JP6796986B2 - フラックス入りワイヤ、及びガスシールドアーク溶接方法 - Google Patents
フラックス入りワイヤ、及びガスシールドアーク溶接方法 Download PDFInfo
- Publication number
- JP6796986B2 JP6796986B2 JP2016199446A JP2016199446A JP6796986B2 JP 6796986 B2 JP6796986 B2 JP 6796986B2 JP 2016199446 A JP2016199446 A JP 2016199446A JP 2016199446 A JP2016199446 A JP 2016199446A JP 6796986 B2 JP6796986 B2 JP 6796986B2
- Authority
- JP
- Japan
- Prior art keywords
- flux
- less
- wire
- content
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003466 welding Methods 0.000 title claims description 41
- 230000004907 flux Effects 0.000 title claims description 13
- 238000000034 method Methods 0.000 title claims description 7
- 229910015902 Bi 2 O 3 Inorganic materials 0.000 claims description 13
- 229910010413 TiO 2 Inorganic materials 0.000 claims description 13
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 12
- 229910018072 Al 2 O 3 Inorganic materials 0.000 claims description 10
- 229910000831 Steel Inorganic materials 0.000 claims description 5
- 239000010959 steel Substances 0.000 claims description 5
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 claims 2
- 229910002092 carbon dioxide Inorganic materials 0.000 claims 1
- 239000001569 carbon dioxide Substances 0.000 claims 1
- 239000002184 metal Substances 0.000 description 48
- 229910052751 metal Inorganic materials 0.000 description 48
- 239000007789 gas Substances 0.000 description 35
- 239000011324 bead Substances 0.000 description 33
- 239000002893 slag Substances 0.000 description 32
- 230000000694 effects Effects 0.000 description 20
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 17
- 238000009863 impact test Methods 0.000 description 8
- 239000000203 mixture Substances 0.000 description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 5
- 239000011148 porous material Substances 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 230000000087 stabilizing effect Effects 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 3
- 230000008014 freezing Effects 0.000 description 3
- 238000007710 freezing Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000001737 promoting effect Effects 0.000 description 3
- 229910006639 Si—Mn Inorganic materials 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 150000002736 metal compounds Chemical class 0.000 description 2
- 229910052755 nonmetal Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910018134 Al-Mg Inorganic materials 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 229910018467 Al—Mg Inorganic materials 0.000 description 1
- 229910017082 Fe-Si Inorganic materials 0.000 description 1
- PMVSDNDAUGGCCE-TYYBGVCCSA-L Ferrous fumarate Chemical compound [Fe+2].[O-]C(=O)\C=C\C([O-])=O PMVSDNDAUGGCCE-TYYBGVCCSA-L 0.000 description 1
- 229910017133 Fe—Si Inorganic materials 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- 229910018643 Mn—Si Inorganic materials 0.000 description 1
- 229910000676 Si alloy Inorganic materials 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 229910002091 carbon monoxide Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 238000005491 wire drawing Methods 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Landscapes
- Nonmetallic Welding Materials (AREA)
Description
ワイヤ全質量あたり、質量%で、
TiO2:1.5〜4.5%、
SiO2:0.10〜1.5%、
金属Si:0.10〜1.5%、
ZrO2:0.10〜1.0%、
金属Al:0.01〜1.0%、
NaF:0.01〜0.60%、
Bi2O3:0.001〜0.040%、
S:0.030%以下
を含有するとともに、下記関係を満足することを特徴とする、フラックス入りワイヤに関するものである。
[Al]/[NaF]×10:5〜80
TiO2:1.5〜4.5%、
SiO2:0.10〜1.5%、
金属Si:0.10〜1.5%、
ZrO2:0.10〜1.0%、
金属Al:0.01〜1.0%、
NaF:0.01〜0.60%、
Bi2O3:0.001〜0.040%、
S:0.030%以下
を含有するとともに、下記関係を満足する。
[Al]/[NaF]×10:5〜80
フラックスとして使用されるTiO2はアークの安定性を向上させ、ビード表面を均一に被覆してビードの外観を向上させる作用を有する。TiO2含有量が1.5%未満であると、スラグ量が不足となり、スラグの被包性が悪化するため、ビードの外観が悪化する。一方、TiO2含有量が4.5%を超えると、アーク安定性は向上するが、スラグ量が増加するためスラグ形成厚さが過剰となり、耐気孔性が劣化し、ビード形状が劣化する。よって、TiO2の含有量は、1.5〜4.5%とする。
SiO2は、溶融池の粘性を上げる効果があり、ビード形状を良好にする。SiO2の含有量が0.10%未満の場合、溶融池の粘性が下がる一方で、溶融スラグの流動性が低下するため、ビード形状が不安定になる。また、SiO2の含有量が1.5%を超える場合、溶接金属のじん性が劣化する。よって、SiO2の含有量は、0.10〜1.5%である。
金属Siは脱酸を促進させるとともに、ビードのなじみ性を向上させる作用を有する。金属Siの含有量が0.10%未満であると、脱酸不足により気孔が発生し、ビードのなじみ性が悪化する。一方、金属Siの含有量が1.5%を超えると、粒界フェライト析出が促進され、溶接金属のじん性が劣化する。したがって、金属Si含有量は0.10〜1.5%である。
ZrO2は、ビードのなじみ性を向上させる効果がある。ZrO2の含有量が0.10%未満の場合、なじみ性向上の効果が不足し、ビード形状が劣化する。また、ZrO2の含有量が1.0%を超えると、スラグの凝固温度が高くなるとともに、スラグの粘度も高くなるため、溶接金属中のガスが大気に放出されずにスラグに閉じ込められ、耐気孔性が劣化し、ビード形状が劣化する。よって、ZrO2の含有量は、0.10〜1.0%である。
金属Alは、強力な脱酸元素であり、酸素と親和力のある溶接金属成分の歩留りを向上させることで機械的性質を向上させる役割がある。また、金属Alは、アークの溶滴移行を安定させる効果もある。金属Alの含有量が0.01%未満であると、酸素と親和力のある溶接金属成分の歩留りが低く、脱窒効果も不十分であり、じん性が十分に得られない。また、アークの溶滴移行が不安定となる。Alの含有量が1.0%を超えると、溶接金属成分の歩留りが過大となりじん性が劣化したり、スラグ凝固点が高くなり、耐気孔性が劣化したりする。また、アークの溶滴移行が不安定となる。よって、金属Alの含有量は、ワイヤ全質量あたり0.01%以上1.0%以下とする。
NaFには、アークを安定させる効果がある。NaFは、溶融スラグの粘性と融点とを下げる効果もあり、溶接時に発生したガスを、溶融スラグを通過させて、大気に放出するために有効な元素である。NaFの含有量が0.01%未満であると、アークが不安定となる。また、NaF含有量が0.60%を超えると、アークの溶滴移行が不安定となり、アークが不安定となる。よって、NaFの含有量は、0.01〜0.60%とする。NaFの含有量は、0.04%以上が好ましく、より好ましくは0.07%以上である。また、NaFの含有量は、0.30%以下が好ましく、より好ましくは0.20%以下である。さらに好ましくは、0.15%以下である。
Bi2O3は、スラグ剥離性を向上させる効果に加えて、溶融池の粘度調整にも効果的な元素である。さらに、Bi2O3には、溶接時に発生したガスの放出を促進する効果もある。Bi2O3の含有量が0.001%未満の場合、スラグ剥離性が劣化する。また、Bi2O3の含有量が0.040%を超えると、溶接金属のじん性が低下する。よって、Bi2O3の含有量は、0.001〜0.040%とする。Bi2O3の含有量は、0.010%以上が好ましく、より好ましくは0.015%以上である。また、溶接金属のじん性確保の観点からは、Bi2O3の含有量は、0.030%以下にすることが好ましく、0.025%以下とすることがより好ましい。
Sは、溶融池の粘性及び表面張力の調整に寄与する元素である。しかしながら、S含有量が0.030%を超えると、溶接金属のじん性が低下する。よって、S含有量は0.030%以下とする。
金属AlとNaFとは、アーク安定性に寄与する。本発明者らは鋭意検討の結果、金属AlとNaFとの間の相互作用を見出し、これら金属Al及びNaFの量、及び金属Al/NaFの比を所定の範囲に規定することによって、アーク安定性をより向上できることを見出した。すなわち、本実施形態では、[Al]/[NaF]×10:5〜80を満たす範囲に金属AlとNaFとを規定している。なお、[Al]/[NaF]×10は、好ましくは10以上、さらに好ましくは20以上である。また、好ましくは、60以下、さらに好ましくは50以下である。
金属Mnは、必須の成分ではないが、溶接金属の脱酸を促進するとともに、溶接金属のじん性及び強度を高める効果も有している。金属Mnの含有量が1.0%以上3.5%以下の範囲であると、溶接金属の強度及びじん性が良好となる。金属Mn含有量は、溶接金属の強度及びじん性向上の観点から、1.5%以上であることがより好ましく、また、溶接金属の強度とじん性のバランスとの観点から、3.0%以下であることがより好ましい。
FeOは、必須の成分ではないが、ビード形状を良好にする作用を有する。FeO含有量は、1.0%以下が好ましく、0.70%以下であることがより好ましい。
Al2O3は、必須の成分ではないが、ビード形状を良好にする作用を有する。Al2O3の含有量は、1.0%以下とすることが好ましく、0.50%以下とすることがより好ましい。
Na2Oは、必須の成分ではないが、アークを安定させる効果がある。また、Na2Oは、溶融スラグの粘性と融点とを下げる効果もあり、溶接時に発生したガスを、溶融スラグを通過させて、大気に放出するために有効な元素である。Na2Oの含有量は、0.50%以下とすることが好ましく、0.20%以下とすることがより好ましい。
MnOは、必須の成分ではないが、ビード形状を良好にする作用を有する。MnOは0.50%以下とすることが好ましく、0.20%以下とすることがより好ましい。
K2Oも、Na2Oと同様に、必須の成分ではないが、アークを安定させる効果と溶融スラグの粘性及び融点を下げる効果とがある。したがって、K2Oは、0.50%以下とすることが好ましく、0.20%以下とすることがより好ましい。
B2O3は、必須の成分ではないが、スラグ形成剤として作用し、一部は溶接金属中に留まり、溶接金属のじん性を向上させる。したがって、B2O3は0.04%以下とすることが好ましく、0.02%以下とすることがより好ましい。
Mg及びMg化合物は、必須の成分ではないが、その総含有量が0.05%以上の場合、スラグの凝固点が高くなり、吸湿性が増大して溶接金属の拡散水素量を増大させ、低温割れを発生しやすくしてしまう場合がある。よって、Mg及びMg化合物の総含有量は、Mg換算で、0.05%未満とすることが好ましい。
Cは、必須の成分ではないが、溶接金属の強度を向上させる効果を有する。しかし、C含有量が0.02%以上の場合、溶接金属の強度及びじん性を向上させることができる。一方、C含有量が0.10%以下の場合、アークの集中を抑え、アンダカットの発生を抑制できる。よって、C含有量は0.02〜0.10%とする。C含有量は、溶接金属の強度及びじん性向上の観点から、0.03%以上であることが好ましく、また、アンダカットの抑制の観点から、0.08%以下であることが好ましい。
本実施形態のフラックス入りワイヤの成分組成における残部は、Fe、並びにNi、Mo、Cu、Cr、Ca、Nb、V、Li、P、Sb、As等の不可避的不純物である。
本実施形態のフラックス入りワイヤを製造する際は、先ず、鋼製外皮内にフラックスを充填する。その際、外皮には、伸線加工性が良好な軟鋼や低合金鋼を使用することが好ましい。また、フラックスの組成及び充填率は、ワイヤ全体の組成が前述した範囲になるよう外皮の組成や厚さなどに応じて適宜調整することができる。なお、ワイヤの伸線性及び溶接時の作業性(送給性など)の観点からは、フラックスの充填率は、ワイヤ全質量の10〜20%とすることが好ましい。
本実施形態のガスシールドアーク溶接は、上述したフラックス入りワイヤを用い、シールドガスとして、100%CO2ガスや、CO2ガスに対してアルゴンやヘリウムを混合したガス、あるいはアルゴン+O2等のガスを用いて行う。
アーク安定性については、上述したガスシールドアーク溶接で、水平すみ肉の姿勢の溶接を実施し、その際のアーク状態を評価した。アーク安定性が良好なものを「○」、アーク安定性が不安定なものを「×」と判断した。
ビード形状の評価は、溶接後に形成した各溶接部を観察し、視覚的に評価した。溶接部のビード形状が平滑で良好であったものを「○」、凸形状や垂れた形状等のような不良であったものを「×」と評価した。
スラグ剥離性の評価は、溶接後の溶接ビード上全体にスラグがかぶっており、非常に除去しやすいものを「○」、溶接ビード上全体にスラグがかぶっていない、もしくはスラグを除去しにくいというものを「×」と評価した。
吸湿特性の評価は、ワイヤを110℃にて1時間乾燥させた後、気温:30℃、相対湿度:80%の雰囲気で96時間保持(吸湿処理)した後の吸湿水分量を、750℃のAr雰囲気にて、JIS K 0068に準拠したカールフィッシャー法(KF法)により測定した。吸湿後分量が500ppm未満の場合を「○」、500ppm以上の場合を「×」と評価した。
溶着金属の機械的特性は、JIS Z 3111に規定される「溶着金属の引張及び衝撃試験方法」に準拠した衝撃試験により評価した。その際、溶接条件は、溶接電流を270A〜290A(極性:DC−EP)、パス間温度を150℃±10℃とした。
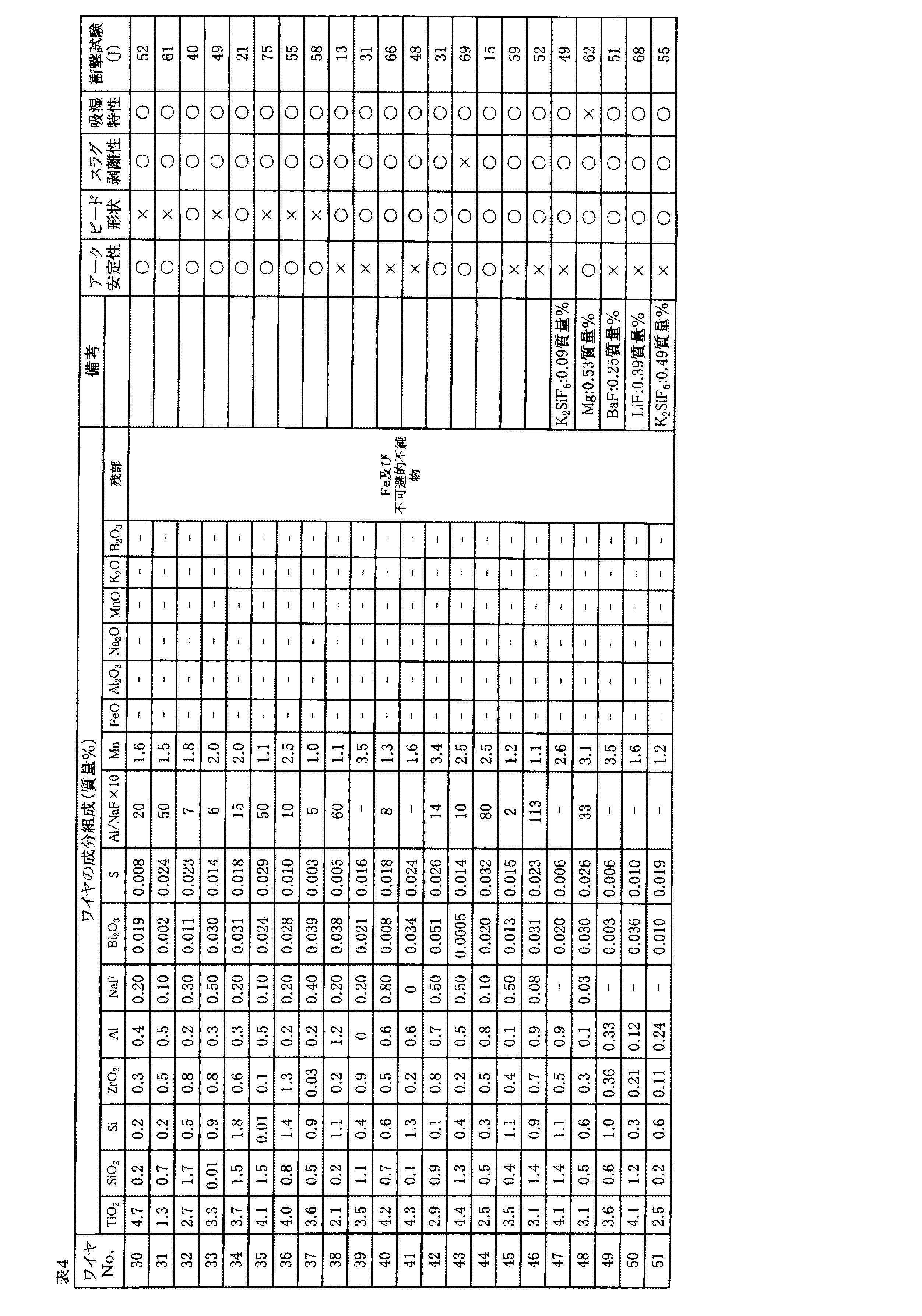
Bi2O3の含有量が本発明の範囲未満であるので、スラグ剥離性が劣化していることが分かる。
Claims (9)
- 鋼製外皮内にフラックスが充填されたフラックス入りワイヤであって、
ワイヤ全質量あたり、質量%で、
TiO2:1.5〜4.5%、
SiO2:0.10〜1.5%、
金属Si:0.10〜1.5%、
ZrO2:0.10〜1.0%、
金属Al:0.01〜1.0%、
NaF:0.01〜0.60%、
Bi2O3:0.001〜0.040%、
S:0.030%以下、
金属Mn:1.0〜3.5%
を含有するとともに、下記関係を満足することを特徴とする、フラックス入りワイヤ。
[Al]/[NaF]×10:5〜80 - ワイヤ全質量あたり、質量%で、さらにFeOを1.0%以下含有することを特徴とする、請求項1に記載のフラックス入りワイヤ。
- ワイヤ全質量あたり、質量%で、さらにAl2O3を1.0%以下含有することを特徴とする、請求項1又は2に記載のフラックス入りワイヤ。
- ワイヤ全質量あたり、質量%で、さらにNa2Oを0.50%以下含有することを特徴とする、請求項1〜3のいずれか1項に記載のフラックス入りワイヤ。
- ワイヤ全質量あたり、質量%で、さらにMnOを0.50%以下含有することを特徴とする、請求項1〜4のいずれか1項に記載のフラックス入りワイヤ。
- ワイヤ全質量あたり、質量%で、さらにK2Oを0.50%以下含有することを特徴とする、請求項1〜5のいずれか1項に記載のフラックス入りワイヤ。
- ワイヤ全質量あたり、質量%で、さらにB2O3を0.02%以下含有することを特徴とする、請求項1〜6のいずれか1項に記載のフラックス入りワイヤ。
- 請求項1〜7のいずれか1項に記載の隅肉溶接用のフラックス入りワイヤ。
- 請求項1〜8のいずれか1項に記載のフラックス入りワイヤと、シールドガスとして二酸化炭素ガスとを用いることを特徴とするガスシールドアーク溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016199446A JP6796986B2 (ja) | 2016-10-07 | 2016-10-07 | フラックス入りワイヤ、及びガスシールドアーク溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016199446A JP6796986B2 (ja) | 2016-10-07 | 2016-10-07 | フラックス入りワイヤ、及びガスシールドアーク溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018058104A JP2018058104A (ja) | 2018-04-12 |
| JP6796986B2 true JP6796986B2 (ja) | 2020-12-09 |
Family
ID=61909296
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016199446A Active JP6796986B2 (ja) | 2016-10-07 | 2016-10-07 | フラックス入りワイヤ、及びガスシールドアーク溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6796986B2 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0299297A (ja) * | 1988-09-30 | 1990-04-11 | Kobe Steel Ltd | ガスシールドアーク溶接フラックス入りワイヤ |
| JP4845682B2 (ja) * | 2006-11-13 | 2011-12-28 | 日鐵住金溶接工業株式会社 | ガスシールドアーク溶接用フラックス入りワイヤ |
| JP5669684B2 (ja) * | 2011-07-12 | 2015-02-12 | 日鐵住金溶接工業株式会社 | 水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤ |
| JP5717688B2 (ja) * | 2012-04-25 | 2015-05-13 | 日鐵住金溶接工業株式会社 | 原油油槽鋼の水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤ |
| JP6085205B2 (ja) * | 2013-03-25 | 2017-02-22 | 株式会社神戸製鋼所 | ガスシールドアーク溶接用フラックス入りワイヤ |
-
2016
- 2016-10-07 JP JP2016199446A patent/JP6796986B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018058104A (ja) | 2018-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5359561B2 (ja) | 高張力鋼用フラックス入りワイヤ | |
| KR101692591B1 (ko) | Ni기 합금 플럭스 코어드 와이어 | |
| KR101923806B1 (ko) | 스테인리스강 플럭스 코어드 와이어 | |
| JP4986562B2 (ja) | チタニヤ系ガスシールドアーク溶接用フラックス入りワイヤ | |
| JP6953869B2 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ、及び溶接継手の製造方法 | |
| JP2013151001A (ja) | 耐候性鋼用ガスシールドアーク溶接用フラックス入りワイヤ | |
| KR101708997B1 (ko) | Ni기 합금 플럭스 코어드 와이어 | |
| JP5153421B2 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| WO2017188275A1 (ja) | フラックス入りワイヤ | |
| JP6953870B2 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ、及び溶接継手の製造方法 | |
| JP5557790B2 (ja) | 2電極水平すみ肉co2ガスシールドアーク溶接用フラックス入りワイヤ | |
| WO2018051823A1 (ja) | エレクトロスラグ溶接用ワイヤ、エレクトロスラグ溶接用フラックス及び溶接継手 | |
| JP2017030018A (ja) | Ni基合金フラックス入りワイヤ | |
| JP6476058B2 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ及び溶接方法 | |
| JP5459083B2 (ja) | 高張力鋼用炭酸ガスシールドアーク溶接用フラックス入りワイヤ | |
| JP6017406B2 (ja) | セルフシールドアーク溶接用ステンレス鋼フラックス入りワイヤ | |
| JP5409459B2 (ja) | オーステナイト系ステンレス鋼溶接用フラックス入りワイヤ | |
| JP4425756B2 (ja) | 水平すみ肉溶接用フラックス入りワイヤ | |
| WO2020217963A1 (ja) | Ni基合金フラックス入りワイヤ | |
| KR101719797B1 (ko) | 플럭스 코어드 와이어 | |
| JP6085205B2 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| JP2010064087A (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| JP4838100B2 (ja) | 耐候性鋼用水平すみガスシールドアーク溶接用フラックス入りワイヤ | |
| JP6796986B2 (ja) | フラックス入りワイヤ、及びガスシールドアーク溶接方法 | |
| JP2019171473A (ja) | フラックス入りワイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181203 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191010 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191105 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200602 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200717 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201117 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6796986 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |