JP6790439B2 - カレンダーロール及びゴムストリップ製造装置 - Google Patents
カレンダーロール及びゴムストリップ製造装置 Download PDFInfo
- Publication number
- JP6790439B2 JP6790439B2 JP2016089594A JP2016089594A JP6790439B2 JP 6790439 B2 JP6790439 B2 JP 6790439B2 JP 2016089594 A JP2016089594 A JP 2016089594A JP 2016089594 A JP2016089594 A JP 2016089594A JP 6790439 B2 JP6790439 B2 JP 6790439B2
- Authority
- JP
- Japan
- Prior art keywords
- roll
- rubber strip
- rolled surface
- rolled
- calendar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Tyre Moulding (AREA)
Description
図1には、本実施形態のゴムストリップ製造装置1の概念図が断面図として示されている。図1に示されるように、本実施形態のゴムストリップ製造装置1は、ゴムGを予備成形して押し出すゴム押出機2と、ゴム押出機2から予備成形されて押し出されるゴムストリップGSを最終形状のゴムストリップGSに圧延成形する一対のカレンダーロール3とを含んでいる。カレンダーロール3から吐出されたゴムストリップGSは、例えば、コンベア4を含むアプリケータ5によって成形フォーマ6まで搬送されて巻き付けられることによりタイヤ用ゴム部材が製造される。
ゴムストリップ製造時におけるゴムストリップの切断、ローラへの粘着等、製造効率への影響があったトラブルの回数が測定された。結果は、比較例1のトラブル発生率を100とする指数であり、数値が小さい程、ゴムストリップトラブルが少ないことを示す。
各試供タイヤについて、コニシティが複数回測定され、それらの合計が求められた。結果は、比較例1のコニシティを100とする指数であり、数値が小さい程、タイヤユニフォミティが優れていることを示す。

3 カレンダーロール
10 第1ロール
11 第2ロール
Claims (6)
- ゴム押出機から押し出されるゴムストリップを圧延するカレンダーロールであって、
第1ロールと第2ロールとを含み、
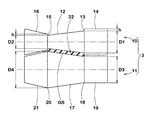
前記第1ロールの圧延面は、ロール軸方向の一方端から他方端に向かって前記圧延面の直径が漸減するテーパ面を有しており、
前記第2ロールの圧延面は、前記第1ロールの前記圧延面に対向し、かつ、ロール軸方向の前記他方端から前記一方端に向かって前記圧延面の直径が漸減するテーパ面を有しており、
前記第2ロールの前記圧延面の最大直径は、前記第1ロールの前記圧延面の最大直径よりも大きいことを特徴とするカレンダーロール。
- 前記第1ロールの前記テーパ面と前記第2ロールの前記テーパ面とは、略平行に対向することで前記第1ロールと前記第2ロールとの間に間隙部を形成し、
前記間隙部は、前記ゴムストリップの断面形状に近似している請求項1に記載のカレンダーロール。 - 前記第1ロールは、前記第1ロールの前記圧延面よりロール軸方向の前記一方端側の外側の第1支持面と、前記第1ロールの前記圧延面よりロール軸方向の前記他方端側の外側の第2支持面とを含み、
前記第1支持面は、略円筒形状を有し、
前記第2支持面は、テーパ形状を有している請求項1又は2に記載のカレンダーロール。 - 前記第2ロールの前記圧延面の最小直径は、前記第1ロールの前記圧延面の最大直径よりも大きい請求項1乃至3のいずれかに記載のカレンダーロール。
- 前記第1ロール及び前記第2ロールの前記圧延面の最大直径は、それぞれ、前記第1ロール及び前記第2ロールの前記圧延面の最小直径の105%以上である請求項1乃至4のいずれかに記載のカレンダーロール。
- ゴムストリップ製造装置であって、
請求項1乃至5のいずれかに記載のカレンダーロールと前記ゴム押出機とを含むことを特徴とするゴムストリップ製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016089594A JP6790439B2 (ja) | 2016-04-27 | 2016-04-27 | カレンダーロール及びゴムストリップ製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016089594A JP6790439B2 (ja) | 2016-04-27 | 2016-04-27 | カレンダーロール及びゴムストリップ製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017196804A JP2017196804A (ja) | 2017-11-02 |
| JP6790439B2 true JP6790439B2 (ja) | 2020-11-25 |
Family
ID=60238599
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016089594A Expired - Fee Related JP6790439B2 (ja) | 2016-04-27 | 2016-04-27 | カレンダーロール及びゴムストリップ製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6790439B2 (ja) |
-
2016
- 2016-04-27 JP JP2016089594A patent/JP6790439B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017196804A (ja) | 2017-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH06262663A (ja) | 未加硫ゴム混合物の押出成形装置および方法 | |
| US7494335B2 (en) | Apparatus for producing rubber strip | |
| JP3621879B2 (ja) | ゴムストリップの製造装置 | |
| US20190001547A1 (en) | Co-extrusion head for co-extruding complex rubber profile section for manufacturing a tire | |
| EP3473420B1 (en) | Device and method for manufacturing multiple layer rubber strip | |
| JP6790439B2 (ja) | カレンダーロール及びゴムストリップ製造装置 | |
| JP6763192B2 (ja) | カレンダーロール及びゴムストリップ製造装置 | |
| JP6699326B2 (ja) | カレンダーロール及びゴムストリップ製造装置 | |
| JP2017001316A (ja) | ゴムシートの製造装置及び製造方法 | |
| JP2005238799A (ja) | タイヤ製造用のゴムストリップ材の成形方法及び装置、並びにタイヤの製造方法 | |
| CN105828629B (zh) | 先进的胶基糖形成 | |
| EP3508324B1 (en) | Co-extrusion plant and method | |
| JP2018030345A (ja) | ゴム部材の製造装置および空気入りタイヤの製造方法 | |
| JP2015189159A (ja) | ゴム押出機用ダイプレート、ゴム押出方法およびタイヤ製造方法 | |
| CN107877746A (zh) | 一种排气装置及轮胎模具 | |
| EP2633984B1 (en) | Molding device and molding method for tire component | |
| CN215586409U (zh) | 物料挤压成型设备 | |
| CN106541008A (zh) | 集装箱顶板辊压成型工艺 | |
| JP2003266518A (ja) | ストリップゴム連続押出システム及びこのシステムを用いた方法 | |
| CN111923464B8 (zh) | 一种可生产多种不同形状铝型材的挤压设备 | |
| JP5881940B2 (ja) | タイヤの製造装置及び製造方法 | |
| WO2007046295A1 (ja) | 空気入りタイヤ、タイヤ成型装置及び成型方法 | |
| CN106903781B (zh) | 一种具有自动清洗功能的抽芯模具 | |
| CN222004069U (zh) | 一种橡胶开炼机 | |
| JP2020055243A (ja) | ダイプレート及びゴム押出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190228 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200303 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200410 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201006 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201019 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6790439 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |