JP6792077B2 - 冷間曲げしたタブを備えた補強部材 - Google Patents
冷間曲げしたタブを備えた補強部材 Download PDFInfo
- Publication number
- JP6792077B2 JP6792077B2 JP2019527212A JP2019527212A JP6792077B2 JP 6792077 B2 JP6792077 B2 JP 6792077B2 JP 2019527212 A JP2019527212 A JP 2019527212A JP 2019527212 A JP2019527212 A JP 2019527212A JP 6792077 B2 JP6792077 B2 JP 6792077B2
- Authority
- JP
- Japan
- Prior art keywords
- reinforcing
- roof
- reinforcing member
- reinforcement structure
- main body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/007—Superstructures, understructures, or sub-units thereof, characterised by the material thereof predominantly of special steel or specially treated steel, e.g. stainless steel or locally surface hardened steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/012—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of aluminium or an aluminium alloy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/06—Fixed roofs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/20—Floors or bottom sub-units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D27/00—Connections between superstructure or understructure sub-units
- B62D27/02—Connections between superstructure or understructure sub-units rigid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D33/00—Superstructures for load-carrying vehicles
- B62D33/06—Drivers' cabs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D65/00—Designing, manufacturing, e.g. assembling, facilitating disassembly, or structurally modifying motor vehicles or trailers, not otherwise provided for
- B62D65/02—Joining sub-units or components to, or positioning sub-units or components with respect to, body shell or other sub-units or components
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Architecture (AREA)
- Structural Engineering (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Body Structure For Vehicles (AREA)
- Resistance Welding (AREA)
- Coating With Molten Metal (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
ルーフ補強アセンブリは、重量積載物車両のルーフパネルを受領するためのルーフ補強構造であって、前記ルーフ補強構造が、ルーフ平面に実質的に沿って延びる、ルーフ補強構造と、ルーフ補強構造に対して実質的に平行な車室補強構造と、
を備え、
ルーフ補強構造が、上述の少なくとも1つの補強部材によって車室補強構造に接続されており、前記補強部材が、ルーフ補強構造から車室補強構造に、ルーフ平面とともにゼロではない角度を形成する方向に沿って延びる、ルーフ補強アセンブリにも関する。
方法は、
亜鉛ベースのプレコーティングまたはアルミニウムベースのプレコーティングでプレコートされたブランクを提供するステップと、
1200MPa以上の引張強度を有するプレス硬化鋼で形成された本体を得るように、本体の形状にブランクを熱間プレス成形するステップと、
本体が冷却された際に、本体からタブを曲げ、それにより、本体とタブとの間の曲げ部の外弧面の延長が、10%から25%の間に実質的に含まれるようになっている、タブを曲げるステップと、
を含んでいる。
方法は、
ルーフ補強構造および車室補強構造を提供するステップと、
ルーフ補強構造および/または車室補強構造に、補強部材の少なくとも1つのタブを溶接することにより、少なくとも1つの補強部材によって、ルーフ補強構造を車室補強構造に取り付けるステップと、
を含んでいる。
方法は、
フロア補強構造を提供するステップと、
補強部材の少なくとも1つのタブを、前記フロア補強構造に溶接することにより、少なくとも1つの補強部材をフロア補強構造に取り付けるステップと、
を含んでいる。

Claims (21)
- 補強部材(1)であって、
亜鉛ベースのコーティングまたはアルミニウムベースのコーティングでコートされた、1200MPa以上の引張強度を有するプレス硬化鋼で形成された本体(2)を備え、
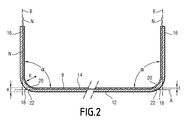
前記本体(2)が、主方向(A)に沿って延びており、補強部材が、本体(2)から、横断方向(B)に沿って延び、主方向(A)との間にゼロではない角度(α)を形成する少なくとも1つのタブ(16)をさらに備え、
本体(2)とタブ(16)との間の曲げ部(18)が、内弧面(20)および外弧面(22)を規定する、車両のための補強部材(1)にして、
前記タブ(16)が、本体(2)の冷間曲げ部品で形成され、外弧面(22)の延長が、10%から25%の間に含まれていることを特徴とする、補強部材。 - 主方向(A)と横断方向(B)との間の角度(α)が、45度から100度の間に実質的に含まれている、請求項1に記載の補強部材。
- 前記角度(α)が、85度から95度の間に含まれている、請求項2に記載の補強部材。
- 本体(2)とタブ(16)との間の曲げ部(18)の曲率半径(R)が、3mmから7mmの間に実質的に含まれる、請求項1から請求項3のいずれか一項に記載の補強部材。
- プレス硬化鋼の組成が、重量%で、
0.15%≦C≦0.5%、0.5%≦Mn≦3%、0.1%≦Si≦1%、0.005%≦Cr≦1%、Ti≦0.2%、Al≦0.1%、S≦0.05%、P≦0.1%、B≦0.010%を含み、残りが、鉄と、加工の結果のやむを得ない不純物であるか、
0.20%≦C≦0.25%、1.1%≦Mn≦1.4%、0.15%≦Si≦0.35%、≦Cr≦0.30%、0.020%≦Ti≦0.060%、0.020%≦Al≦0.060%、S≦0.005%、P≦0.025%、0.002%≦B≦0.004%が含まれ、残りが、鉄と、加工の結果のやむを得ない不純物であるか、
0.24%≦C≦0.38%、0.40%≦Mn≦3%、0.10%≦Si≦0.70%、0.015%≦Al≦0.070%、Cr≦2%、0.25%≦Ni≦2%、0.015%≦Ti≦0.10%、Nb≦0.060%、0.0005%≦B≦0.0040%、0.003%≦N≦0.010%、S≦0.005%、P≦0.025%、%を含み、残りが、鉄と、加工の結果の不純物である、請求項1から請求項4のいずれか一項に記載の補強部材。 - 本体(2)が、実質的にU形状の断面を有し、本体(2)が、U形状の断面の内部に延びる内側面(12)と、U形状の断面の外部に延びる外側面(14)とを備え、内弧面(20)が外側面(14)に延び、外弧面(22)が内側面(12)に延びる、請求項1から請求項5のいずれか一項に記載の補強部材。
- 本体(2)が、実質的にU形状の断面を有し、本体(2)が、U形状の断面の内部に延びる内側面(12)と、U形状の断面の外部に延びる外側面(14)とを備え、内弧面(20)が内側面(12)に延び、外弧面(22)が外側面(12)に延びる、請求項1から請求項5のいずれか一項に記載の補強部材。
- 重量積載物車両用のルーフ補強アセンブリであって、重量積載物車両のルーフパネル(29)を受領するためのルーフ補強構造(28)であって、前記ルーフ補強構造(28)が、ルーフ平面に実質的に沿って延びる、ルーフ補強構造(28)と、ルーフ補強構造(28)に対して実質的に平行な車室補強構造(42)と、を備え、ルーフ補強構造(28)が、請求項1から請求項7のいずれか一項に記載の少なくとも1つの補強部材(1)によって車室補強構造(42)に接続されており、前記補強部材(1)が、ルーフ補強構造(28)から車室補強構造(42)に、ルーフ平面とともにゼロではない角度を形成する方向に沿って延びることを特徴とする、ルーフ補強アセンブリ。
- 補強部材(1)が、ルーフ平面に対して実質的に垂直に延びる、請求項8に記載のルーフ補強アセンブリ。
- 補強部材(1)のタブ(16)が、車室補強構造(42)に溶接されている、請求項8または請求項9に記載のルーフ補強アセンブリ。
- ルーフ補強構造(28)を車室補強構造(42)に接続する複数の補強部材(1)を備えている、請求項8から請求項10のいずれか一項に記載のルーフ補強アセンブリ。
- ルーフ補強構造(28)が、互いに対して平行であるとともに、前端部(34)と後端部(36)との間に、長手方向に実質的に沿って延びる2つの長手部材(30)と、互いに対して平行であるとともに、2つの横方向端部(38)間で長手部材(30)に対して実質的に垂直である、2つの横断部材(32)と、を備え、ルーフ補強アセンブリが、長手部材(30)の前端部(34)から延びる2つの前方補強部材(1B)と、横断部材(32)の横方向端部(38)から延びる4つの横方向補強部材(1B)とを備えている、請求項11に記載のルーフ補強アセンブリ。
- 前方補強部材(1A)間に延びるとともに、前方補強部材(1A)に取り付けられている前方部材(48)をさらに備えている、請求項12に記載のルーフ補強アセンブリ。
- 車室補強構造(42)が、ルーフ補強構造(28)の横断部材(32)に実質的に平行である前方横断部材(44)と、ルーフ補強構造(28)の長手部材(30)に実質的に平行な2つの横方向長手部材(46)と、を備え、前方補強部材(1A)が、前方横断部材(44)に取り付けられており、2つの横方向補強部材(1B)が、横方向長手部材(46)の1つに取り付けられており、他方の2つの横方向補強部材(1B)が、他方の横方向長手部材(46)に取り付けられている、請求項12または請求項13に記載のルーフ補強アセンブリ。
- 自動車車両用のシートクロスメンバアセンブリであって、自動車車両の少なくとも1つのシートを受領するために配置された少なくとも1つのフロア補強構造(50)を備え、シートが、フロア補強構造(50)に、請求項1から請求項7のいずれか一項に記載の少なくとも1つの補強部材(1)を介して取り付けられており、前記補強部材(1)が、前記フロア補強構造(50)に取り付けられていることを特徴とする、シートクロスメンバアセンブリ。
- フロア補強構造(50)が、長手方向に沿って延びる少なくとも1つのサイドレール(52)と、このサイドレール(52)に対して実質的に平行な少なくとも1つの中心トンネル(54)とを備え、補強部材(1)が、サイドレール(52)と中心トンネル(54)との間に、横断方向に沿って延びるとともに、前記サイドレールおよび/または前記中心トンネル(54)に、補強部材(1)の少なくとも1つのタブ(16)によって取り付けられている、請求項15に記載のシートクロスメンバアセンブリ。
- フロア補強構造が、中心レールの両側に延びる2つのサイドレールを備え、中心レールが、少なくとも1つの補強部材によってサイドレールの一方に接続されるとともに、少なくとも1つの別の補強部材によって他方のサイドレールに接続されている、請求項16に記載のシートクロスメンバアセンブリ。
- 請求項1から請求項7のいずれか一項に記載の補強部材を製造するための方法であって、
亜鉛ベースのプレコーティングまたはアルミニウムベースのプレコーティングでプレコートされたブランクを提供するステップと、
1200MPa以上の引張強度を有するプレス硬化鋼で形成された本体を得るために、本体(2)の形状にブランクを熱間プレス成形するステップと、
本体(2)が冷却された際に、本体(2)からタブ(16)を曲げ、それにより、本体(2)とタブ(16)との間の曲げ部(18)の外弧面(22)の延長が、10%から25%の間に実質的に含まれるようになっている、ステップと、
を含む、補強部材を製造するための方法。 - 熱間プレス成形ステップが、750℃から950℃の間に実質的に含まれる温度で行われ、冷間曲げステップが、10℃から40℃の間に実質的に含まれる温度で行われる、請求項18に記載の方法。
- 請求項8から請求項14のいずれか一項に記載のルーフ補強アセンブリを製造するための方法であって、
ルーフ補強構造(28)および車室補強構造(42)を提供するステップと、
補強部材(1)の少なくとも1つのタブ(16)を、ルーフ補強構造(28)および/または車室補強構造(42)に溶接することにより、少なくとも1つの補強部材(1)によってルーフ補強構造(28)を車室補強構造(42)に取り付けるステップと、
を含む、ルーフ補強アセンブリを製造するための方法。 - 請求項15から請求項17のいずれか一項に記載のシートクロスメンバアセンブリを製造するための方法であって、
フロア補強構造(50)を提供するステップと、
補強部材(1)の少なくとも1つのタブ(16)を、前記フロア補強構造(50)に溶接することにより、少なくとも1つの補強部材(1)をフロア補強構造に取り付けるステップと、
を含む、シートクロスメンバアセンブリを製造するための方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/IB2016/057002 WO2018091951A1 (en) | 2016-11-21 | 2016-11-21 | Reinforcement member comprising a cold bent tab |
| IBPCT/IB2016/057002 | 2016-11-21 | ||
| PCT/IB2017/057296 WO2018092113A1 (en) | 2016-11-21 | 2017-11-21 | Reinforcement member comprising a cold bent tab |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020513366A JP2020513366A (ja) | 2020-05-14 |
| JP6792077B2 true JP6792077B2 (ja) | 2020-11-25 |
Family
ID=57570094
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019527212A Active JP6792077B2 (ja) | 2016-11-21 | 2017-11-21 | 冷間曲げしたタブを備えた補強部材 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US10926811B2 (ja) |
| EP (1) | EP3541687B1 (ja) |
| JP (1) | JP6792077B2 (ja) |
| KR (1) | KR102255776B1 (ja) |
| CN (1) | CN109982918B (ja) |
| CA (1) | CA3039726C (ja) |
| ES (1) | ES2873774T3 (ja) |
| HU (1) | HUE055791T2 (ja) |
| MA (1) | MA46834B1 (ja) |
| MX (1) | MX2019005677A (ja) |
| PL (1) | PL3541687T3 (ja) |
| RU (1) | RU2716518C1 (ja) |
| UA (1) | UA121729C2 (ja) |
| WO (2) | WO2018091951A1 (ja) |
| ZA (1) | ZA201902080B (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016124100A1 (de) * | 2016-12-12 | 2018-06-14 | Benteler Automobiltechnik Gmbh | Achs- oder Fahrwerksbauteil für ein Kraftfahrzeug |
| JP6575015B2 (ja) * | 2017-07-07 | 2019-09-18 | 本田技研工業株式会社 | 車体構造 |
| KR20220151799A (ko) * | 2021-05-07 | 2022-11-15 | 주식회사 포스코 | 차체 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4032657B2 (ja) * | 2001-03-22 | 2008-01-16 | 三菱自動車工業株式会社 | 車体構造 |
| WO2007048883A1 (fr) * | 2005-10-27 | 2007-05-03 | Usinor | Procede de fabrication d'une piece a tres hautes caracteristiques mecaniques a partir d'une tole laminee et revetue |
| JP4400548B2 (ja) * | 2005-11-02 | 2010-01-20 | トヨタ自動車株式会社 | 車体下部構造 |
| DE102005055374A1 (de) * | 2005-11-17 | 2007-05-24 | Victocor Technologies S.A. | Hochfestes Stahlbauteil mit Korrosionsschutzschicht aus Zink |
| US8960776B2 (en) * | 2007-04-20 | 2015-02-24 | Honda Motor Co., Ltd. | Vehicle bed frame assembly, system and method |
| JP4535084B2 (ja) * | 2007-05-10 | 2010-09-01 | トヨタ自動車株式会社 | 構造部材の断面構造 |
| ES2457443T3 (es) * | 2009-07-28 | 2014-04-25 | Iveco S.P.A. | Cabina para camión y método para realizar dicha cabina. |
| JP5477322B2 (ja) * | 2011-04-01 | 2014-04-23 | マツダ株式会社 | 車両の電装部品配設構造 |
| KR101577158B1 (ko) * | 2011-12-20 | 2015-12-11 | 신닛테츠스미킨 카부시키카이샤 | 프런트 플로어 패널 |
| KR101529019B1 (ko) * | 2012-03-06 | 2015-06-15 | 제이에프이 스틸 가부시키가이샤 | 커플링 구조 |
| JP5890710B2 (ja) * | 2012-03-15 | 2016-03-22 | 株式会社神戸製鋼所 | 熱間プレス成形品およびその製造方法 |
| KR101427918B1 (ko) * | 2012-10-05 | 2014-08-08 | 현대자동차 주식회사 | 핫 스탬핑 성형 장치 및 그 방법 |
| DE102013010024B4 (de) * | 2013-06-17 | 2018-03-22 | Muhr Und Bender Kg | Strukturbauteil für ein Kraftfahrzeug und Verfahren zur Herstellung eines solchen Strukturbauteils |
| JP6211496B2 (ja) * | 2014-09-19 | 2017-10-11 | 豊田鉄工株式会社 | 車両用構造部材およびその製造方法 |
| JP2017077763A (ja) * | 2015-10-19 | 2017-04-27 | トヨタ自動車株式会社 | 車両床部構造 |
| US10343554B2 (en) * | 2016-09-07 | 2019-07-09 | Thunder Power New Energy Vehicle Development Company Limited | Seat rail |
-
2016
- 2016-11-21 WO PCT/IB2016/057002 patent/WO2018091951A1/en active Application Filing
-
2017
- 2017-11-21 KR KR1020197013671A patent/KR102255776B1/ko active Active
- 2017-11-21 ES ES17804966T patent/ES2873774T3/es active Active
- 2017-11-21 MA MA46834A patent/MA46834B1/fr unknown
- 2017-11-21 MX MX2019005677A patent/MX2019005677A/es unknown
- 2017-11-21 EP EP17804966.4A patent/EP3541687B1/en active Active
- 2017-11-21 WO PCT/IB2017/057296 patent/WO2018092113A1/en active Application Filing
- 2017-11-21 US US16/346,467 patent/US10926811B2/en active Active
- 2017-11-21 RU RU2019115390A patent/RU2716518C1/ru active
- 2017-11-21 HU HUE17804966A patent/HUE055791T2/hu unknown
- 2017-11-21 CN CN201780071756.7A patent/CN109982918B/zh active Active
- 2017-11-21 UA UAA201905292A patent/UA121729C2/uk unknown
- 2017-11-21 PL PL17804966T patent/PL3541687T3/pl unknown
- 2017-11-21 JP JP2019527212A patent/JP6792077B2/ja active Active
- 2017-11-21 CA CA3039726A patent/CA3039726C/en active Active
-
2019
- 2019-04-03 ZA ZA2019/02080A patent/ZA201902080B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CA3039726A1 (en) | 2018-05-24 |
| BR112019007280A2 (pt) | 2019-07-09 |
| MA46834A (fr) | 2019-09-25 |
| JP2020513366A (ja) | 2020-05-14 |
| PL3541687T3 (pl) | 2021-11-02 |
| WO2018092113A1 (en) | 2018-05-24 |
| MX2019005677A (es) | 2019-08-14 |
| EP3541687B1 (en) | 2021-04-28 |
| CN109982918B (zh) | 2021-08-17 |
| US10926811B2 (en) | 2021-02-23 |
| EP3541687A1 (en) | 2019-09-25 |
| KR102255776B1 (ko) | 2021-05-25 |
| US20190276095A1 (en) | 2019-09-12 |
| ES2873774T3 (es) | 2021-11-03 |
| WO2018091951A1 (en) | 2018-05-24 |
| ZA201902080B (en) | 2021-04-28 |
| KR20190068592A (ko) | 2019-06-18 |
| HUE055791T2 (hu) | 2021-12-28 |
| RU2716518C1 (ru) | 2020-03-12 |
| UA121729C2 (uk) | 2020-07-10 |
| CN109982918A (zh) | 2019-07-05 |
| CA3039726C (en) | 2021-06-29 |
| MA46834B1 (fr) | 2021-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6588972B2 (ja) | 自動車用の補強要素、補強要素およびドアアセンブリを製造するための方法 | |
| JP6858183B2 (ja) | Bピラー中心梁と製造方法 | |
| JP6792077B2 (ja) | 冷間曲げしたタブを備えた補強部材 | |
| JP6936258B2 (ja) | 重量物車両の長手方向部材 | |
| JP2023549720A (ja) | 自動車の後部床下構造 | |
| KR20230152774A (ko) | 종방향 빔과 하부측 실 부분 사이에 보강 요소를 포함하는 차량 언더보디 구조물 | |
| EP1772351B1 (en) | Structural beam for a vehicle body. | |
| KR102233795B1 (ko) | 차량 격실의 후방면을 위한 보강 구조물 | |
| US20250091655A1 (en) | Front wall for a motor vehicle | |
| BR112019007280B1 (pt) | Elemento de reforço para um veículo, conjunto de reforço de cobertura para um veículo para mercadorias pesadas, conjunto de travessa de assento para um veículo automotivo, método para produzir um elemento de reforço, método para produzir um conjunto de reforço de cobertura e método para produzir um conjunto de travessa de assento |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190719 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200526 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200811 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200929 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201027 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201105 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6792077 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |