞれの形状は、同一である。したがって、以下では、4つの溝8のうちの1つの溝について説明する。
溝8は、式(1)を満たす溝幅D(mm)、式(2)を満たす溝高さH(mm)及び式(3)を満たす溝深さL1(mm)を有する。ここで、溝幅Dは、2つの溝側面9の間の距離を意味する。溝高さHは、溝側面9の端から溝底面10までの距離を意味する。溝深さL1は、溝8のビレット軸方向の距離を意味する。
0.12 ≦ D/B ≦ 0.25 (1)
0.10 ≦ H/B ≦ 0.20 (2)
0.05 ≦ L1/B < 0.10 (3)
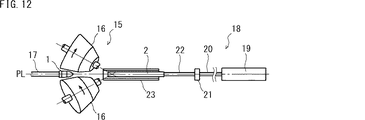
図12は、穿孔圧延工程を示す図である。図12を参照して、ビレット2に穴を形成した後、ビレット2を穿孔機15を用いて穿孔圧延する。穿孔機15は、2つのコーン型傾斜ロール(以下、単に「傾斜ロール」という)16と、プラグ1と、芯金17とを含む。
0.30 ≦ L2/B ≦ 0.60 (4)
(絞り値[%])=((破断した部分の引張試験前の断面積)−(引張試験において破断した部分の断面積))/(破断した部分の引張試験前の断面積)×100

試験番号2及び3では、中空素管の内面にかぶれ疵が発生した。
試験番号6〜8では、中空素管の後端にバリが発生し、内面にかぶれ疵が発生した。
試験番号10及び13では、中空素管の後端に許容される小さなバリが発生した。
試験番号9、11、12、14及び15では、中空素管にバリ、かぶれ疵はほとんど発生しなかった。
2:ビレット
3:接触部分
4:中空素管
5:バリ
6:かぶれ疵
7:穴
8:溝
9:溝側面
10:溝底面
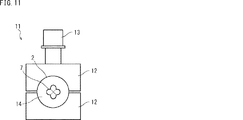
11:クランプダイス
12:ダイス
13:駆動装置
14:後端面
15:穿孔機
16:傾斜ロール
17:芯金
18:プッシャ
19:シリンダ本体
20:シリンダ軸
21:接続部材
22:ビレット押し棒
23:入口ガイド
24:先端面
Claims (2)
- 複数の傾斜ロールと前記複数の傾斜ロールの間に配設されたプラグとを備えた穿孔機を用いた継目無金属管の製造方法であって、
直径B(mm)を有するビレットを準備する工程と、
前記ビレットを加熱する工程と、
加熱された前記ビレットの後端中央部に、式(1)を満たす溝幅D(mm)、式(2)を満たす溝高さH(mm)及び式(3)を満たす溝深さL1(mm)を有し、前記ビレットの軸方向に延びる4つの溝を含む穴を形成する工程と、
前記穿孔機により、前記穴が形成されたビレットを先端から穿孔圧延する工程とを備え、
前記ビレットの軸方向から見て、前記4つの溝は十字形状に設けられ、
前記4つの溝は、前記ビレットの後端面から延びる、継目無金属管の製造方法。
0.12 ≦ D/B ≦ 0.25 (1)
0.10 ≦ H/B ≦ 0.20 (2)
0.05 ≦ L1/B < 0.10 (3) - 請求項1に記載の継目無金属管の製造方法であって、
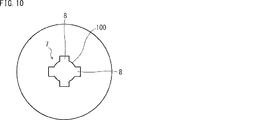
前記ビレットの後端面上において、前記ビレットの後端中央から溝底面までの最大距離の2倍であるL2(mm)は、式(4)を満たす、継目無金属管の製造方法。
0.30 ≦ L2/B ≦ 0.60 (4)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017115418 | 2017-06-12 | ||
| JP2017115418 | 2017-06-12 | ||
| PCT/JP2018/021960 WO2018230450A1 (ja) | 2017-06-12 | 2018-06-08 | 継目無金属管の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2018230450A1 JPWO2018230450A1 (ja) | 2020-03-19 |
| JP6819782B2 true JP6819782B2 (ja) | 2021-01-27 |
Family
ID=64659210
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019525373A Active JP6819782B2 (ja) | 2017-06-12 | 2018-06-08 | 継目無金属管の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11305320B2 (ja) |
| EP (1) | EP3639938B1 (ja) |
| JP (1) | JP6819782B2 (ja) |
| CN (1) | CN110740820B (ja) |
| BR (1) | BR112019026170A2 (ja) |
| MX (1) | MX2019014866A (ja) |
| WO (1) | WO2018230450A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117505570B (zh) * | 2023-12-18 | 2024-07-02 | 重庆禾芮卓机械有限公司 | 一种减震器活塞加工用冷挤压装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59174203A (ja) * | 1983-03-22 | 1984-10-02 | Sumitomo Metal Ind Ltd | 継目無金属管の製造方法 |
| JPS60124404A (ja) * | 1983-12-07 | 1985-07-03 | Kawasaki Steel Corp | 中空素管の穿孔圧延方法 |
| JP2857312B2 (ja) | 1994-01-31 | 1999-02-17 | 山陽特殊製鋼株式会社 | ピアサー穿孔時のバリ発生防止方法 |
| JP3503559B2 (ja) | 2000-02-10 | 2004-03-08 | 住友金属工業株式会社 | 継目無管の製造方法 |
| JP2004082174A (ja) * | 2002-08-28 | 2004-03-18 | Jfe Steel Kk | 継目無鋼管の製造方法 |
| MX2010010816A (es) * | 2008-03-31 | 2010-11-05 | Sumitomo Metal Ind | Metodo para producir un tubo metalico sin costuras y un punzon para el uso del mismo. |
| JP6102801B2 (ja) | 2014-03-06 | 2017-03-29 | Jfeスチール株式会社 | 継目無鋼管の穿孔方法 |
-
2018
- 2018-06-08 US US16/619,631 patent/US11305320B2/en active Active
- 2018-06-08 CN CN201880038325.5A patent/CN110740820B/zh active Active
- 2018-06-08 EP EP18817834.7A patent/EP3639938B1/en active Active
- 2018-06-08 MX MX2019014866A patent/MX2019014866A/es unknown
- 2018-06-08 JP JP2019525373A patent/JP6819782B2/ja active Active
- 2018-06-08 BR BR112019026170-2A patent/BR112019026170A2/pt active IP Right Grant
- 2018-06-08 WO PCT/JP2018/021960 patent/WO2018230450A1/ja unknown
Also Published As
| Publication number | Publication date |
|---|---|
| US11305320B2 (en) | 2022-04-19 |
| CN110740820A (zh) | 2020-01-31 |
| EP3639938A1 (en) | 2020-04-22 |
| CN110740820B (zh) | 2020-12-08 |
| WO2018230450A1 (ja) | 2018-12-20 |
| EP3639938A4 (en) | 2021-03-10 |
| US20200156132A1 (en) | 2020-05-21 |
| EP3639938B1 (en) | 2022-02-16 |
| MX2019014866A (es) | 2020-02-13 |
| JPWO2018230450A1 (ja) | 2020-03-19 |
| BR112019026170A2 (pt) | 2020-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6819782B2 (ja) | 継目無金属管の製造方法 | |
| JP4930002B2 (ja) | 継目無管の製造方法 | |
| RU2234998C1 (ru) | Способ изготовления полой цилиндрической длинномерной заготовки (варианты) | |
| US8037732B2 (en) | Method of producing seamless metal tube and punch for use therein | |
| JP5387797B1 (ja) | 継目無鋼管の製造方法 | |
| CN111203453A (zh) | 一种小口径ta18钛合金无缝管生产的方法 | |
| CN103917308B (zh) | 穿孔装置、穿孔装置所使用的芯棒以及无缝钢管的制造方法 | |
| JP5012992B2 (ja) | 継目無管の製造方法 | |
| JP6737321B2 (ja) | 継目無鋼管の製造方法 | |
| JP4706505B2 (ja) | 熱間穿孔用中空ビレットおよび熱間押出製管用ビレットの製造方法、並びに熱間押出製管用ビレットを用いた熱間押出管の製造方法。 | |
| RU2288055C1 (ru) | Способ производства холоднокатаных труб большого и среднего диаметров с повышенной точностью по стенке из сплавов на основе титана | |
| JP7549212B2 (ja) | 継目無金属管の製造方法 | |
| JP6274449B2 (ja) | 継目無鋼管の製造方法 | |
| JP5277909B2 (ja) | ビレットの穿孔圧延方法 | |
| JPH105820A (ja) | 継目無金属管の製造方法 | |
| JP2010125493A (ja) | ビレットの穿孔圧延方法 | |
| KR101577160B1 (ko) | 이음매 없는 관의 냉간 압연 방법 | |
| JP4305573B1 (ja) | 継目無金属管の製造方法及びそれに用いられるポンチ | |
| JP2024000976A (ja) | 傾斜圧延方法および継目無鋼管の製造方法 | |
| JP2007260685A (ja) | ピアサプラグ及び穿孔圧延方法 | |
| JP2010125492A (ja) | ビレットの穿孔圧延方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200707 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200819 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201214 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6819782 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |