JP6808042B2 - 溶融金属を収容することを目的とした容器の耐火ライニングの摩耗を測定するための方法および装置 - Google Patents
溶融金属を収容することを目的とした容器の耐火ライニングの摩耗を測定するための方法および装置 Download PDFInfo
- Publication number
- JP6808042B2 JP6808042B2 JP2019531313A JP2019531313A JP6808042B2 JP 6808042 B2 JP6808042 B2 JP 6808042B2 JP 2019531313 A JP2019531313 A JP 2019531313A JP 2019531313 A JP2019531313 A JP 2019531313A JP 6808042 B2 JP6808042 B2 JP 6808042B2
- Authority
- JP
- Japan
- Prior art keywords
- laser scanner
- laser beam
- laser
- data set
- equipment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 22
- 229910052751 metal Inorganic materials 0.000 title claims description 10
- 239000002184 metal Substances 0.000 title claims description 10
- 230000001681 protective effect Effects 0.000 claims description 12
- 230000005855 radiation Effects 0.000 claims description 10
- 238000010891 electric arc Methods 0.000 claims description 6
- 238000009434 installation Methods 0.000 claims 1
- 239000013049 sediment Substances 0.000 claims 1
- 229910000831 Steel Inorganic materials 0.000 description 6
- 239000000428 dust Substances 0.000 description 6
- 239000010959 steel Substances 0.000 description 6
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000002390 adhesive tape Substances 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 229920001973 fluoroelastomer Polymers 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 239000002893 slag Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 241000350052 Daniellia ogea Species 0.000 description 1
- 229920004943 Delrin® Polymers 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- NBVXSUQYWXRMNV-UHFFFAOYSA-N fluoromethane Chemical group FC NBVXSUQYWXRMNV-UHFFFAOYSA-N 0.000 description 1
- -1 for example Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D21/00—Arrangements of monitoring devices; Arrangements of safety devices
- F27D21/0021—Devices for monitoring linings for wear
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D21/00—Arrangements of monitoring devices; Arrangements of safety devices
- F27D21/0014—Devices for monitoring temperature
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D21/00—Arrangements of monitoring devices; Arrangements of safety devices
- F27D21/04—Arrangements of indicators or alarms
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B3/00—Hearth-type furnaces, e.g. of reverberatory type; Tank furnaces
- F27B3/08—Hearth-type furnaces, e.g. of reverberatory type; Tank furnaces heated electrically, with or without any other source of heat
- F27B3/085—Arc furnaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/30—Details, accessories, or equipment peculiar to furnaces of these types
- F27B9/40—Arrangements of controlling or monitoring devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0003—Monitoring the temperature or a characteristic of the charge and using it as a controlling value
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0006—Monitoring the characteristics (composition, quantities, temperature, pressure) of at least one of the gases of the kiln atmosphere and using it as a controlling value
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
Description
第1の表面を表す第1の初期データセットを得るために、第1のレーザスキャナを使用して耐火ライニングの第1の表面を走査するステップと、
第2の表面を表す第2の初期データセットを得るために、第1のレーザスキャナとは異なる第2のレーザスキャナを使用して耐火ライニングの第2の表面を走査するステップであって、第2の表面は、第1のレーザスキャナのためのグレーゾーンを含み、容器は第1のレーザスキャナによる走査中に第1のレーザスキャナとグレーゾーンとの間に位置する障害物を画定する、ステップと、
第1の初期データセットおよび第2の初期データセットを使用して最終データセットを計算するステップであって、最終データセットは、第1の表面および第2の表面を含む耐火ライニングの表面を表す、ステップと、
を含む。
−容器は取鍋、電気アーク炉、または転炉である、
−第1の表面の走査と第2の表面の走査が同時である、
−方法が、第1のレーザスキャナの基部と第2のレーザスキャナの基部とを支持フレームに固定するステップを含み、基部は支持フレームの横断方向に沿って固定的に離間しており、第1の表面と第2の表面の走査中に、支持フレームを容器に対して同じ固定位置に維持する、
−第1の表面および第2の表面を走査するステップが、
レーザビームエミッタを使用してレーザビームを放射するステップと、
レーザビームレシーバを使用して、耐火ライニングからの反射レーザビームを受光するステップと、
レーザビームの放射と反射レーザビームの受光との間の経過時間を測定するステップと、
放射されたレーザビームを2つの互いに垂直な方向に偏向させるステップと、
を含む、
−放射されたレーザビームを偏向させるステップが、レーザビームエミッタに対して第1の回転軸の周りにミラーを回転させるステップと、基部に対して第2の回転軸の周りにレーザビームエミッタを回転させるステップと、を含む、
−最終データセットを計算するステップが、第1のレーザスキャナの基部に対する第2のレーザスキャナの基部の位置を表すパラメータを使用するステップを含む、
−最終データセットを計算するステップが、第1の初期データセット内の少なくとも3つの点と第2の初期データセット内の他の3つの点とを検出するステップを含み、3つの点および他の3つの点は表面内または表面の周りの3つのランドマークを表す。
設備は、
−溶融金属を収容することを目的とした容器であって、容器は、耐火ライニングを有する、容器と、
−溶融金属を収容することを目的とした容器の耐火ライニングの摩耗を測定するための装置であって、
装置は、
支持フレームと、
支持フレームによって支持され、支持フレームの横断方向に沿って間隔を置いて配置され、第1の表面を表す第1の初期データセットおよび第2の表面を表す第2の初期データセットを提供するために、耐火ライニングの第1の表面および第2の表面をそれぞれ走査するように構成された、第1のレーザスキャナおよび第2のレーザスキャナであって、第2の表面は、第1のレーザスキャナためのグレーゾーンを含み、容器は、第1のレーザスキャナとグレーゾーンとの間に位置する障害物を画定する、第1のレーザスキャナおよび第2のレーザスキャナと、
第1の初期データセットおよび第2の初期データセットを使用して最終データセットを生成するように構成されたコンピュータであって、最終データセットは耐火ライニングの表面を表す、コンピュータと、
を備える、装置と、
を備える、設備。
−第1のレーザスキャナおよび第2のレーザスキャナのそれぞれが、
支持フレーム上に固定された基部と、
レーザビームを放射するためのレーザビームエミッタと、
耐火ライニングからの反射レーザビームを受光するためのレーザビームレシーバと、
レーザビームの放射と反射レーザビームの受光との間の経過時間を測定するための時間測定システムと、
放射されたレーザビームを偏向するための偏向器であって、
偏向器はレーザビームエミッタに対して第1の回転軸を中心に回転可能なミラーと、
基部に対して第2の回転軸を中心にレーザビームエミッタを回転させるように構成されたユニットと、を含む偏向器と、
を備える、
−第1のレーザスキャナおよび第2のレーザスキャナの第2の回転軸が、横断方向に対して実質的に垂直であり、好ましくは互いに平行である、
−第1の初期データセット内の少なくとも3つの点および第2の初期データセット内の他の3つの点を検出し、これらの3つの点および他の3つの点は、耐火ライニングの前記表面の内部または周囲の3つのランドマークを表すように、または、第1のレーザスキャナの基部に対する第2のレーザスキャナの基部の位置を表すパラメータを使用して最終データセットを計算するように、コンピュータが適合されている、
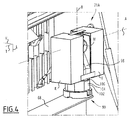
−支持フレームが、少なくとも1つの開口部を画定する主要部と、開位置と閉位置との間で主要部に対して移動可能な閉鎖システムと、を有するボックスを含み、第1のレーザスキャナおよび第2のレーザスキャナは、閉鎖システムが開位置にあるときに開口部を通して耐火ライニングを走査するためにボックス内に配置され、閉鎖システムが閉位置にあるときにボックスは好ましくは防水性で塵埃から保護されている、
−設備が、以下のうちの1つまたは複数の熱保護システムをさらに含む。すなわち、
・ボックス内に配置されて、横断方向に沿って開口部より狭い少なくとも2つの走査窓を画定する内部保護スクリーン、
・閉鎖システムを形成して、閉鎖システムが閉位置にあるときに容器から来る熱放射の少なくとも80%を反射するように適合されている外部保護パネルを有する、ボックスの主要部に回転可能に取り付けられたカバー、
・ボックスと周囲の大気との間の熱交換を促進するために外側に向けられたフィンと、任意選択的に背面に固定されフィン上にまたはフィンから空気を吹き出すまたは取り出すように構成された少なくとも1つのファンと、を備える、ボックスの背面、および、
・圧縮空気源と、圧縮空気源に接続されて、圧縮空気源から第1のレーザスキャナおよび第2のレーザスキャナに向けて空気を吹き出すように構成された少なくとも2つのノズル、
−設備が、基部と、ボックスを保持して基部に固定されたアームと、をさらに備え、アームは好ましくは、アームが垂直になるように意図されている第1の位置とアームが水平になるように意図されている第2の位置との間で基部上に回転可能に取り付けられている。
Claims (15)
- 溶融金属を収容することを目的とした容器(2、202)の耐火ライニング(1)の摩耗を測定するための方法であって、方法は、
第1の表面(4A)を表す第1の初期データセット(5A)を得るために、第1のレーザスキャナ(21A)を使用して耐火ライニング(1)の第1の表面(4A)を走査するステップと、
第2の表面(4B)を表す第2の初期データセット(5B)を得るために、第1のレーザスキャナ(21A)とは異なる第2のレーザスキャナ(21B)を使用して耐火ライニング(1)の第2の表面(4B)を走査するステップであって、第2の表面(4B)は第1のレーザスキャナ(21A)に対するグレーゾーン(6B)を含み、容器(2、202)上に位置する堆積物(3)は第1のレーザスキャナ(21A)による走査中に第1のレーザスキャナ(21A)とグレーゾーン(6B)との間に位置する障害物(3)を画定し、グレーゾーン(6B)は、当該障害物によって第1のレーザスキャナ(21A)の走査の影となるゾーンである、ステップと、
第1の初期データセット(5A)および第2の初期データセット(5B)を使用して最終データセット(7)を計算するステップであって、最終データセット(7)は、第1の表面(4A)および第2の表面(4B)を含む耐火ライニング(1)の表面(4)を表す、ステップと、
を含む、方法。 - 容器(2、202)が取鍋、電気アーク炉または転炉である、請求項1に記載の方法。
- 第1の表面(4A)の走査と第2の表面(4B)の走査とが同時である、請求項1または2に記載の方法。
- 方法が、
第1のレーザスキャナ(21A)の基部(104)および第2のレーザスキャナ(21B)の基部(104)を支持フレーム(68)上に固定するステップであって、基部(104)は支持フレーム(68)の横断方向(T)に沿って間隔をあけて固定されている、ステップと、
第1の表面(4A)と第2の表面(4B)の走査中に、容器(2、202)に対して同じ固定位置に支持フレーム(68)を維持するステップと、
を含む、請求項1から3のいずれか一項に記載の方法。 - 第1の表面(4A)および第2の表面(4B)を走査するステップが、
レーザビームエミッタ(E)を用いてレーザビーム(8)を放射するステップと、
レーザビームレシーバ(R)を用いて耐火ライニング(1)から反射レーザビーム(9)を受光するステップと、
レーザビーム(8)の放射と反射レーザビーム(9)の受光との間の経過時間を測定するステップと、
放射されたレーザビーム(8)を2つの互いに垂直な方向(A、B)に偏向するステップと、
を含む、請求項4に記載の方法。 - 放射されたレーザビーム(8)を偏向するステップが、レーザビームエミッタ(E)に対して第1の回転軸(A)を中心にミラー(M)を回転させるステップと、第1のレーザスキャナ(21A)のまたは第2のレーザスキャナ(21B)の基部(104)に対して第2の回転軸(B)を中心にレーザビームエミッタ(E)を回転させるステップと、を含む、請求項5に記載の方法。
- 設備(10、100、200)であって、
設備は、
−溶融金属を収容することを目的とした容器(2、202)であって、耐火ライニングを有する、容器と、
−容器(2;202)上に位置する堆積物(3)と、
−耐火ライニング(1)の摩耗を測定するための装置(12)であって、
装置は、
支持フレーム(68)と、
支持フレーム(68)によって支持され、支持フレーム(68)の横断方向(T)に沿って間隔を置いて配置され、第1の表面(4A)を表す第1の初期データセット(5A)および第2の表面(4B)を表す第2の初期データセット(5B)を提供するために、耐火ライニング(1)の第1の表面(4A)および第2の表面(4B)をそれぞれ走査するように構成された、第1のレーザスキャナ(21A)および第2のレーザスキャナ(21B)であって、第2の表面(4B)は、第1のレーザスキャナ(21A)に対するグレーゾーン(6B)を含み、堆積物(3)は、第1のレーザスキャナ(21A)とグレーゾーン(6B)との間に位置する障害物(3)を画定し、グレーゾーン(6B)が、当該障害物によって第1のレーザスキャナ(21A)の走査の影となるゾーンである、第1のレーザスキャナ(21A)および第2のレーザスキャナ(21B)と、
第1の初期データセット(5A)および第2の初期データセット(5B)を使用して最終データセット(7)を生成するように構成されたコンピュータ(29)であって、最終データセット(7)は耐火ライニング(1)の表面(4)を表す、コンピュータ(29)と、
を備える、装置(12)と、
を備える、設備(10、100、200)。 - 第1のレーザスキャナ(21A)および第2のレーザスキャナ(21B)のそれぞれが、
支持フレーム(68)に固定された基部(104)と
レーザビーム(8)を放射するためのレーザビームエミッタ(E)と、
耐火ライニング(1)から反射レーザビーム(9)を受光するためのレーザビームレシーバ(R)と、
レーザビーム(8)の放射と反射レーザビーム(9)の受光との間の経過時間を測定するための時間測定システム(98)と、
放射されたレーザビーム(8)を偏向するための偏向器(99)であって、偏向器(99)は、レーザビームエミッタ(E)に対して第1の回転軸(A)を中心に回転可能なミラー(M)を備え、ユニット(102)は、第1のレーザスキャナ(21A)のまたは第2のレーザスキャナ(21B)の基部(104)に対して第2の回転軸(B)の周りにレーザビームエミッタ(E)を回転させるように構成されている、偏向器(99)と、
を備える、請求項7に記載の設備(10、100、200)。 - 第1のレーザスキャナ(21A)および第2のレーザスキャナ(21B)の第2の回転軸(B)が、横断方向(T)に対して実質的に垂直である、請求項8に記載の設備(10、100、200)。
- コンピュータ(29)が、
第1の初期データセット(5A)内の少なくとも3つの点(P1、P2、P3)および第2の初期データセット(5B)内の他の3つの点(P1’、P2’、P3’)を検出し、3つの点(P1、P2、P3)および他の3つの点(P1’、P2’、P3’)は、耐火ライニング(1)の前記表面(4)内若しくは前記表面(4)の周りの3つのランドマーク(L1、L2、L3)を表すように、または
第1のレーザスキャナ(21A)の基部(104)に対する第2のレーザスキャナ(21B)の基部(104)の位置を表すパラメータを使用して最終データセット(7)を計算するように、
構成されている、請求項8または9に記載の設備(10、100、200)。 - 支持フレーム(68)が、少なくとも1つの開口部(44)を画定する主要部(38)と、開位置と閉位置との間の主要部(38)に関して移動可能な閉鎖システム(40)とを有するボックス(20)を含み、第1のレーザスキャナ(21A)および第2のレーザスキャナ(21B)は、閉鎖システム(40)が開位置にあるときに開口部(44)を通して耐火ライニング(1)を走査するためにボックス(20)内に配置されている、請求項7から10のいずれか一項に記載の設備(10、100、200)。
- ボックス(20)内に配置され、横断方向(T)に沿って開口部(44)よりも狭い少なくとも2つの走査窓(86A、86B)を画定する内部保護スクリーン(80)、
閉鎖システム(40)を形成し、閉鎖システム(40)が閉位置にあるときに容器から来る熱放射(Δ)の少なくとも80%を反射するように構成されている外部保護パネル(52)を有する、ボックス(20)の主要部(38)に回転可能に取り付けられたカバー(46)、
ボックス(20)と周囲の大気との間の熱交換を促進するために外側に向けられたフィン(60)を備えるボックス(20)の背面(58)、および
圧縮空気源(32)と、前記圧縮空気源(32)に接続され、圧縮空気源(32)から第1のレーザスキャナ(21A)および第2のレーザスキャナ(21B)に向けて空気を吹き出すように構成された少なくとも2つのノズル(78)、
のうちの1つまたは複数の熱保護システムをさらに備える、請求項11に記載の設備(10、100、200)。 - 背面(68)に固定され且つフィン(60)上にまたはフィン(60)から空気を吹き出すまたは取り出すように構成された少なくとも1つのファン(62)をさらに備える、請求項12に記載の設備(10、100、200)。
- 装置(12)の基部(22)と、ボックス(20)を保持し且つ装置(12)の基部(22)に固定されたアーム(24)と、をさらに備えている、請求項11から13のいずれか一項に記載の設備(10、100、200)。
- アーム(24)は、
アーム(24)が垂直になるように意図されている第1の位置と、アーム(24)が水平になるように意図されている第2の位置との間で装置(12)の基部(22)上に回転可能に取り付けられている、請求項14に記載の設備(10、100、200)。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/IB2016/001749 WO2018109510A1 (en) | 2016-12-12 | 2016-12-12 | Process and device for measuring wear of a refractory lining of a receptacle intended to contain molten metal |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2020501103A JP2020501103A (ja) | 2020-01-16 |
| JP2020501103A5 JP2020501103A5 (ja) | 2020-12-03 |
| JP6808042B2 true JP6808042B2 (ja) | 2021-01-06 |
Family
ID=57777669
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019531313A Active JP6808042B2 (ja) | 2016-12-12 | 2016-12-12 | 溶融金属を収容することを目的とした容器の耐火ライニングの摩耗を測定するための方法および装置 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US11268766B2 (ja) |
| EP (1) | EP3551951A1 (ja) |
| JP (1) | JP6808042B2 (ja) |
| KR (1) | KR102148109B1 (ja) |
| CN (1) | CN110192074A (ja) |
| BR (1) | BR112019010844B1 (ja) |
| CA (1) | CA3046291C (ja) |
| MX (1) | MX2019006833A (ja) |
| RU (1) | RU2723175C1 (ja) |
| UA (1) | UA123471C2 (ja) |
| WO (1) | WO2018109510A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018002683A1 (en) * | 2016-06-30 | 2018-01-04 | Centre De Pyrolyse Du Charbon De Marienau | Device for measuring a shape of a wall portion of an oven, such as a coke oven |
| WO2020223156A1 (en) * | 2019-04-28 | 2020-11-05 | Inductotherm Corp. | Electric induction heating and melting furnace refractory life cycle wear imaging and processing |
| US11237124B2 (en) | 2019-09-26 | 2022-02-01 | Harbisonwalker International, Inc. | Predictive refractory performance measurement system |
| US10859316B1 (en) * | 2019-09-26 | 2020-12-08 | Harbisonwalker International, Inc. | Predictive refractory performance measurement system |
| EP3892956A1 (en) * | 2020-04-07 | 2021-10-13 | Magnesitas Navarras S.A. | Method and system for monitoring a refractory lining of a vessel |
| CA3197416C (en) * | 2020-11-04 | 2023-08-01 | Tomas Richter | Predictive refractory performance measurement system |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4025192A (en) * | 1975-11-25 | 1977-05-24 | Aga Aktiebolag | Optical measuring method |
| LU74579A1 (ja) * | 1976-03-17 | 1976-09-01 | ||
| JPS6355444A (ja) * | 1986-08-26 | 1988-03-09 | Sumitomo Metal Ind Ltd | 炉内耐火物壁面の観察方法 |
| US4893933A (en) * | 1987-09-30 | 1990-01-16 | Armco Inc. | Automatic BOF vessel remaining lining profiler and method |
| JPH04203905A (ja) * | 1990-11-29 | 1992-07-24 | Sanyo Mach Works Ltd | 光学測定用測定点部材及び光学測定方法 |
| US5212738A (en) * | 1991-04-12 | 1993-05-18 | Martin Marietta Magnesia Specialties Inc. | Scanning laser measurement system |
| FI94907C (fi) * | 1993-12-29 | 1995-11-10 | Rautaruukki Oy | Menetelmä optista säteilyä lähettävän ja vastaanottavan mittalaitteen asemoimiseksi säiliön vuorauksen kulumismittauksessa |
| FI98958C (fi) | 1995-04-13 | 1997-09-10 | Spectra Physics Visiontech Oy | Menetelmä säiliön paikantamiseksi säiliön vuorauksen kulumismittauksessa |
| JPH09235606A (ja) * | 1996-02-28 | 1997-09-09 | Sumitomo Metal Ind Ltd | 高炉内壁のプロフィール測定方法 |
| EP1167919B1 (en) * | 1999-03-16 | 2005-10-12 | Nippon Steel Corporation | Wall surface observing device with y movement |
| DE19957375A1 (de) * | 1999-11-29 | 2001-06-07 | Specialty Minerals Michigan | Verfahren zur Identifikation und Bestimmung der Position insbesondere eines metallurgischen Gefäßes |
| AU2003206868A1 (en) * | 2002-03-27 | 2003-10-08 | Refractory Intellectual Property Gmbh And Co. Kg | Method for measuring the residual thickness of the lining of a metallurgical vessel and for optionally repairing the areas of wear that have been identified and device for carrying out a method of this type |
| DE102005057733B4 (de) * | 2005-12-02 | 2009-10-22 | Specialty Minerals (Michigan) Inc., Bingham Farms | Verfahren zum Vermessen der Feuerfestauskleidung eines metallurgischen Schmelzgefäßes |
| DE102006013185A1 (de) | 2006-03-22 | 2007-09-27 | Refractory Intellectual Property Gmbh & Co. Kg | Verfahren zur Ermittlung der Position und Orientierung einer Meß- oder Reparatureinrichtung und eine nach dem Verfahren arbeitende Vorrichtung |
| RU70514U1 (ru) * | 2007-10-04 | 2008-01-27 | Открытое акционерное общество "Магнитогорский металлургический комбинат" | Устройство для определения износа футеровки кислородного конвертера |
| US8345266B2 (en) | 2008-03-18 | 2013-01-01 | Specialty Minerals (Michigan) Inc. | Method and system for measuring wear in the lining of a vessel |
| JP2014032115A (ja) * | 2012-08-03 | 2014-02-20 | Shinko Engineering & Maintenance Co Ltd | 耐火物の形状測定装置及び測定方法 |
| US20140140176A1 (en) | 2012-11-19 | 2014-05-22 | Specialty Minerals (Michigan) Inc. | Local positioning system for refractory lining measuring |
| CN104422387A (zh) | 2013-08-22 | 2015-03-18 | 鸿富锦精密工业(深圳)有限公司 | 双线激光量测系统及方法 |
| JP6520408B2 (ja) * | 2014-05-30 | 2019-05-29 | 日本製鉄株式会社 | 溶融金属処理容器の内張り耐火物の表面形状の検出方法及びシステム |
| US10175040B2 (en) * | 2015-03-20 | 2019-01-08 | Process Metrix | Characterization of refractory lining of metallurgical vessels using autonomous scanners |
-
2016
- 2016-12-12 EP EP16825549.5A patent/EP3551951A1/en active Pending
- 2016-12-12 CN CN201680092021.8A patent/CN110192074A/zh active Pending
- 2016-12-12 WO PCT/IB2016/001749 patent/WO2018109510A1/en active Application Filing
- 2016-12-12 RU RU2019118176A patent/RU2723175C1/ru active
- 2016-12-12 UA UAA201906508A patent/UA123471C2/uk unknown
- 2016-12-12 BR BR112019010844-0A patent/BR112019010844B1/pt active IP Right Grant
- 2016-12-12 US US16/465,913 patent/US11268766B2/en active Active
- 2016-12-12 CA CA3046291A patent/CA3046291C/en active Active
- 2016-12-12 KR KR1020197016413A patent/KR102148109B1/ko active IP Right Grant
- 2016-12-12 JP JP2019531313A patent/JP6808042B2/ja active Active
- 2016-12-12 MX MX2019006833A patent/MX2019006833A/es unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CA3046291C (en) | 2021-07-13 |
| CA3046291A1 (en) | 2018-06-21 |
| UA123471C2 (uk) | 2021-04-07 |
| BR112019010844B1 (pt) | 2022-08-30 |
| MX2019006833A (es) | 2019-08-22 |
| KR102148109B1 (ko) | 2020-08-26 |
| US11268766B2 (en) | 2022-03-08 |
| BR112019010844A2 (pt) | 2019-10-01 |
| KR20190084087A (ko) | 2019-07-15 |
| RU2723175C1 (ru) | 2020-06-09 |
| WO2018109510A1 (en) | 2018-06-21 |
| EP3551951A1 (en) | 2019-10-16 |
| JP2020501103A (ja) | 2020-01-16 |
| US20200072554A1 (en) | 2020-03-05 |
| CN110192074A (zh) | 2019-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6808042B2 (ja) | 溶融金属を収容することを目的とした容器の耐火ライニングの摩耗を測定するための方法および装置 | |
| JP2020501103A5 (ja) | ||
| KR100479888B1 (ko) | 금속 용기의 내화 라이닝을 측정하기 위해 물체의 위치를 식별 및 결정하는 방법 및 장치 | |
| CN109642786B (zh) | 用于测量炼焦炉的壁部的形状的装置 | |
| US9869755B2 (en) | Laser scanner and method of registering a scene | |
| AU657801B2 (en) | Ceramic welding method and apparatus | |
| JP2006250733A (ja) | 全球熱画像収録装置及び全球熱画像収録方法とそのシステム並びに記録媒体 | |
| JP2020002320A (ja) | コークス炉とコークス炉のドアフレームの診断装置および診断システム | |
| JP2004354241A (ja) | 炉壁形状計測方法 | |
| JP3981610B2 (ja) | コークス炉炭化室の内壁観察方法及び装置 | |
| JP2002310966A (ja) | トンネル壁面の剥離検査装置 | |
| JPH01282404A (ja) | 熱処理炉内の帯材の位置測定方法及び装置 | |
| JP2002047491A (ja) | コークス炉の炉壁診断方法および診断装置 | |
| JPS60235005A (ja) | 炉内プロフイ−ル測定装置 | |
| JPH0953918A (ja) | 粒子充填監視方法 | |
| JP6693760B2 (ja) | 走行軌跡測定システム、および、走行軌跡測定方法 | |
| JP2000193510A (ja) | タンク内液面レベル測定方法及び装置 | |
| JPH09235606A (ja) | 高炉内壁のプロフィール測定方法 | |
| JPH0566208A (ja) | 構造物の表面または内部欠陥の検知方法およびその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20190808 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190808 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200714 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201020 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20201020 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201117 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201208 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6808042 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |